Спосіб установки розвертки при обробці горизонтальних отворів
Номер патенту: 100183
Опубліковано: 26.11.2012
Автори: Сергеєчев Захар Сергійович, Татьянченко Олександр Григорович
Формула / Реферат
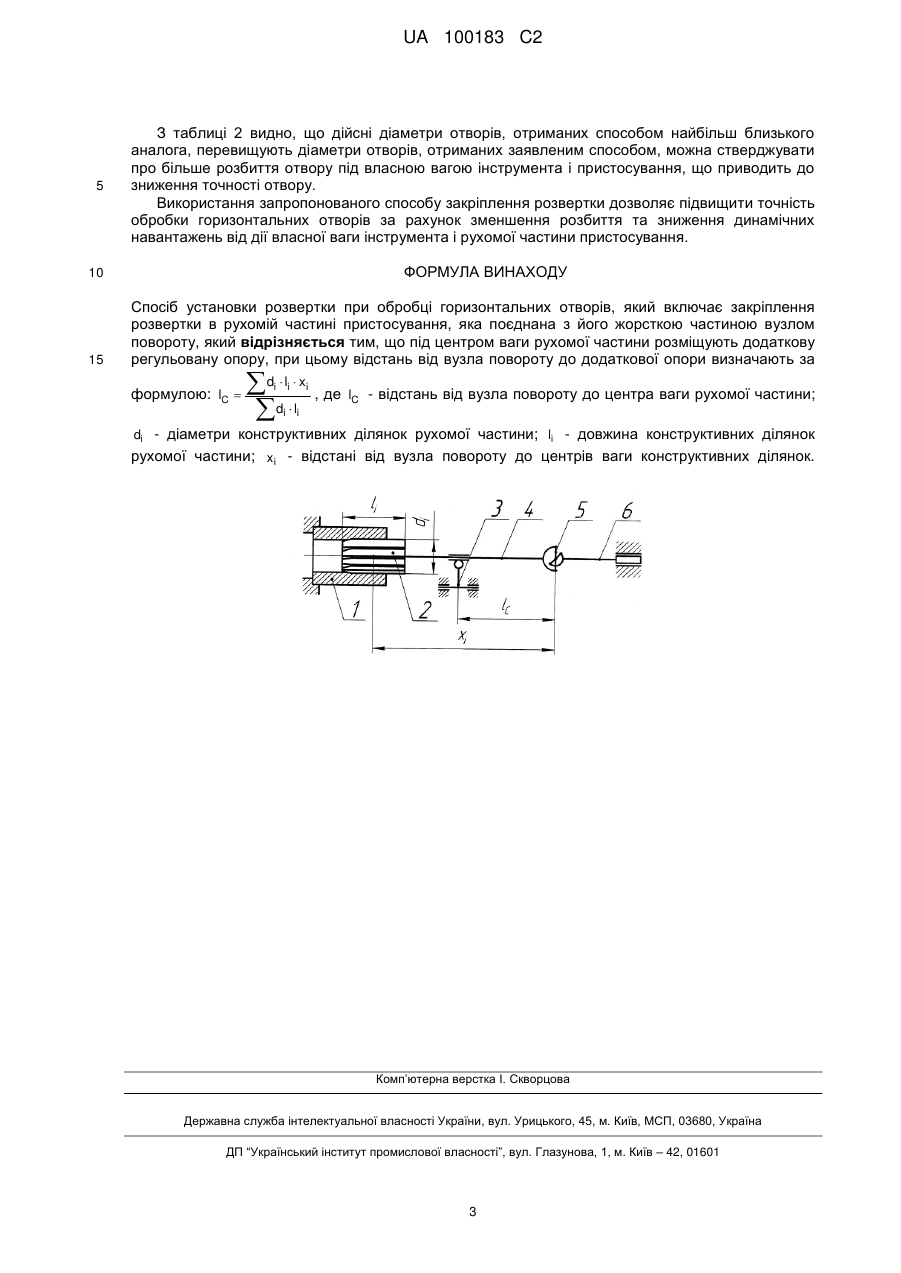
Спосіб установки розвертки при обробці горизонтальних отворів, який включає закріплення розвертки в рухомій частині пристосування, яка поєднана з його жорсткою частиною вузлом повороту, який відрізняється тим, що під центром ваги рухомої частини розміщують додаткову регульовану опору, при цьому відстань від вузла повороту до додаткової опори визначають за формулою: ![]() , де
, де ![]() - відстань від вузла повороту до центра ваги рухомої частини;
- відстань від вузла повороту до центра ваги рухомої частини; ![]() - діаметри конструктивних ділянок рухомої частини;
- діаметри конструктивних ділянок рухомої частини; ![]() - довжина конструктивних ділянок рухомої частини;
- довжина конструктивних ділянок рухомої частини; ![]() - відстані від вузла повороту до центрів ваги конструктивних ділянок.
