Будівельна панель (варіанти) і спосіб її виготовлення
Номер патенту: 98825
Опубліковано: 25.06.2012
Автори: Хоканссон Ніклас, Якобссон Ян, Буке Едді, Ліндгрен Кент, Зієглер Йєран, Перван Дарко
Формула / Реферат
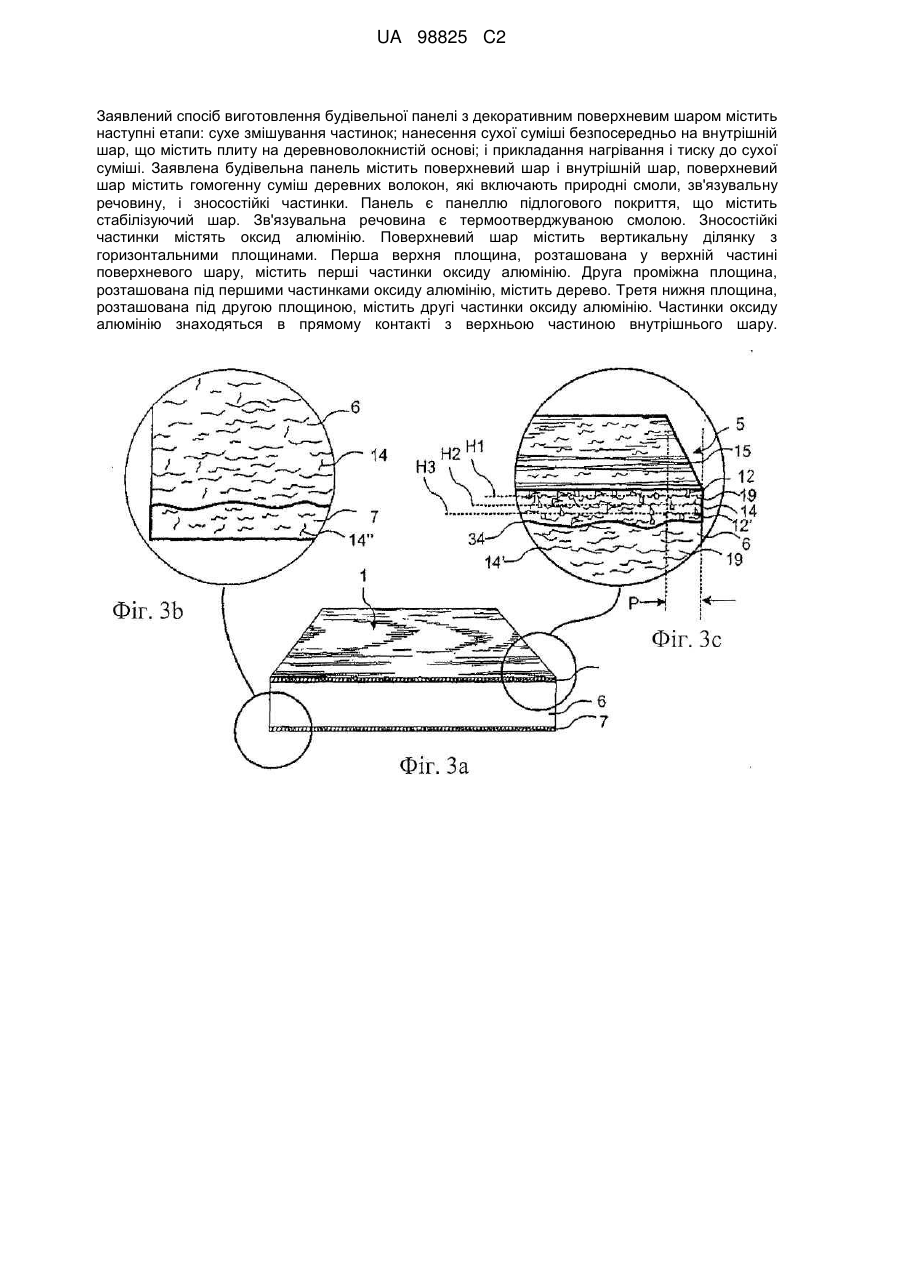
1. Будівельна панель, яка містить поверхневий шар (5) і внутрішній шар (6), причому внутрішній шар містить деревні волокна (14), а поверхневий шар (5) містить по суті гомогенну суміш, що складається з деревних волокон (14), які містять природні смоли, зв'язувальної речовини (19) і зносостійких частинок (12), причому деревні волокна (14) в поверхневому шарі (5) є неочищеними і містять природні смоли, такі як лігнін, при цьому панель є панеллю підлогового покриття, що містить стабілізуючий шар (7), зв'язувальна речовина (19) є термоотверджуваною смолою, і зносостійкі частинки (12) містять оксид алюмінію, причому частинки (12') оксиду алюмінію знаходяться в безпосередньому контакті з верхньою частиною внутрішнього шару (6).
2. Будівельна панель за п. 1, в якій внутрішній шар (6) є плитою, наприклад деревноволокнистою плитою високої щільності (ХДФ) або деревностружковою плитою, при цьому поверхневий шар (5) додатково містить кольорові пігменти (15), і деревні волокна (14) в поверхневому шарі (5) містять волокна матеріалу одного типу з внутрішнім шаром (6).
3. Будівельна панель за п. 1 або 2, в якій зв'язувальна речовина (19) містить меламінову смолу.
4. Будівельна панель за п. 3, в якій зносостійкі частинки (12) зв'язані з деревними волокнами (14) в поверхневому шарі (5) меламіновою смолою.
5. Будівельна панель за будь-яким з пп. 1-4, в якій поверхневий шар (5) містить вертикальну ділянку (Р) з трьома горизонтальними площинами (Н1, Н2, Н3), що проходять паралельно основній площині панелі (1), при цьому перша верхня площина (Н1), розташована у верхній частині поверхневого шару (5), містить перші частинки (12) оксиду алюмінію, друга проміжна площина (Н2), розташована під першими частинками (12) оксиду алюмінію, містить деревину, і третя нижня площина (Н3), розташована під другою площиною (Н2), містить другі частинки (12') оксиду алюмінію.
6. Будівельна панель за будь-яким з попередніх пунктів, в якій ваговий вміст частинок оксиду алюмінію в поверхневому шарі (5) знаходиться в діапазоні від близько 5 % до близько 30 % від загальної ваги поверхневого шару.
7. Будівельна панель за будь-яким з попередніх пунктів, в якій ваговий вміст частинок оксиду алюмінію в поверхневому шарі (5) становить щонайменше 100 г/м2.
8. Будівельна панель за будь-яким з попередніх пунктів, в якій внутрішній шар (6) є деревноволокнистою плитою високої щільності (ХДФ).
9. Будівельна панель за будь-яким з попередніх пунктів, в якій внутрішній шар (6) є деревностружковою плитою.
10. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) додатково містить відбиток, що проходить в поверхні під верхніми зносостійкими частинками (12).
11. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить оброблені щіткою ділянки з різним волокнистими структурами.
12. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить оброблені щіткою ділянки з різною зносостійкістю.
13. Будівельна панель за будь-яким з попередніх пунктів, в якій деревні волокна (14) поверхневого шару (5) є меншими ніж 1 мм.
14. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить деревні волокна (14) у формі порошку, який є меншим ніж 0,5 мм.
15. Будівельна панель за будь-яким з попередніх пунктів, в якій кромка панелі містить систему (4, 4') механічного з'єднання для з'єднання панелей з аналогічними іншими панелями, при цьому така система з'єднання виконана у внутрішньому шарі (6).
16. Спосіб виготовлення будівельної панелі (1) з декоративним поверхневим шаром, що включає наступні етапи:
- сухе змішування частинок, що містять деревні волокна (14), що включають природні смоли, зв'язувальні речовини з термоотверджуваної смоли (19), кольорові пігменти (15) і дрібні зносостійкі частинки (12) оксиду алюмінію, для одержання сухої суміші;
- нанесення сухої суміші безпосередньо на внутрішній шар (6), що містить плиту на деревноволокнистій основі; і
- прикладання нагрівання і тиску до сухої суміші, таким чином формуючи її в декоративний поверхневий шар будівельної панелі.
17. Спосіб за п. 16, в якому панель є панеллю підлогового покриття.
18. Спосіб за п. 17, в якому плита на деревноволокнистій основі є деревноволокнистою плитою високої щільності (ХДФ).
19. Спосіб за п. 18, в якому плита на деревноволокнистій основі є деревностружковою плитою.
20. Спосіб за будь-яким з пп. 16-19, що додатково включає попереднє пресування перед остаточним пресуванням.
21. Спосіб за будь-яким з пп. 16-20, що додатково включає операцію друку перед остаточним пресуванням.
22. Спосіб за будь-яким з пп. 16-21, що включає верстатну обробку, яка включає формування будівельної панелі в панель підлогового покриття (1) з системами (4, 4') механічного з'єднання на протилежних кромках.
23. Спосіб за п. 16, що додатково включає наступні етапи:
- розташування внутрішнього шару (6) на стабілізуючому шарі (7), що містить деревні волокна і зв'язувальну речовину; і
- прикладання нагрівання і тиску до трьох шарів, що містять поверхневий шар, внутрішній шар (6) і стабілізуючий шар (7).
24. Спосіб за п. 23, що включає застосування стабілізуючого шару (7) з більш високою щільністю, ніж у внутрішньому шарі (6).
25. Спосіб за будь-яким з пп. 16-24, в якому частинки (12') оксиду алюмінію сухої суміші знаходяться в безпосередньому контакті з верхньою частиною внутрішнього шару (6).
26. Будівельна панель, що містить поверхневий шар (5) і внутрішній шар (6), що містить деревні волокна (14), де поверхневий шар містить по суті гомогенну суміш деревних волокон (14), які включають природні смоли, зв'язувальної речовини (19), і зносостійких частинок (12), де панель є панеллю підлогового покриття, що містить стабілізуючий шар (7), де зв'язувальна речовина (19) є термоотверджуваною смолою, і де зносостійкі частинки (12) містять оксид алюмінію, при цьому поверхневий шар (5) містить вертикальну ділянку (Р) з горизонтальними площинами (Н1, Н2, Н3), що проходять паралельно основній площині панелі (1), причому перша верхня площина (Н1), розташована у верхній частині поверхневого шару (5), містить перші частинки (12) оксиду алюмінію, друга проміжна площина (Н2), розташована під першими частинками (12) оксиду алюмінію, містить деревину, і третя нижня площина (Н3), розташована під другою площиною (Н2), містить другі частинки (12) оксиду алюмінію, причому частинки (12) оксиду алюмінію знаходяться в прямому контакті з верхньою частиною внутрішнього шару (6).
Текст
Реферат: Заявлена будівельна панель містить поверхневий шар і внутрішній шар, причому внутрішній шар містить деревні волокна, а поверхневий шар містить гомогенну суміш, що складається з деревних волокон, які містять природні смоли, зв'язувальної речовини і зносостійких частинок. Деревні волокна в поверхневому шарі є неочищеними і містять лігнін. Панель є панеллю підлогового покриття, що містить стабілізуючий шар, зв'язувальна речовина є термоотверджуваною смолою, і зносостійкі частинки містять оксид алюмінію. Частинки оксиду алюмінію знаходяться в прямому контакті з верхньою частиною внутрішнього шару. UA 98825 C2 (12) UA 98825 C2 Заявлений спосіб виготовлення будівельної панелі з декоративним поверхневим шаром містить наступні етапи: сухе змішування частинок; нанесення сухої суміші безпосередньо на внутрішній шар, що містить плиту на деревноволокнистій основі; і прикладання нагрівання і тиску до сухої суміші. Заявлена будівельна панель містить поверхневий шар і внутрішній шар, поверхневий шар містить гомогенну суміш деревних волокон, які включають природні смоли, зв'язувальну речовину, і зносостійкі частинки. Панель є панеллю підлогового покриття, що містить стабілізуючий шар. Зв'язувальна речовина є термоотверджуваною смолою. Зносостійкі частинки містять оксид алюмінію. Поверхневий шар містить вертикальну ділянку з горизонтальними площинами. Перша верхня площина, розташована у верхній частині поверхневого шару, містить перші частинки оксиду алюмінію. Друга проміжна площина, розташована під першими частинками оксиду алюмінію, містить дерево. Третя нижня площина, розташована під другою площиною, містить другі частинки оксиду алюмінію. Частинки оксиду алюмінію знаходяться в прямому контакті з верхньою частиною внутрішнього шару. UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід, загалом, стосується зони панелей на основі деревних волокон зі зносостійкою поверхнею для будівельних панелей, переважно, панелей підлогових покриттів. Винахід стосується будівельних панелей з такою зносостійкою поверхнею і способів виробництва таких панелей. Даний винахід особливо прийнятний для використання в плаваючих підлогах, які виконують з панелей підлоги з деревноволокнистим внутрішнім шаром і декоративною зносостійкою поверхнею. Наступний опис методики, проблем відомих систем і задач і ознак винаходу повинен бути, як не обмежувальний приклад, націлений, крім іншого, на дану галузь застосування і, зокрема на підлогові покриття, аналогічні традиційним плаваючим підлоговим покриттям з ламінату на деревноволокнистій основі. Винахід не виключає підлог, приклеєних до чорної підлоги. Потрібно підкреслити, що винахід можна використовувати в панелях або в поверхневому шарі, наприклад, що приклеюється на внутрішній шар. Винахід також можна використовувати, наприклад, в стінових панелях, стелях, компонентах меблів і т.п. Є можливим навіть виробництво компонентів, які можуть, наприклад, замінювати компоненти з металу і пластика, загалом, використовувані в промисловості, наприклад автомобільні компоненти. Такі компоненти можна виробляти з поліпшеною формою і властивостями. Зносостійкість, ударна стійкість, тертя і структура витрат можуть бути порівнянні або бути кращими, ніж в інших звичайних матеріалів. Ламіновані підлогові покриття на деревноволокнистій основі прямого пресування звичайно містять внутрішній шар з 6-12 мм деревноволокнистої плити, верхній декоративний поверхневий шар ламінату товщиною 0,2 мм і нижній стабілізуючий шар товщиною 0,2 мм ламінату, пластика, паперу або т.п. матеріалу. Поверхня ламінату, загалом, містить два паперових листи, надрукований декоративний папір товщиною 0,1 мм і прозорий шар товщиною 0,05-0,1 мм покриття паперу, укладений зверху декоративного паперу і призначений для захисту декоративного паперу від стирання. Друк на декоративному непрозорому папері має товщину тільки близько 0,01 мм. Прозоре покриття, виконане з очищених волокон -целюлози, містить дрібні тверді і прозорі частинки оксиду алюмінію. Очищені волокна є дуже довгими, близько 2-5 мм, що додає покриттю паперу необхідну міцність. Для одержання прозорості всі природні смоли, присутні у вихідних деревних волокнах, видалені і застосовані частинки оксиду алюмінію в кожному тонкому шарі зверху декоративного паперу. Поверхневий шар підлоги з ламінату відрізняється тим, що декоративні властивості і зносостійкість, загалом, одержані за допомогою двох окремих шарів, що знаходяться один над іншим. Надрукований декоративний папір і покриття імпрегнують меламіновою смолою і ламінують на внутрішній шар деревноволокнистої основи під нагріванням і тиском. Дрібні частинки оксиду алюмінію можуть мати розмір в діапазоні 20-100 мікрон. Частинки можна вводити в поверхневий шар декількома способами. Наприклад, їх можна вводити до складу пульпи у час виготовлення паперу покриття. Їх також можна напилювати на мокрий лак під час процедури імпрегнування покриття або вводити до складу лаку, використовуваного для імпрегнування покриття. Шар зношення може бути також виготовлений без целюлозного покриття. У такому випадку меламінову смолу і частинки оксиду алюмінію накладають як шар лаку безпосередньо на декоративний папір способами, аналогічними описаним вище. Такий шар зношення, загалом, називають рідким покриттям. При такому способі виробництва можна одержувати дуже зносостійку поверхню, і даний тип поверхні, в основному, використовують в ламінатних підлогових покриттях, але його також можна використовувати в меблевих компонентах і аналогічних варіантах практичного застосування. Високоякісні ламінатні підлогові покриття мають зносостійкість 4000-6000 циклів, що відповідає класам АС4 і АС5 по стиранню, виміряному за допомогою Taber Abraser згідно зі стандартом міжнародної організації по стандартизації (ISO). Також відомо, що зносостійкість покритої лаком дерев'яної поверхні можна значно поліпшити введенням частинок оксиду алюмінію в прозорий лак, що покриває дерев'яну поверхню. Найчастіше використовуваним матеріалом внутрішнього шару в підлогових покриттях з ламінату є деревноволокниста плита високої щільності і хорошої стабільності, звичайно яка називається деревноволокнистою плитою високої щільності ХДФ. У деяких випадках використовують як внутрішній шар деревноволокнисту плиту середньої щільності МДФ. Інші матеріали внутрішнього шару, такі як картон, також використовують. 1 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Деревноволокнисту плиту високої щільності ХДФ виробляють таким чином: лісоматеріал, такий, наприклад як сосна, модрина або ялина перероблюють в деревну стружку і потім розчленовують на волокна в млині. Волокна потім змішують зі зв'язувальною речовиною і піддають впливу високого тиску і температури для утворення плити. У наступному тексті, видима поверхня змонтованої панелі підлоги називається «лицьова сторона», а протилежна сторона панелі підлоги, повернена до чорної підлоги, називається «тильна сторона». Листовий матеріал, який складає основну частину панелі і який створює необхідну стабільність панелі, називають «внутрішнім шаром». Коли внутрішній шар покритий поверхневим шаром, найближчим до лицьової сторони і, переважно, також стабілізуючим шаром, найближчим до тильної сторони, він утворює напівфабрикат, який називається «плита підлогового покриття» або «елемент підлогового покриття», у випадку якщо напівфабрикат в подальшій операції розділюють на множину елементів підлогового покриття. Коли елементи підлогового покриття піддають верстатній обробці вздовж кромок для одержання їх кінцевої форми з системою з'єднання, їх називають «панелі підлогового покриття». «Поверхневими шарами» позначають всі шари, які надають панелі декоративних властивостей і її зносостійкість і що накладаються на внутрішній шар, найближчий до лицьової сторони, з покриттям, переважно, всієї лицьової сторони плити підлогового покриття. «Декоративним поверхневим шаром» позначають шар, в основному призначений надавати підлозі її декоративного вигляду. «Шар зношення» стосується шару, який в основному виконаний з можливістю збільшення довговічності лицьової сторони. «Горизонтальною площиною» позначають площину, яка проходить паралельно зовнішній частині поверхневого шару. Термін «горизонтально» означає паралельно горизонтальній площині, а «вертикально» означає перпендикулярно горизонтальній площині. «Вгору» означає до лицьової сторони і «вниз» означає до тильної сторони. Зносостійкий прозорий шар, використовуваний в підлогах багатьох конструкцій, особливо підлогах з ламінату, загалом, наносять зверху на надрукований декоративний папір або зверху на надруковану декоративну поверхню, укладену на внутрішній шар на деревноволокнистій основі. Декоративний шар руйнується після зношення тонкого і прозорого захисного шару зношення. Зносостійкість такої підлоги в багатьох варіантах практичного застосування є недостатньою, особливо в магазинах, готелях, ресторанах і на аналогічних площах. Основною причиною є те, що люди ходять по підлозі з піском на підошвах взуття. Декоративний шар підлоги з ламінату часто руйнується за дуже короткий період часу, особливо на площах поблизу входу й інших площах інтенсивного руху і зношення, таких як коридори. Підлоги з ламінату не можуть досягнути зносостійкості, аналогічній кам'яним підлогам або підлогам, виконаним з керамічної плитки. Лінолеум є добре відомим підлоговим покриттям, виконаним з отвердженної льняної олії в комбінації з деревним борошном, пробковим пилом, крейдою і кольоровими пігментами. Він має суцільний поверхневий шар, що поєднує в собі декоративні ознаки і зносостійкість. Однак дана підлога має декілька недоліків. Стійкість до динамічних навантажень і зносостійкість є низькою і важко створювати вдосконалені зразки. Вартість виробництва також дуже висока. Декілька способів використовують для збільшення зносостійкості підлогового покриття з ламінату, і всі вони основані на принципі включення більшої кількості зносостійких частинок, таких як частинки оксиду алюмінію, у верхній прозорий шар над надрукованим папером або надрукованою структурою. Головним недоліком даного способу є те, що надрукована структура стає менш чіткою, оскільки товсте покриття створює сірий шар, що не є повністю прозорим. Також відомий спосіб пресування декількох прозорих покриттів зверху декоративного паперу для утворення шару зносостійкої поверхні, і такі багатокомпонентні покриття також можуть мати друкарський малюнок на своїй нижній частині. Структури можна координувати, так - що коли верхній шар зноситься, нижній прозорий шар захищає друкарський малюнок. Внаслідок неконтрольованого набухання покриття під час імпрегнування, дуже складно створювати привабливий і зносостійкий поверхневий шар. Інший недолік полягає в тому, що такі багатошарові покриття також дають сірий колір і менш чіткий малюнок структури, створюють більше натягнення і поверхню, більш чутливу до змін вологості. Підлогові покриття з ламінату мають багато позитивних властивостей і є більш рентабельними у виробництві, ніж багато які інші типи підлогових покриттів, такі як дерев'яні підлогові покриття і кам'яні підлогові покриття. З часу винаходу такого підлогового покриття в березні 1977 р. зроблено багато удосконалень. Виробництво, разом з тим, все ще є капіталомістким і містить багато етапів, таких як: 1. Виготовлення деревноволокнистої плити високої щільності ХДФ. 2 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 2. Шліфування деревноволокнистої плити високої щільності ХДФ для створення рівної поверхні. 