Пристрій для електрохімічної обробки внутрішньої поверхні металевих деталей
Номер патенту: 107516
Опубліковано: 12.01.2015
Автори: Алексеенко Валерій Іванович, Чабаненко Юрій Володимирович, Миленко Антон Олександрович, Пшеничний Вадим Миколайович, Кураков Олександр Олександрович
Формула / Реферат
1. Пристрій для електрохімічної обробки внутрішньої поверхні деталі, що містить встановлений усередині оброблюваної деталі робочий електрод, зовнішня поверхня якого еквідистантна оброблюваної поверхні, систему подачі електроліту, що містить регулювальний клапан і зливний колектор, який відрізняється тим, що робочий електрод виконаний у вигляді металевої пустотілої герметичної ємності, установлений з можливістю зворотно-поступального переміщення уздовж оброблюваної поверхні, а система подачі електроліту виконана з можливістю подачі електроліту у внутрішню порожнину деталі, зі створенням в ній надлишкового тиску.
2. Пристрій за п. 1, який відрізняється тим, що висота електрода становить 1/10-1/5 висоти оброблюваної поверхні.
Текст
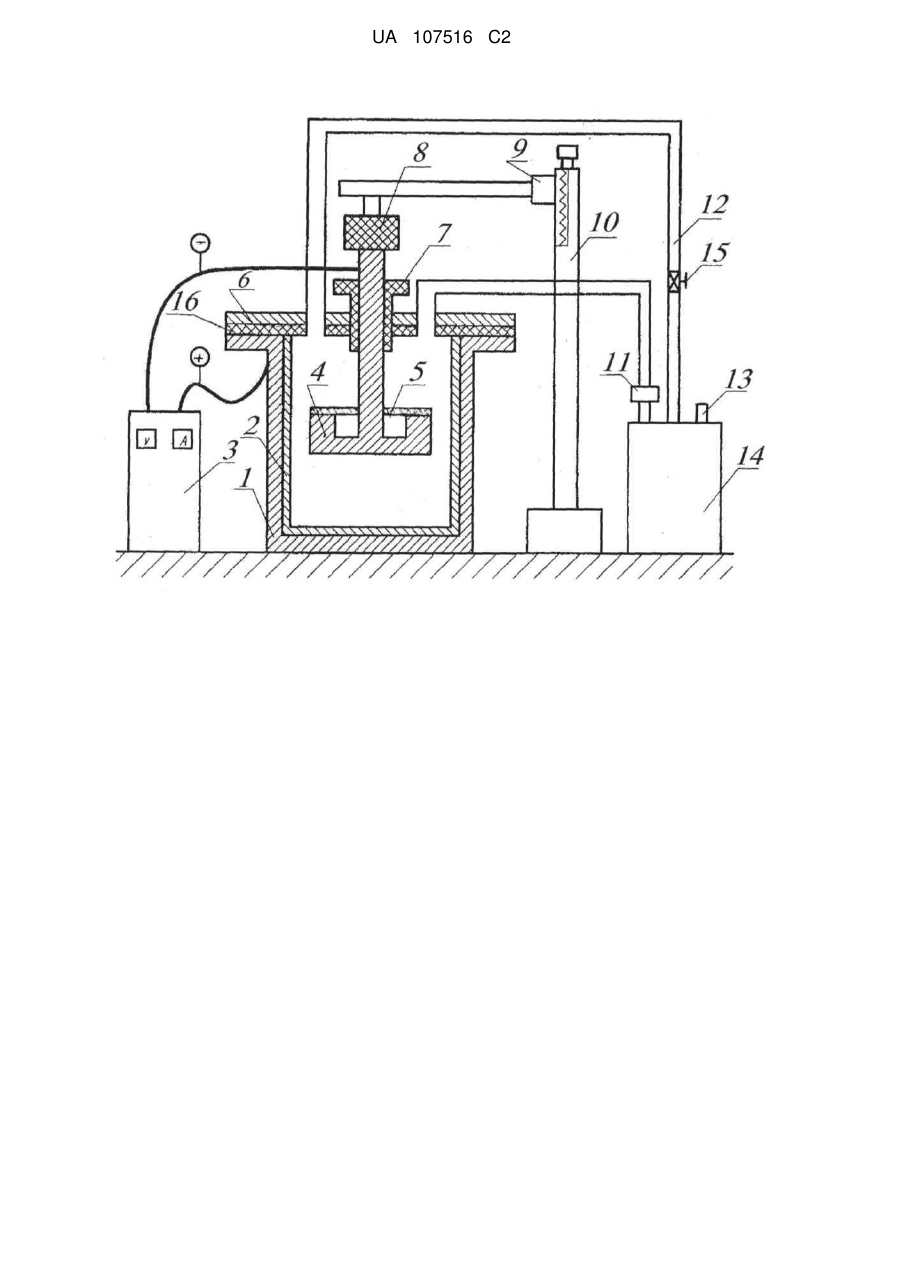
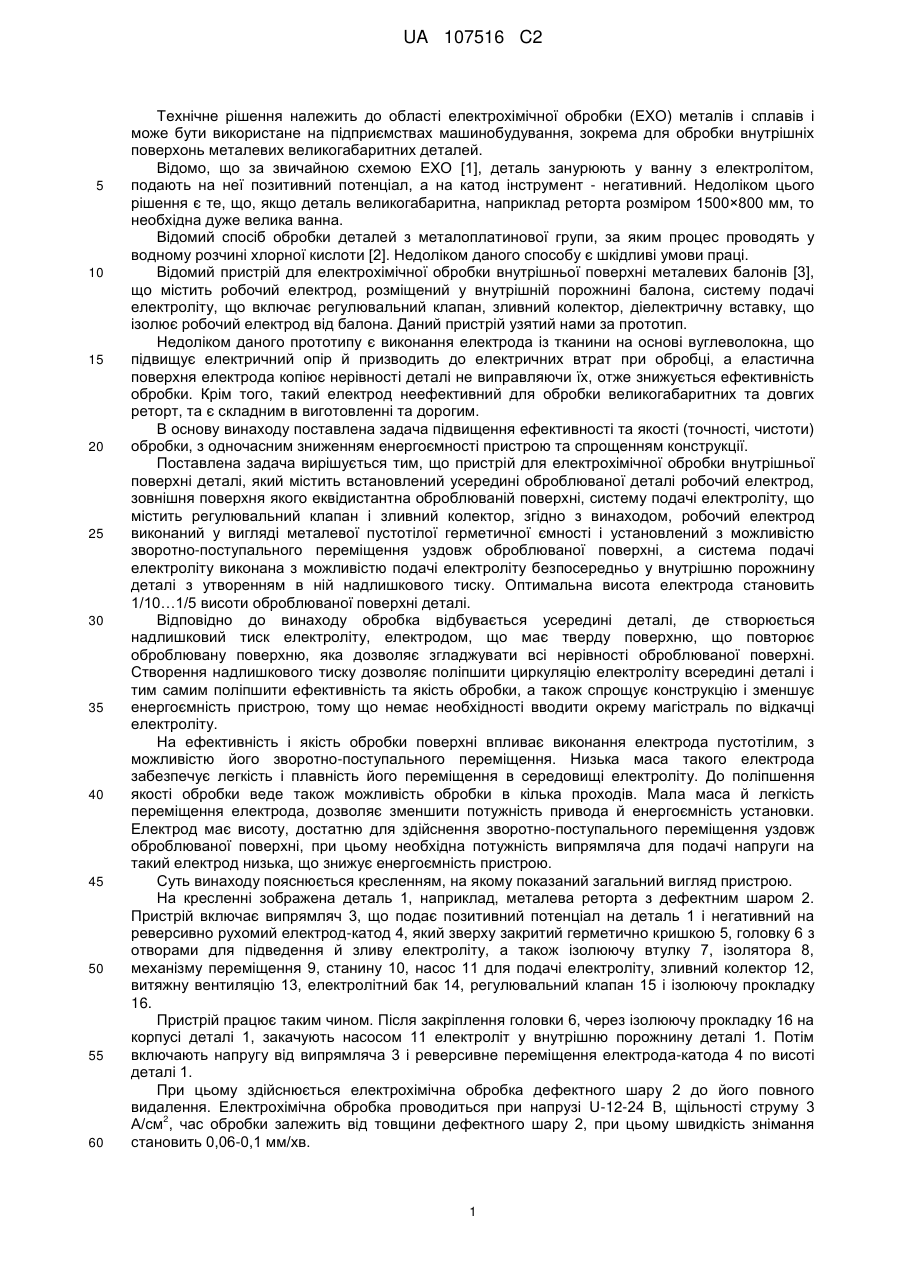
Реферат: Винахід належить до пристроїв для електрохімічної обробки внутрішньої поверхні деталі, переважно великогабаритних. Містить встановлений усередині оброблюваної деталі робочий електрод, зовнішня поверхня якого еквідистантна оброблюваної поверхні, систему подачі електроліту, що містить регулювальний клапан і зливний колектор. Робочий електрод виконаний металевим, в вигляді пустотілої герметичної ємності, який при обробці виконує зворотно-поступальне переміщення уздовж оброблюваної поверхні. Електроліт подається у внутрішню порожнину деталі зі створенням в ній надлишкового тиску. Оптимальна висота електрода становить 1/10-1/5 висоти оброблюваної поверхні. Технічний результат: підвищується ефективність і якість обробки, зменшується потужність привода й енергоємність установки. UA 107516 C2 (12) UA 107516 C2 UA 107516 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технічне рішення належить до області електрохімічної обробки (ЕХО) металів і сплавів і може бути використане на підприємствах машинобудування, зокрема для обробки внутрішніх поверхонь металевих великогабаритних деталей. Відомо, що за звичайною схемою ЕХО [1], деталь занурюють у ванну з електролітом, подають на неї позитивний потенціал, а на катод інструмент - негативний. Недоліком цього рішення є те, що, якщо деталь великогабаритна, наприклад