- відстані від вузла повороту до центрів ваги конструктивних ділянок.
Текст
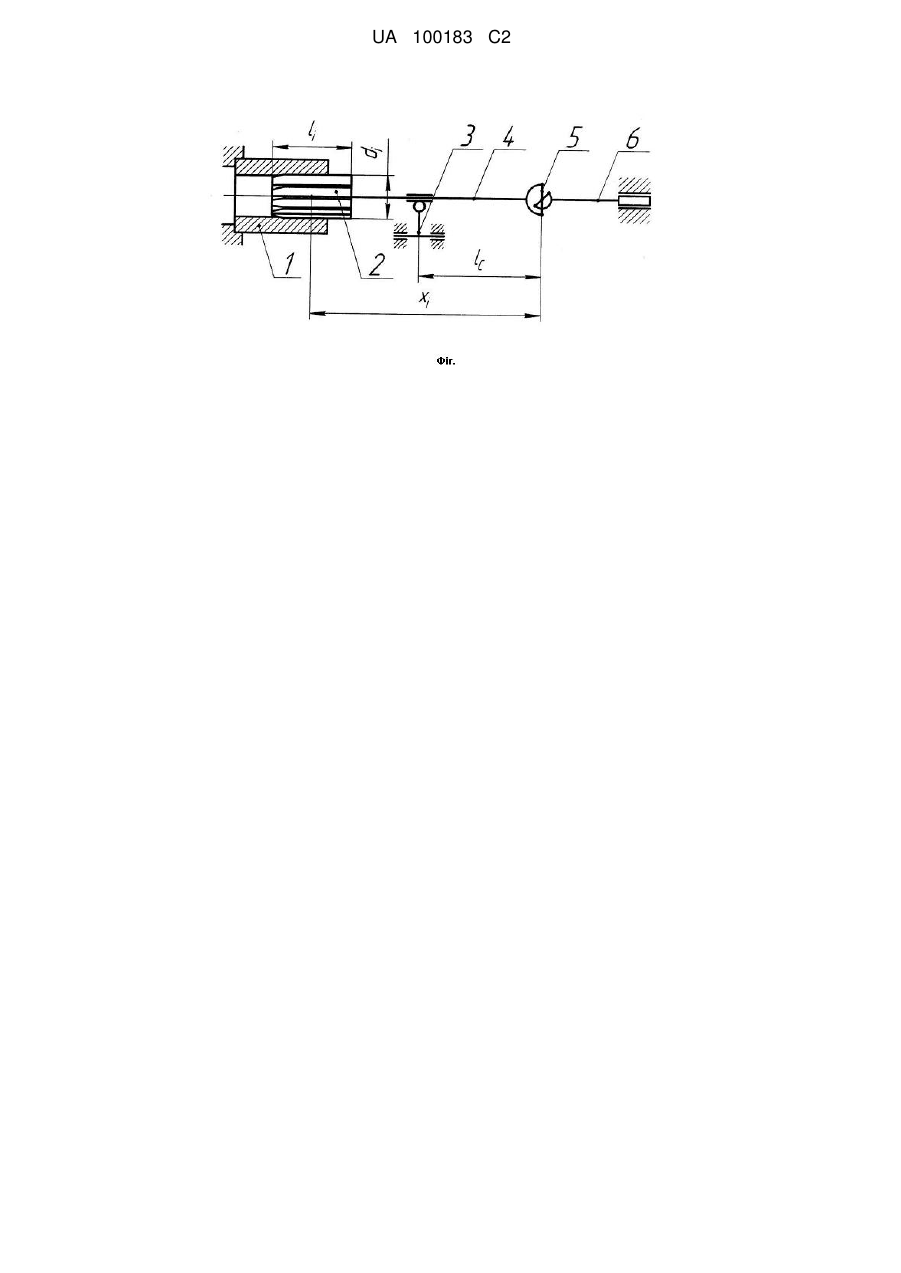
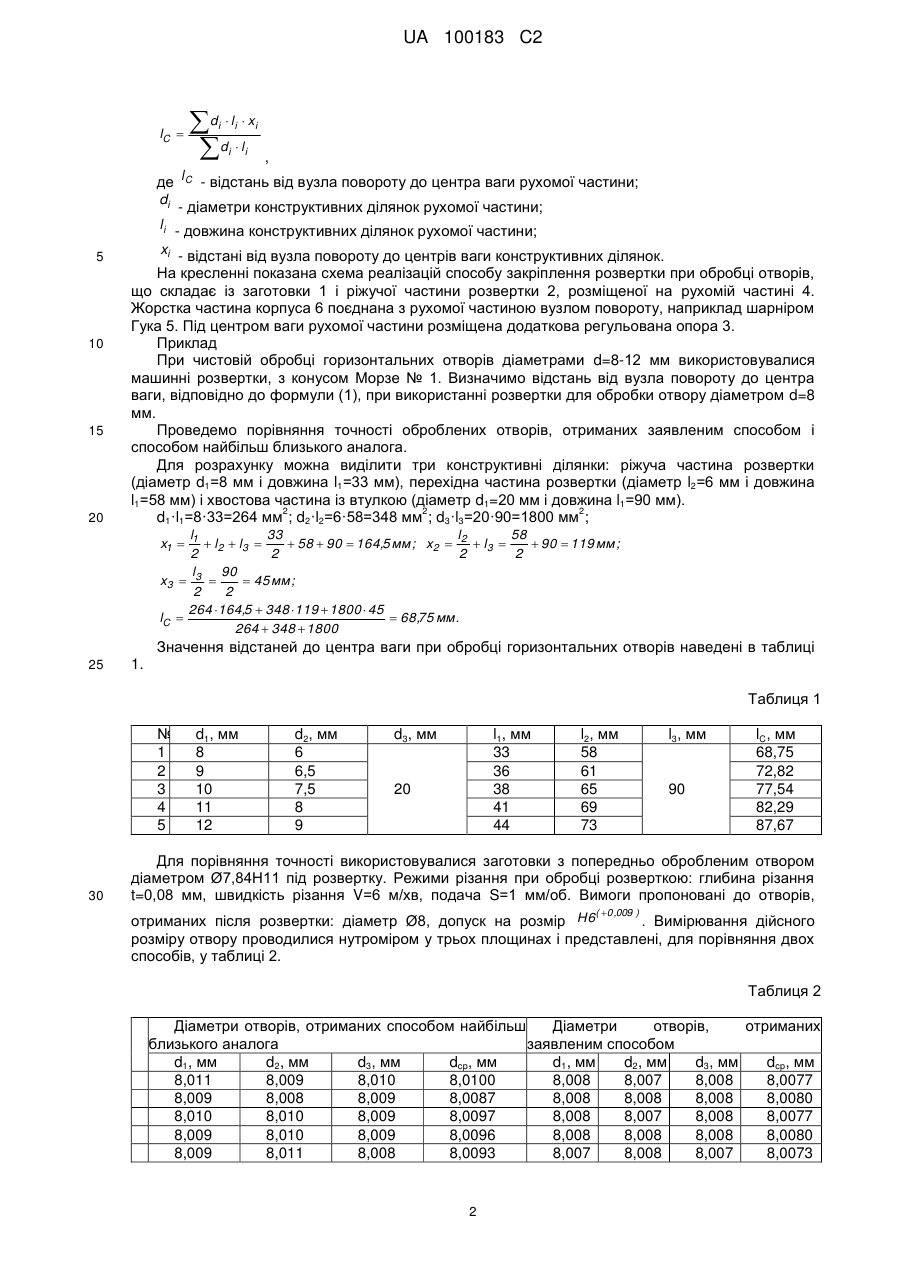
Реферат: Винахід належить до області обробки металів різанням і може бути використаний при обробці точних горизонтальних отворів. Спосіб установки розвертки при обробці горизонтальних отворів включає закріплення розвертки в рухомій частині пристосування, яка поєднана з його жорсткою частиною вузлом повороту, при цьому під центром ваги рухомої частини розміщують додаткову регульовану опору, а відстань від вузла повороту до додаткової опори визначають за формулою lC d l x d l i i i i , де lC - відстань від вузла повороту до центра ваги рухомої частини; di i діаметри конструктивних ділянок рухомої частини; li - довжина конструктивних ділянок рухомої частини; xi - відстані від вузла повороту до центрів ваги конструктивних ділянок. Використання запропонованого способу закріплення розвертки дозволяє підвищити точність обробки горизонтальних отворів за рахунок зменшення розбивки та зниження динамічних навантажень від дії власної ваги інструмента і рухомої частини пристосування. UA 100183 C2 (12) UA 100183 C2 UA 100183 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області обробки металів різанням і може бути використаний при обробці точних горизонтальних отворів. Чистова обробка отворів осьовим інструментом є однією з найменш продуктивних операцій механічної обробки різанням. Причиною цього є негативні динамічні процеси, що розвиваються при підвищенні режимів різання в умовах дії неврівноваженої складової сили різання (Бобров В.Ф. Основы теории резания металлов. - М: Машиностроение, 1975. - 339 с). Основними причинами появи неврівноваженої динамічної складової сили різання при обробці отворів осьовим інструментом є неспіввісність інструмента та деталі в результаті похибки налагоджування, похибки заточення інструмента та додаткові технологічні навантаження від власної ваги інструмента, які проявляються при обробці горизонтальних отворів (Холмогорцев Ю.