Композиція для твердого мастильного покриття, нарізне з’єднання для труби або трубопроводу, яке включає тверде мастильне покриття, сформоване з композиціїї, і спосіб виготовлення нарізного з’єднання

Формула / Реферат
1. Композиція для формування твердого мастильного покриття на нарізному з'єднанні для труби або трубопроводу, яка відрізняється тим, що включає:
зв'язуюче,
фторовмісну добавку,
тверде мастило і
антикорозійну добавку,
яка відрізняється тим, що
зв'язуюче включає:
етилен-вінілацетатну смолу,
поліолефінову смолу і
віск, який має температуру розплавлення 110 °C або менше;
відношення маси етилен-вінілацетатної смоли до маси поліолефінової смоли становить від 1,0 до 1,8; і
відношення сукупної маси поліолефінової смоли і етилен-вінілацетатної смоли до маси воску становить від 0,7 до 1,6.
2. Композиція за п. 1, яка відрізняється тим, що включає:
від 60 до 80 % за масою зв'язуючого,
від 8 до 18 % за масою фторовмісної добавки,
від 5 до 15 % за масою твердого мастила і
від 2 до 10 % за масою антикорозійної добавки.
3. Композиція за п. 1 або 2, яка додатково включає від 2 до 15 % за масою тальку.
4. Композиція за п. 3, яка відрізняється тим, що розмір частинок тальку становить від 1 до 12 мкм, і питома площа поверхні тальку становить від 4 до 12 м2/г.
5. Нарізне з'єднання для труби або трубопроводу, що містить ніпель і муфту, яке відрізняється тим, що
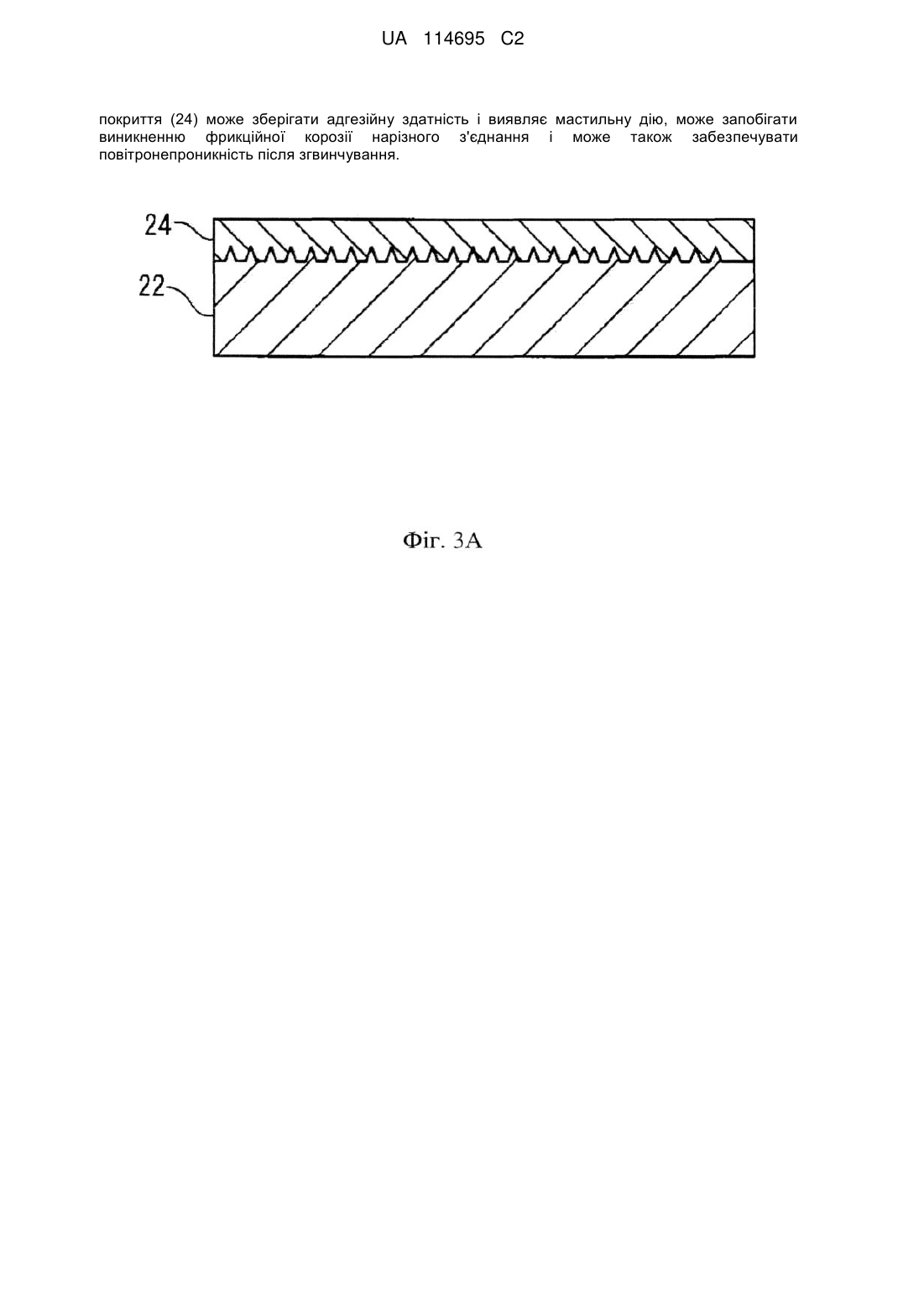
кожне з ніпеля і муфти містить контактну поверхню, яка включає взаємно контактуючу частину, і нарізне з'єднання для труби або трубопроводу включає тверде мастильне покриття на контактній поверхні щонайменше одного з ніпеля і муфти,
причому тверде мастильне покриття включає:
зв'язуюче,
фторовмісну добавку,
тверде мастило і
антикорозійну добавку,
причому зв'язуюче містить:
етилен-вінілацетатну смолу,
поліолефінову смолу і
віск, який має температуру розплавлення 110 °C або менше;
відношення маси етилен-вінілацетатної смоли до маси поліолефінової смоли становить від 1,0 до 1,8; і
відношення сукупної маси поліолефінової смоли і етилен-вінілацетатної смоли до маси воску становить від 0,7 до 1,6.
6. Нарізне з'єднання для труби або трубопроводу за п. 5, яке відрізняється тим, що тверде мастильне покриття включає:
від 60 до 80 % за масою зв'язуючого,
від 8 до 18 % за масою фторовмісної добавки,
від 5 до 15 % за масою твердого мастила і
від 2 до 10 % за масою антикорозійної добавки.
7. Нарізне з'єднання для труби або трубопроводу за п. 5 або 6, яке відрізняється тим, що тверде мастильне покриття додатково включає від 2 до 15 % за масою тальку.
8. Нарізне з'єднання для труби або трубопроводу за п. 7, яке відрізняється тим, що розмір частинок тальку становить від 1 до 12 мкм, і питома площа поверхні тальку становить від 4 до 12 м2/г.
9. Нарізне з'єднання для труби або трубопроводу за будь-яким з пп. 5-8, яке відрізняється тим, що додатково включає:
тверде антикорозійне покриття, яке включає отверджувану ультрафіолетовим випромінюванням смолу,
а тверде мастильне покриття формують на контактній поверхні одного з ніпеля і муфти, і тверде антикорозійне покриття формують на контактній поверхні іншого з ніпеля і муфти.
10. Нарізне з'єднання для труби або трубопроводу за п. 9, яке відрізняється тим, що товщина твердого антикорозійного покриття становить від 5 до 50 мкм.
11. Нарізне з'єднання для труби або трубопроводу за будь-яким з пп. 5-10, яке відрізняється тим, що товщина твердого мастильного покриття становить від 10 до 200 мкм.
12. Нарізне з'єднання для труби або трубопроводу за будь-яким з пп. 5-11, яке відрізняється тим, що нарізне з'єднання для труби або трубопроводу використовується для труби в нафтовій свердловині.
13. Спосіб виготовлення нарізного з'єднання для труби або трубопроводу, що включає ніпель і муфту, причому кожне з ніпеля і муфти містить контактну поверхню, що включає взаємно контактуючу частину, причому нарізне з'єднання для труби або трубопроводу додатково включає тверде мастильне покриття на контактній поверхні щонайменше одного з ніпеля і муфти, причому спосіб включає:
стадію, на якій наносять композицію за будь-яким з пп. 1-4 на контактну поверхню з утворенням твердого мастильного покриття на контактній поверхні.
14. Спосіб виготовлення нарізного з'єднання для труби або трубопроводу за п. 13, який відрізняється тим, що
на стадії формування твердого мастильного покриття, формують тверде мастильне покриття на контактній поверхні одного з ніпеля і муфти,
причому спосіб додатково включає:
стадію, на якій наносять композицію для твердого антикорозійного покриття, що включає отверджувану ультрафіолетовим випромінюванням смолу, на контактну поверхню іншого з ніпеля і муфти, і
стадію, в якій опромінюють ультрафіолетовим випромінюванням композицію для твердого антикорозійного покриття, яка нанесена, з утворенням твердого антикорозійного покриття.
Текст
Реферат: Даний винахід представляє нарізне з'єднання для труби або трубопроводу, яке має нелипку поверхню, і яке запобігає виникненню іржі і виявляє чудові стійкість до фрикційної корозії і повітронепроникність, навіть в середовищі з дуже низькою температурою, без використання мастильного компаунда, спосіб його виготовлення, і композицію для формування твердого мастильного покриття на нарізному з'єднанні. Тверде мастильне покриття (24), сформоване з композиції, що містить зв'язувальний матеріал, фторовмісну добавку, твердий мастильний матеріал і антикорозійну добавку, наносять у вигляді покриття на саму верхню поверхню отриманого обробкою покриття на контактній поверхні щонайменше одного з ніпеля і муфти. Навіть будучи підданим впливу середовища з дуже низькою температурою, тверде мастильне UA 114695 C2 (12) UA 114695 C2 покриття (24) може зберігати адгезійну здатність і виявляє мастильну дію, може запобігати виникненню фрикційної корозії нарізного з'єднання і може також забезпечувати повітронепроникність після згвинчування. UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід [0001] Даний винахід стосується композиції для формування твердого мастильного покриття, яке застосовується для поверхневої обробки нарізних з'єднань для труб або трубопроводів, які використовуються для з'єднання сталевих труб, зокрема, труб для нафтових свердловин, нарізного з'єднання для труби або трубопроводу, що включає сформоване з композиції тверде мастильне покриття, і способу виготовлення нарізного з'єднання. Рівень техніки [0002] Труби для нафтових свердловин, такі як насосно-компресорна труба, всередині якої протікає таке текуче середовище, як сира нафта, або обсадна труба, яка оточує насоснокомпресорну трубу, використовуються при бурінні нафтових свердловин для видобутку сирої нафти або нафтового газу. Труби для нафтових свердловин звичайно з'єднують (скріплюють) одна з одною з використанням трубних нарізних з'єднань. У минулому глибини нафтових свердловин становили між 2000 і 3000 метрами. Однак в глибоких нафтових свердловинах, таких як на сучасних нафтових родовищах в морі в недавні роки, глибина іноді може досягати від 8000 до 10000 метрів. Довжина окремої труби для нафтової свердловини типово становить близько 10 з гаком метрів. Тому в деяких випадках з'єднують одну з одною надзвичайно велику кількість, до 1000 або більше, труб нафтопромислового сортаменту. [0003] В умовах середовища їх застосування нарізні з'єднання труб для нафтових свердловин піддаються впливу навантажень, таких як осьові розтягувальні зусилля, зумовлені вагою труб для нафтових свердловин і самих з'єднань, складного впливу внутрішнього і зовнішнього тиску на межах розділення, і тому подібного, і геотермального тепла. Тому нарізні з'єднання для труб або трубопроводів повинні бути спроможними зберігати повітронепроникність без пошкодження навіть в таких суворих умовах навколишнього середовища. [0004] Конструкція «ніпель-муфта», яка складається з частини, яка називається ніпелем, який має зовнішню різь, і частини, яка називається муфтою, яка має внутрішню різь, як описано, наприклад, в Патентному Документі 1, може бути згадана як типове нарізне з'єднання для труби або трубопроводу, яке застосовується для скріплення труб для нафтових свердловин. Як правило, ніпель формують на обох кінцевих ділянках однієї труби для нафтової свердловини, і муфту формують на внутрішній поверхні обох сторін компонента нарізного з'єднання, яке називається з'єднувальним фітингом. [0005] Під час процесу опускання насосно-компресорної труби або обсадної колони в стовбур нафтової свердловини, внаслідок різноманітних причин, таких як виникнення несправностей, нарізне з'єднання, яке раніше було затягнуте, іноді послаблюють, нарізне з'єднання тимчасово підіймають з стовбура нафтової свердловини, і після цього знову затягують і знову опускають в стовбур свердловини. Згідно зі стандартами API (Американського нафтового інституту) бажано, щоб не виникав незмінюваний прихоплювач, який називається заїданням, і повітронепроникність зберігалася, навіть якщо затягування (згвинчування) і послаблення (розгвинчування) виконують десять разів на з'єднанні для насосно-компресорної труби або три рази на з'єднанні для обсадної труби. [0006] Щоб підвищити стійкість до фрикційної корозії і повітронепроникність при затягуванні нарізних з'єднань труб для нафтових свердловин, на контактні поверхні нарізних з'єднань (тобто, на нарізні ділянки і металеві контактніділянки, які не мають різі) наносять мастильний матеріал, який називається мастильним компаундом. Термін «мастильний компаунд» стосується в'язкого рідкого мастильного матеріалу (консистентного мастила), який містить порошкоподібні важкі метали. Один приклад консистентного мастила прописаний в інструкції API BUL 5А2. [0007] У минулому було запропоновано провести поверхневу обробку з формуванням одного або більше шарів на контактних поверхнях нарізних з'єднань для підвищення утримувальної здатності відносно мастильного компаунда, і для поліпшення характеристик ковзання. Приклади такої поверхневої обробки включають азотування, плакування різноманітних типів, в тому числі цинкування і дисперсійну металізацію, і фосфатну хімічну обробку. [0008] Мастильний компаунд містить велику кількість порошкоподібних важких металів, таких як цинк, свинець і мідь. Тому було указано, що існує можливість того, що важкий метал буде впливати шкідливим чином на середовище, в якій він використовується, наприклад, на морське середовище, і на середовище, в якому проводяться роботи. [0009] У недавні роки в глобальному масштабі набрали чинності суворі законодавчі розпорядження в галузі екології. У деяких регіонах застосування мастильного компаунда також вже обмежене. Відповідно до цього, щоб уникнути впливів на навколишнє середовище і людей 1 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 під час робіт по бурінню газових свердловин і нафтових свердловин, з'явилася потреба в нарізних з'єднаннях, які виявляють чудову стійкість до фрикційної корозії без застосування мастильного компаунда. [0010] Автори даної заявки в Патентному Документі 2 запропонували нарізне з'єднання для труби або трубопроводу, яке може бути використане для скріплення труб для нафтових свердловин без нанесення мастильного компаунда. У нарізному з'єднанні, розкритому в Патентному Документі 2, контактну поверхню щонайменше одного з ніпеля і муфти покривають двошаровим покриттям, яке складається з в'язкого рідкого або напівтвердого мастильного покриття і сформованого на ньому сухого твердого покриття. Сухе тверде покриття сформоване шаром термореактивної смоли, такої як акрилова смола або отверджуване ультрафіолетовим випромінюванням полімерне покриття. В'язке рідке або напівтверде мастильне покриття є липким, і тому сторонній матеріал легко приклеюється до нього. Однак клейкість усувається внаслідок формування сухого твердого покриття на в'язкому рідкому або напівтвердому мастильному покритті. Оскільки сухе тверде покриття руйнується під час затягування нарізного з'єднання, сухе тверде покриття не погіршує мастильної здатності сформованого під ним мастильного покриття. [0011] Крім того, в Патентному Документі 3 автори даної заявки запропонували нарізне з'єднання, в якому на нарізних частинах (ніпелі і муфти) формують тонке не липке мастильне покриття. Описане в Патентному Документі 3 мастильне покриття отримують диспергуванням частинок твердого мастильного матеріалу в твердій матриці, що виявляє пластичні або в’язкопластичні реологічні властивості (характеристики течії). Температура розплавлення твердої матриці переважно варіює в діапазоні від 80 до 320 °C. Мастильне покриття формують напилюванням покриття в розплавленому стані (розпилення гарячого розплаву) способом газополуменевого напилювання з використанням порошку, або напилюванням покриття з водної емульсії. Композиція, яка застосовується при розпиленні гарячого розплаву, містить, наприклад, поліетилен як термопластичний полімер, віск (наприклад, карнаубський віск) і металеве мило (таке як стеарат цинку) як мастильний компонент, і сульфонат кальцію як інгібітор корозії. [0012] Окрім того, в Патентному Документі 4 автори даної заявки запропонували нарізне з'єднання для труби або трубопроводу, в якому на контактній поверхні ніпелі формують тверде антикорозійне покриття, і на контактній поверхні муфти утворюють тверде мастильне покриття. Тверде антикорозійне покриття включає отверджувану ультрафіолетовим випромінюванням смолу як основний компонент, і переважно є прозорим. Тверде мастильне покриття переважно формується напиленням гарячого розплаву з композиції, що містить термопластичний полімер, віск, металеве мило, інгібітор корозії, нерозчинну у воді рідку смолу і твердий мастильний матеріал, і виявляє пластичні або в’язкопластичні реологічні властивості. Список цитованої літератури Патентна Джерела інформації: [0013] Патентний документ 1: JP2006-526747А Патентний документ 2: Публікація МіжнародноїЗаявки № WO 2006/104251 Патентний документ 3: Публікація Міжнародної Заявки № WO 2007/042231 Патентний документ 4: Публікація Міжнародної Заявки № WO 2009/072486 Суть винаходу Технічна проблема [0014] У нарізних з'єднаннях, представлених у вищезазначених Патентних Документах 2-4, завдяки чудовим адгезійній здатності і мастильній здатності твердого мастильного покриття в середовищах від холодних до теплих при температурах від близько -10 °C до +50 °C, стійкість до фрикційної корозії нарізного з'єднання є достатньою. Однак, в умовах середовища з дуже низькою температурою від -60 °C до -20 °C легко відбувається відшарування твердого мастильного покриття, яке викликається зниженням адгезійної здатності і розтріскуванням внаслідок окрихчування покриття. Тому стійкість до фрикційної корозії стає неналежною. Крім того, коли роботу по затягненню і ослабленню нарізного з'єднання проводять в середовищі з дуже низькою температурою, повинен бути дуже високим крутний момент. [0015] Мета даного винаходу полягає в створенні композиції для формування твердого мастильного покриття, яке використовується для поверхневої обробки нарізного з'єднання для труби або трубопроводу, яке не має липкої поверхні, яке запобігає появі іржі і виявляє чудові стійкість до фрикційної корозії і повітронепроникність, без застосування мастильного компаунда, навіть при з'єднанні труб, особливо труб для нафтових свердловин, в середовищі з дуже низькою температурою, причому нарізне з'єднання для труби або трубопроводу включає 2 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 сформоване з композиції тверде мастильне покриття, і способу виготовлення нарізного з'єднання. Вирішення проблеми [0016] Композиція згідно з даним варіантом виконання являє собою композицію для формування твердого мастильного покриття на нарізному з'єднанні для труби або трубопроводу. Вищезгадана композиція складається з: зв'язувального матеріалу, фторовмісної добавки, твердого мастильного матеріалу і антикорозійної добавки. Зв'язувальний матеріал містить етилен-вінілацетатну смолу, поліолефінову смолу і віск, який має температуру розплавлення 110 °C або менше. Відношення маси етилен-вінілацетатної смоли до маси поліолефінової смоли становить від 1,0 до 1,8. Відношення сукупної маси поліолефінової смоли і етилен-вінілацетатної смоли до маси воску становить від 0,7 до 1,6. [0017] Нарізне з'єднання для