реторта розміром 1500×800 мм, то необхідна дуже велика ванна. Відомий спосіб обробки деталей з металоплатинової групи, за яким процес проводять у водному розчині хлорної кислоти [2]. Недоліком даного способу є шкідливі умови праці. Відомий пристрій для електрохімічної обробки внутрішньої поверхні металевих балонів [3], що містить робочий електрод, розміщений у внутрішній порожнині балона, систему подачі електроліту, що включає регулювальний клапан, зливний колектор, діелектричну вставку, що ізолює робочий електрод від балона. Даний пристрій узятий нами за прототип. Недоліком даного прототипу є виконання електрода із тканини на основі вуглеволокна, що підвищує електричний опір й призводить до електричних втрат при обробці, а еластична поверхня електрода копіює нерівності деталі не виправляючи їх, отже знижується ефективність обробки. Крім того, такий електрод неефективний для обробки великогабаритних та довгих реторт, та є складним в виготовленні та дорогим. В основу винаходу поставлена задача підвищення ефективності та якості (точності, чистоти) обробки, з одночасним зниженням енергоємності пристрою та спрощенням конструкції. Поставлена задача вирішується тим, що пристрій для електрохімічної обробки внутрішньої поверхні деталі, який містить встановлений усередині оброблюваної деталі робочий електрод, зовнішня поверхня якого еквідистантна оброблюваній поверхні, систему подачі електроліту, що містить регулювальний клапан і зливний колектор, згідно з винаходом, робочий електрод виконаний у вигляді металевої пустотілої герметичної ємності і установлений з можливістю зворотно-поступального переміщення уздовж оброблюваної поверхні, а система подачі електроліту виконана з можливістю подачі електроліту безпосередньо у внутрішню порожнину деталі з утворенням в ній надлишкового тиску. Оптимальна висота електрода становить 1/10…1/5 висоти оброблюваної поверхні деталі. Відповідно до винаходу обробка відбувається усередині деталі, де створюється надлишковий тиск електроліту, електродом, що має тверду поверхню, що повторює оброблювану поверхню, яка дозволяє згладжувати всі нерівності оброблюваної поверхні. Створення надлишкового тиску дозволяє поліпшити циркуляцію електроліту всередині деталі і тим самим поліпшити ефективність та якість обробки, а також спрощує конструкцію і зменшує енергоємність пристрою, тому що немає необхідності вводити окрему магістраль по відкачці електроліту. На ефективність