Пристрій для обробки конусної поверхні посадки гнізда клапана бурового насоса
Формула / Реферат
Пристрій для обробки конусної поверхні посадки гнізда клапана бурового насоса, що має нерухомий пустотілий корпус і конусну направляючу, що обертається в ньому, який відрізняється тим, що з метою забезпечення механічної обробки конусної поверхні з достатньою точністю і якістю без використання спеціалізованих металорізальних верстатів пристрій обладнується окремим приводом, висувним пінолем, жорстко закріпленим по твірній конусної направляючої, та механізмами дискретної повздовжньої подачі і точного радіального переміщення різця.
Текст
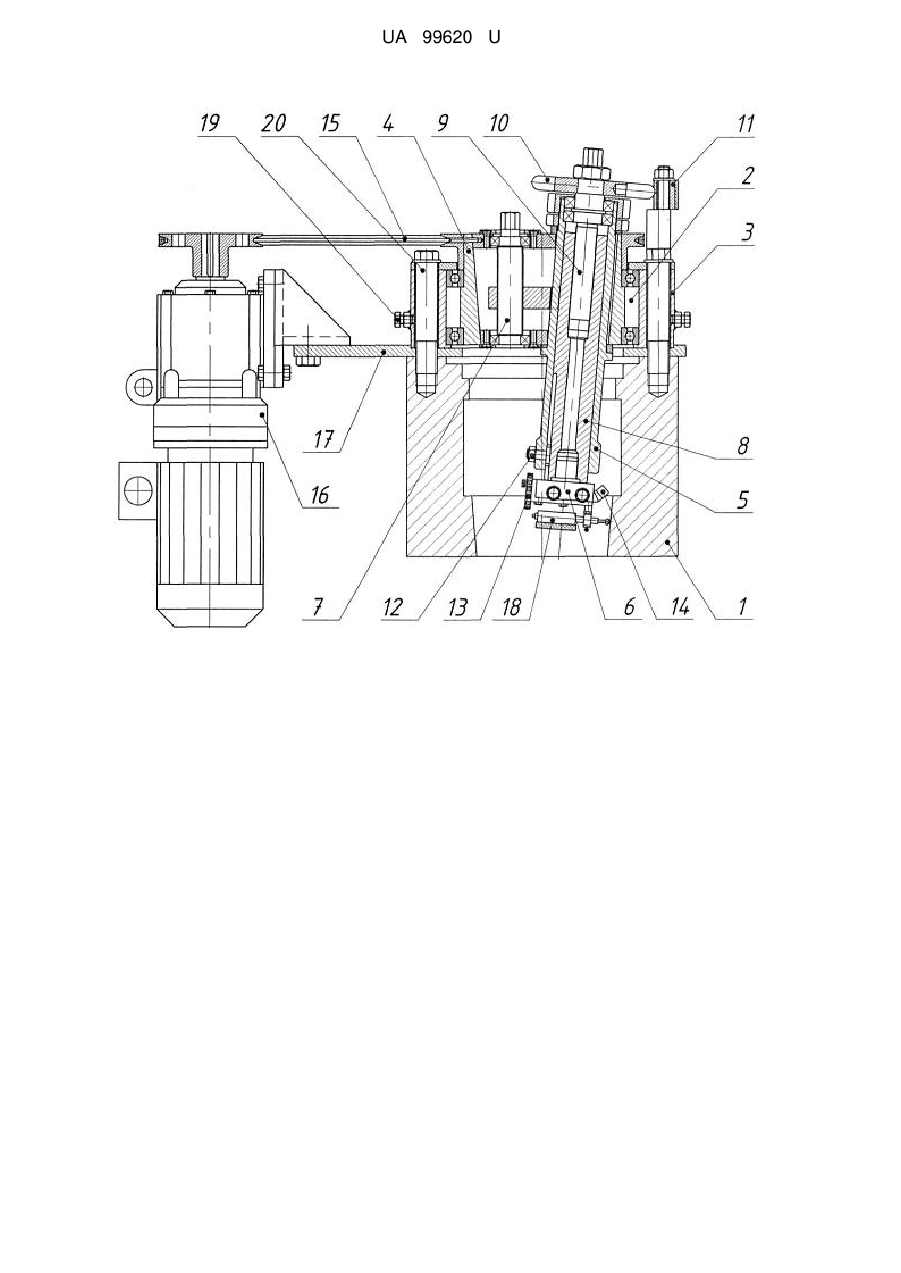
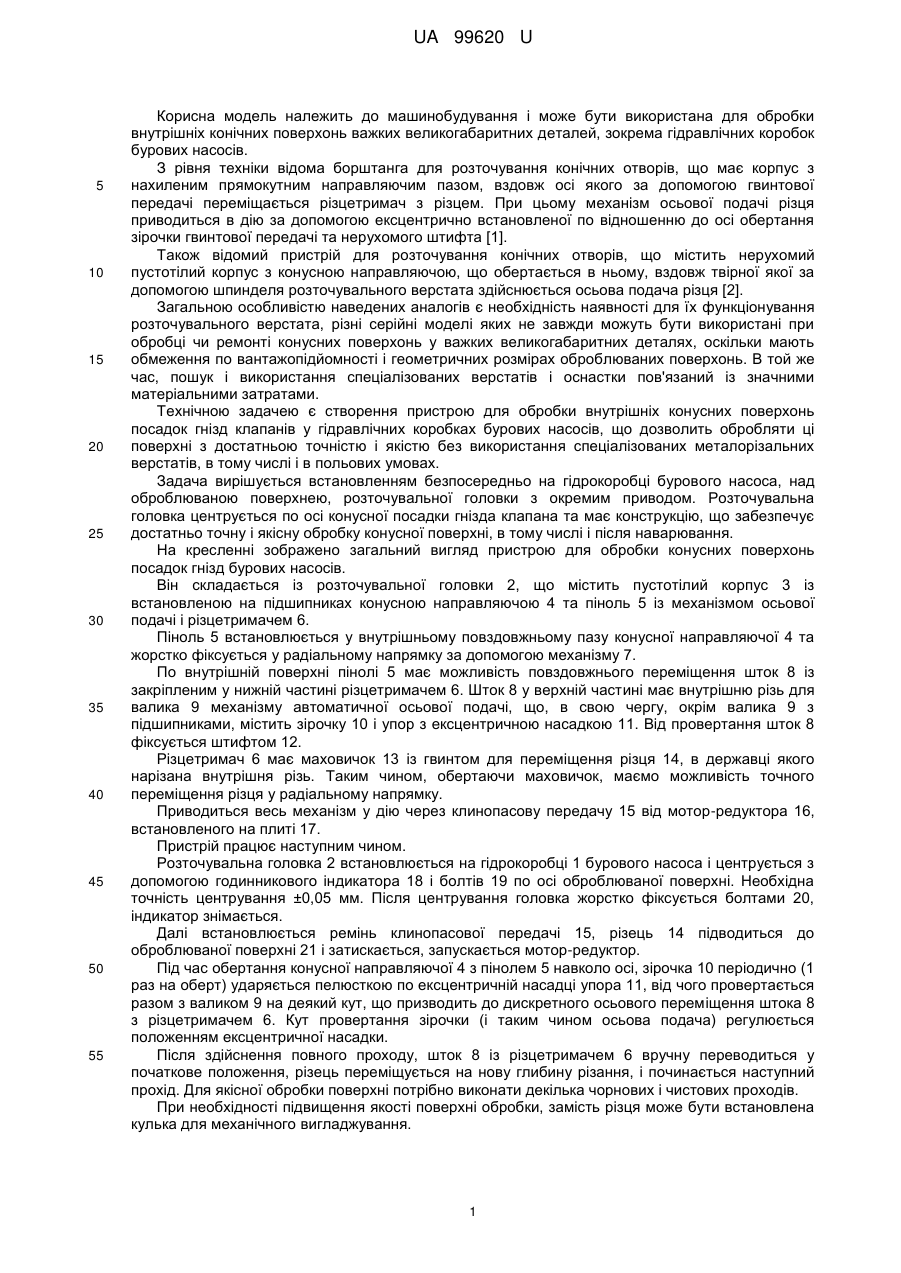
Реферат: UA 99620 U UA 99620 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана для обробки внутрішніх конічних поверхонь важких великогабаритних деталей, зокрема гідравлічних коробок бурових насосів. З рівня техніки відома борштанга для розточування конічних отворів, що має корпус з нахиленим прямокутним направляючим пазом, вздовж осі якого за допомогою гвинтової передачі переміщається різцетримач з різцем. При цьому механізм осьової подачі різця приводиться в дію за допомогою ексцентрично встановленої по відношенню до осі обертання зірочки гвинтової передачі та нерухомого штифта [1]. Також відомий пристрій для розточування конічних отворів, що містить нерухомий пустотілий корпус з конусною направляючою, що обертається в ньому, вздовж твірної якої за допомогою шпинделя розточувального верстата здійснюється осьова подача різця [2]. Загальною особливістю наведених аналогів є необхідність наявності для їх функціонування розточувального верстата, різні серійні моделі яких не завжди можуть бути використані при обробці чи ремонті конусних поверхонь у важких великогабаритних деталях, оскільки мають обмеження по вантажопідйомності і геометричних розмірах оброблюваних поверхонь. В той же час, пошук і використання спеціалізованих верстатів і оснастки пов'язаний із значними матеріальними затратами. Технічною задачею є створення пристрою для обробки внутрішніх конусних поверхонь посадок гнізд клапанів у гідравлічних коробках бурових насосів, що дозволить обробляти ці поверхні з достатньою точністю і якістю без використання спеціалізованих металорізальних верстатів, в тому числі і в польових умовах. Задача вирішується встановленням безпосередньо на гідрокоробці бурового насоса, над оброблюваною поверхнею, розточувальної головки з окремим приводом. Розточувальна головка центрується по осі