Спосіб відновлення спрацьованих стрілчастих культиваторних лап
Номер патенту: 100194
Опубліковано: 10.07.2015
Автори: Желєзняк Артем Володимирович, Рибалко Іван Миколайович, Лопушенко Павло Володимирович, Пасюта Андрій Григорович, Біловод Олександра Іванівна, Маляр Наталя Віталіївна, Дудніков Анатолій Андрійович, Келемеш Антон Олександрович, Рясний Володимир Володимирович, Тіхонов Олександр Всеволодович


Формула / Реферат
1. Спосіб відновлення спрацьованих стрілчастих лап культиваторів, згідно з яким зношену частину леза видаляють і до відновлюваної лапи приварюють кутову пластину, який відрізняється тим, що кутову пластину виготовляють шляхом згину під кутом 60° смугової сталі товщиною 5 мм за допомогою преса, з наступним наплавленням сормайтом-1 і обробкою поверхні лапи вібраційним зміцненням.
2. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що кутові пластини виготовляють зі сталі 45 товщиною 5 мм.
3. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що приварювання кутових пластин здійснюють електродуговим зварюванням з наступними параметрами: напругою 20 В, силою зварювального струму 180 А та швидкістю подачі дроту 160 м/год.; та подальшим наплавленням порошку сормайту-1.
4. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що поверхневе зміцнення лап проводять вібраційним способом з наступними технологічними параметрами: тиск 12,5-15,2 кН, амплітуда коливань - 0,75 мм; час зміцнення - 30 с.
Текст
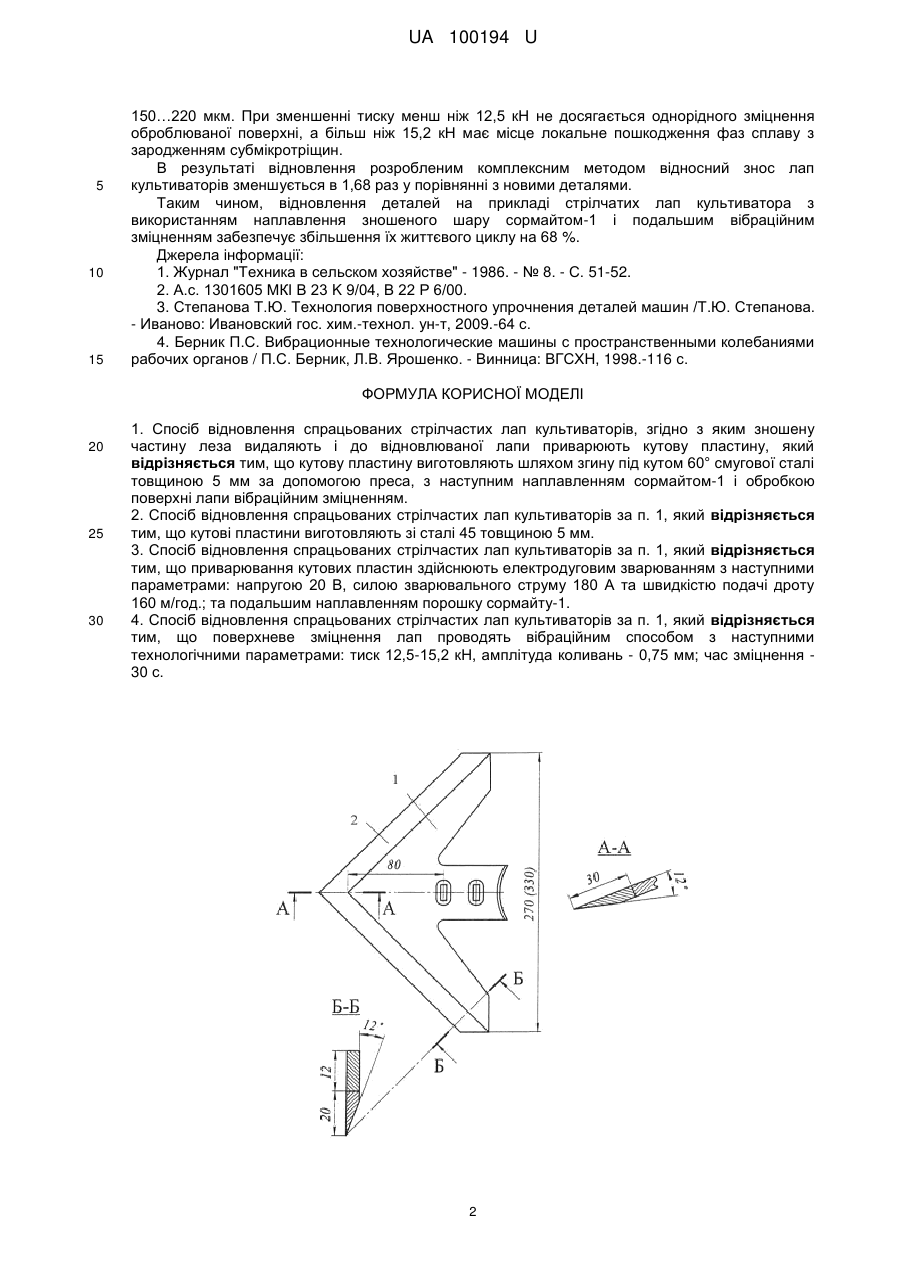
Реферат: Спосіб відновлення спрацьованих стрілчастих лап культиваторів, згідно з яким зношену частину леза видаляють і до відновлюваної лапи приварюють кутову пластину. Кутову пластину виготовляють шляхом згину під кутом 60° смугової сталі товщиною 5 мм за допомогою преса, з наступним наплавленням сормайтом-1 і обробкою поверхні лапи вібраційним зміцненням. UA 100194 U (12) UA 100194 U UA 100194 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема технологічного процесу відновлення виробів і може бути використана для відновлення спрацьованих стрілчастих лап культиваторів. Основним дефектом стрілчастих лап культиваторів є абразивний знос поверхні. Відомо спосіб [1], за яким у вибракованих лап зношену частину леза зрізають газополуменевим різаком. Замість відрізаної частини леза виготовляють сталеву профільну пластину зі сталі марки 65 Г, її попередньо прихоплюють до лапи в трьох точках ручним електродуговим зварюванням. Потім пластину приварюють суцільним швом на установці для автоматичного зварювання під шаром флюсу. Лапи з привареними пластинами піддають подальшому зміцненню - газополуменевому напиленню зносостійкими металевими порошками. Порошок ПГ-12Н-3 напилюють на пластину з нижньої сторони, що забезпечує отримання самозагострювального леза. Однак, процес видалення зношеної частини леза газополуменевою різкою тягне за собою деформацію і супроводжується вигоранням легуючих елементів і вуглецю, викликаючи тим самим зміну структури сталі. Ускладняються операція зварювання кутової пластини з лапою, потрібно подальша механічна і термічна обробка, що збільшує трудомісткість і вартість відновлення. Так само одним з недоліків є і те, що не досягається підвищення зносостійкості відновлюваної деталі. Відомо спосіб відновлення дискових робочих органів ґрунтообробних машин [2], що включає видалення зношеної робочої частини деталі проточкою, виготовлення нової робочої частини у