і якість обробки поверхні впливає виконання електрода пустотілим, з можливістю його зворотно-поступального переміщення. Низька маса такого електрода забезпечує легкість і плавність його переміщення в середовищі електроліту. До поліпшення якості обробки веде також можливість обробки в кілька проходів. Мала маса й легкість переміщення електрода, дозволяє зменшити потужність привода й енергоємність установки. Електрод має висоту, достатню для здійснення зворотно-поступального переміщення уздовж оброблюваної поверхні, при цьому необхідна потужність випрямляча для подачі напруги на такий електрод низька, що знижує енергоємність пристрою. Суть винаходу пояснюється кресленням, на якому показаний загальний вигляд пристрою. На кресленні зображена деталь 1, наприклад, металева реторта з дефектним шаром 2. Пристрій включає випрямляч 3, що подає позитивний потенціал на деталь 1 і негативний на реверсивно рухомий електрод-катод 4, який зверху закритий герметично кришкою 5, головку 6 з отворами для підведення й зливу електроліту, а також ізолюючу втулку 7, ізолятора 8, механізму переміщення 9, станину 10, насос 11 для подачі електроліту, зливний колектор 12, витяжну вентиляцію 13, електролітний бак 14, регулювальний клапан 15 і ізолюючу прокладку 16. Пристрій працює таким чином. Після закріплення головки 6, через ізолюючу прокладку 16 на корпусі деталі 1, закачують насосом 11 електроліт у внутрішню порожнину деталі 1. Потім включають напругу від випрямляча 3 і реверсивне переміщення електрода-катода 4 по висоті деталі 1. При цьому здійснюється електрохімічна обробка дефектного шару 2 до його повного видалення. Електрохімічна обробка проводиться при напрузі U-12-24 В, щільності струму 3 2 А/см , час обробки залежить від товщини дефектного шару 2, при цьому швидкість знімання становить 0,06-0,1 мм/хв. 1 UA 107516 C2 5 10 15 Висоту електрода 4 вибирають у межах 1/10-1/5 від висоти оброблюваної поверхні деталі. При висоті нижче 1/10 від висоти оброблюваної поверхні деталі одержуємо малу площу електрода 4 і збільшується час обробки, а при висоті вище 1/5 від висоти оброблюваної поверхні деталі одержуємо занадто велику площу електрода 4 і зростає необхідна потужність випрямляча 3. Для розвантаження механізму переміщення 9 електрод 4 виконаний пустотілим, наприклад, чашоподібним і зверху закритий герметично кришкою 5, що підвищує його плавучість і тим самим зменшує його вагу. Створення надлишкового тиску одержують регулюванням клапана 15. Надлишковий тиск дозволяє поліпшити циркуляцію електроліту усередині деталі й тим самим підвищити ефективність і якість обробки, а також спрощує конструкцію пристрою, тому що немає необхідності вводити окрему магістраль по відкачці електроліту. Джерела інформації: 1. Попилов Л.