труби або трубопроводу згідно з даним варіантом виконання включає ніпель і муфту. Кожний компонент з ніпеля і муфти має контактну поверхню, яка включає ділянку спільного контакту. Вищезгадане тверде мастильне покриття формують на контактній поверхні щонайменше одного з ніпеля і муфти нарізного з'єднання. [0018] Спосіб виготовлення нарізного з'єднання для труб або трубопроводів згідно з даним варіантом виконання включає стадію, в якій наносять вищезгадану композицію на контактну поверхню з утворенням твердого мастильного покриття. [0019] Нарізне з'єднання для труби або трубопроводу, що має тверде мастильне покриття, яке сформоване з використанням вищеописаної композиції, запобігає появі іржі і виявляє чудові стійкість до фрикційної корозії і повітронепроникність навіть в середовищі з дуже низькою температурою, без застосування мастильного компаунда, і має не липку поверхню. Короткий опис креслень [0020] [ФІГ. 1] ФІГ. 1 представляє конфігураційну діаграму, яка ілюструє один приклад нарізного з'єднання для труби або трубопроводу згідно з даним варіантом виконання. [ФІГ. 2] ФІГ. 2 представляє вигляд, який ілюструє один приклад ущільнювальної частини нарізного з'єднання для труби або трубопроводу, який являє собою вигляд в розрізі, який ілюструє ненарізані частини металевого контакту (заплечикові ділянки і ущільнювальні ділянки) спеціального нарізного з'єднання. [ФІГ. 3А] ФІГ. 3А представляє вигляд в розрізі поблизу контактної поверхні у випадку, де сама контактна поверхня нарізного з'єднання для труби або трубопроводу була зроблена шорсткуватою. [ФІГ. 3В] ФІГ. 3В представляє вигляд в розрізі поблизу контактної поверхні у випадку, де на контактній поверхні нарізного з'єднання для труби або трубопроводу попередньою кондиціонувальною обробкою було сформоване покриття для створення поверхневої шорсткості. [ФІГ. 4] ФІГ. 4 представляє схематичний вигляд випробування на зсув для вимірювання адгезійної міцності твердого мастильного покриття. [ФІГ. 5] ФІГ. 5 представляє технологічну блок-схему, яка ілюструє стадії випробування на низькотемпературний вплив поза приміщенням для твердого мастильного покриття. [ФІГ. 6] ФІГ. 6 представляє графік, який ілюструє співвідношення між кількістю обертів нарізного з'єднання і крутним моментом. [ФІГ. 7] ФІГ. 7 представляє схематичний вигляд випробування на ковзання плоских пластин для вимірювання коефіцієнта тертя. [ФІГ. 8] ФІГ. 8 представляє графік, який ілюструє співвідношення між вмістом тальку в твердому мастильному покритті і коефіцієнтом тертя. Опис варіантів здійснення винаходу [0021] Внаслідок досліджень, спрямованих на створення нарізного з'єднання, яке забезпечує достатню стійкість до фрикційної корозії, антикорозійні властивості і повітронепроникність без різкого підвищення крутних моментів при затягненні і ослабленні нарізного з'єднання, навіть коли нарізне з'єднання використовується не тільки в регіонах з холодним, теплим і тропічним кліматом, де температура повітря становить від близько -20 °C до +50 °C, але також у виключно холодних регіонах, де температура повітря становить від -60 °C до -20 °C, автори даної заявки отримали наступні виявлені факти. У твердому мастильному покритті, сформованому на нарізному з'єднанні для труби або трубопроводу, і в композиції для формування твердого мастильного покриття (композиції для формування твердого мастильного покриття), в результаті: (1) змішування етилен-вінілацетатної (EVA) смоли, поліолефінової смоли і воску, що має температуру розплавлення 110 °C або менше, при визначеному співвідношенні як зв'язувальний матеріал (зв'язуючого) композиції; 3 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 (2) домішування фторовмісної добавки при визначеному співвідношенні; і (3) додаткового додавання порошкоподібного твердого мастильного матеріалу (мастила) і антикорозійної добавки, висока адгезійна здатність може підтримуватися навіть в умовах виключно низької температури. Таким чином, нарізне з'єднання має достатні стійкість до фрикційної корозії і повітронепроникність, і запобігається підвищення необхідного крутного моменту при затягненні і ослабленні нарізних з'єднань при низькій температурі. Крім того, в результаті: (4) домішування тальку, що має визначений розмір частинок при визначеному співвідношенні, може бути полегшене регулювання крутного моменту під час затягування. [0022] Композиція згідно з даним варіантом виконання, яка була утворена на основі вищезгаданих відомостей, являє собою композицію для формування твердого мастильного покриття на нарізному з'єднанні для труби або трубопроводу. Композиція складається зі зв'язувального матеріалу (зв'язуючого), фторовмісної добавки, твердого мастильного матеріалу (мастила) і антикорозійної добавки. Зв'язувальний матеріал містить етилен-вінілацетатну смолу, поліолефінову смолу і віск, який має температуру розплавлення 110 °C або менше. Відношення маси етилен-вінілацетатної смоли до маси поліолефінової смоли становить від 1,0 до 1,8. Відношення сукупної маси поліолефінової смоли і етилен-вінілацетатної смоли до маси воску становить від 0,7 до 1,6. [0023] Відповідно композиції в даному варіанті виконання, термопластичне тверде мастильне покриття, яке має чудову стійкість до фрикційної корозії, може бути сформоване на нарізному з'єднанні для труби або трубопроводу без застосування мастильного компаунда. Тверде мастильне покриття виявляє чудові технічні характеристики навіть в середовищі з дуже низькою температурою від -60 °C до -20 °C. Таким чином, тверде мастильне покриття виявляє такі ж характеристики стійкості до фрикційної корозії, повітронепроникності і запобігання корозії, як отримуванні при застосуванні мастильного компаунда. Крім того, запобігається підвищення необхідного крутного моменту при згвинчуванні і розгвинчуванні нарізних з'єднань. [0024] Вищезгадана композиція переважно містить від 60 до 80% за масою зв'язувального матеріалу, від 8 до 18% за масою фторовмісної добавки, від 5 до 15% за масою твердого мастильного матеріалу, і від 2 до 10% за масою антикорозійної добавки. [0025] Крім того, вищезгадана композиція може містити від 2 до 15% за масою тальку. [0026] У цьому випадку може бути збільшена різниця між крутним моментом на межі текучості і крутним моментом на заплечику, і в результаті може полегшуватися коректування крутного моменту при згвинчуванні. [0027] Розмір частинок тальку у вищезгаданій композиції становить, наприклад, від 1 до 12 2 мкм, і питома площа поверхні тальку становить від 4 до 12 м /г. [0028] Нарізне з'єднання згідно з даними варіантами виконання включає ніпель і муфту. Кожний компонент з ніпеля і муфти має контактну поверхню, яка включає ділянку взаємного контакту. Тверде мастильне покриття формують на контактній поверхні щонайменше одного з ніпеля і муфти нарізного з'єднання. Тверде мастильне покриття містить зв’язувальний матеріал, фторовмісну добавку, твердий мастильний матеріал і антикорозійну добавку. Зв’язувальний матеріал містить етилен-вінілацетатну смолу, поліолефінову смолу і віск, що має температуру розплавлення 110 °C або менше. Відношення маси етилен-вінілацетатної смоли до маси поліолефінової смоли становить від 1,0 до 1,8. Відношення сукупної маси поліолефінової смоли і етилен-вінілацетатної смоли до маси воску становить від 0,7 до 1,6. [0029] Оскільки нарізне з'єднання згідно з даними варіантами виконання включає вищезгадане тверде мастильне покриття, нарізне з'єднання може бути використане без нанесення мастильного компаунда, і висока адгезійна здатність може підтримуватися, навіть коли нарізне з'єднання піддається впливу середовища з дуже низькою температурою. Тому нарізне з'єднання виявляє чудові характеристики стійкості до фрикційної корозії, повітронепроникності і запобігання корозії. Відповідно до цього, нарізне з'єднання особливо придатне для застосування при бурінні нафтових свердловин в регіонах з виключно холодним кліматом. [0030] У вищезазначеному нарізному з'єднанні, наприклад, тверде мастильне покриття містить від 60 до 80% за масою зв’язувального матеріалу, від 8 до 18% за масою фторовмісної добавки, від 5 до 15% за масою твердого мастильного матеріалу, і від 2 до 10% за масою антикорозійної добавки. [0031] У вищезгаданому нарізному з'єднанні тверде мастильне покриття може додатково містити від 2 до 15% за масою тальку. 4 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0032] У випадку, де вищезазначене тверде мастильне покриття, включене в нарізне з'єднання згідно з даними варіантами виконання, містить тальк, може бути збільшена різниця між крутним моментом на межі текучості і крутним моментом на заплечику, і в результаті може полегшуватися коректування крутного моменту при затягуванні нарізного з'єднання. [0033] У випадку, де тверде мастильне покриття містить тальк, розмір частинок тальку становить, наприклад, від 1 до 12 мкм, і питома площа поверхні тальку становить від 4 до 12 2 м /г. [0034] Крім того, вищезазначене нарізне з'єднання переважно включає тверде антикорозійне покриття, яке містить отверджувану ультрафіолетовим випромінюванням смолу. Вищезгадане тверде мастильне покриття формують на контактній поверхні одного компонента з ніпеля і муфти. Тверде антикорозійне покриття формують на контактній поверхні іншого компонента з ніпеля і муфти. [0035] Товщина вищезазначеного твердого антикорозійного покриття становить, наприклад, від 5 до 50 мкм. [0036] Товщина вищезазначеного твердого мастильного покриття становить, наприклад, від 10 до 200 мкм. [0037] Вищезгадане нарізне з'єднання переважно використовується в трубі для нафтової свердловини. [0038] Спосіб виготовлення нарізного з'єднання в даному варіанті виконання являє собою спосіб виготовлення нарізного з'єднання труби або трубопроводу, що має ніпель і муфту. Кожний компонент з ніпеля і муфти має контактну поверхню, яка включає ділянку взаємного контакту. Спосіб виготовлення нарізного з'єднання в даному варіанті виконання включає стадію, в якій наносять вищезгадану композицію на контактну поверхню щонайменше одного з ніпеля і муфти з утворенням на ній вищезазначеного твердого мастильного покриття. [0039] Вищезгаданий спосіб виготовлення нарізного з'єднання переважно включає стадію, в якій формують вищезазначене тверде мастильне покриття на контактній поверхні одного компонента з ніпеля і муфти. Вищезгаданий спосіб виготовлення нарізного з'єднання додатково включає стадію, в якій наносять композицію для вищезазначеного твердого антикорозійного покриття, що містить отверджувану ультрафіолетовим випромінюванням смолу, на контактну поверхню іншого компонента з ніпеля і муфти. Вищезгаданий спосіб виготовлення нарізного з'єднання додатково включає стадію, в якій опромінюють ультрафіолетовим випромінюванням композицію для твердого антикорозійного покриття з утворенням вищезазначеного твердого антикорозійного покриття. [0040] Далі, відносно нарізного з'єднання згідно з даним варіантом виконання, варіант його виконання буде описаний конкретніше з метою пояснення на прикладі. У цьому випадку нарізне з'єднання сталевої труби для труби в нафтовій свердловині буде описане як переважний варіант виконання. Однак даний винахід конкретно не обмежується цим варіантом здійснення, і також може бути застосований, наприклад, в нарізному з'єднанні, що використовується для труб, які застосовуються інакше, ніж труби для нафтової свердловини. [0041] ФІГ. 1 представляє конфігураційну діаграму, яка ілюструє один приклад нарізного з'єднання для труби або трубопроводу згідно з даним варіантом виконання. Нарізне з'єднання включає сталеву трубу 2 і з'єднувальний фітинг 8. Ніпель 6, який має зовнішню нарізну ділянку 4, формують на зовнішній поверхні обох кінців сталевої труби 2. Муфту 12, яка має ділянку 10 з внутрішньою різзю, формують на внутрішній поверхні обох сторін з'єднувального фітинга 8. З’єднувальний фітинг 8 попередньо приєднують нагвинчуванням на один кінець сталевої труби 2. Хоча це не ілюстровано в кресленні, на ніпель 6 (на лівій стороні в прикладі на кресленні) сталевої труби 2, на якому не змонтована ще одна деталь, і на муфту 12 (на правій стороні в прикладі на кресленні) з'єднувального фітинга 8, перед перевезенням встановлюють протектор (не ілюстрований в кресленнях) для захисту відповідних нарізних ділянок. [0042] У типовому нарізному з'єднанні для труби або трубопроводу ніпель 6 формують на зовнішній поверхні обох кінців сталевої труби 2, і муфту 12 формують на внутрішній поверхні з'єднувального фітинга 8, як в нарізних з'єднаннях типу, що має з'єднувальний фітинг, показаних в ФІГ. 1. Однак також існують нарізні з'єднання інтегрального типу, в яких з'єднувальний фітинг не використовується, і в яких один кінець сталевої труби формують в формі ніпеля, і інший кінець формують в формі муфти. Нарізне з'єднання згідно з даним варіантом виконання може бути застосоване в нарізних з'єднаннях як типу із з'єднувальним фітингом, так і інтегрального типу. [0043] ФІГ. 2 представляє вигляд в розрізі, який ілюструє один приклад ущільнювальної частини нарізного з'єднання для труби або трубопроводу. Ущільнювальні ділянки 14 і 16 сформовані на зовнішній периферичній поверхні поблизу торцевої поверхні на передній кінцевій 5 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 стороні відносно зовнішньої різі ніпеля 6, і на внутрішній периферичній поверхні основної частини внутрішньої різі муфти 12, відповідно. Заплечикові ділянки (які також називаються «упорним уступом») 18 і 20 сформовані на торцевій поверхні переднього кінця ніпеля 6 і на поверхні самої задньої частини муфти 12, яка відповідає торцевій поверхні переднього кінця ніпеля 6, відповідно. Ущільнювальна ділянка і заплечикова ділянка складають ділянку металевого контакту (так звану ненарізну частину металевого контакту), яка не має різі в нарізному з'єднанні. Ділянка металевого контакту і нарізна частина, на яких ніпель 6 і муфта 12 контактують одне з одним, складають контактні поверхні нарізного з'єднання. Коли ніпель 6 вставляють в муфту 12, і загвинчують зовнішню різь і внутрішню різь, заплечикові ділянки 18 і 20 ніпелю 6 і муфти 12 стикуються одна з одною. Крутний момент в цей час називається крутним моментом на заплечику. Коли зовнішню різь і внутрішню різь затягують, поки вони не притиснуться одна до одної при належному крутному моменті, ущільнювальні ділянки 14 і 16 ніпелю 6 і муфти 12 входять в тісний контакт між собою і утворюють метало-металеве ущільнення, і тим самим забезпечується повітронепроникність нарізного з'єднання. Крутний момент в цей час називається моментом затягування. Якщо зовнішню різь і внутрішню різь продовжують затягувати, метал, який складає щонайменше один компонент з ніпеля 6 і муфти 12, починає піддаватися пластичній деформації. Крутний момент в цей час називається крутним моментом на межі текучості. Якщо зовнішню різь і внутрішню різь затягують з крутним моментом, який перевищує крутний момент на межі текучості, повітронепроникність нарізного з'єднання іноді погіршується. Момент затягування регулюють на величину крутного моменту, яка є більшою, ніж крутний момент на заплечику, і меншою, ніж крутний момент на межі текучості. Таким чином, коли різниця між крутним моментом на межі текучості і крутним моментом на заплечику велика, момент затягування легко регулюється. [0044] Як було описано вище, в кожному компоненті з ніпеля 6 і муфти 12 нарізна ділянка, ущільнювальна ділянка і заплечикова ділянка відповідають контактній поверхні нарізного з'єднання. Ці контактні поверхні повинні виявляти характеристики стійкості до фрикційної корозії, повітронепроникності і протидії корозії. Традиційно на контактні поверхні наносили мастильний компаунд, який містить порошкоподібний важкий метал. Однак виникли проблеми відносно впливу важких металів на людей і навколишнє середовище, і були досліджені нарізні з'єднання, які мають твердемастильне покриття, які можуть бути застосовані для згвинчування труб для нафтових свердловин без нанесення мастильного компаунда. Тверде мастильне покриття звичайно являє собою полімерне покриття, яке містить твердий мастильний матеріал. [0045] Однак з традиційним твердим мастильним покриттям виникала така проблема, що відбувається розтріскування внаслідок окрихчування, і пошкодження самого покриття, якщо воно навіть однократно піддавалось впливу середовища з дуже низькою температурою від 60 °C до -20 °C. Крім того, з традиційним твердим мастильним покриттям виникала така проблема, що, залежно від різниці коефіцієнтів теплового розширення з базовим металом (сталлю), знижується адгезійна здатність покриття, коли відбувається повернення до температури, близької до нормальної, і покриття легко відшаровується. [0046] У випадку застосування нарізного з'єднання в середовищі з дуже низькою температурою від -60 °C до -20 °C, підвищується момент затягування (згвинчування). Таким чином, в деяких випадках ділянки металевого контакту для забезпечення повітронепроникності входять в зіткнення не повністю, і не контактують одна з одною із попередньо заданим тиском на поверхні розділу (стан, який називається високим натягом). Навіть якщо затягування досягається, легко відбувається фрикційна корозія під час згвинчування, момент ослаблення (розгвинчування), коли послабляють різь, стає понадміру високим. Крім того, коли трубні захоплювачі, які використовуються для затягування ніпеля і муфти, мають низьке допустиме навантаження, також може бути так, що буде неможливо виконати затягування внаслідок недостатнього крутного моменту. [0047] ФІГ. 3А і ФІГ. 3В представляють вигляди в розрізі найближчого оточення контактної поверхні нарізного з'єднання сталевої труби згідно з даним варіантом виконання. На контактній поверхні щонайменше одного компонента з ніпеля і муфти поверхня сталевої труби 22, що становить істотну деталь, покрита твердим мастильним покриттям 22, сформованим з композиції, яка описується пізніше. Тверде мастильне покриття 24 може зберігати адгезійну здатність, навіть будучи підданим впливу середовища з дуже низькою температурою від -60 °C до -20 °C. Тверде мастильне покриття 24 також надає слизкість нарізному з'єднанню. Тим самим може бути відвернута фрикційна корозія нарізного з'єднання, в той же час із запобіганням підвищенню крутного моменту під час згвинчування і розгвинчування, і також забезпечується повітронепроникність після згвинчування. 