П. Оптимизация процессов обработки отверстий. - М.: Машиностроение, 1984. - 184 с). Всі ці фактори є об'єктивним наслідком технологічного процесу обробки отвору осьовим інструментом і не можуть бути компенсовані за рахунок технологічних рішень. Тому усунення або зниження їхнього негативного впливу на точність та продуктивність обробки отворів можливо лише за рахунок ефективних технічних рішень по зміні конструкції інструмента та пристосування. Відомий інструмент для обробки отворів (RU № 2162784 С2, МПК В24В 27/08, опубл. 10.02.2001), у якому представлений спосіб закріплення з використанням додаткової опори для компенсації неврівноваженої складової сили різання, розташованої в інструментотримачі за напрямком вектора рівнодіючої сили опору різання. Недоліком цього способу є жорстке закріплення інструмента, що не дозволяє усувати неспіввісність осі отвору та осі інструмента в процесі обробки, та відсутність регулювання додаткової опори при зміні напрямку вектора, рівнодіючої опору різання в процесі обробки. Це приводить не тільки до розбиття отвору (збільшення його дійсного розміру), але й до появи додаткових динамічних неврівноважених навантажень. По технічній суті найбільш близьким аналогом до заявленого є структурна схема способу обробки отворів розверткою, наведена в книзі (Инструмент для обработки точных отверстий / С.В. Кирсанов, В.А. Гречишников, А.Г. Стиртладзе и В.И. Кокарев. - М.: Машиностроение, 2003, на стр. 54 рис. 2.3б). У способі найближчого аналога обробка отвору здійснюється розверткою, закріпленою в пристосуванні, що складається із жорсткої і рухомої частин. Інструмент закріплюється в рухомій частині, а поєднання рухомої і жорсткої частин пристосування здійснюється за допомогою вузла повороту (шарніра Гука). Використання даного способу дозволяє істотно знизити динамічні неврівноважені навантаження за рахунок усунення неспіввісності осі отвору оброблюваної заготівки та осі ріжучої частини інструмента. Це приводить до підвищення точності за рахунок зменшення його розбиття і створює перспективи для підвищення режимів обробки. Недоліком відомого способу є те, що він застосовний тільки для обробки вертикальних отворів, тому що таке закріплення інструмента не дозволяє компенсувати додаткові неврівноважені навантаження, що виникають під дією власної ваги інструмента при обробці горизонтальних отворів. Використання даного способу для обробки горизонтальних отворів приводить до утворення неврівноваженої радіальної сили різання, рівної ваги інструмента і рухомої частини пристосування, що викликає