Я. Справочник по электрическим и электрозвуковым методам обработки материалов. - Ленинград, "Машиностроение", 1971 г., - С. 49-52. 2. Авторское свидетельство СССР № 244839, C25F 3/06, опубл. 28.05.69. 3. Патент РФ № 22055904, C25F 7/00, опубл. 10.06.2003. ФОРМУЛА ВИНАХОДУ 20 25 1. Пристрій для електрохімічної обробки внутрішньої поверхні деталі, що містить встановлений усередині оброблюваної деталі робочий електрод, зовнішня поверхня якого еквідистантна оброблюваної поверхні, систему подачі електроліту, що містить регулювальний клапан і зливний колектор, який відрізняється тим, що робочий електрод виконаний у вигляді металевої пустотілої герметичної ємності, установлений з можливістю зворотно-поступального переміщення уздовж оброблюваної поверхні, а система подачі електроліту виконана з можливістю подачі електроліту у внутрішню порожнину деталі, зі створенням в ній надлишкового тиску. 2. Пристрій за п. 1, який відрізняється тим, що висота електрода становить 1/10-1/5 висоти оброблюваної поверхні. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюPshenychnyi Vadym Mykolaiovych
Автори російськоюПшеничный Вадим Николаевич
МПК / Мітки
МПК: C25F 7/00
Мітки: металевих, поверхні, внутрішньої, деталей, пристрій, електрохімічної, обробки
Код посилання
<a href="https://ua.patents.su/4-107516-pristrijj-dlya-elektrokhimichno-obrobki-vnutrishno-poverkhni-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрохімічної обробки внутрішньої поверхні металевих деталей</a>
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труб
Номер патенту: 71519
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: плазмовий, труб, внутрішньої, поверхні, пристрій, тріодного, іонно-плазмової, типу, обробки
Формула / Реферат:
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труби, що складається з трубчатого катода з діаметром Д1, змонтованої на катоді системи ініціювання дугового розряду, співвісної катоду циліндричної анодної конструкції з діаметром Д2, між якими ввімкнуте джерело живлення дугового розряду, співвісного їм циліндричного позитивного електрода з діаметром Д3, який через високовольтне джерело постійного струму...