6 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0048] Достатньо, щоб тверде мастильне покриття 24 входило до складу покриття на поверхні сталевої труби 22. Наприклад, як показано в ФІГ. 3А, тверде мастильне покриття 24 може бути сформоване так, щоб безпосередньо контактувати з поверхнею сталевої труби 22. Як показано в ФІГ. 3В, тверде мастильне покриття 24 також може бути включене в покриття, яке сформоване на поверхні сталевої труби, навіть якщо тверде мастильне покриття 24 не виконане в прямому контакті з поверхнею сталевої труби 22. Бажано, щоб тверде мастильне покриття 24 було розташоване на самій верхній поверхні покриття на поверхні сталевої труби 22. Однак місцеположення, в якому розміщене тверде мастильне покриття 24, не є конкретно обмеженим, і, наприклад, на саму верхню поверхню покриття, яке включає тверде мастильне покриття 24, можуть бути нанесені антикорозійний агент або покривний матеріал для запобігання подряпинам або тому подібного. Далі як один приклад описується ситуація, де тверде мастильне покриття 24 формують безпосередньо на контактній поверхні сталевої труби 22. [0049] Потрібно зазначити, що граничну поверхню між твердим мастильним покриттям 24 і сталевою трубою 22 (тобто, контактну поверхню сталевої труби 22) переважно роблять шорсткуватою поверхнею. Як показано в ФІГ. 3А, така поверхнева шорсткість може бути досягнута безпосереднім огрубленням поверхні сталевої труби 22 шляхом виконання струминної обробки або труєння. Як показано в ФІГ. 3В, утворення поверхневої шорсткості може бути досягнуте формуванням покриття, утвореного попередньою кондиціонувальною обробкою, яке робить поверхню шорсткуватою (наприклад, фосфатного покриття або пористого плакувального покриття з цинку (сплаву)) 26 на поверхні сталевої труби 22 перед формуванням мастильного покриття 24. [0050] Тверде мастильне покриття 24 формують, наприклад, наступним способом. Спочатку готують композицію для формування термопластичного твердого мастильного покриття. Вищезазначену композицію розплавляють при попередньо заданій температурі, і потім наносять на контактну поверхню придатним способом, таким як набризкування, нанесення пензликом, розпилювання і занурення. Після нанесення композицію отверджують відомими засобами охолоджування, такими як повітряне охолоджування або залишення для холонення, з утворенням тим самим твердого мастильного покриття 24. [0051] Тверде мастильне покриття може бути сформоване на контактних поверхнях як ніпелі, так і муфти. Крім того, як показано в ФІГ. 1, на місці, де ніпель і муфта згвинчені одне з одним під час перевезення, достатньо сформувати тверде мастильне покриття на контактній поверхні тільки одного компонента з ніпеля і муфти. У цьому випадку легше виконувати роботу з нанесення покриття для попередньої кондиціонувальної обробки, або для утворення мастильного покриття на з'єднувальному фітингу, яке є короткою деталлю, ніж на сталевій трубі, яка являє собою довгу деталь. Тому, як правило, переважно формувати мастильне покриття на контактній поверхні з'єднувального фітинга, іншими словами, на контактній поверхні муфти. [0052] На місці, де ніпель і муфта не згвинчені одне з одним під час перевезення, тверде мастильне покриття може бути сформоване на контактних поверхнях як ніпелі, так і муфти, щоб тим самим повідомити їм як антикорозійні властивості, так і слизькість. В альтернативному варіанті, тверде мастильне покриття може бути сформоване на контактній поверхні тільки одного компонента з ніпеля і муфти (наприклад, муфти), і тверде антикорозійне покриття може бути сформоване на іншій контактній поверхні (наприклад, ніпеля). В обох випадках нарізному з'єднанню можуть бути надані характеристики стійкості до фрикційної корозії, повітронепроникності і опору корозії. Тверде антикорозійне покриття переважно являє собою покриття отверджуваного ультрафіолетовим випромінюванням типу. Крім того, тверде антикорозійне покриття переважно формують після виконання попередньої кондиціонувальної обробки для утворення поверхневої шорсткості. [0053] Тверде мастильне покриття переважно покриває повністю всю контактну поверхню щонайменше одного компонента з ніпеля і муфти. Однак тверде мастильне покриття може покривати тільки одну частину контактної поверхні (наприклад, тільки ущільнювальна ділянка). [0054] [Тверде мастильне покриття] Як було описано вище, згідно з даним варіантом виконання тверде мастильне покриття формують на контактній поверхні щонайменше одного компонента з ніпеля і муфти, які складають нарізне з'єднання. Тверде мастильне покриття повинно зберігати адгезійну здатність, навіть будучи підданим впливу середовища з дуже низькою температурою (від -60 °C до -20 °C). Крім того, тверде мастильне покриття повинне бути сформоване так, що при згвинчуванні сталевих труб за допомогою нарізного з'єднання не тільки в регіонах з холодним, теплим і тропічним кліматом (від -20 °C до +50 °C), але також у виключно холодному регіоні (від 7 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 -60 °C до -20 °C), не виникала б ситуація, в якій момент затягування стає високим, і виникає стан високого натягу, або в якій стає високим крутний момент при розгвинчуванні, так що тверде мастильне покриття може тим самим запобігати виникненню фрикційної корозії. Крім того, тверде мастильне покриття повинно запобігати іржавінню під час зберігання. У випадку, де адгезійна міцність (жорсткість) твердого мастильного покриття значно змінюється між середовищем поблизу нормальної температури і середовищем з дуже низькою температурою, в середовищі з дуже низькою температурою відбувається розтріскування твердого мастильного покриття, і виникає відшарування твердого мастильного покриття, коли температура середовища повертається до стану, близького до нормальної температури. Тому тверде мастильне покриття в доповнення повинне бути сформоване так, щоб адгезійна міцність (жорсткість) твердого мастильного покриття не змінювалася істотно між середовищем поблизу нормальної температури і середовищем з дуже низькою температурою. [0055] Композиція для формування твердого мастильного покриття згідно з даним варіантом виконання являє собою базовий матеріал покриття. Композиція містить зв’язувальний матеріал, який виявляє високу адгезійну здатність від нормальної температури до дуже низької температури, фторовмісну добавку для адгезійної здатності і зниження тертя при дуже низькій температурі, твердий мастильний матеріал для запобігання фрикційній корозії, і антикорозійну добавку для запобігання іржавленню протягом тривалого часу від нанесення твердого мастильного покриття до застосування. [0056] [Зв’язувальний матеріал] Зв’язувальний матеріал в даному варіанті виконання складається з етилен-вінілацетатної смоли (EVA), поліолефінової смоли (PO) і воску (W), що має температуру розплавлення 110 °C або менше. Щоб забезпечити високу адгезійну здатність покриття в межах всього діапазону від нормальної температури до дуже низької температури, масове співвідношення між етиленвінілацетатною смолою, поліолефіновою смолою і воском є наступним: 1,0≤(EVA/PO)≤1,8, і 0,7≤((EVA+PO)/W)≤1,6 Описане вище масове співвідношення являє собою результат, виведений уперше при проведенні експериментів в даному винаході. Потрібно зазначити, що EVA, PO і W у вищезгаданій формулі представляють масу етилен-вінілацетатної смоли, поліолефінової смоли і воску, відповідно. [0057] Якщо масове відношення етилен-вінілацетатної смоли до поліолефінової смоли (EVA/PO) становить менше 1,0, адгезійна міцність твердого мастильного покриття буде недостатньою при температурі, яка становить більше -20 °C. З іншої сторони, якщо значення (EVA/PO) становить більше 1,8, адгезійна міцність твердого мастильного покриття буде недостатньою при дуже низькій температурі -20 °C або менше. Щоб підтримувати адгезійну міцність в добре збалансованому стані у всьому діапазоні від дуже низької температури (від 20 °C до -60 °C), низької температури (від -20 °C до 0 °C), і до теплої і тропічної температур (від -10 до 50 °C), нижня межа величини (EVA/PO) становить 1,0, і верхня межа її становить 1,8. Для забезпечення надійнішого вияву цього ефекту нижня межа величини (EVA/PO) переважно становить 1,05, більш переважно 1,1, ще переважніше 1,15, ще більш переважно 1,2, і найбільш переважно 1,35. Переважна верхня межа значення (EVA/PO) становить 1,7, більш переважно 1,65, і ще більш переважно 1,6. [0058] Якщо відношення (EVA+PO)/W) сукупної маси вищезгаданих двох смол (етиленвінілацетатної смоли і поліолефінової смоли) до маси воску становить менше 0,7, жорсткість твердого мастильного покриття буде низькою, і адгезійна міцність його буде недостатньою. З іншого боку, якщо значення (EVA+PO)/W) перевищує 1,6, жорсткість твердого мастильного покриття буде дуже високою, і буде високим опір тертя, особливо при дуже низькій температурі. У такому випадку крутний момент при згвинчуванні або розгвинчуванні нарізного з'єднання буде дуже високим. Відповідно до цього, з міркувань регулювання жорсткості і коректування тертя, які придатні для твердого мастильного покриття в нарізному з'єднанні, нижня межа значення (EVA+PO)/W) становить 0,7, і верхня межа його становить 1,6. Для забезпечення надійнішого вияву цього ефекту переважна нижня межа величини (EVA+PO)/W) становить 0,8, більш переважно 0,85, і більш переважно 0,9. Переважна верхня межа величини (EVA+PO)/W) становить 1,5, більш переважно 1,45, і ще переважніше 1,4. [0059] Поліолефінова смола (PO) представляє родове найменування вуглеводневих ланцюгів, що мають подвійний зв'язок в одному положенні. Оскільки поліолефінова смола (PO) складена кристалічним полімером, фізичні властивості його змінюються відповідно кристалічності. Поліетилен, поліпропілен і тому подібні доступні як смоли цього типу, і як 8 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 конкретний приклад їх може бути згаданий продукт HM712 (температура розм'якшення 120 °C) виробництва фірми Cemedine Co. Ltd., або тому подібні. [0060] Етилен-вінілацетатна смола (EVA) являє собою співполімер етилену і вінілацетату. Як конкретний приклад її може бути згаданий продукт HM224 (температура розм'якшення 86 °C) виробництва фірми Cemedine Co. Ltd., або тому подібні. [0061] Віск (W) запобігає фрикційній корозії внаслідок зниження тертя твердого мастильного покриття. Віск також коректує жорсткість твердого мастильного покриття і підвищує ударну в'язкість твердого мастильного покриття. Як віск можуть бути використані будь-які тваринні, рослинні, мінеральні і синтетичні воски. Воски, які може бути застосовані, являють собою, наприклад, бджолиний віск і віск жирових тканин кита (тваринні воски); японський віск, карнаубський віск, канделільський віск і віск рисових висівок (рослинні воски); парафіновий віск, мікрокристалічний віск, петролатум, монтанський віск, озокерит і церезин (мінеральні воски); і оксидний віск, поліетиленовий віск, віск з синтезу Фішера-Тропша, амідний віск, отверджена ретинова олія (ретиновий віск) (синтетичні воски). Застосовується віск, який має температуру розплавлення 110 °C або менше. Якщо температура розплавлення воску становить 110 °C або менше, стає малою різниця між адгезійною міцністю (жорсткістю) твердого мастильного покриття при близькій до нормальної температури, і адгезійної міцністю твердого мастильного покриття в середовищі з дуже низькою температурою. Цим шляхом може бути запобіжене розтріскування твердого мастильного покриття в середовищі з дуже низькою температурою. Крім того, може бути придушене відшарування твердого мастильного покриття, коли воно повертається до близької до нормального значення температури. Тобто, адгезійна міцність (жорсткість) твердого мастильного покриття може зберігатися в належному діапазоні, і в доповнення, підвищується ударна в'язкість твердого мастильного покриття. Температура розплавлення воску переважно становить 100 °C або менше, і більш переважний парафіновий віск, який має температуру плавлення 90 °C або менше, і з молекулярною масою від 150 до 500. Крім того, віск переважно є твердим при нормальній температурі. Переважна нижня межа температури плавлення воску становить 40 °C. При використанні воску, який є твердим при нормальній температурі, адгезійна міцність твердого мастильного покриття може підтримуватися в належному діапазоні при близькій до нормального значення температурі. [0062] Вміст зв’язувального матеріалу відносно композиції переважно становить від 60 до 80% за масою (далі, якщо конкретно не обумовлене інше, вміст описується в масових процентах). Якщо вміст зв’язувального матеріалу становить 60% або більше, додатково посилюється адгезійна здатність твердого мастильного покриття. Якщо вміст зв’язувального матеріалу становить 80% або менше, сприятливіше підтримується мастильна здатність. [0063] Як зв’язувальний матеріал переважно використовують етилен-вінілацетатну смолу або поліолефінову смолу, яка має температуру плавлення (температуру розм'якшення; те ж застосовне далі) від 80 до 320 °C. Розплавлена основа (зв’язувальний матеріал) повертається в твердий стан, коли температура стає нижчою, ніж температура плавлення. Температура плавлення більш переважно варіює в діапазоні від 90 до 200 °C. Якщо температура плавлення етилен-вінілацетатної смоли або поліолефінової смоли, яка служить як основа покриття, є дуже високою, ускладнюється її нанесення в розплавленому стані, таке як нанесення покриття з гарячого розплаву. З іншого боку, якщо температура плавлення зв’язувального матеріалу дуже низька, то, зокрема, може виникати ситуація, в якій тверде мастильне покриття розм'якшується при впливі високої температури, і погіршуються її технічні характеристики. [0064] Як описується пізніше, контактна поверхня нарізного з'єднання, на якій формують мастильні покриття, може бути піддана попередній кондиціонувальній обробці, шляхом хімічної обробки, або плакування, або тому подібного. З міркувань адгезійної здатності, плівкоутворюваних властивостей і покривних характеристик твердого мастильного покриття відносно контактної поверхні сталевої труби, в'язкості під час розплавлення твердого мастильного покриття, і дисперсність твердого мастильного матеріалу, і тому подібного, переважно, щоб етилен-вінілацетатна смола і поліолефінова смола являли собою суміші, які об'єднують смоли численних типів, які мають різні властивості, такі як їх температура плавлення, температура розм'якшення і температура склування. [0065] Щоб запобігти виникненню швидкого розм'якшення внаслідок підвищення температури, особливо переважно, щоб етилен-вінілацетатна смола, яку використовують як основа (зв’язувального матеріалу), являла собою суміш двох або більше сортів етиленвінілацетатних смол, які мають різні температури плавлення. Подібним чином, особливо переважно, щоб поліолефінова смола, яка застосовується як основа (зв’язувального матеріалу), була сумішшю двох або більше типів поліолефінової смоли, які мають різні температури плавлення. 