3. Виготовлення декоративного паперу. 4. Друк на декоративному папері. 5. Виготовлення поверхневих шарів. 6. Імпрегнування декоративного паперу. 7. Імпрегнування поверхневих шарів. 8. Пресування декоративного паперу і покриття на внутрішній шар з ХДФ і утворення плити підлогового покриття. 9. Розділення плити підлогового покриття на окремі елементи підлогового покриття. 10. Верстатна обробка країв панелей підлогового покриття для утворення з'єднувальної системи. Велику перевагу могло б створити видалення деяких з вказаних етапів виготовлення. Відомо, що надрукований папір в панелі підлоги з ламінату можна замінити цифровим або прямим друком на поверхні внутрішнього шару з ХДФ. Однак якість таких підлогових покриттів з прямим друком поступається за якістю друку на традиційному декоративному папері, використовуваному в підлогових покриттях з ламінату, і ніяких суттєвих поліпшень за вартістю при цьому не вдається досягнути. Надрукований шар захищений традиційним покриттям або шаром покриття з прозорим зносостійким шаром. Зносостійкість і стійкість до динамічних впливів, загалом, не характерна для традиційних підлогових покриттів з ламінату. Підлогові покриття з ламінату можна виготовляти з вдосконаленим дизайном, в якому надрукований малюнок скоординований з тисненою структурою поверхні. Тиснення виконують під час ламінування при пресуванні поверхні на сталевому листі з тисненою структурою. При цьому потрібне точне встановлення сталевого листа і друкованого паперу в задане положення. Необхідність використання спеціальних камер для одержання установлення в потрібне положення і неконтрольоване набухання декоративного паперу під час імпрегнування створюють головні проблеми. Глибина тиснення обмежена можливостями паперу, який може ушкоджуватися при виконанні тиснення гострими кромками або при глибині, що перевищує декілька десятих міліметра. Тиснені поверхні, що є аналогічними нешліфованій кам'яній поверхні або вручну відцикльованій деревній поверхні, або глибокі пази, які можна використовувати для виконання скосів в панелях, неможливо виконати при існуючій технології пресування з раціональною структурою витрат, з підтримкою даних технічних властивостей і дизайну. Підлогові покриття на деревноволокнистій основі, аналогічні підлоговим покриттям з ламінату і підлогові покриття з прямим друком можуть захопити значну частинку ринку, якщо стане можливим збільшення зносостійкості і стійкості до динамічних навантажень, якщо один або декілька етапів виготовлення стане можливим виключити і якщо будуть одержані більш привабливі зразки дизайну. У цьому зв'язку можна згадати документ DE 20214532. Даний документ розкриває покривну пластину для будівельних інтер'єрів, зокрема для покриття підлог, стін та стель. Покривна пластина місить внутрішній шар з МДФ або ХДФ і поверхневий шар нетканого мату, що складається з відновлюваних сировинних матеріалів, особливо, з коноплі, льону, олійної лляної пряжі, джгута, сизалю тощо. Згідно з цим документом укладання може бути виконане за допомогою розсіювання порошку меламінової смоли з антиабразивними частинками на нетканому маті. GB 984170 розкриває спосіб виготовлення деревостружкової плити, що має гладку поверхню, яка підготовлена так, щоб мати безпосередньо віддрукований на ній малюнок. Задачі і суть винаходу Загалом, задачею варіантів здійснення винаходу є створення будівельних панелей, переважно панелей підлогового покриття, що мають кращі властивості і/або структуру витрат, ніж відомі будівельні панелі. Першою задачею варіантів здійснення винаходу є створення панелі на основі деревних волокон, переважно панелі підлогового покриття, з шаром зношення, що має більш високу зносостійкість і, переважно, також більш високу стійкість до динамічного впливу, ніж у існуючих підлогових покриттів на деревноволокнистій основі. Другою задачею варіантів здійснення винаходу є створення підлогового покриття на основі деревних волокон і способу виготовлення для виготовлення такого підлогового покриття, яким панель підлогового покриття виробляти більш економічно, ніж відомі типи підлогового покриття, і де один з декількох етапів виготовлення виконують більш економічно ефективно або повністю виключають. 3 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Третьою задачею варіантів здійснення винаходу є створення підлогового покриття на основі деревних волокон з новими привабливими особливостями дизайну, які переважно можна поєднувати з високої зносостійкістю і економічно ефективним виробництвом. Четвертою задачею варіантів здійснення винаходу є створення матеріалів внутрішнього шару і поверхневих шарів або комбінації поверхневого шару і внутрішнього шару, які можна використовувати для виготовлення панелей, переважно, панелей підлогового покриття, з більш переважною структурою витрат і/або дизайном і/або властивостями, наприклад, що стосуються зношення, динамічного впливу і шуму. Згідно з першим аспектом винаходу створена будівельна панель, що містить поверхневий шар і внутрішній шар, що містить деревні волокна. Поверхневий шар містить по суті гомогенну суміш деревних волокон, що містить природні смоли, зв'язувальну речовину і зносостійкі частинки. Варіанти здійснення винаходу мають декілька переваг по відношенню до відомої технології і особливо по відношенню до звичайних підлогових покриттів з ламінату. - Зносостійкий поверхневий шар, що є гомогенною сумішшю, можна виконати значно більш товстим, і досягається значно більш висока зносостійкість. - Нові й дуже передові декоративні ефекти можна одержувати за допомогою глибокого тиснення і окремих декоративних матеріалів, які можна включати до складу гомогенного поверхневого шару і координувати з тисненням. - 3 гомогенним поверхневим шаром збільшеної товщини і більш високої щільності можна досягнути збільшеної стійкості до динамічного впливу. - Гомогенний поверхневий шар може містити частинки, що позитивно впливають на властивість по відношенню до звуку і вологи. - Вартість виготовлення можна зменшити, оскільки можна використовувати більш дешеві матеріали і виключити декілька етапів виготовлення. Зносостійкі частинки є, переважно, частинками оксиду алюмінію. Іншими прийнятними матеріалами є, наприклад, двоокис кремнію або карбід кремнію. Загалом можна використовувати всі матеріали з твердістю 70 або вище за шкалою Роквела С. Варіанти здійснення винаходу дають перевагу в тому, що зносостійкий поверхневий шар, представлений гомогенною сумішшю, а не окремими шарами, можна виконати набагато більш товстим і з кращою в 5-10 разів зносостійкістю, ніж можна досягнути в існуючих підлогах з ламінату. Є можливим виконання зносостійкого поверхневого шару, де абразивний вплив на поверхню повинен тільки зменшувати товщину, наприклад, на 0,10 мм на кожні 10000 циклів впливу. 50,000 циклів впливу повинні тільки зменшити товщину на близько 0,5 мм, а зносостійкість і декоративні властивості повинні зберігатися на потрібному рівні. Зносостійкі частинки є, переважно, оксидом алюмінію, і зв'язувальна речовина, є, переважно, синтетичною термоотверджувальною смолою, такою, наприклад, як меламінова смола. Декоративний ефект можна одержувати за допомогою тільки деревних волокон, інших типів волокон і/або декоративних зносостійких частинок. Разом з тим, декоративні ефекти, в найбільш переважних варіантах здійснення одержують за допомогою кольорових пігментів, застосованих в гомогенному поверхневому шарі. Деревні волокна в поверхневому шарі, що містить природні смоли, наприклад, лігнін, можуть мати однаковий тип з використовуваними в деревноволокнистій плиті високої щільності (ХДФ), або в деревностружковій плиті. Тому вони є непроникними і непрозорими, як в листі паперу покриття. Вартість сировини для таких волокон набагато нижча, ніж для волокон -целюлози, де природні смоли видалені в процесі виробництва для одержання прозорості. Особливо переважним варіантом здійснення є панель підлогового покриття, що містить поверхневий шар і внутрішній шар на основі деревноволокнистої плити високої щільності (ХДФ) або деревностружкової плити. Поверхневий шар містить по суті гомогенну суміш деревних волокон, які містять природні смоли і що мають однаковий тип з волокнами, використовуваними в деревноволокнистій плиті високої щільності (ХДФ) або деревностружковій плиті, зв'язувальну речовину з синтетичної термоотверджувальної смоли, частинки оксиду алюмінію і кольорові пігменти. Як необмежувальний приклад можна згадати, що поверхневий шар може містити, наприклад, близько 25% (по вазі) оксиду алюмінію, близько 25% деревних волокон, близько 25% меламіноформальдегідної смоли і близько 25% кольорових пігментів. Поверхневий шар може мати товщину, наприклад, в діапазоні 0,1 мм-3 мм або навіть більше. Інші комбінації, природно, також можливі. Частинка меламіну може змінюватися, наприклад, між 10-35%. Вміст кольорових пігментів може бути дуже низьким, наприклад, тільки близько 0,1-5%. Процент зносостійких частинок може знаходиться в аналогічному діапазоні і може, наприклад, 4 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 змінюватися від декількох процентів до 35% і навіть вище. Суміш потрібно пристосовувати до необхідних властивостей і структур витрат. Зв'язувальні речовини загалом, вносять свій внесок в надання поверхні високої стійкості до динамічних впливів і вологостійкості, але вони є такими, що дуже дорого коштують. Деякі зносостійкі частинки також є такими, що дуже дорого коштують. Деревні волокна й інші волокна, загалом, є дуже дешевими, особливо при одержанні з вторинної сировини. Зносостійкі частинки, наприклад оксиду алюмінію, вносять тільки дуже обмежений внесок в стійкість до динамічного впливу підлогового покриття з ламінату, оскільки наносяться дуже 2 тонким шаром (0,1 мм), і їх вміст становить в основному тільки близько 10-30 г/м . Винахід разом з тим робить можливим використання набагато більшої кількості частинок в масивному гомогенному поверхневому шарі, і такі частинки можуть також значно збільшувати стійкість підлогового покриття до динамічного впливу. Зносостійкі частинки переважно невпорядковано розміщені в поверхневому шарі і скріплені в ньому оточуючими волокнами і зв'язувальними речовинами. Як необмежувальний приклад можна згадати, що 0,5-1,0 мм поверхневий шар 2 згідно з винаходом може містити, наприклад, 100-400 г/м зносостійких частинок і навіть більше. Очевидно, що нижньої межі не існує, і навіть дуже незначні кількості можуть бути достатніми в деяких варіантах практичного застосування, якщо такі частинки, щонайменше частково, включені до складу структури волокон. Зносостійкий і декоративний поверхневий шар можна виконати декількома альтернативними способами. Можливе виготовлення міцного поверхневого шару з незначними кількостями зносостійких частинок за допомогою, наприклад, збільшення вмісту зв'язувальної речовини і/або включення до складу волокон, переважно зносостійких волокон, які можна використовувати для заміни частини зносостійких частинок. Синтетичні волокна, наприклад, нейлонові волокна або мінеральні волокна, такі як скловолокно, можуть значно поліпшувати зносостійкість гомогенного матеріалу поверхневого шару. Згідно з другим аспектом винаходу створена будівельна панель, що містить поверхневий шар, з'єднаний з внутрішнім шаром, що містить деревні волокна. Поверхневий шар, що придає панелі декоративні ефекти і зносостійкість, є гомогенним шаром, що містить частини волокон, кольорові пігменти, зв'язувальну речовину і зносостійкі частинки. Деревні волокна в поверхневому шарі згідно з даним другим аспектом повністю або частково замінені іншими волокнами. Переважний варіант здійснення містить рослинні волокна, такі як, наприклад, волокна джуту, льону, льняної куделі, бавовни, пеньки, бамбука, тростинної макухи і сизалю, і такі волокна можна змішувати зі зносостійкими частинками, наприклад, оксиду алюмінію, для створення основаного на рослинних волокнах зносостійкого поверхневого шару. Синтетичні волокна, наприклад, нейлонові волокна або мінеральні волокна, такі як скловолокно можна також використовувати в конкретних переважних варіантах здійснення. Всі вищезазначені волокна можна змішувати разом, наприклад, деревні/бамбукові, нейлонові/скловолокно і т.д. Керамічні кульки можна змішувати з волокнами, наприклад, для збільшення теплоізоляції і звукопоглинання. Такі частинки можуть також бути вогнетривкими. Деревні волокна у внутрішньому шарі можна також частково або повністю замінювати синтетичними волокнами, мінеральними волокнами або рослинними волокнами, аналогічно описаному вище для поверхневого шару. Термоотверджувальні зв'язувальні речовини є переважними, але термопластичні зв'язувальні речовини можна також використовувати. Переважно мати однаковий тип зв'язувальної речовини у внутрішньому шарі і поверхневому шарі у всіх варіантах здійснення даного винаходу, але комбінації не виключені, наприклад термоотверджувальної зв'язувальної речовини у внутрішньому шарі і термопластичної зв'язувальної речовини в поверхневому шарі, або навпаки. Поверхневий шар, що містить зносостійкі частинки високої щільності, наприклад, оксиду алюмінію, де такі частинки розподілені по значній товщині поверхневого шару, наприклад, 0,21,0 мм, описаний вище, може мати, щільність вищу, ніж у існуючих поверхонь ламінату, особливо якщо такий шар також має високий вміст зв'язувальних речовин. 2 Такий поверхневий шар може мати щільність 1500-2000 кг/м або навіть вище і стійкість до динамічного впливу може бути значно вищою, ніж в традиційних підлогових покриттях з ламінату, де оксид алюмінію використовують тільки в дуже тонких чітко окреслених покриттях з товщиною менше 0,10 мм. Щільність може бути нижче, але, переважно, не повинна бути нижче 3 1000 кг/м . Достатню стійкість до динамічного впливу можна одержувати при високій щільності поверхневого шару, навіть при дуже м'якому матеріалі внутрішнього шару, такому як деревноволокниста плита середньої щільності (МДФ) або деревностружкова плита. Висока щільність може також надавати підлозі відчуття і звук, аналогічні реальній кам'яній підлозі. 5 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Внутрішній шар можна також виготовляти з високою щільністю, особливо якщо дрібні компактні волокна змішувати з великою кількістю зв'язувальних речовин і пресувати під високим тиском. Очевидно, що всі переважні варіанти здійснення першого аспекту можна комбінувати з переважними варіантами здійснення другого аспекту. Це означає, наприклад, що можна використовувати однакові тиски, час пресування, зв'язувальні речовини, волокна, зносостійкі частинки, склади матеріалів і т.