додаткове розбиття та істотне зниження точності отвору. Загальними ознаками найбільш близького аналога та заявленого винаходу, є використання способу закріплення розвертки в пристосуванні, що складається з рухомої та жорсткої частин, поєднаних між собою за допомогою вузла повороту. В основу винаходу поставлена задача удосконалення способу закріплення розвертки у комбінованому пристосуванні, що складається із жорсткої та рухомої частин, при чистовій обробці горизонтальних отворів, у якому за рахунок нових технічних рішень забезпечується усунення неврівноважених радіальних динамічних навантажень від дії власної ваги інструмента і рухомої частини пристосування, що приводить до підвищення точності обробки отвору за рахунок зменшення розбиття та створення перспективи підвищення режимів обробки, знизивши динамічні навантаження. Поставлена задача вирішується, за рахунок того, що спосіб закріплення розвертки при обробці горизонтальних отворів, що включає закріплення розвертки в рухомій частині, яка поєднана з жорсткою частиною корпуса вузлом повороту, відповідно до винаходу, під центром ваги рухомої частини розміщують додаткову регульовану опору, при цьому відстань від вузла повороту до додаткової опори визначають за формулою 1 UA 100183 C2 lC d l x d l i i i i i , де di 10 15 20 - діаметри конструктивних ділянок рухомої частини; li 5 lC - довжина конструктивних ділянок рухомої частини; - відстань від вузла повороту до центра ваги рухомої частини; xi - відстані від вузла повороту до центрів ваги конструктивних ділянок. На кресленні показана схема реалізацій способу закріплення розвертки при обробці отворів, що складає із заготовки 1 і ріжучої частини розвертки 2, розміщеної на рухомій частині 4. Жорстка частина корпуса 6 поєднана з рухомої частиною вузлом повороту, наприклад шарніром Гука 5. Під центром ваги рухомої частини розміщена додаткова регульована опора 3. Приклад При чистовій обробці горизонтальних отворів діаметрами d=8-12 мм використовувалися машинні розвертки, з конусом Морзе № 1. Визначимо відстань від вузла повороту до центра ваги, відповідно до формули (1), при використанні розвертки для обробки отвору діаметром d=8 мм. Проведемо порівняння точності оброблених отворів, отриманих заявленим способом і способом найбільш близького аналога. Для розрахунку можна виділити три конструктивні ділянки: ріжуча частина розвертки (діаметр d1=8 мм і довжина l1=33 мм), перехідна частина розвертки (діаметр l2=6 мм і довжина l1=58 мм) і хвостова частина із втулкою (діаметр d1=20 мм і довжина l1=90 мм). 