Спосіб електрохімічної дезактивації металевих деталей
Номер патенту: 28721
Опубліковано: 16.10.2000
Автори: Оберемок Олександр Федорович, Селіверстов Анатолій Євгенович, Джемелінський Віталій Васильович, Прус Олексій Іванович, Богомол Іван Васильович, Деміда Петро Павлович
МПК: G21F 9/28
Мітки: електрохімічної, металевих, деталей, спосіб, дезактивації
Формула / Реферат:
Спосіб електрохімічної дезактивації металевих деталей, включаючий обробку в рухомому кислотному електроліті, який відрізняється тим, що в кислотний електроліт добавляють 0,3-0,5 г/л бікарбоната амонію і 0,1-0,2 г/л трилона Б, анодну обробку деталей здійснюють в полі постійного струму щільністю JA=1-3А/дм2, частотою 50 Гц, а в склад електроліта вводять твердий наповнювач у вигляді нерозчинних струмонепровідних керамічних гранул при...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Калита Микола Миколайович, Жулай Олександр Юрійович, Аулін Віктор Васильович, Капелюшний Федір Михайлович
МПК: B23P 6/00
Мітки: спрацьованої, чавунних, сталевих, відновлення, поверхні, деталей, нерівномірним, внутрішньої, пристрій, висоті, зносом, переважно, циліндричної
Формула / Реферат:
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Спосіб електрохімічної обробки і пристрій для його здійснення
Номер патенту: 50360
Опубліковано: 15.10.2002
Автори: Великий Віктор Іванович, Пасько Юрій Тихонович, Венгеренко Віктор Єгорович, Баля Валерій Іванович
МПК: B23H 3/00
Мітки: обробки, спосіб, пристрій, здійснення, електрохімічної
Формула / Реферат:
1. Спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні та оголеною робочою частиною, який відрізняється тим, що обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрода-інструмента відносно його осі на кут, розмір якого визначають...
Пристрій для електроконтактного формування дискретно зміцненої внутрішньої циліндричної поверхні

Номер патенту: 66857
Опубліковано: 25.01.2012
Автори: Вельбой Володимир Пилипович, Диха Олександр Володимирович, Посонський Сергій Феліксович
МПК: B23H 9/00
Мітки: поверхні, циліндричної, дискретної, зміцненої, електроконтактного, формування, пристрій, внутрішньої
Формула / Реферат:
Пристрій для електроконтактного формування дискретно зміцненої внутрішньої циліндричної поверхні бойком-електродом, закріпленим в осерді і встановленим у отвір оброблюваної деталі з можливістю періодичного циклічного контакту з її внутрішньою поверхнею, який відрізняється тим, що для забезпечення стабільності умов електричного контакту бойка-електрода і внутрішньої поверхні оброблюваної деталі осердя з бойком встановлено в пази скоби...
Попередній патент: N-[4-(ацетиламіно)феніл]-2-(3-бензил-2,4-діоксо-2,3,4,5,6,7-гексагідро-1н-циклопента[d]піримідин-1-іл)ацетамід, що має анальгезуючі властивості
Наступний патент: Гідрохлорид 3-(31,51-дитретбутил-41-гідроксифеніл)-6,7-дигідро-5н-піроло[1,2-a]імідазолу, що має протипухлинні властивості
Випадковий патент: Укладальна головка прокатного стана з сегментним кільцевим напрямним пристроєм