д. Згідно з третім аспектом винаходу створений спосіб виготовлення, що містить наступні етапи: 1. Змішування частинок, що містять волокна або волокон зі зв'язувальними речовинами, кольоровими пігментами і зносостійкими частинками. 2. Впливи на частинки або волокна, кольорові пігменти, зв'язувальні речовини і дрібні зносостійкі частинки високим тиском і температурою з утворенням будівельної панелі. Даний спосіб виготовлення можна використовувати для виготовлення всіх варіантів здійснення винаходу. Спосіб виготовлення в переважному варіанті здійснення оснований на поверхневому шарі, що містить деревні волокна, оксид алюмінію і термоотверджувальну смолу, при цьому поверхневий шар виконують і з'єднують з деревноволокнистою плитою високої щільності (ХДФ) внутрішнього шару або деревностружковою плитою внутрішнього шару пресуванням, так що формується панель підлогового покриття. Даний переважний спосіб виготовлення містить наступні етапи: 1. Дерево перетворюють в стружку і потім перемелюють в деревні волокна. 2. Деревні волокна змішують з синтетичною термоотверджувальною смолою, кольоровими пігментами і частинками оксиду алюмінію. 3. Деревні волокна, кольорові пігменти, частинки оксиду алюмінію і синтетичну термоотверджувальну смолу наносять на поверхню деревноволокнистої плити високої щільності (ХДФ) або деревностружкової плити внутрішнього шару і піддають впливу високого тиску і температури з утворенням гомогенного і масивного поверхневого шару на внутрішньому шарі, так що утворюється панель підлогового покриття. Окремий стабілізуючий шар, наприклад, імпрегнованого паперу, можна переважно також застосовувати на тильній стороні внутрішнього шару під час пресування. Кольорові пігменти є переважними для створення привабливого дизайну. Природно можливе використання способу з виготовленням панелі без кольорових пігментів. Декоративний ефект можна одержувати тільки з різними волокнами або зносостійкими частинками. Оксид алюмінію можна, наприклад, виробляти різних кольорів. Сім з десяти етапів (2-8 згадані вище) виготовлення можна виключити, оскільки папір не використовують і ламінування не потрібне. Друк можна виконувати потоково в процесі виготовлення плити підлогового покриття. Зв'язувальною речовиною переважно є меламіноформальдегідна або сечовиноформальдегідна або фенолформальдегідна смола або комбінації даних смол. Тиск 2 переважно становить близько 300-800 Н/см , і температура може становити 120-220 градусів С. Час пресування може змінюватися, наприклад, від 20 секунд до 5 хвилин. Можливе використання дуже короткого часу пресування, наприклад, близько 10 секунд або коротше, особливо у варіантах здійснення, де дуже тонкий шар волокон наносять на деревноволокнисту плиту високої щільності (ХДФ) внутрішнього шару перед пресуванням. Термопластичні зв'язувальні речовини, такі як полівінілхлорид, поліетилен, поліпропілен і т.д. можна також використовувати. Інші можливості представляють, наприклад, природні смоли, такі як цукроза або лігнін. Спосіб виготовлення може переважно містити етап проміжного пресування, де волокна частково спресовують, але не отверджують. Друк або нанесення декоративних матеріалів можна виконувати між проміжним і остаточним пресуванням. Декоративні елементи можна також наносити після отвердження. Лазер можна, наприклад, використовувати для гравіювання поверхні і можна виконувати декоративні пази з видаленням поверхневого матеріалу до нижньої частини поверхні, що містить шар, який відрізняється кольором або дизайном від верхньої ділянки поверхневого шару. Додатково можна застосовувати нагрівання і тиск для зміни кольору або створення додаткового тиснення поверхні. Лазер можна також використовувати перед остаточним пресуванням для створення декоративних узорів і ефектів, таких як темні лінії або плями, наприклад, використовувані для імітації дерева або каменя. 6 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб можна використовувати для виготовлення плити підлогового покриття повністю. Спосіб можна також використовувати для виготовлення верхнього і/або нижнього шару, які наносяться на відому деревноволокнисту плиту або деревностружкову плиту внутрішнього шару, переважно деревноволокнисту плиту високої щільності (ХДФ) внутрішнього шару. Спосіб можна також використовувати для виготовлення індивідуальних елементів підлогового покриття і навіть готових панелей підлогового покриття, де кромки і навіть частини або повністю системи замкової фіксації можна виконувати під час пресування. Згідно з одним переважним варіантом здійснення панель повністю виготовляють на безперервній виробничій лінії, де волокна, зв'язувальні речовини, кольорові пігменти і зносостійкі частинки або волокна укладають, переважно, щонайменше трьома шарами з різними складами матеріалів для утворення панелі з внутрішнім шаром і поверхневим шаром. Переважний варіант здійснення, де з поверхневого шару і внутрішнього шару формують одне ціле, безперервним або переривчастим, але по суті однаковим пресуванням, називають «інтегрально виконаною панеллю» (IFP). Нижній шар або частина може бути стабілізуючим шаром, що містить по суті тільки деревні волокна і зв'язувальні речовини, виконані з можливістю стабілізування поверхневого шару. Стабілізуючий шар можна також наносити на окремий виготовлений попередньо матеріал, який можна наплавлять на внутрішній шар під час пресування. Його можна також використовувати як носій волокон при їх транспортуванні в прес. Середній шар або середня частина переважно є внутрішнім шаром, що містить тільки деревні волокна і зв'язувальні речовини, і верхній шар є поверхневим шаром, що містить деревні волокна, кольорові пігменти і зносостійкі частинки або хімікати. Шари переважно укладають і транспортують на конвеєрній стрічці і, якщо необхідно, попередньо пресують від первинної товщини, наприклад, 30-50 мм до проміжної товщини, наприклад, 10-20 мм. Потім можна наносити декоративний узор на потоковій лінії на попередньо спресовану поверхню, наприклад, пристроєм цифрового струменевого друку, що забезпечує проникнення фарби в попередньо спресовану поверхню. Плиту остаточно пресують з нагріванням і під тиском до товщини, наприклад, 4-10 мм в переважній операції безперервного пресування в кінці виробничої лінії, де, якщо необхідно, можна виконувати шліфування нижнього стабілізуючого шару для одержання точної товщини. Інтегрально виконану панель можна також виготовляти на виробничій лінії, що містить прес періодичної дії звичайного типу, звичайно використовуваний у виробництві підлогового покриття з ламінату. Внутрішній шар, поверхневий шар і переважно також стабілізуючий шар формують і з'єднують один з одним в пресі періодичної дії. Виготовлення можна, переважно, також виконувати способом у два етапи, де етапи одержання внутрішнього шару і поверхневого шару виконують в двох окремих операціях. Даний спосіб виготовлення називають «створенням поверхні на внутрішньому шарі» (SOC). Внутрішній шар з плити на деревноволокнистій основі, наприклад, деревноволокнистої плити високої щільності (ХДФ), деревноволокнистої плити середньої щільності (МДФ), деревностружкової плити, плити з орієнтованою плоскою стружкою, фанери і аналогічних листових матеріалів можна виготовляти звичайним способом. Нижній і/або верхній шар, що являє собою поверхневий шар і, якщо необхідно, також стабілізуючий шар, після цього наносять на внутрішній шар насипним обладнанням і шари можна перетворити в одне ціле з етапами, що надають поверхні її декоративних властивостей. Окремий стабілізуючий шар можна нанести на окремому етапі виготовлення. Внутрішній шар, переважно з верхнім і нижнім шарами потім пресують в пресі безперервної або періодичної дії так, що верхній поверхневий шар і, якщо необхідно, і стабілізуючий шар стверджуються і ламінуються на попередньо виготовлений внутрішній шар. Всі типи матеріалів внутрішнього шару можна використовувати, і спосіб є дуже прийнятним навіть для м'яких матеріалів внутрішнього шару і матеріалів внутрішнього шару з нерівними ділянками поверхні. Декоративний поверхневий шар може заповнювати нерівні ділянки поверхні у внутрішньому шарі і армувати внутрішній шар так, що одержують стійку до динамічного впливу панель з будь-яким видом декоративної поверхневої структури. На дану декоративну поверхню не впливає поверхня внутрішнього шару, як в традиційних підлогових покриттях з ламінату і з дерев'яним шпоном. Матеріал внутрішнього шару і верхнього поверхневого шару або нижнього стабілізуючого шару можна, згідно з переважним варіантом здійснення, також виробляти окремо в три виробничих етапи, і окремі шари можна з'єднувати з внутрішнім шаром, наприклад, склеюванням. Окремі деревні волокна або шар волокон, які можна використовувати в основному, як поверхневий шар, але звичайно, також як стабілізуючий шар, що називаються далі в даному документі «окремий поверхневий шар» (SSL), можна виробляти безперервним або перерваним 7 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 способом товщиною, наприклад, 0,3-2 мм. Такий поверхневий шар можна використовувати для заміни листів ламінату, фанерованих шпоном або шаром дерева в підлогових покриттях з дерева або ламінату, наприклад, з внутрішнім шаром з деревноволокнистої плити високої щільності (ХДФ), середньої щільності (МДФ), деревностружкових плит, фанери, дерев'яного настилу і т.п. Поверхневий шар може мати високу щільність і стійкість до динамічного впливу, навіть якщо він поєднаний з дуже м'якими матеріалами внутрішнього шару. Всі дані три базових варіанти здійснення, інтегрально виконана панель (IFP), створення поверхні на внутрішньому шарі (SOC) і окремий поверхневий шар (SSL) можна використовувати для виготовлення підлогового покриття, згідно з винаходом. Таке підлогове покриття в даній заявці, загалом, називається, підлоговим покриттям з волокнистого композиту (FCF). Його можна виробляти, як описано вище пресом безперервної або періодичної дії і етапи виготовлення можна частково поєднувати. Наприклад, можна виготовляти внутрішній шар і поверхневий шар або внутрішній шар і стабілізуючий шар в операції інтегрального виконання, аналогічній виготовленню інтегрально виконаної панелі (IFP) і наносити стабілізуючий шар або поверхневий шар на окремому етапі виготовлення, аналогічно створенню поверхні на внутрішньому шарі (SOC). Попереднє і остаточне отвердження також можна використовувати на різних проміжних етапах виготовлення. Декоративні властивості можна одержувати декількома способами. Поверхню в одному варіанті здійснення роблять декоративною кольорові пігменти, переважно змішані з деревними волокнами. Панель загалом може бути кольоровою. Альтернативно кольорові пігменти можна змішувати, наприклад, з деревними волокнами, зв'язувальними речовинами і зносостійкими частинками у верхньому шарі. Друкарський узор можна створювати на основному кольорі. Друк потрібно виконувати, переважно, перед остаточним пресуванням і отвердженням, і це повинно забезпечувати проникнення друку углиб волокон верхнього шару. Відбиток можна наносити таким способом, що він проходить на значну відстань, наприклад, 0,1-1,0 мм, у волокна верхнього шару після пресування. Можна використовувати вакуум для здійснення і спрямовування проникнення відбитка у волокна основи. Таким друком можна створювати дуже точні копії кам'яних і дерев'яних продуктів і зберігати узор, навіть коли поверхневий шар значно зношений. Можна створювати дуже довговічну декоративну зносостійку поверхню економічно ефективним способом. Тонкі і добре розподілені волокна в поверхневому шарі роблять можливими створення дуже чітких і точних зносостійких друкарських узорів. Декоративні ефекти можна також одержувати з досить м'якими окремими матеріалами, наприклад, різними типами волокон, стружкою або частинками дерева, тканин, пластика, пробки і т.п., які, якщо необхідно, можна змішувати з кольоровими пігментами і наносити, наприклад, насипаючи або екструдуючи, як виступаючі на поверхню волокна основи перед остаточним пресуванням. Волокна можна також використовувати для поліпшення механічних властивостей. Мінеральні волокна такі, наприклад, як скловолокно можуть збільшувати міцність і гнучкість, і поліпшувати теплостійкість і вогнестійкість. Природні волокна можуть також мати позитивний вплив на властивості. Зміни орієнтації волокон можна використовувати для збільшення декоративних ефектів. Окремі матеріали, нанесені на основну поверхню, повинні після пресування проникати у волокна основної поверхні. Проникнення можна дуже точно регулювати. Склад з твердого матеріалу повинен глибоко проникати в більш м'які основні волокна. Більш м'які окремі матеріали повинні сильніше стискуватися і розподілятися по поверхні більшої площі. Окремим матеріалам потрібно придавати, переважно, розмір і/або структуру і/або орієнтацію і/або оптичні властивості, що відрізняються від основних волокон і вони повинні автоматично створювати відповідність між необхідним узором і поверхневою структурою. Ефекти дизайну можна ще сильніше виділити, якщо окремі матеріали мають зносостійкість, яка відрізняється від основної волокнистої структури. Поверхню можна обробити щіткою і різні волокнисті структури повинні стати краще видні, як в підлоговому покритті з природного дерева або каменя. Аналогічний ефект можна одержати якщо фарба відбитка містить зносостійкі частинки, локально застосовувані під час процесу друку. Поверхня може містити частинки, які можуть набухати, розширюватися або давати усадку після пресування і, тим самим, створювати нерівну або тиснену поверхню. Всі дані ефекти дизайну можна підтримувати, коли поверхня піддається значному зношенню за тривалий час, оскільки матеріали проходять углиб поверхневого шару. Ефектів накладення друкарського узору можна уникнути. Спеціальні тверді зносостійкі і декоративні матеріали не на деревноволокнистій основі можуть також входити до складу поверхні наприклад, синтетичний алмазний порошок або алмазні частинки, переважно з розміром 0,01-0,10 мм. Такі алмазні частинки можуть також 8 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 збільшувати зносостійкість і поліпшувати властивості зчеплення підлоги. Іншими альтернативами є металевий порошок або пластівці, кам'яне борошно, керамічний порошок або частинки, пісок й інші аналогічні відомі декоративні матеріали. Наночастинки можна також включати в склад і, наприклад, використовувати для надання поверхні поліпшених властивостей відносно блиску, очищуваності, стійкості до ультрафіолету, зчеплення, зносостійкості і т.д. Традиційні способи, де поверхню притискують до тисненого сталевого листа або стрічки або паперової матриці для створення декоративних ефектів можна також використовувати. Перевага полягає в тому, що тиснення можна виконати набагато глибше, ніж в традиційному підлоговому покритті з ламінату, оскільки відсутній папір, який можна пошкодити під час ламінування. Можна виконати шви заливання розчину, пази і скоси на кромках або в частинах основної поверхні, і такі структури можуть мати тип дизайну, який відрізняється від основної поверхні або аналогічний йому. Пази можна частково або повністю заповнювати окремими матеріалами, описаними вище. Всі дані ефекти дизайну можна комбінувати. Винахід не виключає додаткові прозорі або непрозорі шари, покриття або т.п. зверху основної волокнистої структури. Ефект дизайну можна також використовувати незалежно у волокнистій панелі, що не містить зносостійких частинок або кольорових пігментів. У даному варіанті зносостійкість можна створювати тільки деревними волокнами і зв'язувальними речовинами. Всі дані ефекти дизайну, переважно, створюють способами, які відрізняються від відомої технології, де друк, і кольори проникають углиб переважно попередньо сформованого напівфабрикату поверхневого шару, або де окремі декоративні матеріали включені до складу основного поверхневого шару або нанесені на нього. Також можливо згідно з варіантами здійснення винаходу створювати блискучу поверхню, аналогічну існуючим ламінованим або покритим лаком поверхням. Винахід пропонує переваги, які полягають в тому, що таку поверхню можна полірувати або обробляти щіткою на додатковому етапі виготовлення для створення ще більш привабливої поверхні, або її можна полірувати декілька разів після установлення, наприклад, щітками, що містять тверді частинки, наприклад, алмазного порошку. Вихідну блискучу поверхню можна відтворювати навіть після декількох років інтенсивного зношення. Спеціальні декоративні ефекти і механічні властивості можна одержати з поверхневим шаром, що містить волокна деревини різних типів або комбінацій двох або більше видів деревини, наприклад, будь-яких комбінацій дуба, ясена, клена, сосни, ялини, берези, мербау або т.