9 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0066] [Фторовмісна добавка] Тверде мастильне покриття згідно з даним варіантом виконання містить зв’язувальний матеріал як основа, і також містить фторовмісну добавку. Фторовмісна добавка поліпшує характеристики ковзання під час прослизання. Фторовмісна добавка також підвищує ударну в'язкість твердого мастильного покриття при дуже низькій температурі. Фторовмісна добавка являє собою, наприклад, простий перфторполіефір (PFPE) на рідинній основі або фторований полімер в формі консистентного мастила, або тому подібні. PFPE і фторований полімер переважно використовуються як фторовмісна добавка завдяки простоті додавання PFPE або фторованого полімера до зв’язувального матеріалу. Як фторовмісна добавка також може бути використаний продукт, модифікований простим перфторполіефіром, таким як фторований простий поліефір, який має базовий скелет з молекулярною масою від 500 до 10000. [0067] Сприятливий вміст фторовмісної добавки відносно композиції становить від 8 до 18%. Якщо вміст фторовмісної добавки становить 8% або більше, додатково підвищуються мастильна здатність і адгезійна здатність при низькій температурі. Якщо вміст фторовмісної добавки становить 18% або менше, може сприятливим чином підтримуватися адгезійна здатність при нормальній температурі. [0068] [Твердий мастильний матеріал] Для додаткового поліпшення мастильної здатності твердого мастильного покриття воно містить тверді мастильні матеріали різноманітних типів. Тут термін «твердий мастильний матеріал» стосується порошку, який має мастильну здатність. Тверді мастильні матеріали в широкому значенні класифікуються на наступні чотири типи: (1) тверді мастильні матеріали, які виявляють мастильну здатність внаслідок того, що мають специфічну кристалічну структуру, яка легко прослизає, таку як гексагональна шарувата кристалічна структура (наприклад, графіт, оксид цинку і нітрид бору); (2) тверді мастильні матеріали, які виявляють мастильну здатність завдяки присутності реакційноздатного елемента в доповнення до кристалічної структури (наприклад, дисульфід молібдену, дисульфід вольфраму, фторид графіту, сульфід олова і сульфід вісмуту); (3) тверді мастильні матеріали, які виявляють мастильну здатність тому що мають хімічну реакційну здатність (наприклад, визначені тіосульфатні сполуки), і (4) тверді мастильні матеріали, які виявляють мастильну здатність внаслідок пластичних або в’язкопластичних властивостей при фрикційному навантаженні (наприклад, політетрафторетилен (PTFE) і поліаміди). [0069] У даному винаході можуть бути застосовані будь-які з твердих мастильних матеріалів, описаних у вищезгаданих пунктах від (1) до (4). Переважними твердими мастильними матеріалами є тверді мастильні матеріали, описані в пункті (1). Тверді мастильні матеріали, описані в пункті (1), можуть бути використані незалежно, і також можуть бути застосовані в поєднанні з твердими мастильними матеріалами, описаними щонайменше в одному з вищезгаданих пунктів (2) і (4). Графіт є переважним твердим мастильним матеріалом з міркувань характеристик адгезійної здатності і опору корозії, і з позиції характеристик плівкоутворення більш переважний аморфний графіт. Вміст твердого мастильного матеріалу в твердому мастильному покритті (і в композиції для твердого мастильного покриття) переважно варіює в діапазоні 5-15% за масою. [0070] Композиція для твердого мастильного покриття може додатково містити неорганічний порошок для регулювання характеристик ковзання. Прикладами такого неорганічного порошку є діоксид титану і оксид вісмуту. Неорганічний порошок може бути присутнім в композиції в загальній кількості до 10% за масою. [0071] Тверде мастильне покриття згідно з даною заявкою на винахід містить активну антикорозійну добавку, щоб забезпечити характеристики опору корозії протягом тривалого часу від нанесення до фактичного використання. Приклади антикорозійної добавки включають триполіфосфат алюмінію, фосфіт алюмінію і кремнезем, підданий іонному обміну на кальцій. Також можуть бути застосовані реактивні водовідштовхувальні гідрофобні матеріали, які є в продажу на ринку або тому подібні. [0072] Переважний вміст антикорозійної добавки в композиції становить від 2 до 10% за масою. Якщо вміст антикорозійної добавки становить 2% за масою або більше, додатково поліпшуються антикорозійні характеристики твердого мастильного покриття. Якщо вміст антикорозійної добавки становить 10% за масою або менше, можуть сприятливіше підтримуватися мастильна здатність і адгезійна здатність твердого мастильного покриття. [0073] [Модифікатор тертя] Вищеописана композиція для твердого мастильного покриття може додатково містити тальк як модифікатор тертя. Тальк являє собою білий або сірого кольору неорганічний порошок, який 10 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 отримують розмелюванням руди, яка називається тальком. Хімічним найменуванням тальку є гідратований силікат магнію, і хімічний склад його описується як Mg3Si4O10(OH)2. Тальк містить приблизно 60% за масою SiО2, приблизно 30% за масою MgО, і приблизно 4,8% за масою кристалізаційної води. Абсолютна густина тальку становить від 2,7 до 2,8, і його твердість по шкалі Мооса становить 1, яка є найнижчою серед неорганічних мінералів. Тальк також має чудову термостійкість, і являє собою хімічно стабільнуречовину. Тому тальк може бути використаний як наповнювач. Дисперсність тальку може бути модифікована хімічним або фізичним скріпленням обробляючого матеріалу з поверхнею тальку, і поверхово-модифікований тальк також передбачається як тальк в даному варіанті виконання. [0074] Тальк діє як засіб збільшення різниці між крутним моментом на межі текучості (коли є високий тиск на межі розділення) і крутним моментом на заплечику (коли є низький тиск на межі розділення) при згвинчуванні нарізного з'єднання. Якщо існує велика різниця між крутним моментом на межі текучості і крутним моментом на заплечику, може бути широким діапазон моменту затягування при згвинчуванні нарізного з'єднання. Таким чином, легко регулювати крутний момент при згвинчуванні нарізного з'єднання. Цей ефект виходить тому, що у випадку, де тиск в стику контактної поверхні ковзання в нарізному з'єднанні є високим, тальк підтримує коефіцієнт тертя на належному рівні. Якщо вміст тальку в композиції становить 2% за масою або більше, цей ефект може бути посилений, і якщо вміст становить 15% за масою або менше, існує незначна небезпека втрати опору фрикційної корозії. Тому вміст тальку переважно становить від 2 до 15% за масою. З міркувань стійкості до фрикційної корозії і адгезійної здатності твердого покриття більш переважна нижня межа вмісту тальку становить 3% за масою, і ще більш переважно 5% за масою. Більш переважна верхня межа вмісту тальку становить 10% за масою, і ще більш переважно 8% за масою. [0075] Розмір частинок тальку згідно з даним варіантом виконання переважно становить від 1 до 12 мкм. Якщо розмір частинок тальку становить 1 мкм або більше, може бути отриманий стабільний ефект збільшення різниці між крутним моментом на межі текучості і крутним моментом на заплечику. Якщо розмір частинок тальку становить 12 мкм або менше, існує невеликий ризик погіршення дисперсності в твердому мастильному покритті або адгезійної здатності. Більш переважна нижня межа розміру частинок тальку становить 3 мкм, і ще більш переважно 4 мкм. Більш переважна верхня межа розміру частинок тальку становить 10 мкм, і ще більш переважно 8 мкм. У даному описі термін «розмір частинок» стосується медіанного діаметра (D50), який визначається на основі розподілу частинок за величиною. [0076] Відносно розміру частинок тальку, наприклад, розподіл частинок за величиною визначають підсумовуванням з використанням лазерного дифракційного аналізатора розміру частинок. Медіанний діаметр потім може бути отриманий розрахунком на основі гранулометричного складу, який був визначений. [0077] Питома площа поверхні тальку згідно з даним варіантом виконання переважно 2 2 становить від 4 до 12 м /г. Якщо питома площа поверхні тальку становить 4 м /г або більше, підвищується міцність скріплення тальку зі зв'язувальним матеріалом в твердому мастильному покритті. Тим самим може бути відвернуте осипання тальку з поверхні твердого мастильного 2 покриття під час ковзання. Якщо питома площа поверхні тальку становить 12 м /г або менше, може бути отриманий стабільний ефект збільшення різниці між крутним моментом на межі текучості і крутним моментом на заплечику. Більш переважна нижня межа питомої площі 2 2 поверхні тальку становить 6 м /г, і ще більш переважно 7 м /г. Більш переважна верхня межа 2 2 питомої площі поверхні тальку становить 11 м /г, і ще більш переважно 10 м /г. [0078] Питома площа поверхні тальку може бути визначена, наприклад, методом БрунауераЕмета-Телера (BET). Конкретніше, з використанням приладу для автоматичного вимірювання питомої площі поверхні проводять адсорбцію газу, відносно якого вже відома площа, зайнята адсорбованою речовиною (наприклад, газоподібного азоту), на поверхні тальку. Потім розраховують кількість адсорбованих одиничних молекул з використанням ВЕТ-рівняння на основі співвідношення між тиском газу і адсорбованою кількістю газу. Крім того, питома площа поверхні може бути розрахована множенням зайнятої адсорбованою речовиною площі на одиницю об'єму молекули газу. [0079] [Інші компоненти] У доповнення до описаних вище компонентів, композиція згідно з даним варіантом виконання також може містити невеликі кількості інших добавок, вибраних з поверхово-активних речовин, забарвлюваних добавок, антиоксидантів і тому подібних, в сукупній кількості, наприклад, 5% за масою або менше. Композиція для твердого мастильного покриття може додатково містити протизадирну добавку, рідкий мастильний матеріал або тому подібні, поки їх кількість є дуже малою кількістю на рівні 2% за масою або менше. 11 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 [0080] Згідно з даним варіантом виконання, представлена композиція для формування твердого мастильного покриття (яка далі також називається «покривною композицією») для формування вищеописаного твердого мастильного покриття. Покривна композиція може являти собою безсольвентну композицію, що складається тільки з вищеописаних компонентів, або може бути композицією на основі розчинника, яка розчинена в розчиннику. У випадку, де покривна композиція являє собою композицію на основі розчинника, частка відповідних компонентів в масових процентах стосується масових процентів, коли загальна маса всіх компонентів, інших, ніж які входять до складу композиції розчинника, приймається за 100%. Далі буде описаний один приклад способу виготовлення нарізного з'єднання для труби або трубопроводу з використанням покривної композиції. [0081] Покривна композиція, яка не містить розчинник, може бути отримана, наприклад, змішуванням твердого мастильного матеріалу і антикорозійної добавки або тому подібного з основою в розплавленому стані, з подальшим компаундуванням. Як покривна композиція може бути використана порошкоподібна суміш, в якій всі компоненти змішані в порошкоподібному стані. Безсольвентна композиція має ту перевагу, що вона може формувати мастильне покриття протягом короткого періоду часу, і що відсутнє випаровування органічного розчинника, який шкідливо впливає на навколишнє середовище. [0082] Така безсольветна покривна композиція може формувати тверде мастильне покриття з використанням, наприклад, способу гарячого розплаву. Згідно з цим способом, покривну композицію (що містить вищеописану основу і різноманітні порошки), яка була нагріта, щоб забезпечити розплавлення основи і утворити композицію в текучому стані, яка має низьку в'язкість, напилюють з розбризкувача, що має функцію підтримування температури на фіксованому рівні (як правило, приблизно при такій же температурі, як температура композиції в розплавленому стані). Температуру, до якої нагрівають композицію, переважно витримують на рівні від 10 до 50 °C вище, ніж температура розплавлення (температура плавлення або температура розм'якшення) основи (суміші у випадку змішаного складу). [0083] Контактну поверхню щонайменше одного компонента з ніпеля і муфти, яка повинна бути покрита композицією, переважно попередньо нагрівають до вищої температури, ніж температура розплавлення основи. Тим самим можна отримати сприятливу придатність до утворення покриття. [0084] Покривну композицію нагрівають і розплавляють всередині резервуара, оснащеного придатним перемішувальним пристроєм, і подають до розпилювальної головки (яка підтримується при наказаній температурі) розбризкувача через дозувальний насос за допомогою компресора, і напилюють на відповідну контактну поверхню. Температуру, при якій підтримується внутрішність резервуара і розпилювальної головки, регулюють відповідно до температури розплавлення основи в композиції. [0085] Після цього нарізне з'єднання охолоджують з використанням повітряного охолоджування або залишенням остигати, або тому подібним шляхом, щоб тим самим отвердити композицію для формування твердого мастильного покриття і утворити тверде мастильне покриття згідно з даним варіантом виконання на контактній поверхні. Товщина твердого мастильного покриття, сформованого цим способом, переважно варіює в діапазоні від 10 до 200 мкм, і більш переважно в діапазоні від 25 до 100 мкм. Якщо товщина твердого мастильного покриття є дуже тонкою, мастильна здатність нарізного з'єднання буде недостатньою, і буде легко відбуватися фрикційна корозія під час згвинчування або розгвинчування. Хоча тверде мастильне покриття до деякого ступеню має антикорозійну властивість, якщо товщина покриття дуже мала, антикорозійна властивість також буде неналежною, і корозійна стійкість контактної поверхні буде знижуватися. [0086] З іншого боку, якщо товщина твердого мастильного покриття дуже велика, то не тільки буде марно витрачуватися тверде мастильне покриття, але і тим самим може бути заподіяний збиток навколишньому середовищу. Коли тверде мастильне покриття і тверде антикорозійне покриття, яке описується пізніше, яке сформоване, як потрібно, утворюються на контактній поверхні, відносно якої поверхнева шорсткість була збільшена попередньою кондиціонувальною обробкою, то переважно вони обидва мають товщину покриття, яка є більшою, ніж величина поверхневої шорсткості Rmax підкладки. Обґрунтування полягає в тому, що, якщо це не робиться, то іноді неможливе повністю покрити підкладку. Товщина покриття, коли підкладка має шорсткувату поверхню, являє собою середнє значення з товщини покриття по всьому шару, яке може бути розраховане на основі площі, маси і щільності покриття. [0087] Потрібно зазначити, що у випадку, де тверде мастильне покриття сформоване у вигляді тонкої плівки з товщиною 25 мкм або менше, на верхньому шарі або нижньому шарі 12 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 твердого мастильного покриття може бути додатково нанесена тонка плівка антикорозійного покриття в твердій або рідкій формі. [0088] [Тверде антикорозійне покриття] Коли вищеописане термопластичне тверде мастильне покриття формують на контактній поверхні тільки одного компонента з ніпеля і муфти (наприклад, муфти) нарізного з'єднання, наприклад, тільки контактна поверхня іншого (наприклад, ніпеля) може бути піддана попередній кондиціонувальній обробці, яка описується пізніше. Однак, щоб додати антикорозійні властивості, переважно формують тверде