2 2 2 d1·l1=8·33=264 мм ; d2·l2=6·58=348 мм ; d3·l3=20·90=1800 мм ; l1 33 l 58 l2 l3 58 90 164,5 мм ; x2 2 l 3 90 119 мм ; 2 2 2 2 l 90 x3 3 45 мм ; 2 2 264 164,5 348 119 1800 45 lC 68,75 мм. 264 348 1800 x1 Значення відстаней до центра ваги при обробці горизонтальних отворів наведені в таблиці 25 1. Таблиця 1 № 1 2 3 4 5 30 d1, мм 8 9 10 11 12 d2, мм 6 6,5 7,5 8 9 d3, мм l1, мм 33 36 38 41 44 20 l2, мм 58 61 65 69 73 l3, мм 90 lC, мм 68,75 72,82 77,54 82,29 87,67 Для порівняння точності використовувалися заготовки з попередньо обробленим отвором діаметром Ø7,84Н11 під розвертку. Режими різання при обробці розверткою: глибина різання t=0,08 мм, швидкість різання V=6 м/хв, подача S=1 мм/об. Вимоги пропоновані до отворів, ( 0 ,009 ) отриманих після розвертки: діаметр Ø8, допуск на розмір H6 . Вимірювання дійсного розміру отвору проводилися нутроміром у трьох площинах і представлені, для порівняння двох способів, у таблиці 2. Таблиця 2 Діаметри отворів, отриманих способом найбільш Діаметри отворів, отриманих близького аналога заявленим способом № d1, мм d2, мм d3, мм dcp, мм d1, мм d2, мм d3, мм dcp, мм 1 8,011 8,009 8,010 8,0100 8,008 8,007 8,008 8,0077 2 8,009 8,008 8,009 8,0087 8,008 8,008 8,008 8,0080 3 8,010 8,010 8,009 8,0097 8,008 8,007 8,008 8,0077 4 8,009 8,010 8,009 8,0096 8,008 8,008 8,008 8,0080 5 8,009 8,011 8,008 8,0093 8,007 8,008 8,007 8,0073 2 UA 100183 C2 5 З таблиці 2 видно, що дійсні діаметри отворів, отриманих способом найбільш близького аналога, перевищують діаметри отворів, отриманих заявленим способом, можна стверджувати про більше розбиття отвору під власною вагою інструмента і пристосування, що приводить до зниження точності отвору. Використання запропонованого способу закріплення розвертки дозволяє підвищити точність обробки горизонтальних отворів за рахунок зменшення розбиття та зниження динамічних навантажень від дії власної ваги інструмента і рухомої частини пристосування. ФОРМУЛА ВИНАХОДУ 10 15 Спосіб установки розвертки при обробці горизонтальних отворів, який включає закріплення