п. Даним різним деревним волокнам можна також надавати колір, обробляти їх нагріванням або модифікувати аналогічними способами перед застосуванням у поверхневому шарі. Передові декоративні ефекти можна одержати з волокнами і декоративними частинками, які можна наносити і встановлювати електростатично. Даний спосіб робить можливим, наприклад установлення і орієнтацію деревних волокон і створення структури, аналогічної наклеєному шпону. Силу тяжіння і повітряні потоки можна також використовувати для регульованого розподілу волокон і частинок. Пробковий матеріал у формі дрібних частинок або пилу можна також використовувати для часткової або повної заміни деревних волокон у всіх варіантах здійснення винаходу. Відомо, що пробку можна використовувати, як поверхневий або захисний шар в плиті підлогового покриття. Шари можна виконувати зі склеєних гранул пробки або вони можуть мати форму пробкового шпону. Пробку використовують в основному для глушіння звуку, але також для декоративних цілей. Також відомо, що пробкові гранули можна змішувати, наприклад, з бетоном для одержання низької теплопровідності, низької щільності або хорошого енергопоглинання. Не відомо про можливість змішування пробкового пилу зі зв'язувальною речовиною, переважно синтетичною термоотверджувальною зв'язувальною речовиною, і зносостійкими частинками для утворення поверхневого шару в плиті підлогового покриття. Згідно з четвертим аспектом винаходу створена будівельна панель, що містить поверхневий шар і внутрішній шар, що містить деревні волокна або пробкові частинки. Поверхневий шар містить по суті гомогенну суміш пробкових частинок, синтетичної зв'язувальної речовини і зносостійких частинок. Внутрішній шар може являти собою традиційний внутрішній шар на деревноволокнистій основі, наприклад, деревноволокнисту плиту високої щільності (ХДФ) або т.п. або може бути внутрішнім шаром, що містить, частково або повністю, пробкові частинки і зв'язувальну, речовину, переважно термоотверджувальну зв'язувальну речовину. У склад можна включати кольорові пігменти. 9 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Особливо переважним варіантом здійснення є панель підлогового покриття, що містить поверхневий шар і внутрішній шар, що містить деревні волокна або пробкові частинки. Поверхневий шар містить по суті гомогенну суміш пробкових частинок, що містить природну смолу, синтетичну термоотверджувальну зв'язувальну речовину і зносостійкі частинки оксиду алюмінію. 3 Щільність пробкового поверхневого шару становить переважно 800-1400 кг/м , і щільність 3 внутрішнього шару може становити 600-1000 кг/м . Варіанти здійснення винаходу дають перевагу в тому, що поверхневий шар можна виконати більш гнучким і м'яким, ніж в традиційному підлоговому покритті з ламінату, і це можна поєднувати із збереженням або навіть поліпшенням зносостійкості і стійкості до динамічного впливу. Це може також давати результат у вигляді більш привабливого рівня звукопоглинання і низької теплопровідності. Результатом може бути більш тиха і тепла підлога. Панель підлогового покриття, що містить пробкові частинки, можна виробляти згідно з тими ж трьома основними варіантами здійснення, інтегрально виконаної панелі (IFP), створення поверхні на внутрішньому шарі (SOC) і окремого поверхневого шару (SSL), описаного вище. Принципи винаходу можна також використовувати для виготовлення внутрішнього шару, що містить пробку, який можна використовувати для заміни традиційного внутрішнього шару на деревноволокнистій основі, наприклад, панелі з деревноволокнистої плити високої щільності (ХДФ). Відомо, що пробкову стружку розміром 2-5 мм можна склеювати під дуже низьким тиском в 3 панель з щільністю, що не перевищує 300 кг/м . Разом з тим не відомо, що дуже дрібні пробкові частинки, наприклад, менше 1,0 мм, можна змішувати з термоотверджувальною зв'язувальною речовиною і спресовувати під високим тиском для утворення панелей високої щільності, які можна, наприклад, використовувати, як матеріал внутрішнього шару в панелі підлогового покриття. Згідно з п'ятим аспектом винаходу, створена будівельна панель, що містить дрібні пробкові частинки і термоотверджувальну зв'язувальну речовину, які спресовують в панель з щільністю, 3 що перевищує 600 кг/м . Такий внутрішній шар на основі пробкових частинок можна використовувати разом з поверхневим шаром, що містить пробкові частинки або поверхневим шаром, згідно з першим і другим аспектами винаходу, але його можна також використовувати як внутрішній шар підлогового покриття з традиційними поверхневими шарами. Пробковий внутрішній шар або поверхневий шар можуть мати властивості, наприклад вологостійкість, міцність на зсув, щільність і стійкість до динамічного впливу, аналогічні або навіть кращі за властивості стандартного матеріалу деревноволокнистої плити високої щільності (ХДФ), і можливе виконання міцної і високоякісної системи з'єднання в кромці пробкового внутрішнього шару. Гнучкість пробкових частинок робить можливою досягнення високої стійкості до динамічного впливу. Властивості в основному досягаються змішуванням термоотверджувальної смоли, наприклад, меламіну у формі порошку з дрібними пробковими частинками, переважно з розміром декілька десятих частинок міліметра або навіть більш дрібними, до декількох сотих частинок міліметра, які після цього пресують з тиском близько 3002 400 Н/см і при температурі 140-180 градусів С. Пробковий внутрішній шар можна використовувати в комбінації з відомими поверхневими матеріалами, такими як ламінат, пружні поверхні, поверхні на волокнистій основі, дерево, клеєний шпон, лінолеум, пробковий шпон, суцільні килимові покриття і т.п. Можна одержати декілька переваг. Можна укласти тонкий поверхневий шар, наприклад, клеєний шпон, перед пресуванням, на підстильний шар, що містить пробкові частинки і зв'язувальні речовини. Пресування може відбуватися на плиті преса, яка може створювати глибоке тиснення, або глибокі пази. Тонкий поверхневий шар повинен бути виконаний і ламінований на підстильний шар. Тонкий поверхневий шар не повинен ушкоджуватися, оскільки пробкові частинки повинні стискуватися і формуватися згідно з структурою плити преса. Дану технологію формування можна також використовувати в панелі, де підстильний шар містить деревні волокна або інший тип волокон, які можна формувати пресуванням. Комбінований внутрішній шар або панель можна також виготовляти з різними шарами, що містять тільки пробкові частинки або деревноволокнисті частинки або суміш деревноволокнистих і пробкових частинок. Переважним у всіх варіантах здійснення є використання сухого процесу, де різні матеріали і суміші різних матеріалів, таких як волокна, зносостійкі частинки, зв'язувальні речовини і кольорові пігменти розподіляють і насипають в сухій формі. Мокрі або частково мокрі процеси, де, наприклад, зв'язувальну речовину змішують з волокнами або частинками в рідкій формі, разом з тим, не виключені. Насипання можна виконувати за допомогою декількох установок, що 10 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 містять тиснені або гравіровані валки і щітки, які можуть наносити один або декілька шарів переважно сухих матеріалів. Всі варіанти здійснення, зі зносостійкими частинками і без них, можна використовувати для виготовлення панелей, які можна встановлювати на стіну вертикально, як стінову панель в інтер'єрі або для зовнішнього застосування. Такі панелі можуть мати систему механічного з'єднання на довгих кромках, з'єднання яких можливе установленням під кутом, і на коротких кромках, систему з'єднання, наприклад, з гнучким шипом, що забезпечує створення вертикальних складок, як описано, наприклад, в WO 2006/043893. Короткий опис креслень Нижче винахід буде описаний застосовно до переважних варіантів здійснення і більш докладно з посиланнями на креслення, які додаються, де На фіг. 1a-1d показані звичайні панелі підлоги з ламінату. На фіг. 2a-d показані поверхневі шари в звичайних панелях підлогового покриття. На фіг. 3а-d показані панелі підлогового покриття згідно з варіантом здійснення винаходу. На фіг. 4а-4b показані способи виготовлення згідно з переважним варіантом здійснення винаходу. На фіг. 5а-5с показаний спосіб виготовлення згідно з переважним варіантом здійснення винаходу і способи створення декоративної поверхні. На фіг. 6a-6f показані переважні способи створення декоративного ефекту. На фіг. 7a-7d показані панелі підлогового покриття і способи виготовлення ділянки кромки. На фіг. 8a-8d показана поверхня панелі і спосіб формування таких поверхонь. На фіг. 9а-b показана насипна установка. На фіг. 10а-с показаний спосіб формування поверхневого шару. На фіг. 11a-с показані способи створення декоративного ефекту на поверхневому шарі. На фіг. 12а-е показане пресування періодичної дії і виконання поверхневого шару на попередньо виготовленому внутрішньому шарі. На фіг. 13 а-k показане з'єднання панелей підлогового покриття з декоративною поверхнею на лицьовій і тильній стороні. На фіг. 14а-e показаний спосіб створення вдосконалених малюнків в панелях підлогового покриття, виконаних з плит підлогового покриття різного дизайну. На фіг. 15a-d показані переважні варіанти виконання панелей підлогового покриття, виконаних з плит підлогового покриття з різним дизайном. На фіг. 16а-е показаний спосіб одержання співпадаючого тиснення поверхневого шару. На фіг. 17a-f детально показаний приклад переважного варіанта виконання інтегрально виконаної панелі. Докладний опис варіантів здійснення винаходу На фіг. 1а показана ламінована панель 1 підлогового покриття згідно з відомою технологією, яка містить поверхневий шар 5, внутрішній шар 6 і стабілізуючий шар 7. На фіг. 1с показаний поверхневий шар 5. Він має верхній шар 13 зношення з прозорого матеріалу з високою міцністю на зношення. Такий шар зношення в основному містить прозорий папір (покриття), імпрегнований меламіновою смолою з доданням частинок 12 оксиду алюмінію. Частинки оксиду алюмінію в основному розташовані в нижній частині покриття для захисту плит преса від зношення під час пресування. Декоративний шар 10, що складається з паперу з друкарським малюнком 11 імпрегнований меламіновою смолою і розміщений під даним прозорим шаром 13 зношення. Шар 13 зношення і декоративний шар 10 ламіновані під тиском і з нагріванням, у вигляді поверхневого шару 5 з товщиною близько 0,2 мм на внутрішній шар, в основному, внутрішній шар на основі деревного волокна, такій як (ХДФ). На фіг. 1b показаний стабілізуючий шар 7, також що являє собою в основному імпрегнований меламіном папір. Даний стабілізуючий шар зберігає панель підлогового покриття плоскою, коли вологість змінюється згодом. Прозорий шар зношення має в основному товщину 0,05-0,10 мм. Декоративний друкарський узор 11 повинен руйнуватися, коли шар зношення зношений. На фіг. 1d детально показана частина верхньої поверхні звичайного підлогового покриття з ламінату, описаного вище. Прозорі частинки 12 оксиду алюмінію містять в складі пульпи під час виготовлення прозорого покриття 13. На фіг. 2а показаний відомий поверхневий шар з декількома покриттями 13, що має координований відбиток на нижній частині для поліпшення властивостей зношення. Шари також в даному поверхневому шарі розміщені над декоративним шаром 10. На фіг. 2b показане відоме в основному напівпрозоре покриття, якому приданий колір кольоровими пігментами 15, і розміщене на декоративному шарі 10. 11 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Всі покриття виконані з волокон -целюлози. Для одержання прозорості всі природні смоли, що знаходяться в деревних волокнах вихідної сировини, видалені. Відома поверхня підлоги з ламінату у всіх варіантах здійснення складена з чітко визначених паперових шарів з постійною товщиною. Окремі шари використовуються для створення декоративних властивостей і властивостей зношення. Кінцева товщина всіх зносостійких шарів не перевищує 0,2 мм. Є чітка різниця між очищеними і волокнами, що дорого коштують, використовуваними у верхніх поверхневих шарах, і неочищеними дешевими деревними волокнами, використовуваними у внутрішньому шарі. На фіг. 2с показаний відбиток, одержаний відомим прямим друком на панелі з ХДФ. Основний колір 16, що містить колірні пігменти 15, нанесений на внутрішній шар 6. Відбиток 11 нанесений на основний колір і захищений від зношення прозорим лаком 18 і в деяких варіантах застосування навіть верхнім покривним шаром 17, який може містити оксид алюмінію. Такий поверхневий шар має основний колір і волокна не використовуються. На фіг. 2d показана відома кольорова панель з ХДФ, де кольорові пігменти 15 включені до складу внутрішнього шару. Поверхня покрита прозорим шаром 17 верхнього покриття. Стійкість до зношення і динамічних навантажень у такої панелі низька. На фіг. 3а показана панель підлоги 1 згідно з одним варіантом здійснення винаходу. Панель 1 має внутрішній шар 6 на деревноволокнистій основі, гомогенний непрозорий декоративний поверхневий шар 5 і переважно стабілізуючий шар 7. Панель 1 формує як єдине ціле в процесі виготовлення, де поверхневий шар, внутрішній шар і стабілізуючий шар формують в одній операції пресування. На фіг. 3b показаний поверхневий шар 5. Він містить суміш деревних волокон 14, дрібних твердих зносостійких частинок 12, 12' і зв'язувальної речовини 19. Переважно, деревні волокна є неочищеними, одного типу з використовуваними в ХДФ і деревостружковій плиті, і вони містять природні смоли, такі як лігнін. Зносостійкі частинки (12, 12') є переважно частинками оксиду алюмінію. Іншими прийнятними матеріалами є, наприклад, двоокис кремнію або карбід кремнію. Алмазні кристали або порошок також можна додавати в поверхневий шар. Загалом, всі матеріали з твердістю за шкалою Роквела С HRC 70 або більше можна використовувати і вони не повинні бути прозорими. Можна використовувати суміші двох або більше матеріалів. З'єднання 34 між внутрішнім шаром 6 і поверхневим шаром 5 не є окремим шаром, як можна бачити на фіг. 3b, внаслідок того факту, що волокна двох шарів змішані і сплавлені разом. Це дає дуже міцне з'єднання між внутрішнім шаром і поверхневим шаром. Поверхневий шар переважно також містить колірні пігменти 15 або інші декоративні матеріали або хімікати. Варіанти здійснення винаходу мають перевагу в тому, що зносостійкий поверхневий шар 5 можна виконати значно більш товстим, ніж у відомих панелях підлоги. Товщина зносостійкого декоративного поверхневого шару може змінюватися в діапазоні від, наприклад 0,1-0,2 мм до, наприклад 2-4 мм або навіть більше. Зносостійкість з підтримуванням декоративних властивостей може бути надзвичайно високою, наприклад, в межах 100000 циклів і більш в поверхневому шарі близько 1,0 мм товщиною. Таку панель можна використовувати як панель підлогового покриття, але також як компонент машини, автомобіля і т.д., де потрібна висока зносостійкість, і можна виготовляти складні компоненти, вилиті під тиском або виготовлені екструзією, які також можна армувати, наприклад, скловолокном. Поверхневий шар згідно з переважним варіантом здійснення винаходу містить вертикальну ділянку Р з першою верхньою горизонтальною площиною Н1, розташованою у верхній частині поверхневого шару, що містить перші зносостійкі частинки 12. Він має другу проміжну горизонтальну площину Н2, розташовану під першими зносостійкими частинками 12, що містить деревні волокна з природними смолами. Він має третю нижню горизонтальну площину Н3, розташовану під другою горизонтальною площиною Н2, також що містить другі зносостійкі частинки 12. Волокна і зносостійкі частинки переважно можуть бути змішані з кольоровими пігментами. Такий варіант здійснення повинен давати поверхневий шар високої зносостійкості, який повинен підтримувати свої декоративні властивості. Поверхня не повинна ушкоджуватися, коли стиранням видалені перші верхні волокна до другої горизонтальної площини Н2. Тільки близько 0,1 мм з поверхні повинно бути віддалено. Стиранням потім повинен видалятися матеріал до другої горизонтальної площини Н2, і поверхня повинна продовжувати підтримувати свої декоративні властивості. Стирання повинне видаляти матеріали до третьої горизонтальної площини і тільки потім, за умови відсутності додаткових горизонтальних площин, що містять зносостійкі частинки або кольорові пігменти, поверхня повинна змінити свої декоративні властивості. Поверхневий шар може містити множину горизонтальних площин, що прилягають 12 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 одна до іншої і розміщених на різних відстанях від лицьової сторони панелі, наприклад, 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм і т.