антикорозійне покриття як самий верхній шар покриття, утвореного поверхневою обробкою контактної поверхні іншого. [0089] Як було описано вище відносно ФІГ. 1, аж до часу, коли нарізне з'єднання фактично використовується, на ніпелі і муфті часто встановлюють протектор, відносно якого затягування не виконується. Тверде антикорозійне покриття необхідно формувати так, щоб покриття не руйнувалося щонайменше від зусилля, яке прикладається при монтажі на ньому протектора, причому покриття не розчиняється, коли піддається впливу води, яка утворюється при конденсації по досягненні точки роси під час перевезення або зберігання, і покриття нелегко розм'якшується навіть при високій температурі більше 40 °C. [0090] Тверде антикорозійне покриття, сформоване з композиції, яка містить як основний компонент отверджувану ультрафіолетовим випромінюванням смолу, яка відома своєю здатністю формувати високоміцне покриття, являє собою покриття, яке задовольняє вимоги відносно вищезгаданих властивостей. Як отверджувана ультрафіолетовим випромінюванням смола можуть бути використані відомі полімерні композиції, складені щонайменше одним мономером, олігомером й ініціатором фотополімеризації. Компоненти або склад композиції отверджуваної ультрафіолетовим випромінюванням смоли не є конкретно обмеженими в тій мірі, наскільки реакція фотополімеризації стимулюється опроміненням ультрафіолетової радіації з утворенням отвердженого покриття. [0091] Приклади мономера, які можуть бути згадані, включають полівалентні (ди-, три- або вище) складний ефір багатоатомних спиртів з (мет)акриловою кислотою, різноманітні (мет)акрилатні сполуки, N-вінілпіролідон, N-вінілкапролактам, і стирол. Приклади олігомера, які можуть бути згадані, включають, але не обмежуються такими, епокси(мет)акрилати, уретан(мет)акрилати, співполімери складних поліефірів і (мет)акрилатів, співполімери простих поліефірів і (мет)акрилатів, і співполімери силіконів і (мет)акрилів. [0092] Переважні ініціатори фотополімеризації являють собою сполуки, які проявляють поглинання в діапазоні довжин хвиль від 260 до 450 нм. Приклади ініціатора фотополімеризації включають бензоїн і його похідні, бензофенон і його похідні, ацетофенон і його похідні, кетон Міхлера, бензил і його похідні, моносульфіди тетраалкілтіураму і тіоксани. Тіоксани є особливо переважними як ініціатор фотополімеризації. [0093] З міркувань міцності покриття і характеристик ковзання, тверде антикорозійне покриття, сформоване з отверджуваної ультрафіолетовим випромінюванням смоли, може містити добавки, вибрані з мастильних матеріалів і антикорозійних агентів. Прикладом добавки є волокнистий наповнювач. Волокнистий наповнювач являє собою, наприклад, голчатий карбонат кальцію, такий як «Whiskal», який проводиться фірмою Maruo Calcium Co., Ltd. Прикладами мастильного матеріалу є металеві мила, такі як стеарат кальцію і стеарат цинку, і політетрафторетиленова (PTFE) смола і волокнистий наповнювач. Ці мастильні матеріали одного або більше сортів можуть бути додані в кількості від 0,05 до 0,35 частини за масою з розрахунку на одну частину за масою отверджуваної ультрафіолетовим випромінюванням смоли. Якщо кількість становить 0,05 частини або менше, міцність покриття іноді є неналежною. З іншого боку, якщо кількість перевищує 0,35 частини, в'язкість покривної композиції є високою, і знижується легкість нанесення покриття, і, навпаки, це іноді приводить до погіршення міцності покриття. [0094] Антикорозійна добавка являє собою, наприклад, триполіфосфат алюмінію або фосфіт алюмінію, або тому подібний. Антикорозійна добавка може бути внесена в кількості до 0,10 частини за масою з розрахунку на одну частину за масою отверджуваної ультрафіолетовим випромінюванням смоли. [0095] Тверде антикорозійне покриття, сформоване з отверджуваної ультрафіолетовим випромінюванням смоли, часто є прозорим. З міркувань спрощення перевірки якості (такої як контроль присутності або відсутності покриття, або однорідності/нерівності покриття по товщині) візуальним обстеженням або обробкою зображень твердого антикорозійного покриття, яке сформоване, тверде антикорозійне покриття може містити фарбувальну речовину. Фарбувальні речовини, які використовуються, можуть бути вибрані з пігментів, барвників і флуоресцентних матеріалів. Флуоресцентні матеріали іноді не надають покриттю забарвлення при видимому 13 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 світлі, але вони утворюють фарбування покриття щонайменше при дії ультрафіолетового випромінювання. Тому вони включені в даному винаході як фарбувальні речовини. Для цих фарбувальних речовин можуть бути використані продукти, що є в продажу на ринку, і фарбувальні речовини не є конкретно обмеженими, поки контроль якості твердого антикорозійного покриття можливий візуально або обробкою зображень. Можуть бути застосовані як органічні, так і неорганічні фарбувальні речовини. [0096] Прозорість твердого антикорозійного покриття скорочується або втрачається, коли додають пігмент. Якщо тверде антикорозійне покриття стає непрозорим, то стає скрутною перевірка на пошкодження нарізної частини ніпеля, яка лежить нижче. Відповідно до цього, коли застосовується пігмент, переважний пігмент, який має високий ступінь яскравості, такої як жовтий або білий пігмент. З міркувань запобігання корозії, діаметр частинок пігменту переважно є настільки малим, наскільки можливо, і переважним є застосування пігменту з середнім діаметром частинок не більше 5 мкм. Барвники не дуже сильно скорочують прозорість твердого антикорозійного покриття, і тому проблема не виникає, навіть якщо, наприклад, використовується барвник, який має глибокий колір, такий як червоний або синій. Кількість пігменту, яка додається, або барвника переважно становить максимально 0,05 частини за масою з розрахунку на одну частину отверджуваної ультрафіолетовим випромінюванням смоли. Якщо кількість становить більше 0,05 частини за масою, може знижуватися корозійна стійкість. Більш переважна кількість, яка додається, становить не більше ніж 0,02 частини за масою. [0097] Флуоресцентний матеріал може являти собою будь-який флуоресцентний пігмент, флуоресцентний барвник, і люмінофор, який застосовується у флуоресцентній фарбі. Флуоресцентні пігменти в широкому значенні поділяються на неорганічні флуоресцентні пігменти і флуоресцентні пігменти денного світла. Приклади неорганічних флуоресцентних пігментів включають пігменти на основі сульфіду цинку або сульфіду цинку-кадмію (який містить металевий активатор), галогеновані фосфати кальцію, активований рідкоземельним металом хлорапатит стронцію, і тому подібні. Два або більше типи цих неорганічних флуоресцентних пігментів часто використовуються в комбінації. Неорганічні флуоресцентні пігменти мають чудову стійкість до погодних умов і нагрівання. [0098] Також є ряд сортів флуоресцентних пігментів денного світла, і основними типами є синтетичні полімерні пігменти типу твердого розчину, в якого флуоресцентний барвник впроваджений в безбарвну синтетичну смолу з утворенням пігменту. Може бути використаний флуоресцентний барвник сам по собі. Неорганічні або органічні флуоресцентні пігменти різноманітних типів, і особливо синтетичні полімерні пігменти типу твердого розчину, також застосовуються у флуоресцентних фарбах і флуоресцентному друкарському чорнилі, і як флуоресцентні пігменти або флуоресцентні барвники можуть бути використані люмінофори. [0099] Хоча тверде антикорозійне покриття, яке містить флуоресцентний пігмент або барвник, є безбарвним або має прозорий колір при освітленні видимим світлом, коли тверде антикорозійне покриття опромінюють невидимим світлом або ультрафіолетовим випромінюванням, тверде антикорозійне покриття флуоресцює і стає забарвленим, і стає можливим з'ясування, чи присутнє чи ні покриття, і перевірка нерівномірності товщини покриття, або тому подібні. Оскільки покриття є прозорим при видимому світлі, можна обстежити базовий метал під твердим антикорозійним покриттям.Відповідно до цього, тверде антикорозійне покриття не перешкоджає перевірці нарізних частин нарізного з'єднання на наявність пошкодження. Кількість цих флуоресцентних матеріалів, які додаються, переважно становить максимально близько 0,05 частини за масою з розрахунку на одну частину за масою отверджуваної ультрафіолетовим випромінюванням смоли. Якщо кількість, яка додається, становить більше 0,05 частини за масою, може знижуватися характеристика корозійної стійкості. Більш переважна кількість, яка додається, становить не більше 0,02 частини за масою. Крім того, щоб забезпечити контроль якості не тільки твердого антикорозійного покриття, але також нарізних частин, які лежать нижче, переважно використовувати флуоресцентний матеріал і, зокрема, флуоресцентний пігмент як фарбувальну речовину. [0100] Після того, як композиція, яка має отверджувану ультрафіолетовим випромінюванням смолу як основний компонент (в тому числі композиція, яка має склад тільки отверджуваної ультрафіолетовим випромінюванням смоли), нанесена на контактну поверхню нарізного з'єднання, покриття отверджують опроміненням ультрафіолетовими променями з утворенням твердого антикорозійного покриття, виконаного з шару отверджуваної ультрафіолетовим випромінюванням смоли. [0101] Тверде антикорозійне покриття, яке має два або більше шари отверджуваної ультрафіолетовим випромінюванням смоли, також може бути сформоване повторенням 14 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 процесу нанесення, і потім опроміненням ультрафіолетовою радіацією. При формуванні численних шарів твердого антикорозійного покриття цим шляхом додатково підвищується міцність покриття, тверде антикорозійне покриття не руйнується, навіть коли додається зусилля при затягненні нарізного з'єднання, і додатково поліпшується корозійна стійкість нарізного з'єднання. У даному винаході, оскільки мастильне покриття не присутнє під твердим антикорозійним покриттям, немає необхідності в руйнуванні твердого антикорозійного покриття під час затягування нарізного з'єднання, і непошкоджене тверде антикорозійне покриття в такому випадку підвищує корозійну стійкість нарізного з'єднання. [0102] Опромінення ультрафіолетовим випромінюванням може бути проведене з використанням пристрою, що є в продажу на ринку для опромінення ультрафіолетовим випромінюванням, що має довжину хвилі на виході в діапазоні від 200 до 450 нм. Приклади джерела ультрафіолетової радіації для опромінення включають ртутні лампи високого тиску, ртутні лампи надвисокого тиску, ксенонові лампи, дугові вугільні лампи, металогалогенові лампи, і сонячне світло. Тривалість періоду часу, протягом якого виконується опромінення, і потужність ультрафіолетової радіації при опроміненні можуть бути належним чином відрегульовані кваліфікованим фахівцем в цій галузі технології. [0103] Товщина твердого антикорозійного покриття (загальна товщина покриття, коли покриття складається з двох або більше шарів отверджуваної ультрафіолетовим випромінюванням смоли) переважно варіює в діапазоні від 5 до 50 мкм, і більш переважно в діапазоні від 10 до 40 мкм. Товщина твердого антикорозійного покриття переважно є меншою, ніж товщина твердого мастильного покриття, сформованого на зв'язаній деталі. Якщо товщина твердого антикорозійного покриття є дуже малою, покриття не буде функціонувати належним чином як антикорозійне покриття, і корозійна стійкість нарізного з'єднання може бути недостатньою. З іншого боку, якщо товщина твердого антикорозійного покриття становить більше 50 мкм, то коли захисний елемент, такий як протектор, який має повітронепроникність на високому рівні, встановлюють на кінці труби для нафтової свердловини, тверде антикорозійне покриття може бути зруйноване зусиллям, прикладеним під час монтажу протектора, і корозійна стійкість нарізного з'єднання буде ставати недостатньою. Крім того, порошок, який утворюється внаслідок спрацювання в такий час, виходить в довкілля і впливає шкідливим чином на умови праці. Крім того, якщо товщина твердого антикорозійного покриття є більшою, ніж товщина твердого мастильного покриття на зв'язаній деталі, можуть бути пригнічені характеристики мастильної здатності мастильного покриття. [0104] Оскільки тверде антикорозійне покриття, яке має отверджувану ультрафіолетовим випромінюванням смолу як основний компонент, являє собою прозоре покриття, стан базового металу може бути обстежений без видалення покриття, й інспекція нарізних частин може бути проведена з місця над покриттям перед згвинчуванням. Відповідно до цього, формуванням цього твердого антикорозійного покриття на контактній поверхні ніпеля, на якій виконана нарізана ділянка на її зовнішній поверхні, і яке тому більш чутливе до пошкодження, в той же час залишаючи покриття на місці, можна легко перевірити на наявність пошкоджень нарізну частину ніпеля, яку типово формують на зовнішній поверхні одного кінця сталевої труби, і яка сприйнятлива до пошкодження. [0105] [Попередня кондиціонувальна обробка] Нарізні частини і ущільнювальні частини, які складають контактні поверхні нарізного з'єднання, формують процесами нарізання, які включають нарізання різі, і поверхнева шорсткість контактних поверхонь звичайно становить від близько 3 до 5 мкм. Якщо поверхнева шорсткість контактних поверхонь зроблена більшою, ніж ця величина, може бути підвищена адгезійна здатність покриття, утвореного на контактних поверхнях, і внаслідок цього можуть бути поліпшені такі технічні характеристики, як стійкість до фрикційної корозії і корозійна стійкість. Тому перед формуванням покриття на контактній поверхні щонайменше одного компонента, і переважно обох з ніпеля і муфти, переважно проводять попередню кондиціонувальну обробку, яка може збільшувати поверхневу шорсткість. [0106] Приклади такої попередньої кондиціонувальної обробки включають струминну обробку, при якій видувають абразивний матеріал, такий як матеріал у вигляді сферичного дробу або матеріал в формі кутастого піску, і труєння зануренням в розчин сильної кислоти, такий як сірчана кислота, соляна кислота, азотна кислота або фтористоводнева кислота, для огрублення поверхневої текстури. Ці обробки можуть підвищувати поверхневу шорсткість самого базового металу. [0107] Прикладами інших типів попередньої кондиціонувальної обробки є хімічні обробки, такі як фосфатна хімічна обробка, оксалатна хімічна обробка або боратна хімічна обробка, і металоплакування. Вони являють собою способи, які формують на поверхні базового металу 15 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 ґрунтувальний шар, який має велику поверхневу шорсткість і високу адгезійну здатність. Хімічне покриття, виконане з голчатих кристалів, яке має велику поверхневу шорсткість, утворюють хімічними обробками. Приклади металоплакування включають електроплакування міддю, залізом і їх сплавами (оскільки насамперед метал осаджується на виступи, поверхня стає злегка більш шорсткуватою); ударне плакування цинком або цинковим сплавом, при якому частинки, які мають залізну серцевину, покриту цинком або залізо-цинковим сплавом, або тому подібні, викидаються з використанням відцентрової сили або тиску повітря, утворюючи тим самим пористе металеве покриття внаслідок осадження частинок цинку або залізо-цинкового сплаву; і композитне металоплакування, при якому формують покриття, яке має дрібні тверді частинки, дисперговані в металі. [0108] Який би спосіб не використовувався для попередньої кондиціонувальної обробки контактної поверхні, поверхнева шорсткість Rmax, утворена внаслідок огрублення поверхні попередньою кондиціонувальною обробкою, переважно становить від 5 до 40 мкм. Якщо Rmax становить менше 5 мкм, може бути неналежною адгезійна здатність з покриттям, яке формують на зробленій шорсткуватою поверхні. З іншого боку, якщо Rmax перевищує 40 мкм, буде зростати тертя, і покриття може виявитися не в змозі витримувати зсувні навантаження і стискаючі навантаження, коли покриття піддають впливу високого тиску на стику, і покриття може легко руйнуватися або відшаровуватися. Два або більше типи попередньої кондиціонувальної обробки для огрублення поверхні можуть бути застосовані в поєднанні. Крім того, відносно ніпеля і муфти можуть бути виконані попередні кондиціонувальні обробки різних типів. [0109] У плані