вигляді кільцевого елемента зі сталі марки 65 Г з розрізом, внутрішній діаметр якого більше зовнішнього проточеного диска. Готовий кільцевий елемент приварюють до диска і роблять заточку робочої частини відновленої деталі на заданій ширині. Недоліками цього способу є використання для відновлення елементів зі складно зварюваної з сормайтом-1 марганцевистої сталі марки 65 Г, а також висока трудомісткість і нетехнологічність процесу. Застосування цього способу не забезпечує підвищення зносостійкості робочого органу. Відомий спосіб відновлення вказаних лап [3], який передбачає обрізку зношеної частини і приварювання трикутної пластини електродуговим методом. Технологічний процес відновлення за цим способом складається з наступних операцій: обрізання зношеної частини лапи; виготовлення кутових пластин; приварювання кутової пластини по периметру до основного матеріалу лапи присадним дротом в середовищі захисних газів; зняття залишкового напруженого стану виробу способом кінцевої термічної обробки. Недоліком такого способу є застосування кінцевої термічної обробки, з метою зняття залишкового напруженого стану, що формується при зварюванні з присадним матеріалом такого типу, який призводить до зниження ресурсу та довговічності. Проте за кількістю схожих операцій даний спосіб прийнятий за прототип. В основу корисної моделі поставлено задачу створити спосіб відновлення спрацьованих стрілчастих лап культиваторів із відповідним рівнем надійності та довговічності відновленого виробу. Спосіб відновлення спрацьованих стрілчастих лап культиваторів (креслення, де 1 - лапа, 2 пластина, що приварюється) здійснюється наступним чином. Зношену частину лап леза видаляють шліфувальним відрізним кругом за допомогою кутової шліфувальної машини. З листової сталі 45 (відповідає якісному зварюванню) за допомогою преса шляхом згину під кутом 60° виготовляють кутові пластини. Потім їх приварюють по периметру лапи суцільним швом електродуговим дротом 2 мм Св-08ГС за допомогою зварювального напівавтомата при наступних параметрах: напруга - 20 В; сила зварювального струму - 180 А; швидкість подачі дроту - 160 м/год. Підвищення напруги призводить до незначного збільшення глибини проплавлення основного металу, а зменшення напруги від оптимального - погіршує якість зварного шва. Зварювання з силою струму менш ніж 180 А призводить до недоварювання, а при більшій - відбуваються прожоги відновлюваного виробу. Збільшення або зменшення швидкості подачі дроту від оптимального - 160 м/год., знижує стабільність горіння дуги, що призводить до значного погіршення якості зварного шва. При наплавленні порошку сормайту-1 необхідна перевірка паралельності основи лапи на станку, після чого виконується заточка ріжучої кромки лапи. Подальше зміцнення поверхні лапи слід виконувати при наступних параметрах: тиск обробки 12,5-15,2 кН; амплітуда коливань - 0,75 мм; час зміцнення - 30 с. Збільшення амплітуди коливання призводить до нерівномірного приросту ширини ріжучого елемента лапи по довжині на 0,55-1,10 мм, а зменшення - знижує величину деформації по товщині [4]. Вібраційне деформування забезпечує рівномірну та дрібнозернисту структуру металу, а також характеризується більш однорідним розподіленням фаз на глибину до 1 UA 100194 U 5 10 15 150…220 мкм. При зменшенні тиску менш ніж 12,5 кН не досягається однорідного зміцнення оброблюваної поверхні, а більш ніж 15,2 кН має місце локальне пошкодження фаз сплаву з зародженням субмікротріщин. В результаті відновлення розробленим комплексним методом відносний знос лап культиваторів зменшується в 1,68 раз у порівнянні з новими деталями. Таким чином, відновлення деталей на прикладі стрілчатих лап культиватора з використанням наплавлення зношеного шару сормайтом-1 і подальшим вібраційним зміцненням забезпечує збільшення їх життєвого циклу на 68 %. Джерела інформації: 1. Журнал "Техника в сельском хозяйстве" - 1986. - № 8. - С. 51-52. 