д., і вони можуть містити зносостійкі частинки або деревні волокна. Варіанти здійснення винаходу дають перевагу в тому, що можна досягнути зносостійкості, значно поліпшеної, наприклад, у 5-10 разів в порівнянні з підлоговими покриттями з ламінату, що є в цей час. Стирання поверхні повинне тільки зменшувати товщину поверхневого шару. Зносостійкі і декоративні властивості повинні повністю або значною мірою підтримуватися або змінюватися керованим і заданим шляхом. Переважною зв'язувальною речовиною є меламін або сечовиноформальдегідна смола. Можна використовувати будь-яку іншу зв'язувальну речовину, переважно синтетичні термоотверджувальні смоли. На фіг. 3с показано, що стабілізуючий шар, 7 що переважно містить деревні волокна 14' і зв'язувальну речовину, може бути створений на нижній частині панелі підлоги. Волокна, зв'язувальну речовину і також температуру пресування потрібно пристосовувати належно до стабілізації поверхневого шару і збереження панелі плоскою. Стабілізуючий шар 7 переважно пресують при більш високій температурі, наприклад, на 5-20 градусів вище, ніж поверхневий шар 5. Можна згадати, як необмежувальний приклад, що поверхневий шар може містити, наприклад, 25% (по вазі) оксиду алюмінію, 25% деревних волокон, 25% меламінової смоли і 25% кольорових пігментів. Поверхневий шар може мати товщину, наприклад, в діапазоні 0,1-3 мм або навіть більше. Найбільш переважна товщина становить 0,5-1,5 мм. На фіг. 3d показана панель, де поверхневий шар 5 виконаний на внутрішньому шарі 6, виготовленому в попередній окремій операції згідно з принципом створення поверхні на внутрішньому шарі (SOC). Існує чітко виражене з'єднання 34 між внутрішнім шаром 6 і поверхневим шаром 5. З'єднання 34 може мати підвищену міцність, оскільки зв'язувальна речовина 19 з поверхневого шару 5 проникає у верхню частину внутрішнього шару 6, особливо якщо внутрішній шар являє собою ХДФ або панель на деревній основі, наприклад, деревностружкову плиту. Зв'язувальна речовина 19 в поверхневому шарі 5 може бути спеціально пристосована для проникнення у верхні частини внутрішнього шару і його армування, наприклад, для збільшення вологостійкості. Різні вмісти зв'язувальних речовин або речовини можна використовувати у верхній і нижній частинах поверхневого шару 5. На фіг. 4а, 4b і 5а схематично показані переважні виробничі способи, які можна використовувати для виготовлення панелей на волокнистій основі. Способи описані схематично і з поверхневим шаром, що є верхнім шаром. Очевидно, що виготовлення може відбуватися з поверхневим шаром, що є нижнім шаром. На фіг. 4а показане виготовлення панелей, переважно, панелей підлоги, згідно з переважним принципом інтегрально виконаної панелі (IFP). Насипну установку використовують для нанесення першого шару 7, що містить стабілізуючий шар, на конвеєр 20, при цьому другий шар 6, що містить матеріал внутрішнього шару, наноситься на стабілізуючий шар аналогічним способом. Дані два шари перевалено містять тільки деревні волокна і зв'язувальну речовину. Третій поверхневий шар 5 наноситься насипною установкою на матеріал 6 внутрішнього шару. Поверхневий шар 5 переважно містить деревні волокна, зв'язувальну речовину і зносостійкі частинки. Поверхневий шар 5 переважно містить, також кольоровий пігмент, який дає поверхневому шару основний колір. Спосіб виготовлення переважно може містити етап проміжного пресування, де деревні волокна частково спресовують валком 21 або обладнанням безперервного пресування або аналогічним пристроєм. Волокна переважно не стверджуються щонайменше стверджуються не повністю, на даному проміжному етапі виробництва. Насипна установка 60 може містити декілька насипних блоків 60а, 60b, 60с, один для кожного складу матеріалу. Вдосконалена виробнича лінія може містити до десяти насипних блоків і навіть більше. Друк, надання кольору і подібний дизайн, що виконується на поверхні, наприклад, пристроєм 22 струменевого друку або аналогічним виробничим обладнанням, що надає поверхневому шару 5 декоративні особливості можна використовувати в лінії виробництва плити підлогового покриття. Друк переважно виконують на поверхні після попереднього пресування перед остаточним пресуванням. Насипну установку можна також використовувати після попереднього пресування, наприклад, для нанесення додаткових декоративних частинок. Друге попереднє пресування і навіть додаткове нанесення декоративних матеріалів можна виконувати перед остаточним пресуванням. Попередньо спресовані шари після друку, якщо такий етап виготовлення використовується, пресуються при нагріванні і під тиском, і волокна і зносостійкі частинки зв'язуються разом 13 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 зв'язувальною речовиною, яка стверджується при нагріванні і під тиском. Одержують панель з твердим декоративним поверхневим шаром. Безперервне пресування є переважним, але преси періодичної дії з одним або декількома отворами можна також використовувати. Пресування може відбуватися на тисненій матриці пресування, такій як сталева стрічка 23, тиснений лист або тиснена матриця на паперовій основі для створення тисненої поверхні, яку, якщо необхідно, можна координувати з дизайном поверхні. Високоякісну координацію дизайну і тиснення можна одержувати за допомогою способу інтегрованого пресування і дизайну, який в промисловості з виробництва підлогових покриттів не застосовують, оскільки всі такі особливості дизайну основані на двох окремих етапах друку і пресування. Згідно з варіантами здійснення винаходу, інтегрований спосіб «штампування» пресування і створення дизайну можна використовувати, при цьому, можна використовувати тиснену матрицю пресування, що містите виступи, які покриваються вибраною фарбою, наприклад, за допомогою гумового валка, що наносить фарбу тільки на виступи і не на частини матриці, розташовані на знижених ділянках між виступами. Під час пресування є можливим нанесення вибраної фарби тільки в секціях поверхні, які пресуються під верхніми частинами поверхневого шару і можна одержати чудово скоординований дизайн і структуру. Спосіб «штампування» показаний більш детально на фіг. 16а-е. Фарбу і пресування можна вибирати так, що фарба проникає у волокнисту структуру під час вихідної частини циклу пресування. Аналогічний спосіб можна використовувати для нанесення матеріалів, які відрізняються від фарби, наприклад спеціальних волокон або частинок, розміщених на виступах на матриці пресування і нанесення їх на структури, більш глибокі, ніж верхні частини поверхні. Зв'язувальною речовиною перевалено є меламіноформальдегідна смола. Тиск переважно 2 становить близько 300-800 Н/см і температура може становити 120-220 градусів С. Час пресування може змінюватися, наприклад, від 20 секунд до 5 хвилин, в залежності від швидкості виготовлення, товщини панелі, зв'язувальних речовин і т.д. Щільність плити 3 підлогового покриття становить переважно 700-1000 кг/м . Можливе виготовлення плит підлогового покриття з високою вологостійкість і стійкістю до динамічних навантажень зі 3 щільністю 1000-1500 кг/м . Поверхневий шар може містити деревні волокна або складатися з деревних волокон з розміром, суттєво меншим, ніж 1 мм. Поверхневий шар може містити деревні волокна або складатися з деревних волокон у формі порошку, з розміром, суттєво меншим, ніж 0,5 мм. Поверхневий шар переважно містить волокна або складається з волокон у формі деревного порошку з частинками, з розміром в діапазоні близько 0,1-0,3 мм або більш дрібними. Частинки волокон у внутрішньому шарі можуть мати розмір 0,1-1,0 мм або навіть більший. Особливо високої якості поверхневого шару 5 можна досягнути, якщо деревні волокна, змішані зі зв'язувальною речовиною, кольоровими пігментами і зносостійкими частинками, попередньо покривають повністю або частково отвердженою зв'язувальною речовиною, наприклад, меламіно- або сечовиноформальдегідною смолою, або пресують і потім механічно дроблять в деревноволокнистий порошок або деревноволокнисту стружку, які переважно дрібніше і більш компактні, ніж вихідні деревні волокна. Такий волоконний склад особливо прийнятний для змішування зі зносостійкими частинками і може створювати компактну і добре виконану основу для операцій друку. Зносостійкі частинки можна рівномірно розподіляти по всьому поверхневому шару і можна досягнути високої зносостійкості і стійкості до подряпин. Такі волокна з покриттям можна одержувати від повторної переробки ХДФ і підлогових покриттів з ламінату на їх основі, які можна механічно різати і дробити на дрібні деревноволокнисті стружки і/або деревні волокна. Стружку і волокна можна використовувати у всіх шарах (5, 6, 7), навіть якщо вони містять оксид алюмінію або дрібні пластівці меламіну/паперу. Деревні волокна можна також відділяти від частинок меламіну і паперу і використовувати, як покриті меламіном волокна в поверхні 5 і/або у внутрішньому шарі 6 і/або в стабілізуючому шарі 7. На фіг. 4b показаний по суті .аналогічний спосіб виготовлення, який в даному переважному варіанті здійснення використовують для виготовлення панелі зі створенням поверхні на внутрішньому шарі (SOC). Стабілізуючий шар. 7 наноситься на конвеєр. Стабілізуючий шар може мати деревноволокнисту основу, як описано вище або традиційний стабілізуючий папір, використовуваний у виробництві звичайних підлогових покриттів з ламінату. Виготовлений попередньо внутрішній шар 6, наприклад, ХДФ або деревностружкова плита або будь-який інший тип плити вміщують над стабілізуючим шаром. Поверхневий шар 5 наноситься насипною установкою 60 на внутрішній шар, згідно зі способом, аналогічним описаному вище, і верхній і 14 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 нижній шари з'єднують з внутрішнім шаром під пресом, так що утворюється панель з поверхневим шаром 5, внутрішнім шаром 6 і стабілізуючим шаром 7. Стабілізуючий шар 7 може бути декоративним і може містити зносостійкі частинки. Це означає, що панель згідно з винаходом може мати поверхневі шари 5 і 5' на кожній стороні. Такі поверхневі шари, переважно, можуть мати різний дизайн, що повинно зменшувати номенклатуру виробів, які підлягають транспортуванню і зберіганню. Варіанти здійснення винаходу є дуже прийнятними для таких двосторонніх панелей, оскільки вартість створення тильної сторони з декоративним шаром є дуже обмеженою. Системи механічного з'єднання можна пристосовувати для з'єднання таких панелей, переважно з горизонтальною або вертикальною фіксацією защіпання. На фіг. 5а показаний принцип окремого поверхневого шару (SSL), де утворена панель, яку можна використовувати, як окремий поверхневий шар. Виробниче обладнання в даному варіанті використовують в основному аналогічно іншим двом способам, описаним вище. Основна різниця полягає в тому, що плита 3 підлогового покриття є поверхневим шаром 5 з переважною товщиною близько 0,5-3 мм. Даний поверхневий шар можна з'єднувати, переважно на клею, з матеріалом внутрішнього шару будь-якого типу. Декоративні елементи можна одержувати багатьма альтернативними шляхами. В основному варіанті здійснення поверхня може містити по суті тільки деревні волокна і зносостійкі частинки. Дизайн тільки з одним основним кольором може бути задовільним, і в такому випадку кольорові пігменти змішують з деревними волокнами, і проміжне попереднє пресування не є необхідним для утворення базової структури для додаткових етапів створення зовнішнього оформлення. Разом з тим, можна використовувати попереднє пресування для інших цілей, викладених нижче. На фіг. 5b показано, що декоративний узор можна одержувати змішуванням волокон різних кольорів 30, 31 і/або з різною структурою волокон, розмірами волокон, типами волокон і т.д. На фіг. 5с показана головка 24 пристрою струменевого друку, яку можна використовувати для нанесення відбитка 32 або узору аналогічного відбитку на переважно поверхні, що пройшла попереднє пресування. Фарба проникає у волокна до пресування і може розташовуватися із заглибленням в отверджену поверхню після пресування. Фарбу або кольорові частинки можна наносити, наприклад, на глибину від зовнішньої поверхні 0,1-1,0 мм або навіть більше. Фарба переважно повинна проникати на рівень нижче верхніх зносостійких частинок. На фіг. 6а показано, що, наприклад, екструдер 25 з екструдуючою головкою 26 може наносити окремі екструдовані волокна 33 з різним кольором і/або структурою і/або щільністю і/або зносостійкістю на волокнистий шар основи. Екструдовані волокна переважно змішані зі зв'язувальною речовиною і, якщо необхідно, також зі зносостійкими частинками. На фіг. 6b показано, що окремі волокна 33 можна запресовувати в поверхневий шар 5 і зв'язувати з ним. На фіг. 6с показано, що можуть наноситися окремі волокна 35 з більш низькою зносостійкістю, ніж у основної волокнистої поверхні. Поверхня може бути оброблена щітками і, при цьому, повинна бути видалена частина верхньої поверхні окремих волокон 35 і повинна бути одержана декоративна канавка. Це повинно давати хороше поєднання між структурою і колірним дизайном. На фіг. 6d показано, що інші окремі матеріали, такі як пластівці 36 з дерева, металу, пластик і т.д. можна використовувати для надання поверхні декоративних властивостей, і дані окремі матеріали можна запресовувати в деревноволокнисту поверхню основи. На фіг. 6е показано, що пресуванням поверхні матрицею можна створювати канавки, скоси, рельєфні лінії і т.п. Таке тиснення може бути виконане значно більш глибоким, ніж в традиційних підлогових покриттях з ламінату, де папір при такій глибині повинен ушкоджуватися. Можна легко одержувати тиснення з глибиною, наприклад, 1-2 мм або навіть більше. На фіг. 6f показано, що дизайн поверхні можна одержати, наприклад, з деревними волокнами, переважно по суті індивідуальними волокнами або пучками індивідуальних волокон, розміщених в узорах на поверхні. Їх можна наносити в декілька шарів скоординовано, так, що вони вистроюють шар матеріалу, аналогічно реальному дереву. Всі вищеописані способи створення ефектів дизайну можна використовувати у варіантах здійснення інтегрально виконаної панелі (IFP), створення поверхні на внутрішньому шарі (SOC) і окремого поверхневого шару (SSL) з попереднім пресуванням або без нього. На фіг. 7а показана панель, згідно з варіантом здійснення винаходу. Панель містить поверхневий шар 5, виготовлений згідно з варіантом здійснення винаходу, і який приклеюється або який ламінується на відомий матеріал 6 внутрішнього шару. Стабілізуючий шар 7 15 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 наноситься на тильну сторону, як показано на фіг. 7b. Плиту 3 підлоги виробляють згідно з принципами інтегрально виконаної панелі (IFP), створення поверхні на внутрішньому шарі (SOC) і окремого поверхневого шару (SSL), описаними вище. На фіг. 7с показана плита підлогового покриття після розрізання на декілька елементів 2 підлогового покриття. На фіг. 7d показані елементи підлогового покриття, виконані як панель 1 підлогового покриття з системами 4, 4' механічного з'єднання на довгих кромках. Система механічного з'єднання в основному також виконана на коротких кромках. Можна використовувати всі відомі системи з'єднання, що забезпечують з'єднання з установленням під кутом, горизонтальне і вертикальне з'єднання защіпанням, бічним поштовхом і т.