конусної посадки гнізда клапана та має конструкцію, що забезпечує достатньо точну і якісну обробку конусної поверхні, в тому числі і після наварювання. На кресленні зображено загальний вигляд пристрою для обробки конусних поверхонь посадок гнізд бурових насосів. Він складається із розточувальної головки 2, що містить пустотілий корпус 3 із встановленою на підшипниках конусною направляючою 4 та піноль 5 із механізмом осьової подачі і різцетримачем 6. Піноль 5 встановлюється у внутрішньому повздовжньому пазу конусної направляючої 4 та жорстко фіксується у радіальному напрямку за допомогою механізму 7. По внутрішній поверхні пінолі 5 має можливість повздовжнього переміщення шток 8 із закріпленим у нижній частині різцетримачем 6. Шток 8 у верхній частині має внутрішню різь для валика 9 механізму автоматичної осьової подачі, що, в свою чергу, окрім валика 9 з підшипниками, містить зірочку 10 і упор з ексцентричною насадкою 11. Від провертання шток 8 фіксується штифтом 12. Різцетримач 6 має маховичок 13 із гвинтом для переміщення різця 14, в державці якого нарізана внутрішня різь. Таким чином, обертаючи маховичок, маємо можливість точного переміщення різця у радіальному напрямку. Приводиться весь механізм у дію через клинопасову передачу 15 від мотор-редуктора 16, встановленого на плиті 17. Пристрій працює наступним чином. Розточувальна головка 2 встановлюється на гідрокоробці 1 бурового насоса і центрується з допомогою годинникового індикатора 18 і болтів 19 по осі оброблюваної поверхні. Необхідна точність центрування ±0,05 мм. Після центрування головка жорстко фіксується болтами 20, індикатор знімається. Далі встановлюється ремінь клинопасової передачі 15, різець 14 підводиться до оброблюваної поверхні 21 і затискається, запускається мотор-редуктор. Під час обертання конусної направляючої 4 з пінолем 5 навколо осі, зірочка 10 періодично (1 раз на оберт) ударяється пелюсткою по ексцентричній насадці упора 11, від чого провертається разом з валиком 9 на деякий кут, що призводить до дискретного осьового переміщення штока 8 з різцетримачем 6. Кут провертання зірочки (і таким чином осьова подача) регулюється положенням ексцентричної насадки. Після здійснення повного проходу, шток 8 із різцетримачем 6 вручну переводиться у початкове положення, різець переміщується на нову глибину різання, і починається наступний прохід. Для якісної обробки поверхні потрібно виконати декілька чорнових і чистових проходів. При необхідності підвищення якості поверхні обробки, замість різця може бути встановлена кулька для механічного вигладжування. 