2. А.с. 1301605 МКІ В 23 K 9/04, В 22 Р 6/00. 3. Степанова Т.Ю. Технология поверхностного упрочнения деталей машин /Т.Ю. Степанова. - Иваново: Ивановский гос. хим.-технол. ун-т, 2009.-64 с. 4. Берник П.С. Вибрационные технологические машины с пространственными колебаниями рабочих органов / П.С. Берник, Л.В. Ярошенко. - Винница: ВГСХН, 1998.-116 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 1. Спосіб відновлення спрацьованих стрілчастих лап культиваторів, згідно з яким зношену частину леза видаляють і до відновлюваної лапи приварюють кутову пластину, який відрізняється тим, що кутову пластину виготовляють шляхом згину під кутом 60° смугової сталі товщиною 5 мм за допомогою преса, з наступним наплавленням сормайтом-1 і обробкою поверхні лапи вібраційним зміцненням. 2. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що кутові пластини виготовляють зі сталі 45 товщиною 5 мм. 3. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що приварювання кутових пластин здійснюють електродуговим зварюванням з наступними параметрами: напругою 20 В, силою зварювального струму 180 А та швидкістю подачі дроту 160 м/год.; та подальшим наплавленням порошку сормайту-1. 4. Спосіб відновлення спрацьованих стрілчастих лап культиваторів за п. 1, який відрізняється тим, що поверхневе зміцнення лап проводять вібраційним способом з наступними технологічними параметрами: тиск 12,5-15,2 кН, амплітуда коливань - 0,75 мм; час зміцнення 30 с. 2 UA 100194 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 6/00
Мітки: відновлення, спрацьованих, культиваторних, спосіб, лап, стрілчастих
Код посилання
<a href="https://ua.patents.su/5-100194-sposib-vidnovlennya-spracovanikh-strilchastikh-kultivatornikh-lap.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення спрацьованих стрілчастих культиваторних лап</a>
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Осмак Мирон Іванович, Назар Ігор Богданович
МПК: A01B 15/00, A01B 7/00
Мітки: відновлення, спосіб, дисків, сільськогосподарсько, сівалки, спрацьованих
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Прилад для визначення геометричних параметрів крайки леза відновлених стрілчастих лап
Номер патенту: 101423
Опубліковано: 25.03.2013
Автори: Бабицький Леонід Федорович, Соболевський Іван Віталійович
МПК: G01L 5/10, G01B 3/00, G01B 5/00, G01B 21/00
Мітки: крайки, геометричних, параметрів, визначення, прилад, стрілчастих, леза, відновлених, лап
Формула / Реферат:
Прилад для визначення геометричних параметрів крайки леза відновлених стрілчастих лап, що має рухому п'яту, прилад відліку, корпус, який відрізняється тим, що має квадратну станину з двома шарнірно закріпленими напрямними, які відхиляються на необхідний кут розхилу лапи і по краях мають фіксатори, причому напрямні мають каретку з корпусом для закріплення приладу відліку, який виконано з можливістю переміщення по напрямних за рахунок їхніх...