д. Панелі підлогового покриття можуть, разом з тим, також мати дуже прості системи з'єднання або тільки прямокутні кромки аналогічні плиткам і каменю, і їх можна клеїти на чорну підлогу. На фіг. 8а показана панель згідно з варіантом здійснення винаходу, яку можна виробляти на базовому обладнанні, в основному аналогічному, використовуваному у виробництві звичайних підлогових покриттів з ламінату. Панель містить поверхневий шар 5, внутрішній шар 6 з ХДФ і стабілізуючий шар, 7. Поверхневий шар переважно має форму порошку, такого, який можна насипати тонким шаром і виконувати, наприклад, по 0,1-0,5 поверхневого шару на виготовленому попередньо внутрішньому шарі на волокнистій основі, переважно, 6-8 мм внутрішньому шарі з ХДФ. Зв'язувальна речовина може бути адаптована до пресування, що виконується на звичайних пресах прямого безперервного або перервного ламінування з часом пресування, температурою і тиском, аналогічним параметрам, використовуваним в цей час. Товщина поверхневого шару може змінюватися, але переважною є кінцева товщина поверхневого шару, яка перевищує глибину тиснення або щонайменше знаходження даних параметрів по суті в одному діапазоні. У поверхневому шарі можна використовувати вторинні волокна ХДФ від різання і верстатної обробки кромок. На фіг. 8b показані панелі 1, 1’ підлогового покриття з системою механічного з'єднання, що містять планку 46 із замковим елементом 48, взаємодіючим із замковим пазом 44 для горизонтального з'єднання панелей 1, 1’. Система з'єднання містить також шип 40, що взаємодіє з шпунтом 49 і вертикально з'єднує панелі 1, 1’. Гнучкий ущільнювальний матеріал 50 можна застосовувати під час виготовлення або під час установлення між двома кромками для створення декоративного ефекту і/або запобігання проникненню вологи в з'єднання. Термопластичний матеріал може бути включений до складу волокон під час виготовлення для ущільнення кромок і він може проходити верстатну обробку, будучи інтегрованим в одну або обидві прилягаючі кромки. Кромки можуть бути виконані по звичайній технології з використанням великорозмірних обертових алмазних інструментів. Верхні кромки, які в деяких варіантах здійснення можуть бути надзвичайно зносостійкими, можуть бути виконані високоякісними алмазними інструментами, що руйнують і відділяють зносостійкі частинки від деревноволокнистої матриці. Альтернативно, можна використовувати лазер або вирізування алмазними інструментами. Переважно, варіант здійснення є комбінацією використання лазера і вирізування, де прямі розрізи і переважно верхні кромки виконують лазером, а U-подібні пази, виїмки і округлені частини, переважно, в більш м'якому матеріалі внутрішнього шару під поверхневим шаром виконують вирізуванням. Лазерний промінь можна також використовувати для ущільнення кромок, переважно верхньої частини кромок, нагріванням. Лазерне різання є особливо прийнятним для виконання кромок або пазів з нерівною структурою, яка виглядає аналогічно нерівній кромці каменя або плитки. Такі нерівні кромки можна виконувати лазерною різальною головкою зі змінним положенням фокуса і/або фокусною відстанню променя і/або геометрією променя вздовж кромки, коли, наприклад частина кромки панелі зміщається відносно лазерної різальної головки. Такі кромки неможливо виконати звичайними різальними інструментами. Всі дані способи і варіанти здійснення можна також використовувати в традиційних з ламінату і дерев'яних підлогових покриттях. На фіг. 8с показані панелі підлоги з комбінованим внутрішнім шаром, які, наприклад, можуть містити поверхневий шар 5, внутрішній шар 6а, що містить, наприклад пробкові частинки, зв'язані згідно з варіантом здійснення винаходу, внутрішній шар на деревноволокнистій основі, що містить деревні волокна і стабілізуючий шар, наприклад, що містить пробкові частинки. Всі шари можуть мати різні щільності. На фіг. 8d показаний паз 52, що проходить по суті горизонтально, який може бути виконаний, наприклад вирізуванням, звичайною верстатною обробкою або лазерним різанням, у внутрішньому шарі під поверхневим шаром. По суті вертикальний проріз 51 може бути виконаний в поверхневому шарі аналогічним способом, і верхня поверхня може бути видалена 16 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 з обмеженою верстатною обробкою і спрацюванням інструмента. Нерівні скоси можна виконати в кромці аналогічними способами. На фіг. 9а, b показана насипна установка 60, яку можна використовувати для розподілу шарами сухих матеріалів. Волокна, зносостійкі частинки, зв'язувальні речовини у формі порошку і кольорові пігменти у формі порошку можуть бути, наприклад, змішані і вміщені в контейнер 55, що знаходиться в контакті з рельєфним валком 53. Даний валок 53 приносить під час обертання змішаний матеріал 56 в контакт зі щітковим валком 54, і матеріал 56 наноситься на конвеєрну стрічку 20 або інший матеріал у вигляді стрічки або плити. Напрямок потоку матеріалу може впливати на положення частинок, як видно на фіг. 9а, де більш великий і важкий матеріал наноситься під більш легкі частинки, і на фіг. 9b, де має місце протилежна картина. Дане розділення частинок по шарах виходить за допомогою щіткового валка 54, який обумовлює розподіл більш важких частинок з додатковим відходженням від більш легких частинок, які падають більш прямовисно на конвеєрну стрічку 20. Тверді зносостійкі частинки створюють сильний абразивний вплив на сталеві пластини під час виготовлення. Дану проблему можна уникнути одним або декількома згаданими нижче способами. Верхні шари можуть містити порошок меламіну і по суті плоскі частинки оксиду алюмінію. Дуже тонкий верхній шар, наприклад, тільки волокна і зв'язувальні речовини, який не містить частинок оксиду алюмінію, може бути нанесений зверху зносостійкого шару. Даний тонкий шар повинен зникати незабаром після установлення. Разом з тим, декоративні ефекти повинні підтримуватися, внаслідок масивної структури поверхневого шару. Верхня частина поверхневого шару може містити тонкий шар, який містить, наприклад по суті тільки меламін. Зносостійкі частинки верхньої частини поверхневого шару можуть бути надзвичайно малі і мати розмір наночастинок. Тонкий клеєний шпон можна комбінувати з волоконним шаром для виробництва поверхневого шару, що має зовнішній вигляд, аналогічний більш товстим і масивним дерев'яним поверхневим шарам. Клеєний шпон може бути також виконаний і з'єднаний з внутрішнім шаром на деревноволокнистій основі на виробничому етапі, аналогічному етапу, використовуваному для виготовлення внутрішнього шару. Даний спосіб може зменшувати витрати і виключати етапи виробництва згідно із загальною задачею варіанта здійснення винаходу. На фіг. 10а-с показано, як тонкий поверхневий шар 5, переважно, шар клеєного шпону з товщиною, наприклад, 0,3-1,0 мм, може бути виконаний з глибокими структурами, що дають зовнішній вигляд, аналогічний масиву дерева. На фіг. 10а показано, як може бути виготовлена плита підлогового покриття. Тонкий поверхневий шар 5 наноситься на нижній шар 6b, що містить, наприклад, пробку 6а або деревні волокна, змішані зі зв'язувальною речовиною, переважно термоотверджувальною зв'язувальною речовиною. Нижній шар 6b наноситься, наприклад, на внутрішній шар на деревноволокнистій основі, переважно деревноволокнисту плиту високої щільності ХДФ внутрішнього шару. Можна використовувати інші матеріали внутрішнього шару, такі як деревностружкова плита, фанера, пластикові матеріали, неткані імпрегновані матеріали з натуральних волокон і т.д. Стабілізуючий шар 7 можна також наносити на внутрішній шар 6. На фіг. 10b показано, як внутрішній шар й інші шари спресовують разом тисненою матрицею 23 преса. Таке пресування утворює нижній шар 6b і поверхневий шар 5, які отверджуються і з'єднуються один з одним з нагріванням і під тиском. Може бути одержане дуже глибоке тиснення і нерівна поверхня, аналогічна цикльованому вручну масиву дерева з тонкого клеєного шпону. Нижній шар можна використовувати для поліпшення властивостей поверхневого шару, наприклад, звукопоглинання і стійкості до динамічних впливів. Даний спосіб можна також використовувати для нанесення клеєного шпону безпосередньо на внутрішній шар згідно з принципом інтегрально виконаної панелі (IFP), або для нього можна також використовувати традиційну лінію виготовлення ХДФ. На одному виробничому етапі утворюється ХДФ і клеєний шпон ламінується на внутрішній шар. Даний спосіб дає економію витрат, оскільки можна виключити шліфування ХДФ і наклейку шпону. Всі вищеописані варіанти здійснення можна використовувати індивідуально або комбінувати. Панелі підлоги з високозносостійким поверхневим шаром згідно з варіантом здійснення винаходу може бути важко різати звичайною пилкою. Переважно різати панелі підлоги з тильної сторони, де можна виконати паз 39 до нижньої частини поверхневого шару 5, як показано на фіг. 6f. Потім панель підлоги можна зігнути і розділити або переламати на частини. 17 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 Індивідуальні елементи 2 підлогового покриття або панелі підлоги 1 можуть бути також виготовлені з виконанням частини системи з'єднання, наприклад, в операції пресування. Вироби у формі плиток і каменя можна також виготовляти, як індивідуальні вироби без будьяких систем з'єднання і їх можна виконувати із попередньо виготовленим клеючим шаром, так що їх можна простіше встановлювати традиційним способом з кріпленням до чорної підлоги. Системи механічного з'єднання також можуть бути використані для полегшення наклейки при установленні звичайним способом. Тильна сторона може бути виконана з нерівною структурою або спеціально пристосованою структурою, що полегшує наклеювання. Для спрощення виготовлення і зменшення зношення інструмента можна локально наносити спеціальні більш м'які волокна або матеріал без зносостійких частинок в поверхні, де повинно виконуватися розділення плити підлогового покриття на панелі підлогового покриття, і де повинні бути виконані частини системи з'єднання. Попередньо виконані пази на тильній стороні можуть також полегшувати розділення. На фіг. 11а показані панелі з двома окремими поверхневими шарами 5, 5' з переважно різним дизайном або структурою. Декоративні пази 8 можуть бути виконані до такої глибини, що нижній поверхневий шар 5' є видимим, як показано на фіг. 11b. Можуть бути одержані дуже точні і привабливі зразки дизайну. Насипання через трафарет або шаблон 27, як показано на фіг. 11с, можна також використовувати для створення декоративних ефектів. Волокна 14 різного кольору і структури, переважно змішані зі зв'язувальними речовинами 19 і/або кольоровими пігментами 15 і/або зносостійкими частинками 12, можна наносити на чітко визначені ділянки поверхні. Волокна різного кольору або структур можна також використовувати для утворення декоративних ділянок на поверхні різними способами, наприклад, окремими екструдерами, що наносять волокна на суворо визначені ділянки поверхні, відділені тонкими стінками, які видаляють перед пресуванням, або які складаються з матеріалів, які можна включати до складу поверхні, переважно при виготовленні з поверхнею панелі, поверненою вниз під час пресування. На фіг. 12а-е показано декілька етапів виконання панелей, згідно з переважним принципом створення поверхні на внутрішньому шарі (SOC) з перервним пресуванням і проблеми, що стосуються такого виробництва. Попередньо виготовлений внутрішній шар 6, наприклад, з ХДФ вміщують на попередньо виготовлений стабілізуючий шар 7, як показано на фіг. 12а,b. Поверхневий шар 5, що містить деревні волокна, зв'язувальну речовину і кольорові пігменти, переважно в сухій формі, вміщують на внутрішній шар насипним або напилювальним обладнанням, як показано на фіг. 12с. Внутрішній шар з поверхневим шаром і стабілізуючим шаром пресують пресом періодичної дії, як показано на фіг. 12d і формують плиту підлоги, показану на фіг. 12е. На фіг. 12с і 12d показано, що м'який поверхневий шар 5 містить до кінцевого пресування багато повітря 45, яке повинне бути видалене, коли верхня 37 і нижня 37' плити преса сходяться. При цьому може створюватися потік 45 повітря, який неконтрольовано зміщає м'який поверхневий матеріал. Дану проблему можна вирішити різними способами, наприклад, попереднім пресуванням поверхневого шару до остаточного пресування або застосуванням вакуумного видалення зайвого повітря. Вакуум можна застосовувати на тильній стороні внутрішнього шару і використовувати в комбінації, наприклад, з матрицею або знімним папером на поверхні. Внутрішній шар з ХДФ має достатню пористість для забезпечення дії вакууму з тильної сторони на поверхню на лицьовій стороні. Рідкі смоли або воду, що розпилюється на волокна, можна також використовувати для стабілізації поверхневого шару. На фіг. 13а-k показані варіанти виконання двосторонніх панелей підлоги з поверхневими шарами 5, 5' з обох сторін і з системами з'єднання, що забезпечують установлення таких панелей з вертикальною (фіг. 13а-f) фіксацією защіпанням, установлення під кутом (фіг. 13g13h) і горизонтальною фіксацією защіпанням (фіг. 13і-k). Системи з'єднання мають в показаних варіантах здійснення окремі гнучкі шипи 9 або замкові елементи 9а, що полегшують фіксацію защіпанням з низьким опором защіпанню. Аналогічно, можна також використовувати системи з'єднання з однією деталлю. Відомі системи з'єднання настроєні так, що як лицьові сторони, так і тильні сторони прилягаючих панелей мають ділянки 38, 38' поверхні кромок, переважно, що щільно фіксуються одна з одною. Перевага полягає у використанні обох сторін панелі підлоги, за умови, що додаткова вартість другого поверхневого шару є обмеженою, як може бути у варіанті панелі підлоги згідно з винаходом. На фіг. 14а-14е показаний спосіб, який можна використовувати для виготовлення панелей підлоги з дуже передовим дизайном поверхні, навіть у випадку, де базова оригінальна плита підлоги має дуже простий дизайн поверхні. Даний спосіб «комбі панелей» особливо прийнятний для композитних підлогових покриттів згідно з варіантами здійснення винаходу, але його можна 18 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 також використовувати в інших панелях підлогового покриття з переважним дизайном поверхні, основаним на друці, наданні кольору, або інших способах штучного конструктивного оформлення, використовуваних, наприклад, в підлогових покриттях з ламінату, лінолеумі і пружних підлогових покриттях. Спосіб містить етапи виготовлення, де першу вихідну плиту 3 підлогового покриття і другу вихідну плиту 3' підлогового покриття з різними варіантами дизайну або структурами, показаними на фіг. 14а, розрізають на елементи 2, 2’ підлогового покриття першого типу, як показано на фіг. 14b. Перший тип елементів підлогового покриття з'єднують в комбі плиту 3а підлогового покриття, що містить щонайменше один елемент підлогового покриття першої і другої вихідної плити підлогового покриття, як показано на фіг. 14с. Комбі плиту 3а розрізають на другий тип комбі елементів 2 підлогового покриття, що містять ділянки поверхні першої і другої вихідної плити підлогового покриття (на фіг. 14d) і формують комбі панелі 1 підлогового покриття, показані на фіг. Не, з переважно механічними системами з'єднання на кромках. Перший тип елементів 2, 2' підлогового покриття, переважно з'єднують один з одним за допомогою системи механічного з'єднання для формування комбі плити 3а підлогового покриття. Звичайний шип і паз можна також використовувати. Перевага способу полягає в тому, що можна виробляти численні різноманітні дуже передові комбі панелі 1 підлогового покриття з обмеженого ряду дуже простих вихідних плит 3, 3' підлогового покриття. Необхідна кількість прес форм різних типів повинна зменшуватись. Широкий діапазон, наприклад, підлогових покриттів з ламінату можна виробляти, використовуючи обмежений діапазон видів декоративного паперу. На фіг. 15a-15d показано, що спосіб комбі панелей можна використовувати для виготовлення надзвичайно передових декоративних ефектів економічним способом. Комбі плита 3а підлогового покриття першого типу може бути виготовлена, як описано вище і може бути з'єднана з комбі плитою 3' підлогового покриття другого типу, виготовленою аналогічним способом, але яка відрізняється комбінацією елементів підлогового покриття або дизайном. Комбі плити 3а, 3а' підлогового покриття першого і другого типу можуть бути поєднані в нову комбі плиту 3b підлогового покриття, як показано на фіг. 15b і розрізані на нову комбінацію елементів 2b підлогового покриття, як показано на фіг. 15с. Такий новий комбі елемент 2b підлогового покриття може мати поверхневі ділянки з двох або трьох або чотирьох більш вихідних плит підлогового покриття. Комбінаційні ефекти є майже необмеженими, навіть у випадку, коли невелику кількість вихідних плит підлогового покриття використовують для створення комбі елементів підлогового покриття з різними розмірами, які комбінують в комбі плити підлогового покриття. Елементи підлогового покриття з декоративними пазами можуть збільшувати декоративні ефекти. Поворот вихідного напрямку тиснення повинен збільшувати кількість декоративних комбінацій додатково. Навіть комбінація, наприклад, чорної і білої вихідних плит підлогового покриття робить можливим створення передових декоративних ефектів в комбі панелях, якщо використовувати елементи підлогового покриття різних розмірів і, переважно, з декоративними пазами. Довгі кромки комбі елементів підлогового покриття, як показано на фіг. 14с, можуть бути виконані і з'єднані з системами 4а, 4b з'єднання, які можна використовувати, як системи з'єднання на коротких кромках в комбі панелі 1 підлогового покриття, як показано на фіг. 14f. Це повинно зменшувати виробничі витрати, оскільки не повинна виникати необхідність кінцевої верстатної обробки коротких кромок для утворення системи з'єднання, і всі комбі елементи підлогового покриття можуть мати однаковий розмір. Можуть бути також виконані спеціальні системи з'єднання, які можна використовувати для утворення передової системи з'єднання на коротких кромках в кінцевому процесі верстатної обробки, наприклад, системи з'єднання з гнучким шипом, що забезпечує вертикальну замкову фіксацію. Кінцева верстатна обробка може бути дуже простою і обмеженою простими горизонтальними або вертикальними пазами. На фіг. 16а-е показаний переважний спосіб створення поверхневого шару з суміщеною тисненою поверхнею (EIR), конкретно, в композитному підлоговому покритті, згідно з варіантами здійснення даного винаходу. Тиснена матриця 23 пресування створена переважно, як листовий, структурований папір або валок, і аналогічна поверхні, що містить тиснені виступи 29, як показано на фіг. 16а. Декоративний матеріал, наприклад фарба або кольорові волокна або т.