розвертки в рухомій частині пристосування, яка поєднана з його жорсткою частиною вузлом повороту, який відрізняється тим, що під центром ваги рухомої частини розміщують додаткову регульовану опору, при цьому відстань від вузла повороту до додаткової опори визначають за формулою: lC d l x d l i i i i , де lC - відстань від вузла повороту до центра ваги рухомої частини; i di - діаметри конструктивних ділянок рухомої частини; li - довжина конструктивних ділянок рухомої частини; xi - відстані від вузла повороту до центрів ваги конструктивних ділянок. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of installation of reamer for machining horizontal holes
Автори англійськоюTat'ianchenko Oleksandr Hryhorovych, Serheiechev Zakhar Serhiiovych
Назва патенту російськоюСпособ установки развертки при обработке горизонтальных отверстий
Автори російськоюТатьянченко Александр Григорьевич, Сергеечев Захар Сергеевич
МПК / Мітки
МПК: B23Q 3/00
Мітки: спосіб, отворів, розвертки, обробці, установки, горизонтальних
Код посилання
<a href="https://ua.patents.su/5-100183-sposib-ustanovki-rozvertki-pri-obrobci-gorizontalnikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб установки розвертки при обробці горизонтальних отворів</a>
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка
Номер патенту: 5691
Опубліковано: 15.03.2005
Автори: Мірошниченко Олександр Володимирович, Малишко Іван Олександрович
МПК: B23D 77/00
Мітки: наскрізних, інструментом, зенкер-розвертка, типу, спосіб, обробки, отворів
Формула / Реферат:
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка, що включає одночасний обертальний рух і подачу інструмента, який відрізняється тим, що стружку, яку знімають зубами зенкера, направляють на оброблювану поверхню під кутом сходу стружки, значення якого визначається залежністю:, (1)де
Пристрій передачі високочастотних коливань індуктору при магнітно-абразивній обробці отворів деталей
Номер патенту: 60524
Опубліковано: 25.06.2011
Автори: Макаров Артем Сергійович, Гавриш Олег Анатолійович, Острик Деніс Вікторович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: високочастотних, магнітно-абразивний, отворів, пристрій, деталей, коливань, передачі, обробці, індуктору
Формула / Реферат:
Пристрій передачі високочастотних коливань індуктору при магнітно-абразивній обробці отворів деталей, який містить оправку з конічним хвостовиком для кріплення пристрою у шпинделі відповідного верстату, струмознімач та індуктор магнітно-абразивної обробки, який відрізняється тим, що кінцева частина оправки з індуктором виконана у вигляді магнітострикційного концентратора здатного передавати індуктору високочастотні коливання у межах...
Інструмент для обробки переривчастих отворів
Номер патенту: 23776
Опубліковано: 11.06.2007
Автори: Кропівний Володимир Миколайович, Шепеленко Ігор Віталійович, Чернявський Олександр Васильович, Гранкіна Надія Сергіївна
МПК: C21D 7/00, B24B 39/00
Мітки: обробки, отворів, інструмент, переривчастих
Формула / Реферат:
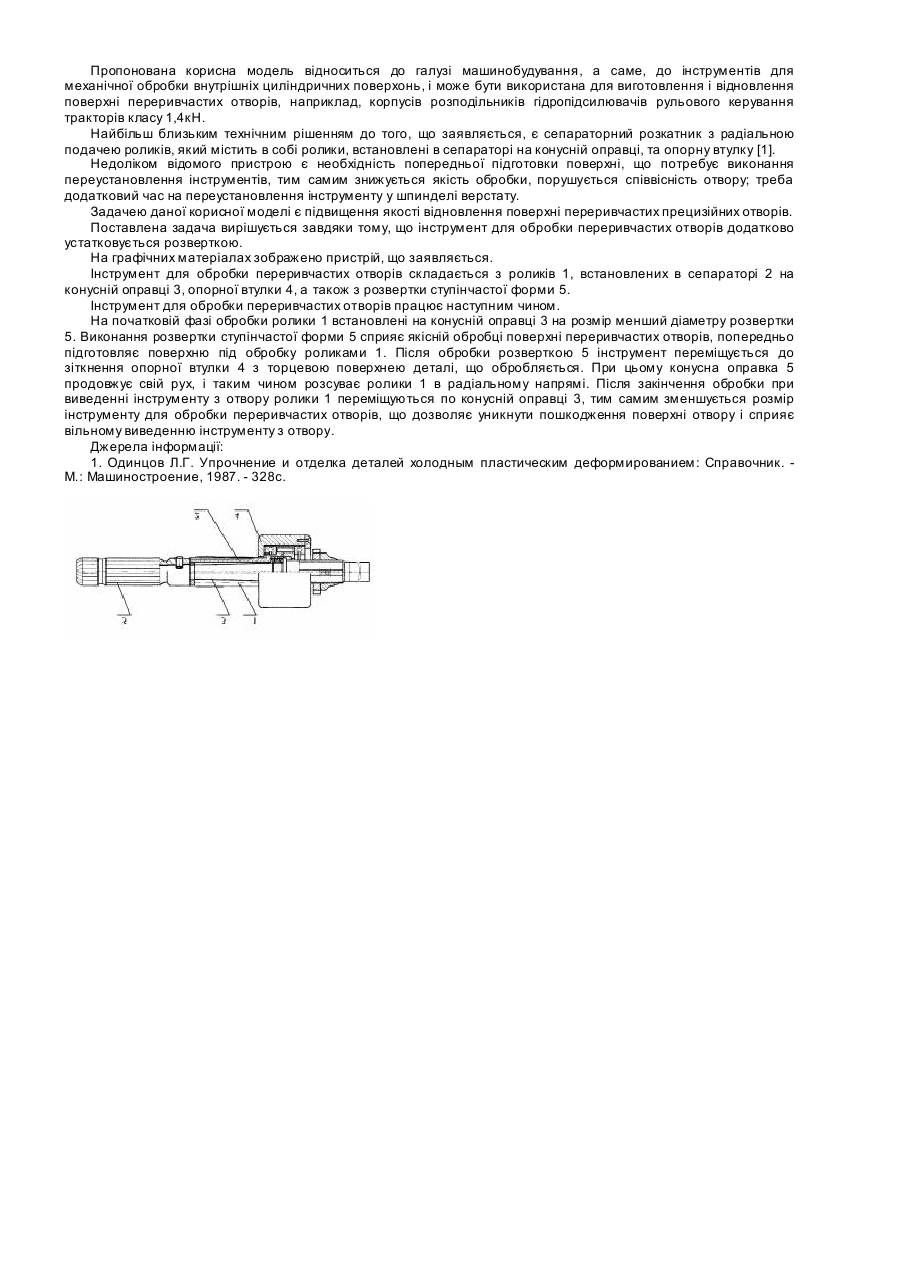
Інструмент для обробки переривчастих отворів, що складається із роликів, встановлених в сепараторі на конусній оправці, та опорної втулки, який відрізняється тим, що він додатково оснащений розверткою ступінчастої форми.
Пристрій компенсації горизонтальних переміщень плавучої бурової установки

Номер патенту: 17860
Опубліковано: 16.10.2006
Автори: Галь Анатолій Феодосійович, Дубіна Марина Олександрівна
МПК: B63B 21/00
Мітки: переміщень, горизонтальних, бурової, установки, компенсації, плавучої, пристрій
Формула / Реферат:
Пристрій компенсації горизонтальних переміщень плавучої бурової установки, що містить якірний канат, сполучений з якорем підвищеної утримувальної сили, розміщеним на дні водоймища, і зв'язаний через якірний клюз з якірним механізмом, встановленим на плавучій буровій установці, а також підводно-устєвий комплекс, що складається з морського стояка, сполученого через опорно-направляючу основу з опорною плитою бурової свердловини, і за допомогою...
Спосіб обробки отворів
Номер патенту: 68832
Опубліковано: 16.08.2004
Автор: Тятьянченко Олександр Григорович
МПК: B23D 77/00
Мітки: обробки, спосіб, отворів
Формула / Реферат:
Спосіб обробки отворів, що включає зменшення номінального розміру інструмента до для усунення розбивки отвору діаметром який відрізняється тим, що безпосередньо перед обробкою отвору частину різального інструмента прогрівають до...
Попередній патент: Спосіб вирощування дерев цінних порід
Наступний патент: Пристрій пневматичного гальма
Випадковий патент: Регулятор частоти обертання двигуна внутрішнього згорання