Спосіб відновлення спрацьованих лемешів ґрунтообробних машин
Номер патенту: 68754
Опубліковано: 10.04.2012
Автори: Горбенко Олександр Вікторович, Решітько Руслан Петрович, Дудніков Анатолій Андрійович, Махиня Олександр Валерійович, Дудніков Ігор Анатолійович, Луста Юрій Леонідович, Грінченко Олексій Федорович, Біловод Олександра Іванівна, Решітник Юрій Григорович, Канівець Олександр Васильович, Стеценко Дмитро Володимирович, Шевченко Володимир Володимирович, Півторак Олександр Сергійович, Закутній Олександр Олексійович, Маслак Володимир Сергійович, Семчук Геннадій Іванович, Келемеш Антон Олександрович, Гергель Олександр Іванович, Дудник Володимир Васильович, Моргун Ігор Миколайович
Мітки: спосіб, лемешів, машин, спрацьованих, ґрунтообробних, відновлення
Формула / Реферат:
1. Спосіб відновлення спрацьованих лемешів ґрунтообробних машин, згідно з яким спрацьований леміш обрізають до ремонтного розміру і до нього приварюють шину, який відрізняється тим, що приварювання шини здійснюють електродуговим методом з наступною наплавкою порошку сормайту і зміцненням поверхні лемеша вібраційним деформуванням.2. Спосіб за п. 1, який відрізняється тим, що вібраційне деформування здійснюють при амплітуді звукових...
Спосіб відновлення спрацьованих дисків сільськогосподарських машин
Номер патенту: 66604
Опубліковано: 10.01.2012
Автори: Келемеш Антон Олександрович, Науменко Артем Олександрович, Дудник Володимир Васильович, Хар'яков Андрій Васильович, Канівець Олександр Васильович, Сідашенко Олександр Іванович
МПК: A01B 15/16
Мітки: спосіб, сільськогосподарських, дисків, машин, відновлення, спрацьованих
Формула / Реферат:
1. Спосіб відновлення спрацьованих дисків сільськогосподарських машин, що включає зняття кожного зі спрацьованих дисків з машини та обточування їх по зовнішньому контуру до ремонтного розміру, формування з металевих смуг напівсферичних сегментів шириною, що відповідає додатковій частині робочого профілю диска, шляхом їх вирізання та згинання, закріплення з застосуванням механізмів фіксації обточеної центральної частини диска в осьовому та...
Спосіб відновлення лап культиваторів
Номер патенту: 76974
Опубліковано: 25.01.2013
Автори: Грицишин Михайло Іванович, Василенко Михайло Олександрович, Адамчук Валерій Васильович, Єранкін Олександр Никифорович, Антонець Семен Свиридонович, Соколенко Олександр Миколайович
МПК: B23P 6/00
Мітки: культиваторів, спосіб, лап, відновлення
Формула / Реферат:
1. Спосіб відновлення лап культиваторів, що включає видалення зношеної їх робочої частини, виготовлення нової робочої частини, її зміцнення електрофізичним методом, встановлення її на місце видаленої робочої частини і сполучення зі стояком лапи, який відрізняється тим, що нову робочу частину лапи виготовлюють із двох пластин з вуглецевої сталі і їх верхні поверхні зміцнюють електроерозійною обробкою та сполучають зі стояком з'єднувальними...
Попередній патент: Спосіб виготовлення сектора диска вакуумного фільтра із двома півсекторами
Наступний патент: Спосіб одержання води з атмосферного повітря
Випадковий патент: Спосіб комбінованої гастректомії