п. наноситься на виступи 29 наносним пристроєм, наприклад, гумовим валком 28 або аналогічним. Створюють поверхневий шар 5, що містить неотверджені волокна і зв'язувальні речовини, як показано на фіг. 16с, і матрицею пресування 23 пресують поверхневий шар 5, як показано на фіг. 16d. Декоративний матеріал 29 повинен бути встановлений на самих низьких поверхневих ділянках і довершене по поєднанню тиснення повинне бути одержане, як показано на фіг. 16е. 19 UA 98825 C2 5 10 15 20 25 30 35 40 Даний спосіб є дуже прийнятним для всіх типів поверхонь, де декоративні частини можна включати до складу поверхні під час остаточного формування і отвердження поверхні в операції пресування. Можна використовувати фарбу, під час пресування проникаючу у волокнисту структуру основи. Описане нижче і показане на фіг. 17a-17f спрямоване на пояснення варіантів здійснення деяких змін способу, які досліджувалися в обсязі даного винаходу. Перший приклад стосується інтегрально виконаної панелі (IFP) із загальною товщиною 8-10 мм, поверхневим шаром близько 1 мм і стабілізуючим шаром близько 1 мм. Приклад 1 У даному варіанті продукт, що виходить в результаті має текстуру декоративної поверхні, одержану за допомогою тисненого паперу. Використовують наступні вихідні матеріали: - Меламінова смола у формі порошку - Оксид алюмінію у формі порошку 70-110 мікрон - Кольоровий пігмент - Деревні волокна панелей з деревноволокнистих плит високої/середньої щільності ХДФ/МДФ, що містять природні смоли, механічно розділені Операції способу: - Сушіння з контролем вологості Деревні волокна сушать до вологості, яка відповідає способу, наприклад, 5-8%. - Просіювання. Просіювання використовують для розділення і сортування волокон на волокна, прийнятні для переробки в способі і волокна, які потребують механічного перемелювання для додаткового зменшення розміру. - Перемелювання Фракції волокон великого розміру перемелюють до потрібного розміру і повторно спрямовують на просіювання. - Змішування Вихідні матеріали змішують в склади, прийнятні для різних шарів, таких як поверхневий шар, внутрішній шар, і стабілізуючий шар, з використанням механічних технічних засобів сухого змішування, що забезпечують одержання гомогенної суміші. Різні склади зберігають в окремих ємностях. Склад поверхневого шару Поверхневий шар продукту інтегрально виконаної панелі (IFP) оснований на суміші меламінової смоли (наприклад, Kauramine 773, BASF, Німеччина), оксиду алюмінію (наприклад, ZWSK180, Treibacher, Австрія), кольорових пігментів, наприклад, чорного пігменту (наприклад, палена кістка, Alfort & Cronholm, Швеція) і деревних волокон (наприклад, відходи виробництва контурної обробки підлоги з ламінату), просіяного з одержанням волокон розміру менше 150 мкм. У даному пояснювальному варіанті здійснення використовують наступні пропорції: Склад поверхневого шару. 2 Матеріал Кількість (г/м ) 670 670 80 670 Деревне волокно Меламінова смола Пігмент Оксид алюмінію 45 Внутрішній шар Внутрішній шар панелі оснований на суміші меламінової смоли (наприклад, Kauramine 773, BASF, Німеччина) і деревних волокон (наприклад, відходи виробництва контурної обробки підлоги з ламінату) перемолотих волокон розміром в діапазоні 150-600 мкм. У складі використовують наступні пропорції: Склад внутрішнього шару. 50 2 Матеріал Кількість (г/м ) 6700 670 Деревне волокно Меламінова смола - 773 Стабілізуючий шар 20 UA 98825 C2 5 Стабілізуючий шар панелі оснований на суміші меламінової смоли (наприклад, Kauramine 773, BASF, Німеччина), жовтого пігменту (наприклад, вохра жовта, Alfort & Cronholm, Швеція) і деревних волокон (наприклад, відходи виробництва контурної обробки підлоги з ламінату), просіяних до розміру волокна менше 150 мкм. Склад використовують в наступній пропорції: Склад стабілізуючого шару. Матеріал Деревне волокно Меламінова смола Пігмент 10 15 20 25 30 35 40 45 50 55 -773 2 Кількість (г/м ) 670 670 80 - Насипання верхнього шару Панель виготовляють декоративним поверхневим шаром вниз. При цьому, на вихідному етапі насипання встановлюють поверхневий текстурний матеріал, такий як тиснений папір 23 (наприклад, Sappi, США) на тонку алюмінієву пластину, як показано на фіг. 17а. Потім матеріал 5 верхнього шару насипають на тиснений папір 23 з використанням насипного обладнання, показаного на фіг. 9а. Це показано на фіг. 17b. Матеріал 6 шару внутрішнього шару насипають на верхній шар 5, як показано на фіг. 17с. - Насипання підтримувального шару Стабілізуючий шар 7 насипають на внутрішній шар 6, як показано на фіг. 17d і покривають знімним папером. - Завантаження Алюмінієву пластину, яка несе насипані шари, завантажують в прес. - Пресування Насипані шари пресують верхньою і нижньою- плитами 37, 37' пресу, як показано на фіг. 2 17е, з тиском 40 кг/см . Обидві плити преса нагрівають до 160°С і витримують дві хвилини. Ламінований матеріал охолоджують до 40°С перед розкриттям преса. - Вивантаження Коли прес розкритий, ламіновану панель виймають з преса і тиснений папір і знімну плівку видаляють. Одержаний в результаті продукт, яким в даному варіанті здійснення є панель 3 підлогового покриття, показаний на фіг. 17f. Панель підлогового покриття показана з декоративним поверхневим шаром 5 зверху. - Розпилювання, фасонна обробка і упаковування Плиту підлогового покриття розрізають на елементи підлогового покриття і верстатною обробкою створюють панелі підлогового покриття з механічною системою з'єднання на кромках. Готовий продукт можна переважно привести в необхідний стан, відповідний клімату перед упаковуванням і відвантаженням. Приклад 2 Спосіб, описаний нижче, стосується панелі зі створенням поверхні на внутрішньому шарі (SOC), де поверхневий шар виготовляють на окремому попередньо виготовленому внутрішньому шарі. Панель в даному переважному варіанті здійснення має декоративний поверхневий шар близько 0,4 мм і загальну товщину близько 8 мм. Використовують наступні вихідні матеріали: - Меламінова смола у формі порошку - Оксид алюмінію - Пігменти - Деревні волокна - Деревноволокниста плита високої щільності ХДФ як внутрішній шар - Захисний папір, як стабілізуючий шар Операції способу: Операції сушіння з контролем вологості, просіювання, перемелювання і змішування є по суті аналогічними операціям для інтегрально виконаної панелі (IPF), описаним вище. - Поверхневий шар Поверхневий шар продукту оснований на суміші меламінової смоли (наприклад, Kauramine 773, BASF, Німеччина), оксиду алюмінію (наприклад, ZWSK180, Treibacher, Австрія), чорного пігменту, (наприклад, палена кістка, Alfort & Cronholm, Швеція) і деревних волокон (наприклад, відходи виробництва контурної обробки підлоги з ламінату), просіяних з одержанням волокон розміру менше 150 мкм. Склад поверхневого шару наступний: 21 UA 98825 C2 Склад поверхневого шару 2 Матеріал Кількість (г/м ) 130 130 130 130 Деревне волокно Меламінова смола Пігмент Оксид алюмінію 5 10 15 20 25 30 35 40 45 50 55 - Насипання на внутрішній шар Продукт виготовляють декоративним поверхневим шаром вгору. При цьому, вихідним етапом насипання є установлення матеріалу внутрішнього шару (7,8 мм Variboard (деревноволокниста плита високої щільності ХДФ, Wiwood, Швеція) під насипним пристроєм, показаним на фіг. 9а. Потім матеріал поверхневого шару насипають на ХДФ. - Завантаження ХДФ, що несе насипаний поверхневий шар, встановлюють зверху на підтримувальний папір 2 (наприклад, імпрегнований меламіновою смолою 200 г/м папір, DKB, Німеччина) який укладений на знімну фольгу. Також шар насипання укритий знімною фольгою. Матеріали завантажують в прес. - Пресування 2 Прес закривають з тиском 40 кг/см . Прес попередньо нагрівають з обох сторін до близько 180°С і витримують двадцять (20) секунд. - Вивантаження Коли прес відкритий в гарячому стані ламінований продукт виймають з преса і видаляють знімні плівки. Продукту дають охолонути до навколишньої температури. Розпилювання, фасонну обробку і упаковування і т.д. виконують аналогічно інтегрально виконаним панелям IFP. Описаний спосіб виготовлення зі створенням поверхні на внутрішньому шарі (SOC) робить можливим створення поверхневого шару в панелі підлогового покриття, з підвищеною приблизно у чотири рази зносостійкістю в порівнянні із звичайним підлоговим покриттям з ламінату. Стійкість до динамічного впливу також краща. Час пресування по суті є аналогічним, що означає, що продуктивність пресування і вартість є по суті однаковими для обох продуктів. Вартість вихідних матеріалів для поверхневого шару в панелі зі створенням поверхні на внутрішньому шарі (SOC), разом з тим, нижча, навіть у варіантах здійснення, де поверхневий шар містить більше оксиду алюмінію і кольорового пігменту, ніж в традиційній панелі підлогового покриття з ламінату. Основною перевагою є виключення виготовлення, друку й імпрегнування поверхневого паперу. Волокна в поверхневому шарі, описаному вище, переважно є волокнами з вторинної сировини від різання і верстатної обробки кромок. Вміст волокон в поверхневому шарі панелі зі створенням поверхні на внутрішньому шарі (SOC) в описаному вище прикладі становить близько 5% загального вмісту волокна і є по суті кількістю волокон, що одержується при верстатній обробці кромок. Це означає, що вартість волокна може бути близькою до нуля. Звичайне виробництво підлогових покриттів з ламінату дає значну кількість зайвих волокон і такі волокна можна використовувати в поверхні, внутрішньому шарі і стабілізуючому шарі панелі підлогового покриття згідно з винаходом. Можна використовувати внутрішній шар з деревностружкової плити, в основному, який менш дорого коштує, ніж ХДФ, для додаткового зменшення вартості виробництва. Даний винахід не обмежений описаними і показаними на фігурах варіантами здійснення. Зв'язувальні речовини можуть, наприклад, бути такими, що не містять формальдегіду, які вважаються більш екологічними, ніж традиційні зв'язувальні речовини, використовувані в підлогових покриттях з ламінату. Переважно, синтетична зв'язувальна речовина що не містить формальдегіду є рідкою або сухою термоотверджувальною зв'язувальною речовиною, такою як, наприклад, поліефір з карбоксильними або гідроксильними функціональними групами з прийнятною зшивною речовиною. Прикладом є комбінація поліефіру з карбоксильними функціональними групами Uralac P88O (DSM, NE) і стверджувальної речовини Primid XL-552. Іншою синтетичною термоотверджувальною зв'язувальною речовиною, яку можна використовувати, є функціоналізовані поліакрилати. Прийнятною функціоналізацією є, наприклад, карбоксильна, з можливим спарюванням з епокси і/або окси функціональністю. Прикладом комбінації окси і карбокси функціоналізації є, наприклад, Acrodur 950L, що виробляється BASF (DE). Відносна кількість зв'язувальної речовини, час пресування і тиск є по 22 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 60 суті однаковими з меламіновоформальдегідною смолою. Інші термоотверджувальні зв'язувальні речовини, що не містять формальдегіду, які можна використовувати, основані на уретановому хімічному складі, такому як в комбінації з поліоловими складами, на основі поліефіру, полікарбонату, полікапролактону або поліацилатному хімічному складі з функціональними складами, що містять в собі базові ізоціанати, такі як метилдифенілдіізоціанат (MDI). Можна також використовувати необроблений поліметилдифенілдіізоціанат (pMDI) без додання складів, що містять в собі реактивні групи ізоціанату. Також можливе одержання екологічного «зеленого» продукту з використанням природних смол, як зв'язувальної речовини, наприклад лігніну, суберинів, модифікованого крохмалю або модифікованих протеїнів або інших аналогічних природних смол. Хімічні спінювальні речовини, такі як бікарбонат натрію, разом із зв'язувальною речовиною, можна, наприклад, використовувати для зменшення щільності і/або для збільшення товщини після пресування для створення декоративних ефектів. Іншими аналогічними ексотермічними або ендотермічними хімічними піноутворювальними матеріалами є азоізобутиронітрил (AIBN) і азодикарбонамід (ADC). Газ або рідини можна також використовувати для сприяння спінюванню, як наприклад, за допомогою додання заповнених рідиною пластикових мікросфер, таких як Expancel®. Більш низької t щільності можна також досягати введенням наповнювачів низької щільності, таких як аеровані гелі двоокису кремнію, наприклад Cabosil. Операцію пресування, що переважно є сухим процесом, можна альтернативно замінювати мокрим процесом, де суспензію порошку або пасту, що містить деревні волокна, зв'язувальні речовини, переважно синтетично термоотверджувальні зв'язувальні речовини і зносостійкі частинки, переважно, оксиду алюмінію, можна використовувати для безперервного або переривистого заповнення форми виливання з низьким або високим тиском для утворення панелі підлогового покриття, наприклад зі скошеними кромками і, переважно, системи з'єднання. Такий спосіб виготовлення є більш складним і таким, що дорого коштує, ніж варіанти здійснення, описані вище, але може використовуватися в спеціальних варіантах застосування, таких, наприклад, як для зносостійких базових виливань. Друк з використанням способу «штампування» молена замінити способом «вібрації». Якщо панель, наприклад, виготовляють з лицьовою стороною, поверненою вниз, що спирається на матрицю, етап вібрації можна додати після насипання першого поверхневого шару на матрицю. Вібрації можна використовувати для установлення насипаного матеріалу, що містить, наприклад, частинки деякого кольору або що має стійкість до дряпання в найбільш глибокі частини матриці. Це означає, що дані найбільш глибокі частини на матриці повинні стати самими верхніми точками поверхні готової-панелі. Можна досягнути «довершеної» координації між дизайном і тисненням, в основному віднесеним до тиснення в регістрі ідентифікації обладнання. Додаткові декоративні шари можна накладати на матрицю так, що вони містять верхні частини на матриці і нижні частини на поверхні панелі. Цифровий або прямий друк можна, наприклад, використовувати для нанесення способом опосередкованого друку на поверхню панелі, наприклад, до отвердження поверхні або під час нього. Друк з «термоперенесенням» можна здійснювати на носії, такому як алюмінієва фольга або плита преса або структурований папір. Відбиток можна перенести з носія на поверхню панелі перед пресуванням або під час пресування. Друкарський пристрій можна, наприклад, помістити на верхній частині преса безперервного пресування і друк можна здійснювати з точною приводкою з тисненням сталевої стрічки. Такий