адгезійної здатності твердого антикорозійного покриття або твердого мастильного покриття переважна попередня кондиціонувальна обробка, яка утворює пористе покриття. Зокрема, як попередня кондиціонувальна обробка переважна фосфатна обробка з використанням фосфату марганцю, фосфату цинку, фосфату залізо-марганцю або фосфату цинк-кальцію, або ударна обробка з утворенням покриття з цинку або залізо-цинкового сплаву. З міркувань адгезійної здатності з покриттям, яке повинне бути сформоване на ньому, переважне покриття з фосфату марганцю, і з позиції корозійної стійкості переважне покриття з цинку або залізо-цинкового сплаву, при якому може очікуватися ефект захисної корозії, що створюється цинком. [0110] Хімічна обробка з використанням фосфату марганцю особливо переважна як попередня кондиціонувальна обробка для твердого мастильного покриття. Хімічна обробка з використанням фосфату цинку або плакування цинком або залізо-цинковим сплавом за допомогою ударної металізації особливо переважні як попередня кондиціонувальна обробка для твердого антикорозійного покриття. [0111] Обидва з покриття, сформованого фосфатною обробкою, і покриття з цинку або залізо-цинкового сплаву, утвореного ударним плакуванням, являють собою пористі покриття. При формуванні твердого антикорозійного покриття або твердого мастильного покриття на такому пористому покритті адгезійна здатність верхнього покриття підвищується завдяки так званому «якірному ефекту» пористого покриття. В результаті цього стає більш ускладненим відшарування твердого мастильного покриття, навіть коли повторюють згвинчування і розгвинчування, і ефективно запобігається прямий контакт металу з металом, приводячи до додаткового поліпшення стійкості до фрикційної корозії, повітронепроникності і корозійної стійкості. [0112] Фосфатна обробка може бути проведена зануренням або набризкуванням традиційним способом. Як розчин для хімічної обробки може бути застосований кислотний фосфатуючий розчин, який звичайно використовується для оцинкованих сталевих матеріалів. Наприклад, може бути застосований цинк-фосфатний розчин, який містить від 1 до 150 г/л фосфат-іонів, від 3 до 70 г/л іонів цинку, від 1 до 100 г/л нітрат-іонів, і від 0 до 30 г/л іонів нікелю. Також може бути застосований розчин для обробки фосфатом марганцю, який звичайно використовують для нарізних з'єднань. Температура розчину може бути від нормальної температури до 100 °C, і тривалість обробки може становити аж до 15 хвилин, відповідно до бажаної товщини покриття. Щоб прискорити формування покриття, на оброблювану поверхню перед фосфатною обробкою може бути поданий водний розчин для кондиціонування поверхні, який містить колоїдальний титан. Після фосфатної обробки переважно проводять промивання холодною або теплою водою, з подальшим висушуванням. [0113] Ударне плакування може бути проведене механічною металізацією, при якій частинки ударяються об покривний матеріал всередині обертового барабана або способом струминного плакування, в якому частинки стикаються з плакованим матеріалом при використанні струминного видувного пристрою. У даному винаході достатнім є плакування тільки контактної 16 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні нарізного з'єднання, і тому переважне використання струминного плакування, яким можна виконувати локалізовану металізацію. Наприклад, матеріал, який видувається в формі частинок, які мають залізну серцевину, поверхня якої покрита цинком або цинковим сплавом (наприклад, залізо-цинковим сплавом), видувають на покривну контактну поверхню. Вміст цинку або цинкового сплаву в частинках переважно варіює в діапазоні від 20 до 60% за масою, і діаметр частинок переважно становить величину в діапазоні від 0,2 до 1,5 мм. Видування частинок зумовлює налипання на контактну поверхню тільки цинку або цинкового сплаву, який являє собою покривний шар частинок, і тим самим на контактній поверхні утворюється пористе покриття, виконане з цинку або цинкового сплаву. Це струминне плакування може формувати плакувальне покриття, яке має хорошу адгезійну здатність відносно поверхні сталі, незалежно від якості сталевого матеріалу. [0114] З міркувань як корозійної стійкості, так і адгезійної здатності, товщина шару цинку або цинкового сплаву, утвореного ударним плакуванням, переважно становить від 5 до 40 мкм. Якщо товщина шару цинку або цинкового сплаву становить менше 5 мкм, може бути неможливим забезпечення достатньої корозійної стійкості. З іншого боку, якщо товщина становить більше 40 мкм, адгезійна здатність відносно мастильного покриття може фактично знижуватися. Подібним чином, товщина фосфатного покриття переважно варіює в діапазоні від 5 до 40 мкм. [0115] Як ще одна доступна попередня кондиціонувальна обробка, одношарове або багатошарове електролітичне плакування особливого типу є ефективним для підвищення стійкості до фрикційної корозії, коли використовується, зокрема, для формування підкладки для твердого мастильного покриття, хоча попередня кондиціонувальна обробка цього типу не утворює ефект збільшення поверхневої шорсткості. Приклади плакування такого типу включають одношарову металізацію з використанням металевих Cu, Sn або Ni, одношарове плакування Cu-Sn-сплавом, як розкрито в Публікації Японської Патентної Заявки № 2003074763, двошарове плакування з нанесенням шару Cu і шару Sn, і тришарове плакування шаром Ni, шаром Cu і шаром Sn. Для сталевої труби, виготовленої зі сталі, що має вміст Cr 5% або більше, переважними є плакування Cu-Sn-сплавом, двошарове плакування шаром Cu і шаром Sn, і тришарове плакування шаром Ni, шаром Cu і шаром Sn. Більш переважне двошарове плакування шаром Cu і шаром Sn, тришарове плакування шаром Ni способом гальваностегії, плакування Cu і плакування Sn, і плакування Cu-Sn-Zn-сплавом. Таке плакування металом або металевим сплавом може бути проведене згідно зі способом, описаним в Публікації Японської Патентної Заявки № 2003-074763. У випадку багатошарового плакування найнижче плакувальне покриття (звичайно шар Ni) переважно являє собою виключно тонкий плакувальний шар, який має товщину менше 1 мкм, утворену так званим електролітичним осадженням (гальваностегією). Товщина плакувального шару (загальна товщина у випадку багатошарового плакування) переважно варіює в діапазоні від 5 до 15 мкм. Приклади [0116] Нижче описані приклади даного винаходу. Однак даний винахід не обмежується цими прикладами. У прикладах контактна поверхня ніпеля буде називатися поверхнею ніпеля, і контактна поверхня муфти буде називатися поверхнею муфти. Якщо не обумовлене інше, процент і частина в прикладах позначають масовий процент і частину за масою, відповідно. [0117] [Відповідний винаходу Приклад 1 даного винаходу] Поверхня ніпеля і поверхня муфти нарізного з'єднання VAM 21 (R), виготовленого фірмою Nippon Steel & Sumitomo Metal Corporation (зовнішній діаметр 24,448 см (9 і 5/8 дюйми), товщина стінки 1,199 см (0,472 дюйми)), виконаного з вуглецевої сталі (С, 0,21%, Si: 0,25%, Mn: 1,1%, Р: 0,02%, S: 0,01%, Cu: 0,04%, Ni: 0,06%, Cr: 0,17%, Mo: 0,04%, інша кількість: залізо і домішки) піддали наступній попередній кондиціонувальній обробці. [0118] Поверхню ніпеля піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього занурили на 10 хвилин в цинк-фосфатний розчин при температурі від 75 до 85 °C, з утворенням цинк-фосфатного покриття з товщиною 10 мкм (поверхнева шорсткість 8 мкм). Поверхню муфти піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього занурили на 10 хвилин в марганецьфосфатний розчин при температурі від 80 до 95 °C, з утворенням марганець-фосфатного покриття з товщиною 12 мкм (поверхнева шорсткість 10 мкм). [0119] Композицію для формування твердого мастильного покриття, яка має описаний нижче склад, нагрівали до температури 120 °C в резервуарі, оснащеним перемішувальним пристроєм, щоб перевести композицію в розплавлений стан, що має придатну для нанесення покриття в'язкість, і поверхня ніпеля і поверхня муфти, які були піддані вищеописаній попередній кондиціонувальній обробці, були попередньо нагріті до температури 130 °C 17 UA 114695 C2 5 10 індукційним нагріванням. Після цього композицію для формування твердого мастильного покриття, яке показане відносно Відповідного винаходу Прикладу 1 даного винаходу в Таблиці 1, в якій основна смола була в розплавленому стані, нанесли як на поверхню ніпеля, так і на поверхню муфти з використанням розбризкувача, який має розпилювальну головку з функцією підтримування температури. Після охолоджування було сформоване тверде мастильне покриття, яке має середню товщину 30 мкм. Потрібно зазначити, що відносно кожного з Відповідного винаходу Прикладу 1 даного винаходу і Відповідних винаходу Прикладів 2-8 даного винаходу, і Порівняльних Прикладів 1-6, які описуються пізніше, Таблиця 1 показує хімічний склад (в процентах за масою) композиції для формування мастильного покриття, масове відношення етилен-вінілацетатної смоли до поліолефінової смоли (EVA/PO), відношення суми маси двох вищезгаданих смол до воску (EVA+PO)/W), і суму (в процентах за масою) масових часток зв’язувального матеріалу з розрахунку на всю композицію. [0120] [Таблиця 1] Таблиця 1 № Відповідн ий винаходу Приклад 1 даного винаходу Відповідн ий винаходу Приклад 2 даного винаходу Відповідн ий винаходу Приклад 3 даного винаходу Відповідн ий винаходу Приклад 4 даного винаходу Відповідн ий винаходу Приклад 5 даного винаходу Хімічний склад композиції для формирования твердого мастильного покриття (в процентах за масою) Зв’язувальний матеріал Порошко Етиле подібний нФторовм Антикорозі Модифік Поліоле твердий вініла існа йна атор Інші фінова мастиль цетат Віск (W) добавка добавка терття смола ний на (PO) матеріал смола (EVA) Парафін Кремнезем овий віск, PFPE , підданий Графіт температ (10) іонному (5) ура фторова обміну на 21,6 16 Фторид 0 немає розплавл ний кальцій (5) графіту ення полімер Фосфіт (4) (4) алюмінію 69С (2) (32,4) Парафін Кремнезем овий віск, PFPE , підданий температ (10) іонному ура фторова Графіт обміну на 17 12,2 0 немає розплавл ний (10) кальцій (5) ення полімер Фосфіт (7) алюмінію 69С (2) (36,8) Парафін PFPE овий віск, (10) температ Фосфіт фторова PTFE ура 22 21 алюмінію 0 немає ний (10) розплавл (2) полімер ення (4) 69С (31) Парафін овий віск, Графіт температ (5) Фосфіт ура 26 16 PFPE (9) Фторид алюмінію 0 немає розплавл графіту (3) ення (4) 69С (37) Поліетил Кремнезем еновий PFPE , підданий віск, Графіт (10) іонному температ (5) фторова обміну на ура 21,6 16 Фторид 0 немає ний кальцій (5) розплавл графіту полімер Фосфіт ення (4) (4) алюмінію 110С (2) (32,4) 18 Сума масов их часток EVA/ (EVA+ зв’язу PO PO)/W вальн ого матері алу 1,35 1,16 70 1,39 0,79 66 1,05 1,39 74 1,63 1,14 79 1,35 1,16 70 UA 114695 C2 Продовження таблиці 1 Відповідн ий винаходу 20,5 Приклад 6 даного винаходу Відповідн ий винаходу 20,5 Приклад 7 даного винаходу Відповідн ий винаходу 20,5 Приклад 8 даного винаходу Порівнял ьний Приклад 1 Порівнял ьний Приклад 2 Порівнял ьний Приклад 3 Порівнял ьний Приклад 4 Порівнял ьний Приклад 5 0 0 13,5 25,5 13,5 19,5 Поліетил еновий віск, температ Графіт PFPE (8) ура (7) розплавл ення 78С (36) Кремнезем , підданий іонному обміну на кальцій (3) Фосфіт алюмінію (4) 19,5 Поліетил еновий віск, температ Графіт PFPE (8) ура (7) розплавл ення 78С (33) Кремнезем , підданий іонному обміну на кальцій (3) Фосфіт алюмінію (4) 19,5 Поліетил еновий віск, температ Графіт PFPE (8) ура (7) розплавл ення 78С (32) Кремнезем , підданий іонному обміну на кальцій (3) Фосфіт алюмінію (4) 19 Політетр Карнаубс афторький віск етилен (15) (2) Похідне сульфонат у кальцію (30) 9 Карнаубс ький віск (15) 15 14 10 Парафін овий віск, температ ура розплавл ення 69С (26,5) Парафін овий віск, температ ура розплавл ення 69С (31,5) Парафін овий віск, температ ура розплавл ення 69С (46,5) 0 Фторид графіту (7) BN (1) Фторид графіту (3,5) Триокси д вісмуту (5) PFPE (10) фторова ний полімер (4) Графіт (5) Фторид графіту (4) PFPE (10) фторова ний полімер (4) Графіт (5) Фторид графіту (4) PFPE (10) фторова ний полімер (4) Графіт (5) Фторид графіту (4) 19 Інгібітор корозії (40) Похідне сульфонат у кальцію (15) Кремнезем , підданий іонному обміну на кальцій (5) Фосфіт алюмінію (2) Кремнезем , підданий іонному обміну на кальцій (5) Фосфіт алюмінію (2) Кремнезем , підданий іонному обміну на кальцій (5) Фосфіт алюмінію (2) Тальк, розмір частинок 4,5 мкм, питома немає 1,05 1,11 площа поверхні 2 9,5 м /г (2) Тальк, розмір частинок 3,3 мкм, питома немає 1,05 1,21 площа поверхні 2 12,0 м /г (5) Тальк, розмір частинок 8,0 мкм, питома немає 1,05 1,25 площа поверхні 2 7,0 м /г (6) Інші (інша 0 0 1,27 кількіст ь) 76 73 72 34 0 Інші (інша кількіст ь) 0 0,60 24 0 немає 0,9 1,08 55 0 немає 1,82 1,25 71 0 немає 1,35 0,51 70 UA 114695 C2 Продовження таблиці 1 Порівнял ьний Приклад 6 5 10 15 20 25 30 35 27 20 Парафін овий віск, температ ура розплавл ення 69С (23) PFPE (10) фторова ний полімер (4) Графіт (5) Фторид графіту (4) Кремнезем , підданий іонному обміну на кальцій (5) Фосфіт алюмінію (2) 0 немає 1,35 2,04 70 [0121] Склад композиції для формування мастильного покриття в Відповідному винаходу Прикладі 1 даного винаходу був наступним. Потрібно зазначити, що як було описано вище, якщо конкретно не обумовлене інше, вміст (%) вказує масовий процент. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 21,6 % - поліолефінова смола: 16 % - віск (парафіновий віск, температура розплавлення 69 °C): 32,4 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 10 % - фторований полімер: 4 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 5 % - фторид графіту (CFx): 4 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 5 % - фосфіт алюмінію: 2 % [0122] Для Відповідного винаходу Прикладу 1 даного винаходу випробування на багаторазові згвинчування і розгвинчування (швидкість згвинчування 10 об/хв, крутний момент згвинчування 42,8 кН-м) виконували 10 разів на нарізному з'єднанні при низькій температурі приблизно -40 °C. Конкретніше, випробування на згвинчування і розгвинчування виконували після охолоджування зовнішньої частини нарізної кріпильної ділянки сухим льодом до температури приблизно -40 °C. Результати показали, що навіть при охолоджуванні до -40 °C відшарування або розтріскування твердого мастильного покриття не відбувалися. Був досліджений стан фрикційної корозії контактних поверхонь ніпеля і муфти після повторюваного згвинчування (кількість разів, коли згвинчування могло б бути виконане без виникнення фрикційної корозії (аж до максимальних 10 разів); потрібно зазначити, що коли виникала невелика фрикційна корозія, яка могла б бути відремонтована, виконували ремонт і продовжували згвинчування). Результати показані в Таблиці 2 як стан виникаючої фрикційної корозії. Було знайдено, що, коли результат виконання випробування на згвинчування і розгвинчування у другий і подальший раз після охолоджування до температури -40 °C був таким же, як в перший раз, фрикційна корозія не відбувалася, і затягування і ослаблення могли б бути виконані 10 разів. [0123] [Таблиця 2] Таблиця 2 Номер Ситуація виникнення фрикційної корозії 1) (Числове значення: кількість разів згвинчування) 1 2 3 4 5 6 7 8 Відповідні винаходу Приклади даного винаходу 1 ο ο ο ο ο ο ο ο 2 ο ο ο ο ο ο ο ο 3 ο ο ο ο ο ο ο ο Характеристика Випробування надмірного на зсув Випробування крутного (адгезійна в соляному Випробування на моменту (%) міцність кПа) тумані низькотемпературний (відносно до (Стандарт JIS вплив поза Відповідного Z2371:2000) приміщення 3) винаходу Приклада 3 9 10 (1000 годин)2) 25С -40С даного винаходу) Немає відшарування ο ο Немає іржі 3700 3840 покриття Немає відшарування ο ο Немає іржі 4100 3100 покриття Немає відшарування ο ο Немає іржі 4800 3930 100 покриття 20 UA 114695 C2 Продовження таблиці 2 Немає відшарування покриття Слабке відшарування покриття Немає відшарування покриття Немає відшарування покриття Немає відшарування покриття 4 ο ο Ο ο ο ο ο ο ο ο Немає іржі 3750 5 ο ο ο ο ο ο ο Δ Δ Δ Немає іржі 5500 1500 6 ο ο ο ο ο ο ο ο ο ο Немає іржі 5000 3550 7 ο ο ο ο ο ο ο ο ο ο Немає іржі 4800 3330 8 ο ο ο ο ο ο ο ο ο ο Немає іржі Відповідні винаходу Приклади даного винаходу 5800 4300 3120 1500 900 Малий ступінь відшарування покриття 1600 950 Малий ступінь