1 UA 99620 U 5 10 Таким чином, можна зробитивисновок, що конструктивні особливості пропонованого пристрою, а саме окремий привід, наявність механізмів осьової подачі і радіального переміщення різця, у сукупності із точністю виготовлення деталей розточувальної головки дозволяє досягти технічного результату - достатньо високої точності і якості обробки конусної поверхні без використання спеціалізованого обладнання. Джерела інформації: 1. Хаймович Я.М. Обработка металлов резанием и станки. – М.: Советская наука, 1942. - С. 329. 2. Авторское свидетельство СССР № 625845, МКИ В23В41/06. Приспособление для растачивания конусных отверстий. /Г.А.Гордеев. - Опубл. 30.09.78. Бюл. № 36. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Пристрій для обробки конусної поверхні посадки гнізда клапана бурового насоса, що має нерухомий пустотілий корпус і конусну направляючу, що обертається в ньому, який відрізняється тим, що з метою забезпечення механічної обробки конусної поверхні з достатньою точністю і якістю без використання спеціалізованих металорізальних верстатів пристрій обладнується окремим приводом, висувним пінолем, жорстко закріпленим по твірній конусної направляючої, та механізмами дискретної повздовжньої подачі і точного радіального переміщення різця. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMostovoi Vitalii Oleksandrovych
Автори російськоюМостовой Виталий Александрович
МПК / Мітки
МПК: B23B 5/38
Мітки: бурового, насоса, гнізда, пристрій, посадки, клапана, поверхні, обробки, конусної
Код посилання
<a href="https://ua.patents.su/4-99620-pristrijj-dlya-obrobki-konusno-poverkhni-posadki-gnizda-klapana-burovogo-nasosa.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки конусної поверхні посадки гнізда клапана бурового насоса</a>
Спосіб і пристрій для обробки твердої поверхні і машина для обробки поверхні підлоги
Номер патенту: 88099
Опубліковано: 10.09.2009
Автор: Тюссель Хокан
МПК: B24D 11/00, A47L 13/16, B24B 7/00, B24D 13/00
Мітки: машина, твердої, пристрій, спосіб, поверхні, підлоги, обробки
Формула / Реферат:
1. Пристрій для обробки твердої поверхні, який відрізняється тим, що містить гнучку подушку (1), яка містить відкритий, високий, об'ємний нетканий матеріал, який складається з множини волокон, що скріплені одне з одним у точках (10) їх взаємного контакту, причому подушка має активну обробну поверхню, яка містить абразивні частинки, скріплені з подушкою, при цьому подушка має першу частину (Р1), в якій вказані абразивні частинки знаходяться в...