друк з термоперенесенням, може також виконуватися спочатку за допомогою нанесення кольору на структуровану фольгу, наприклад, валком, з видаленням кольору скребачкою з виступаючих частин структури фольги, потім за допомогою нанесення нового кольору, наприклад, гумовим валком на дані виступаючі частини. Якщо копіюють оригінальний продукт, наприклад, камінь, як відносно кольору, так і тиснення, «довершене» відтворення можна одержати вищеописаними способами. Щільність і зносостійкість можна виконати так, що відтворена панель відчувається і працює як реальний камінь. Кольорові пігменти й інші декоративні або не декоративні матеріали можна включати до складу поверхні, і це може давати різні ефекти дизайну при впливі різного нагрівання і/або тиску. Це означає, що декоративні ефекти можна також одержувати за допомогою використання нагрівання поверхні плити преса, яке змінюється, для створення різних кольорів декору з однаковими базовими матеріалами. Структуру матриці пресування можна використовувати для створення різних тисків, і це може також давати різний дизайн в низьких і високих частинах на поверхні. Збільшений тиск можна одержати, локально наносячи більше матеріалу на деякі ділянки поверхні, ніж на інші прилягаючі ділянки. Збільшену щільність на конкретних ділянках, 23 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 що переважно є ділянками кромок в готовій панелі підлогового покриття, можна також виконувати аналогічним шляхом. Це можна використовувати для виконання міцної системи з'єднання і поліпшення вологостійкості. Це означає, що профіль щільності може змінюватися по горизонтальній площині на поверхні або у внутрішньому шарі. Збільшену кількість зносостійких частинок і/або зв'язувальних речовин можна застосовувати на виступаючих ділянках поверхні для збільшення зносостійкості, стійкості до динамічного впливу або створення декоративних ефектів. Даний варіант здійснення винаходу відрізняється тим, що панель містить поверхню з виступаючими ділянками і більш низькими частинами, при цьому виступаючі ділянки поверхні містять матеріали зі складами, які відрізняються від низьких частин. Можна використовувати запечатану фольгу, що вплавляється у верхній шар під час операції пресування. Таку фольгу можна комбінувати з додатковими зносостійкими частинками або частинками дизайну, хімікатами для імпрегнування для вологостійкості або спеціальними хімікатами для створення глянсової поверхні. Декоративні частинки, такі як колірні пластівці або волокна можна використовувати для виготовлення копій каменя з тривимірним ефектом «друку». Частинки термопластику з кольоровими пігментами, які повинні повністю або частково розплавлятися під час операції пресування, можна також використовувати в поверхневому шарі і різну в'язкість частинок в нагрітому стані можна використовувати для керування декоративними ефектами, які створюються декоративними частинками. Особливі проблеми можуть виникати, коли внутрішній шар, наприклад, з ХДФ вміщують на шар насипаного волокна, що містить захисний шар або поверхневий шар. Повітряний потік від внутрішнього шару, коли його опускають вниз до шару волокна, повинен здувати волокна, особливо якщо поставлена мета скорочення циклу пресування, наскільки можливо. Аналогічні проблеми виникають, якщо плиту преса замикають на верхньому, неотвердженому шарі волокон. Такі проблеми можна вирішувати нанесенням рідин на волокна, наприклад рідких зв'язувальних речовин або т.п. Інше рішення полягає у використанні спеціального вакуумного обладнання для поміщення матеріалу у вигляді плити на структуру насипаних волокон для видалення зайвого повітря. Можна використовувати вакуумне захоплення з властивостями, аналогічними вакуумній плиті преса, що часто використовується при верстатній обробці матеріалів тонких плит. Можна також використовувати перфорований захисний матеріал для стабілізації стабілізуючого шару, внутрішнього шару і поверхневого шару під час подачі в прес. Вакуум можна використовувати для повної або часткової заміни попереднього пресування перед остаточним пресуванням. Для поліпшення зносостійкості, структурний папір/фольгу можна покривати рідким меламіном, змішаним з АІ2О3, і просушувати. Друкарське зображення можна наносити на дані просушені поверхні і передавати на верхню, переважно зносостійку волокнисту поверхню, коли панель стверджують в пресі. Можна одержати ряд переваг: а) можна виконати пази у верхній декоративній частині, що проходять до нижньої частини, різної конструкції, для створення ділянок декоративних пазів; б) можна створити дизайн, що змінюється протягом терміну служби виробу при зносі частин поверхні, аналогічно зношенню природного каменя. Даний спосіб можна також використовувати для збільшення стійкості до подряпин звичайних підлогових покриттів з ламінату. Можна одержувати випадковий розподіл кольору із застосуванням методики фарборозпилення і його програмування і/або створення за допомогою «генератора випадкового розподілу». Можна також виробляти двосторонні панелі з гнучкими шипами або окремим матеріалом, застосовуваним на кромках під час установлювання, так що всі панелі можна з'єднувати збудьякими іншими панелями з будь-якою з двох сторін, що служить лицьовою стороною. Використання покриття зі зносостійкими частинками не виключене і це може збільшувати зносостійкість. ФОРМУЛА ВИНАХОДУ 55 60 1. Будівельна панель, яка містить поверхневий шар (5) і внутрішній шар (6), причому внутрішній шар містить деревні волокна (14), а поверхневий шар (5) містить по суті гомогенну суміш, що складається з деревних волокон (14), які містять природні смоли, зв'язувальної речовини (19) і зносостійких частинок (12), причому деревні волокна (14) в поверхневому шарі (5) є неочищеними і містять природні смоли, такі як лігнін, при цьому панель є панеллю підлогового покриття, що містить стабілізуючий шар (7), зв'язувальна речовина (19) є термоотверджуваною 24 UA 98825 C2 5 10 15 20 25 30 35 40 45 50 55 смолою, і зносостійкі частинки (12) містять оксид алюмінію, причому частинки (12') оксиду алюмінію знаходяться в безпосередньому контакті з верхньою частиною внутрішнього шару (6). 2. Будівельна панель за п. 1, в якій внутрішній шар (6) є плитою, наприклад деревноволокнистою плитою високої щільності (ХДФ) або деревностружковою плитою, при цьому поверхневий шар (5) додатково містить кольорові пігменти (15), і деревні волокна (14) в поверхневому шарі (5) містять волокна матеріалу одного типу з внутрішнім шаром (6). 3. Будівельна панель за п. 1 або 2, в якій зв'язувальна речовина (19) містить меламінову смолу. 4. Будівельна панель за п. 3, в якій зносостійкі частинки (12) зв'язані з деревними волокнами (14) в поверхневому шарі (5) меламіновою смолою. 5. Будівельна панель за будь-яким з пп. 1-4, в якій поверхневий шар (5) містить вертикальну ділянку (Р) з трьома горизонтальними площинами (Н1, Н2, Н3), що проходять паралельно основній площині панелі (1), при цьому перша верхня площина (Н1), розташована у верхній частині поверхневого шару (5), містить перші частинки (12) оксиду алюмінію, друга проміжна площина (Н2), розташована під першими частинками (12) оксиду алюмінію, містить деревину, і третя нижня площина (Н3), розташована під другою площиною (Н2), містить другі частинки (12') оксиду алюмінію. 6. Будівельна панель за будь-яким з попередніх пунктів, в якій ваговий вміст частинок оксиду алюмінію в поверхневому шарі (5) знаходиться в діапазоні від близько 5 % до близько 30 % від загальної ваги поверхневого шару. 7. Будівельна панель за будь-яким з попередніх пунктів, в якій ваговий вміст частинок оксиду 2 алюмінію в поверхневому шарі (5) становить щонайменше 100 г/м . 8. Будівельна панель за будь-яким з попередніх пунктів, в якій внутрішній шар (6) є деревноволокнистою плитою високої щільності (ХДФ). 9. Будівельна панель за будь-яким з попередніх пунктів, в якій внутрішній шар (6) є деревностружковою плитою. 10. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) додатково містить відбиток, що проходить в поверхні під верхніми зносостійкими частинками (12). 11. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить оброблені щіткою ділянки з різними волокнистими структурами. 12. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить оброблені щіткою ділянки з різною зносостійкістю. 13. Будівельна панель за будь-яким з попередніх пунктів, в якій деревні волокна (14) поверхневого шару (5) є меншими ніж 1 мм. 14. Будівельна панель за будь-яким з попередніх пунктів, в якій поверхневий шар (5) містить деревні волокна (14) у формі порошку, який є меншим ніж 0,5 мм. 15. Будівельна панель за будь-яким з попередніх пунктів, в якій кромка панелі містить систему (4, 4') механічного з'єднання для з'єднання панелей з аналогічними іншими панелями, при цьому така система з'єднання виконана у внутрішньому шарі (6). 16. Спосіб виготовлення будівельної панелі (1) з декоративним поверхневим шаром, що включає наступні етапи: - сухе змішування частинок, що містять деревні волокна (14), що включають природні смоли, зв'язувальні речовини з термоотверджуваної смоли (19), кольорові пігменти (15) і дрібні зносостійкі частинки (12) оксиду алюмінію, для одержання сухої суміші; - нанесення сухої суміші безпосередньо на внутрішній шар (6), що містить плиту на деревноволокнистій основі; і - прикладання нагрівання і тиску до сухої суміші, таким чином формуючи її в декоративний поверхневий шар будівельної панелі. 17. Спосіб за п. 16, в якому панель є панеллю підлогового покриття. 18. Спосіб за п. 17, в якому плита на деревноволокнистій основі є деревноволокнистою плитою високої щільності (ХДФ). 19. Спосіб за п. 18, в якому плита на деревноволокнистій основі є деревностружковою плитою. 20. Спосіб за будь-яким з пп. 16-19, що додатково включає попереднє пресування перед остаточним пресуванням. 21. Спосіб за будь-яким з пп. 16-20, що додатково включає операцію друку перед остаточним пресуванням. 22. Спосіб за будь-яким з пп. 16-21, що включає верстатну обробку, яка включає формування будівельної панелі в панель підлогового покриття (1) з системами (4, 4') механічного з'єднання на протилежних кромках. 23. Спосіб за п. 16, що додатково включає наступні етапи: 25 UA 98825 C2 5 10 15 20 - розташування внутрішнього шару (6) на стабілізуючому шарі (7), що містить деревні волокна і зв'язувальну речовину; і - прикладання нагрівання і тиску до трьох шарів, що містять поверхневий шар, внутрішній шар (6) і стабілізуючий шар (7). 24. Спосіб за п. 23, що включає застосування стабілізуючого шару (7) з більш високою щільністю, ніж у внутрішньому шарі (6). 25. Спосіб за будь-яким з пп. 16-24, в якому частинки (12') оксиду алюмінію сухої суміші знаходяться в безпосередньому контакті з верхньою частиною внутрішнього шару (6). 26. Будівельна панель, що містить поверхневий шар (5) і внутрішній шар (6), що містить деревні волокна (14), де поверхневий шар містить по суті гомогенну суміш деревних волокон (14), які включають природні смоли, зв'язувальної речовини (19), і зносостійких частинок (12), де панель є панеллю підлогового покриття, що містить стабілізуючий шар (7), де зв'язувальна речовина (19) є термоотверджуваною смолою, і де зносостійкі частинки (12) містять оксид алюмінію, при цьому поверхневий шар (5) містить вертикальну ділянку (Р) з горизонтальними площинами (Н1, Н2, Н3), що проходять паралельно основній площині панелі (1), причому перша верхня площина (Н1), розташована у верхній частині поверхневого шару (5), містить перші частинки (12) оксиду алюмінію, друга проміжна площина (Н2), розташована під першими частинками (12) оксиду алюмінію, містить деревину, і третя нижня площина (Н3), розташована під другою площиною (Н2), містить другі частинки (12) оксиду алюмінію, причому частинки (12) оксиду алюмінію знаходяться в прямому контакті з верхньою частиною внутрішнього шару (6). 26 UA 98825 C2 27 UA 98825 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюBuilding panel (embodiments) and method of its manufacturing
Автори англійськоюPervan, Darko, Lindgren, Kent, Jacobsson, Jan, Hakansson, Niclas, Boucke, Eddy, Ziegler, Goran
Назва патенту російськоюСтроительная панель (варианты) и способ ее изготовления
Автори російськоюПерван Дарко, Линдгрен Кент, Якобссон Ян, Хоканссон Никлас, Буке Эдди, Зиеглер Горан
МПК / Мітки
МПК: B27M 3/06, B44F 9/00, B32B 21/00, B27N 3/06, E04F 15/10, B44C 5/04, B27N 7/00
Мітки: будівельна, виготовлення, спосіб, варіанти, панель
Код посилання
<a href="https://ua.patents.su/43-98825-budivelna-panel-varianti-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Будівельна панель (варіанти) і спосіб її виготовлення</a>
Будівельна панель та спосіб складання суттєво площинної сукупності множини окремих панелей (варіанти)
Номер патенту: 87668
Опубліковано: 10.08.2009
Автор: Ардерн Ферґус Джонатан
Мітки: суттєво, панелей, площинної, спосіб, окремих, множині, сукупності, складання, панель, будівельна, варіанти
Формула / Реферат:
1. Будівельна панель, що має центральну секцію та дві протилежні кінцеві секції, з яких центральну секцію виконано загалом прямокутної форми з двома паралельними зовнішніми боковими ребрами та двома паралельними торцевими ребрами, кожну кінцеву секцію виконано з частини у формі рівнобедреної трапеції, поєднаної з прямокутною частиною, з яких трапецеїдальна частина має паралельні довге і коротке ребра та пару зовнішніх скісних ребер, а...
Спосіб виготовлення плоскої панелі (варіанти) і панель для підлогових покриттів, облицювання стін та стель (варіанти)
Номер патенту: 94426
Опубліковано: 10.05.2011
Автори: Джілг Хельмут, Мур Зігфрід
МПК: E04F 13/08, E04F 15/02, E04F 13/10, A47G 27/00, E04F 15/04
Мітки: спосіб, варіанти, виготовлення, панель, покриттів, стін, плоскої, підлогових, стель, облицювання, панелі
Формула / Реферат:
1. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), фрезерують щонайменше верхній поздовжній паз (6), який заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) у панелі (1), з...
Будівельна панель, спосіб її виготовлення і створені на цій основі фундаментний будівельний блок, фундамент будівлі, тривимірна будівельна конструкція, висотна споруда і тривимірна будівля, а також спосіб кріпл
Номер патенту: 28017
Опубліковано: 16.10.2000
Автор: Ебу-Речед Роджер Джорджес
МПК: E04B 1/348, E04H 1/02, E04H 9/02, E04C 2/26, E04F 13/02, E02D 27/34
Мітки: будівля, висотна, виготовлення, фундаментний, основі, панель, конструкція, тривимірна, спосіб, також, споруда, будівлі, цій, фундамент, створені, блок, кріпл, будівельна, будівельний
Текст:
...370 изображена в положении, в котором она может быть соединена с блоками фундамента. Положение панели таково, что поперечный край 376 прилегает к боковому блоку 40 фундамента, а продольный край 374 к оконечному блоку 42 фундамента. Перед присоединением панели пола к блокам фундамента угловой соединительный фланец 380 прикрепляют к параллельному элементу 170, примыкающему к поперечному краю 376 и продольному краю 374, а угловой соединительный...
Тришарова будівельна панель

Номер патенту: 31395
Опубліковано: 15.12.2000
Автори: Цимбаленко Валерій Володимирович, Чухарко Сергій Анатолійович
Мітки: будівельна, панель, тришарова
Формула / Реферат:
Тришарова будівельна панель, яка складається з двох несучих обшивок із захисним покриттям, між якими знаходиться теплоізоляційний сердечник, яка відрізняється тим, що як теплоізоляційний сердечник використовується мінеральна вата на основі базальтового волокна, який кріпиться до обшивок за допомогою клеючої речовини.
Будівельна панель мізероти
Номер патенту: 30079
Опубліковано: 11.02.2008
Автор: Мізерота Ігор Степанович
МПК: E04C 2/00
Мітки: будівельна, мізероти, панель
Формула / Реферат:
1. Будівельна панель, що має серцевину з газонаповненої пластмаси - пінопласту та внутрішній і зовнішній захисні шари, розташовані з обох сторін серцевини, яка відрізняється тим, що принаймні зовнішній захисний шар виконаний з будівельного крафт-паперу або склотканини, або тканини, або шкірозамінника, або пластику, або фанери, або алюмінієвої фольги.2. Панель за п. 1, яка відрізняється тим, що вона оснащена принаймні одним армувальним...
Попередній патент: Напівпровідниковий випромінюючий пристрій
Наступний патент: Рушій універсальний технічний
Випадковий патент: Застосування полііоненів на основі оксиранових сполук як добавки у композиції триацетату целюлози