відшарування покриття 1 ο ο ο Δ Δ - - 2 ο ο ο ο Δ Δ - Мала кількість іржі після 1000 годин Мала кількість іржі після 1001 години Порівняльні 3 ο ο ο ο Δ Δ - Приклади 4 ο Δ Δ - - - - 15 20 25 - Немає іржі 6 ο ο Δ Δ - - - 10 - Немає іржі 5 ο Δ - - - - - 5 - Немає іржі - Немає іржі Малий ступінь відшарування покриття Слабке 4720 1410 відшарування покриття Високий ступінь 1880 730 відшарування покриття Малий ступінь 5800 1100 відшарування покриття 2400 920 120 145 180 (Примітка) 1) ο: немає виникнення фрикційної корозії Δ: слабкий вияв фрикційної корозії (дефект, викликаний фрикційною корозією, був усунений, і згвинчування було можливим) : виникнення значної фрикційної корозії (відремонтувати неможливо) -: Випробування було припинене 2) Придатно для практичного застосування, якщо іржа не з'являється після 750 годин 3) Слабке: площа відшарування 10 % [0124] Як показано в Таблиці 2, випробування в соляному тумані виконували відповідно до Японського промислового стандарту JIS Z2371:2000. Результат показав, що іржавіння не відбувалося в Відповідному винаходу Прикладі 1 даного винаходу навіть після 1000 годин. Потрібно зазначити, що відносно даного випробування з минулого практичного досвіду відомо, що якщо випробувальний зразок не має іржі після 750 годин, характеристика довготривалого запобігання корозії на реальній трубі є належною. [0125] Крім того, виконали випробування на зсув для вимірювання адгезійної міцності твердого мастильного покриття в умовах, в яких температурою навколишнього середовища була нормальна температура (приблизно 25 °C) і -40 °C. Конкретний метод виконання випробування на зсув буде описаний нижче з посиланням на ФІГ. 4. [0126] Спочатку приготували дві металевих пластини (наприклад, пластини з вуглецевої сталі) 28 і 30, кожна з яких мала довжину 75 мм, ширину 25 мм і товщину 0,8 мм, і між двома металевими пластинами в області 25 мм25 мм сформували тверде мастильне покриття 32, яке має товщину 50 мкм. Конкретніше, листи 34 і 36, виконані з PTFE, які мають товщину 50 мкм, вставили на попередньо задані положення між металевими пластинами 28 і 30, як листи для регулювання товщини покриття, і після нанесення покриття з композиції для твердого мастильного покриття, яка була нагріта до температури 120 °C, дві металевих пластини 21 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 притисли одна до одної (у вертикальному напрямку в ФІГ. 4), і охолодили, щоб тим самим сформувати покриття 32. [0127] Потім листи 34 і 36 з PTFE видалили, один кінець кожної з металевих пластин 28 і 30 затисли з використанням придатних затискачів 38 і 40, всю конструкцію вмістили всередину камери 42, яка схематично проілюстрована в ФІГ. 4, і конструкцію витримували всередині камери 42 при температурі 25 °C або -40 °C. В цьому стані затискачі 38 і 40 переміщували з швидкістю 50 мм/хв у протилежних один відносно одного напрямках в подовжньому напрямку металевих пластин (тобто, напрямкам, по яким зсувні зусилля діють на покриття 32), і вимірювали навантаження F (кПа), коли покриття 32 розривалося. Результат показаний в Таблиці 2. Було підтверджено, що адгезійна міцність у Відповідному винаходу Прикладі 1 даного винаходу була помітно вищою як при 25 °C, так і при -40 °C, в порівнянні з традиційними Порівняльними Прикладами 1 і 2, які описуються пізніше. Нижня допустима межа ("випробування витримане") адгезійної міцності була прийнята на рівні 1500 кПа або більше як при 25 °C, так і при -40 °C. [0128] Крім того, досліджували ступінь пошкодження твердого мастильного покриття, коли його піддавали впливу навколишнього середовища поза приміщенням після того, як витримували при холодній температурі протягом попередньо заданого часу (випробування на вплив низькотемпературного середовища поза приміщенням) відносно нарізного з'єднання (муфти), на якому було сформоване таке ж тверде мастильне покриття, як покриття, коли виконували випробування на згвинчування і розгвинчування. Конкретніше, як схематично проілюстровано в технологічній блок-схемі в ФІГ. 5, спочатку виконували перевірку для підтвердження, що не було відшарування або розтріскування твердого мастильного покриття на нарізному з'єднанні в первинному стані (стадія S1). Потім нарізне з'єднання протягом 24 годин піддавали впливу низької температури -60 °C в стані, в якому до нарізного з'єднання був приєднаний протектор (стадія S2). Після цього протектор видалили, і перевірили стан відшарування або розтріскування (стадія S3). Потім протектор приєднали до нарізного з'єднання, і нарізне з'єднання знову піддавали впливу протягом 24 годин низькій температурі 60 °C (стадія S4). Після цього протектор видалили, і перевірили стан відшарування або розтріскування (стадія S5). Нарешті, нарізне з'єднання залишили поза приміщенням на один рік, протягом якого часу нарізне з'єднання рясно обливали водою з регулярними інтервалами (один раз на день) (стадія S6). Потім досліджували стан відшарування і розтріскування, зумовлений низькотемпературним пошкодженням, тобто, в циклах впливу низькотемпературного навколишнього середовища, твердого мастильного покриття на нарізному з'єднанні (стадія S7). [0129] Результати вищеописаного випробування на вплив низькотемпературного середовища поза приміщенням показані в Таблиці 2. Було знайдено, що відносно Відповідного винаходу Прикладу 1 даного винаходу, навіть коли вплив продовжувався загалом протягом 48 годин при низькій температурі -60 °C, і до того ж з піддаванням перепаду температур між низькою температурою і температурою навколишнього середовища, не відбувалося розтріскування, відшарування або набухання (підняття покриття) твердого мастильного покриття після витримування поза приміщенням протягом одного року. Потрібно зазначити, що Таблиця 2 показує результати вищеописаного стану з виникненням фрикційної корозії, випробування в соляному тумані, випробування на зсув і випробування на вплив низькотемпературного середовища поза приміщенням для кожного з Відповідного винаходу Прикладу 1 даного винаходу і Відповідних винаходу Прикладів 2-8 даного винаходу, і Порівняльних Прикладів 1-6, які описуються пізніше. [0130] [Відповідний винаходу Приклад 2 даного винаходу] Наступну поверхневу обробку виконали на поверхні ніпеля і поверхні муфти нарізного з'єднання, виготовленого з вуглецевої сталі, яка була такою ж, як використана у Відповідному винаходу Прикладі 1 даного винаходу. [0131] Поверхню ніпеля піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього занурили на 10 хвилин в цинк-фосфатний розчин при температурі від 75 до 85 °C, з утворенням цинк-фосфатного покриття з товщиною 8 мкм (поверхнева шорсткість 8 мкм). Крім того, покривну композицію, приготовану додаванням 0,05 частини за масою фосфіту алюмінію як антикорозійної добавки і 0,01 частини за масою поліетиленового воску як мастильний матеріал, до однієї частини за масою смоли, що міститься в складі покриття з отверджуваної ультрафіолетовим випромінюванням смоли на основі акрилової смоли, нанесли як композицію для формування покриття з отверджуваної ультрафіолетовим випромінюванням смоли на цинк-фосфатне покриття на поверхні ніпеля, і опромінювали ультрафіолетовим випромінюванням в наступних умовах для отвердження покриття і утворення покриття з отверджуваної ультрафіолетовим випромінюванням смоли, що 22 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 має товщину 25 мкм. Отримане тверде антикорозійне покриття було безбарвним і прозорим, і частини із зовнішньою різзю можна було обстежувати неозброєним оком або за допомогою збільшувального скла з місця над покриттям. [0132] УФ-лампа: ртутна лампа з повітряним охолодженням, Вихідна потужність УФ-лампи: 4 кВт, Довжина хвилі ультрафіолетового випромінювання: 260 нм. [0133] Поверхню муфти піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього піддали електролітичному плакуванню спочатку в умовах нанесення Ni способом гальваностегії, і потім плакуванням Cu-Sn-Zn-сплавом, з утворенням плакувального покриття, що має загальну товщину 8 мкм. Після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб привести композицію в розплавлений стан, що має придатну для нанесення покриття в'язкість. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, що має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 50 мкм. [0134] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 2 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 17 % - поліолефінова смола: 12,2 % - віск (парафіновий віск, температура розплавлення 69 °C): 36,8 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 10 % - фторований полімер: 7 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 10 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 5 % - фосфіт алюмінію: 2 % [0135] Для Відповідного винаходу Прикладу 2 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 2 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідному винаходу Прикладі 1 даного винаходу. [0136] [Відповідний винаходу Приклад 3 даного винаходу] Відносно різі такого ж типу, як у Відповідному винаходу Прикладі 1 даного винаходу, поверхня ніпеля і поверхня муфти нарізного з'єднання (зовнішній діаметр 24,448 см (9⅝ дюйми), товщина стінки 1,105 см (0,435 дюйма)), виконаного зі 13Cr-сталі (С, 0,19 %, Si: 0,25 %, Mn: 0,9 %, Р: 0,02 %, S: 0,01 %, Cu: 0,04 %, Ni: 0,11 %, Cr: 13 %, Mo: 0,04 %, інша кількість: залізо і домішки), яка чутливіша до фрикційної корозії, ніж вуглецева сталь, піддали наступній поверхневій обробці. [0137] Поверхню ніпеля піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього покривну композицію, приготовану додаванням 0,05 частини за масою триполіфосфату алюмінію як антикорозійної добавки і 0,01 частини за масою поліетиленового воску як мастильний матеріал, і 0,003 частини за масою флуоресцентного пігменту, до однієї частини за масою смоли, що міститься в складі покриття з отверджуваної ультрафіолетовим випромінюванням смоли на основі акрилової смоли, нанесли як композицію для формування покриття з отверджуваної ультрафіолетовим випромінюванням смоли на цинкфосфатне покриття на поверхні ніпеля, і опромінювали ультрафіолетовим випромінюванням в нижченаведених умовах для отвердження покриття і утворення покриття з отверджуваної ультрафіолетовим випромінюванням смоли, що має товщину 25 мкм. Отримане тверде антикорозійне покриття було безбарвним і прозорим, і частини із зовнішньою різзю можна було обстежувати неозброєним оком або за допомогою збільшувального скла з місця над покриттям. [0138] УФ-лампа: ртутна лампа з повітряним охолодженням, Вихідна потужність УФ-лампи: 4 кВт 23 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 Довжина хвилі ультрафіолетового випромінювання: 260 нм. [0139] Поверхню муфти піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього піддали електролітичному плакуванню спочатку в умовах нанесення Ni способом гальваностегії, і потім плакуванням Cu-Sn-Zn-сплавом, з утворенням плакувального покриття, що має загальну товщину 8 мкм. Після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб привести композицію в розплавлений стан, що має придатну для нанесення покриття в'язкість. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, що має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 25 мкм. [0140] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 3 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 22 % - поліолефінова смола: 21 % - віск (парафіновий віск, температура розплавлення 69 °C): 31 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 10 % - фторований полімер: 4 % (Твердий мастильний матеріал) - PTFE: 10 % (Антикорозійна добавка) - фосфіт алюмінію: 2 % [0141] Для Відповідного винаходу Прикладу 3 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 3 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідних винаходу Прикладах 1 і 2 даного винаходу. [0142] [Відповідний винаходу Приклад 4 даного винаходу] З використанням нарізного з'єднання такого ж типу і марки сталі, як у Відповідному винаходу Прикладі 1 даного винаходу, ніпель і муфту піддали попередній кондиціонувальній обробці, описаній у Відповідному винаходу Прикладі 2 даного винаходу, і після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб утворити композицію, що має основу в розплавленому стані з придатною для нанесення покриття в'язкістю. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, що має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 30 мкм. [0143] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 4 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 26 % - поліолефінова смола: 16 % - віск (парафіновий віск, температура розплавлення 69 °C): 37 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 9 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 5 % - фторид графіту (CFx): 4 % (Антикорозійна добавка) - фосфіт алюмінію: 3 % 24 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0144] Для Відповідного винаходу Прикладу 4 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 4 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідних винаходу Прикладах 1-3 даного винаходу. [0145] [Відповідний винаходу Приклад 5 даного винаходу] З використанням нарізного з'єднання такого ж типу і марки сталі, як у Відповідному винаходу Прикладі 1 даного винаходу, ніпель і муфту піддали попередній кондиціонувальній обробці, описаній у Відповідному винаходу Прикладі 2 даного винаходу, і після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб утворити композицію, яка має основу в розплавленому стані з придатною для нанесення покриття в'язкістю. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, який має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 30 мкм. [0146] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 5 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 21,6 % - поліолефінова смола: 16 % - віск (поліетиленовий віск, температура розплавлення 110 °C): 32,4 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 10 % - фторований полімер: 4 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 5 % - фторид графіту (CFx): 4 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 5 % - фосфіт алюмінію: 2 % [0147] Для Відповідного винаходу Прикладу 5 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 5 даного винаходу в Таблиці 2. У порівнянні з Відповідними винаходу Прикладами 3 і 4 даного винаходу, можливо, внаслідок того, що сума масових часток зв'язувального матеріалу складала низьку кількість в 70 %, хоча адгезійна міцність у випробуванні на зсув при температурі 25 °C була належною, адгезійна міцність у випробуванні на зсув при температурі -40 °C була до деякого ступеню низькою. У Відповідному винаході Прикладі 5 даного винаходу зросла різниця між адгезійною міцністю поблизу нормальної температури і адгезійною міцністю в середовищі з дуже низькою температурою. Крім того, хоча фрикційна корозія не виникала аж до сьомого затягування у випробуванні на згвинчування і розгвинчування при температурі -40 °C, невелика фрикційна корозія виявлялася на нарізних частинах на восьмому згвинчуванні, і ця фрикційна корозія була усунута, і випробування було завершене до десятого згвинчування. Крім того, відносно також випробування на вплив низькотемпературного середовища поза приміщенням, хоча розтріскування або відшарування не відбувалося, навіть коли нарізне з'єднання піддавали впливу низької температури, і піддавали впливу перепаду температур між низькою температурою і температурою навколишнього середовища, було виявлено, що слабке відшарування (піднімання покриття) твердого мастильного покриття відбувалося після випробування на вплив середовища поза приміщенням протягом одного року. Однак відшарування було на рівні, який не становив проблеми при реальному застосуванні. [0148] [Відповідний винаходу Приклад 6 даного винаходу] З використанням нарізного з'єднання такого ж типу і марки сталі, як у Відповідному винаходу Прикладі 1 даного винаходу, ніпель і муфту піддали попередній кондиціонувальній обробці, описаній у Відповідному винаходу Прикладі 2 даного винаходу, і після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 25 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб утворити композицію, яка має основу в розплавленому стані з придатною для нанесення покриття в'язкістю. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, який має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 30 мкм. [0149] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 6 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 20,5 % - поліолефінова смола: 19,5 % - віск (поліетиленовий віск, температура розплавлення 78 °C): 36 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 8 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 7 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 3 % - фосфіт алюмінію: 4 % (Модифікатор тертя) 2 - тальк (розмір частинок 4,5 мкм, питома площа поверхні 9,5 м /г): 2 % Розмір частинок тальку визначили вищеописаним шляхом з використанням лазерного дифракційного аналізатора розміру частинок (виробництва фірми Shimadzu Corp., SALD-2000J). Питому площу поверхні тальку виміряли вищеописаним методом. [0150] Для Відповідного винаходу Прикладу 6 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 6 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідних винаходу Прикладах 1-4 даного винаходу. [0151] Для Відповідного винаходу Прикладу 6 даного винаходу також виміряли різницю між крутним моментом на межі текучості і крутним моментом на заплечику таким чином. Приготували зразок нарізного з'єднання, і зволікали з використанням придатного динамометричного ключа. Після затягування знову прикладали крутний момент для виконання згвинчування, і потім побудували графік крутного моменту, ілюстрований в ФІГ. 6. Крутний момент на заплечику, крутний момент на межі текучості, і різницю між крутним моментом на межі текучості і крутним моментом на заплечику були виміряні на графіку крутного моменту. Крутний момент на заплечику являє собою значення крутного моменту в той час, коли заплечикові ділянки приходять в контакт, і зміна крутного моменту починала відходити від першої лінійної області (область пружної деформації). Навпаки, крутний момент на межі текучості являє собою значення крутного моменту в той час, коли починається відділення від другої лінійної області, яка має місце після досягнення крутного моменту на заплечику. Результат показаний в рядку для Відповідного винаходу Прикладу 6 даного винаходу в Таблиці 2. Коли різницю між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 3 даного винаходу приймають за 100, різниця між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 6 даного винаходу становить 120, показуючи чудову характеристику надмірного крутного моменту. [0152] [Відповідний винаходу Приклад 7 даного винаходу] З використанням нарізного з'єднання такого ж типу і марки сталі, як у Відповідному винаходу Прикладі 1 даного винаходу, ніпель і муфту піддали попередній кондиціонувальній обробці, описаній у Відповідному винаходу Прикладі 2 даного винаходу, і після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному переміщувальним пристроєм, щоб утворити композицію, яка має основу в розплавленому стані з придатною для нанесення покриття в'язкістю. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо 26 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 60 нагрітої муфти з використанням розбризкувача, який має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 30 мкм. [0153] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 7 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 20,5 % - поліолефінова смола: 19,5 % - віск (поліетиленовий віск, температура розплавлення 78 °C): 33 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 8 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 7 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 3 % - фосфіт алюмінію: 4 % (Модифікатор тертя) 2 - тальк (розмір частинок 3,3 мкм, питома площа поверхні 12,0 м /г): 5 % Розмір частинок і питому площу поверхні тальку виміряли таким же методом, як у Відповідному винаходу Прикладі 6 даного винаходу. [0154] Для Відповідного винаходу Прикладу 7 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 7 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідних винаходу Прикладах 1-4 даного винаходу і у Відповідному винаходу Прикладі 6 даного винаходу. [0155] Для Відповідного винаходу Прикладу 7 даного винаходу також виміряли різницю між крутним моментом на межі текучості і крутним моментом на заплечику таким же методом, як у Відповідному винаходу Прикладі 6 даного винаходу. Результат показаний в рядку для Відповідного винаходу Прикладу 7 даного винаходу в Таблиці 2. Коли різницю між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 3 даного винаходу приймають за 100, різниця між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 6 даного винаходу становить 145, показуючи чудову характеристику надмірного крутного моменту. [0156] [Відповідний винаходу Приклад 8 даного винаходу] З використанням нарізного з'єднання такого ж типу і марки сталі, як у Відповідному винаходу Прикладі 1 даного винаходу, ніпель і муфту піддали попередній кондиціонувальній обробці, описаній у Відповідному винаходу Прикладі 2 даного винаходу, і після цього композицію для формування мастильного покриття, що має нижченаведений склад, нагрівали до температури 120 °C в резервуарі, оснащеному перемішувальним пристроєм, щоб утворити композицію, що має основу в розплавленому стані з придатною для нанесення покриття в'язкістю. Після того, як поверхня муфти, яка була піддана вищеописаній попередній кондиціонувальній обробці, також була попередньо нагріта до температури 130 °C індукційним нагріванням, розплавлену композицію для формування твердого мастильного покриття нанесли на поверхню попередньо нагрітої муфти з використанням розбризкувача, що має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 30 мкм. [0157] Склад композиції для формування мастильного покриття у Відповідному винаходу Прикладі 8 даного винаходу був наступним. (Зв'язувальний матеріал) - етилен-вінілацетатна смола: 20,5 % - поліолефінова смола: 19,5 % - віск (поліетиленовий віск, температура розплавлення 78 °C): 32 % (Фторовмісна добавка) - PFPE (простий перфторполіефір): 8 % (Твердий мастильний матеріал) - аморфний графіт (середній розмір частинок 7 мкм): 7 % (Антикорозійна добавка) - підданий Са-іонному обміну кремнезем: 3 % - фосфіт алюмінію: 4 % 27 UA 114695 C2 5 10 15 20 25 30 35 40 45 50 55 (Модифікатор тертя) 2 - тальк (розмір частинок 8,0 мкм, питома площа поверхні 7,0 м /г): 6 % Розмір частинок і питому площу поверхні тальку виміряли таким же методом, як у Відповідному винаходу Прикладі 6 даного винаходу. [0158] Для Відповідного винаходу Прикладу 8 даного винаходу проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Відповідного винаходу Прикладу 8 даного винаходу в Таблиці 2. Результати підтвердили, що були отримані різноманітні чудові ефекти, подібні таким у Відповідних винаходу Прикладах 1-4 даного винаходу і у Відповідних винаходу Прикладах 6-7 даного винаходу. [0159] Для Відповідного винаходу Прикладу 8 даного винаходу також виміряли різницю між крутним моментом на межі текучості і крутним моментом на заплечику таким же методом, як у Відповідному винаходу Прикладі 6 даного винаходу. Результат показаний в рядку для Відповідного винаходу Прикладу 8 даного винаходу в Таблиці 2. Коли різницю між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 3 даного винаходу приймають за 100, різниця між крутним моментом на межі текучості і крутним моментом на заплечику у Відповідному винаходу Прикладі 6 даного винаходу становить 180, показуючи чудову характеристику надмірного крутного моменту. [0160] [Порівняльний Приклад 1] На поверхні ніпеля і поверхні муфти нарізного з'єднання, виконаного з вуглецевої сталі, яка була такою ж, як сталь, використана у Відповідному винаходу Прикладі 1 даного винаходу, виконали наступну поверхневу обробку. [0161] Поверхню ніпеля піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього занурили на 10 хвилин в цинк-фосфатний розчин при температурі від 75 до 85 °C, з утворенням цинк-фосфатного покриття з товщиною 10 мкм (поверхнева шорсткість 8 мкм). Поверхню муфти піддали чистовій обробці на шліфувальному станку (поверхнева шорсткість 3 мкм), і після цього занурили на 10 хвилин в марганецьфосфатний розчин при температурі від 80 до 95 °C з утворенням марганець-фосфатного покриття (поверхнева шорсткість 10 мкм) з товщиною 12 мкм. [0162] Композицію для формування твердого мастильного покриття, що має нижченаведений склад, нагрівали до температури 130 °C всередині резервуара, оснащеного перемішувальним пристроєм, щоб привести композицію в розплавлений стан, що має придатну для нанесення покриття в'язкість, і після того, як поверхня ніпеля і поверхня муфти, які були піддані вищеописаній попередній кондиціонувальній обробці, були попередньо нагріті до температури 140 °C індукційним нагріванням, композицію для формування твердого мастильного покриття, описану у Відповідному винаходу Прикладі 1 даного винаходу в Таблиці 1, що має базову смолу в розплавленому стані, нанесли як на поверхню ніпеля, так і на поверхню муфти, з використанням розбризкувача, який має розпилювальну головку з функцією підтримування температури. Після охолоджування на поверхні ніпеля і на поверхні муфти сформувалося тверде мастильне покриття, яке має середню товщину 50 мкм. [0163] Композицію, відповідну "Прикладу", описаному на сторінці 18 Патентного Документа 3, використовували як склад композиції для формування мастильного покриття в Порівняльному Прикладі 1. [0164] Для Порівняльного Прикладу 1 проводили випробування на багаторазові згвинчування і розгвинчування нарізного з'єднання таким же шляхом, як у Відповідному винаходу Прикладі 1 даного винаходу. Результати показані в рядку для Порівняльного Прикладу 1 в Таблиці 2. Хоча фрикційна корозія не виникала до третього згвинчування, невелика фрикційна корозія виявлялася на нарізних частинах при четвертому згвинчуванні, і ця фрикційна корозія була відремонтована, і випробування було продовжене до п'ятого згвинчування. Однак на шостому згвинчуванні фрикційна корозія виникала до такого ступеню, що не могла б бути усунута, і тому випробування було припинене. [0165] Було знайдено, що зі стандартним твердим мастильним покриттям, як використовуваних у Порівняльному Прикладі 1, навіть якщо випробування на згвинчування і розгвинчування могло б бути виконане 5 разів при температурі навколишнього середовища (від -10 до 30 °C), ця характеристика значно знижувалася при -40 °C. Крім того, хоча практично не виникало проблем відносно випробування в соляному тумані, невелика кількість іржі виникала до моменту 1000 годин. Тобто, було виявлено, що винахід згідно з даною заявкою також значно поліпшує характеристику опору корозії в порівнянні з прототипом. Також було показано, що адгезійна міцність у випробуванні на зсув була значно нижчою, ніж у відповідних винаходу 28
ДивитисяДодаткова інформація
Назва патенту англійськоюSolid lubricant coating composition, threaded joint for pipes comprising solid lubricant coating formed using said composition, and production method for said threaded joint for pipes
Автори англійськоюGoto, Kunio
Автори російськоюГото Кунио
МПК / Мітки
МПК: C10M 125/30, F16L 15/04, C10M 169/04, C10M 147/00, C10M 107/26, C10N 40/20, C10M 107/02, C10N 50/08, C10M 109/00
Мітки: спосіб, включає, трубопроводу, яке, з'єднання, сформоване, трубі, композиції, нарізного, композиція, виготовлення, покриття, тверде, твердого, мастильне, нарізне, мастильного
Код посилання
<a href="https://ua.patents.su/42-114695-kompoziciya-dlya-tverdogo-mastilnogo-pokrittya-narizne-zehdnannya-dlya-trubi-abo-truboprovodu-yake-vklyuchaeh-tverde-mastilne-pokrittya-sformovane-z-kompozici-i-sposib-vigotovlenny.html" target="_blank" rel="follow" title="База патентів України">Композиція для твердого мастильного покриття, нарізне з’єднання для труби або трубопроводу, яке включає тверде мастильне покриття, сформоване з композиціїї, і спосіб виготовлення нарізного з’єднання</a>
Композиція для утворення твердого покриття і трубне нарізне з’єднання
Номер патенту: 113996
Опубліковано: 10.04.2017
Автор: Гото Куніо
МПК: C10M 147/00, C10N 40/00, C10M 149/18, C09D 7/12, C10M 145/20, F16L 15/04, C10M 173/02, C09D 163/00, C09D 179/08, C10N 30/12, C09D 201/00, C10N 30/00, C09D 201/04
Мітки: трубне, утворення, покриття, твердого, композиція, нарізне, з'єднання
Формула / Реферат:
1. Композиція для утворення твердого покриття, утвореного на поверхні контакту щонайменше одного ніпеля і муфти трубного нарізного з'єднання, що міститьзмішаний розчинник, що включає в себе воду і диполярний апротонний розчинник, і порошкоподібну органічну смолу, яка частково розчинна щонайменше в диполярному апротонному розчиннику,причому порошкоподібна органічна смола наявна в розчиненому або диспергованому в змішаному...
Високогерметичне нарізне з’єднання нафтопромислових труб (варіанти) і спосіб виготовлення нарізного з’єднання цих труб (варіанти)
Номер патенту: 81459
Опубліковано: 10.01.2008
Автори: Поярков Владімір Грігорьєвіч, Ємєльянов Алєксєй Вікторовіч, Уразов Ніколай Васільєвіч, Пумпянскій Дмітрій Алєксандрові, Сємін Владімір Івановіч, Сємєріков Константін Анатольєв, Фартушний Ніколай Івановіч, Жаров Владімір Ніколаєвіч, Марченко Леонід Грігорьєвіч
МПК: E21B 17/042
Мітки: нафтопромислових, труб, нарізне, варіанти, цих, високогерметичне, нарізного, з'єднання, виготовлення, спосіб
Формула / Реферат:
1. Високогерметичне нарізне з'єднання труб, що включає охоплювану і охоплюючу трубчасті деталі з конічними або циліндричними нарізками і упорними торцями, зовнішню і внутрішню ущільнювальні поверхні, яке відрізняється тим, що на внутрішній поверхні охоплюючої деталі з боку її вільного торця виконана ділянка конусної форми, яка є фаскою і на якій виконаний схід різі, при цьому поверхня зазначеного торця виконана конусною з ухилом у бік...
Спосіб одержання твердого палива та тверде паливо
Номер патенту: 95423
Опубліковано: 25.07.2011
Автори: Циганков Іван Юрійович, Сагалевич Марат Олександрович
Мітки: твердого, одержання, паливо, спосіб, тверде, палива
Формула / Реферат:
1. Спосіб виготовлення твердого палива, що включає подрібнення і сушіння матеріалу рослинного походження, змішування матеріалу рослинного походження і зв'язуючого, формування паливних форм під тиском, який відрізняється тим, що як зв'язуюче використовують пластмасові відходи, які здатні при підвищенні тиску плавитися, чим забезпечують утворення захисної плівки, зони міцного з'єднання і внутрішньої пористої серцевини при формуванні паливних...
Нарізне з’єднання для труб та спосіб поверхневої обробки нарізного з’єднання
Номер патенту: 96872
Опубліковано: 12.12.2011
Автори: Мацумото Кеісі, Імаі Рюіті, Ре Стефані, Гото Куніо, Камімура Такаюкі, Такахасі Масару, Івамото Мітіхіко
МПК: C09D 5/08, C09D 201/00, B05D 7/24, F16L 15/04
Мітки: труб, обробки, нарізне, спосіб, нарізного, з'єднання, поверхневої
Формула / Реферат:
1. Нарізне з'єднання для труб, утворене ніпелем і муфтою, кожний(-а) з яких має контактну поверхню, що містить нарізну ділянку і безнарізну металеву контактну ділянку,яке відрізняється тим, що контактна поверхня муфти має тверде змащувальне покриття із пластичними або в'язкопластичними реологічними властивостями, як самий верхній шар, а контактна поверхня ніпеля має тверде корозійностійке покриття, основане на отверджуваному...
Спосіб одержання твердого палива та тверде паливо
Номер патенту: 95421
Опубліковано: 25.07.2011
Автори: Циганков Іван Юрійович, Сагалевич Марат Олександрович
Мітки: спосіб, палива, паливо, твердого, одержання, тверде
Формула / Реферат:
1. Спосіб виготовлення твердого палива, що включає подрібнення і сушіння опалого листя, змішування опалого листя і зв'язуючого, формування паливних форм під тиском, який відрізняється тим, що як зв'язуюче використовують пластмасові відходи, які здатні при підвищенні тиску плавитися, чим забезпечують утворення захисної плівки, зони міцного з'єднання і внутрішньої пористої серцевини при формуванні паливних форм під тиском, причому пластмасові...
Попередній патент: Сонцезахисний рухомий пристрій “сонячний скейт”
Наступний патент: Літак для порятунку пасажирів і/або вантажів при аварійній ситуації зі зменшеним часом стоянки в аеропорту та транспортний засіб для його реалізації
Випадковий патент: Універсальна безколекторна обертова електрична машина