Пристрій для електрохімічної обробки внутрішньої поверхні металевих деталей
Номер патенту: 107516
Опубліковано: 12.01.2015
Автори: Пшеничний Вадим Миколайович, Чабаненко Юрій Володимирович, Миленко Антон Олександрович, Алексеенко Валерій Іванович, Кураков Олександр Олександрович
МПК: C25F 7/00
Мітки: пристрій, деталей, внутрішньої, електрохімічної, металевих, поверхні, обробки
Формула / Реферат:
1. Пристрій для електрохімічної обробки внутрішньої поверхні деталі, що містить встановлений усередині оброблюваної деталі робочий електрод, зовнішня поверхня якого еквідистантна оброблюваної поверхні, систему подачі електроліту, що містить регулювальний клапан і зливний колектор, який відрізняється тим, що робочий електрод виконаний у вигляді металевої пустотілої герметичної ємності, установлений з можливістю зворотно-поступального...
Клапанний вузол бурового поршневого насоса

Номер патенту: 74859
Опубліковано: 12.11.2012
Автори: Кучеренко Юрій Іванович, Лях Михайло Михайлович, Мохній Ігор Юрійович, Лукичова Олександра Вікторівна, Синейко Ольга Володимирівна
МПК: E21B 34/00, F16K 15/02
Мітки: бурового, клапанний, поршневого, вузол, насоса
Формула / Реферат:
Клапанний вузол бурового поршневого насоса, який складається з корпуса з встановленою в ньому кришкою з ущільнювальним кільцем, містить запірний елемент і сідло з кільцевою конічною посадковою поверхнею, який відрізняється тим, що запірний елемент виконаний у формі кулі із еластичного матеріалу, наприклад поліуретану або гуми, а сідло з кільцевою конічною посадковою поверхнею додатково містить решітку, верхня поверхня якої виконана сферичною...
Пристрій для обробки кутової інформації у радіотехнічній системі посадки сантиметрового діапазону
Номер патенту: 13861
Опубліковано: 17.04.2006
Автори: Шутило Микола Артемович, Кичак Василь Мартинович, Воловик Андрій Юрійович, Воловик Юрій Микитович
Мітки: сантиметрового, радіотехнічний, інформації, кутової, пристрій, системі, посадки, діапазону, обробки
Формула / Реферат:
Пристрій для обробки кутової інформації у радіотехнічній системі посадки сантиметрового діапазону, який містить пристрій виявлення кутових сигнальних імпульсів «туди» - «назад», пороговий пристрій, комутатор, лічильник та генератор масштабних імпульсів, який відрізняється тим, що в нього введено мікро-ЕОМ з каналом прямого доступу до блока оперативної пам'яті, пристрій керування обміном, аналого-цифровий перетворювач, адресний лічильник та...
Пристрій для обробки поверхні матеріалу зануренням та спосіб обробки поверхні матеріалу
Номер патенту: 59392
Опубліковано: 15.09.2003
Автори: іллебранд Ернст-Вальтер, Брендель Ґергард, Фукс Рудольф
МПК: B65G 49/00, C25D 17/06
Мітки: пристрій, спосіб, обробки, поверхні, матеріалу, зануренням
Формула / Реферат:
1. Пристрій для обробки поверхні матеріалу, який містить резервуар (1) для занурення, транспортер зі східчастими стелажами (16), елементи (10) обробки, стаціонарно встановлені між східцями стелажів, причому східчастий стелаж виконаний з розташованими на відстані один від одного кронштейнами (19) та піднімальними полозками (17), встановленими з можливістю вертикального переміщення у встановлених із можливістю горизонтального переміщення...