Спосіб відновлення спрацьованих дисків сільськогосподарських машин
Номер патенту: 66604
Опубліковано: 10.01.2012
Автори: Дудник Володимир Васильович, Науменко Артем Олександрович, Хар'яков Андрій Васильович, Келемеш Антон Олександрович, Сідашенко Олександр Іванович, Канівець Олександр Васильович
Формула / Реферат
1. Спосіб відновлення спрацьованих дисків сільськогосподарських машин, що включає зняття кожного зі спрацьованих дисків з машини та обточування їх по зовнішньому контуру до ремонтного розміру, формування з металевих смуг напівсферичних сегментів шириною, що відповідає додатковій частині робочого профілю диска, шляхом їх вирізання та згинання, закріплення з застосуванням механізмів фіксації обточеної центральної частини диска в осьовому та радіальному напрямках, а сегментів - в радіальному, підведення сегментів механізмом фіксації до центральної частини окремого диска і зварювання їх за допомогою електродугового обладнання та присадного дроту в середовищі захисних газів, шліфування місць приєднання сегментів до центральної частини диска та проведення термічної обробки зовнішньої поверхні всього виробу наприкінці процесу відновлення, який відрізняється тим, що сегменти, виготовлені за допомогою штампування у вигляді дуг або обичайки, приварюють до центральної частини диска з наступним наплавленням Сормайтом, наприклад, Сормайтом-1, та подальшим додатковим шліфуванням відновлюваної зовнішньої поверхні диска, а на завершальному етапі виконують зовнішнє поверхневе зміцнення виробу вібраційним способом з остаточним його шліфуванням.
2. Спосіб за п. 1, який відрізняється тим, що сегменти виготовляють з матеріалу, який забезпечує одночасно задовільну зварюваність та пластичність, наприклад з листової сталі марки Ст. 45.
3. Спосіб за п. 1, який відрізняється тим, що зовнішнє поверхневе зміцнення виробу, з застосуванням вібраційного способу, виконують за таких технологічних параметрів: амплітуда коливань вібратора - 0,5 мм, час поверхневого зміцнення виробу - 30±5 с.
Текст
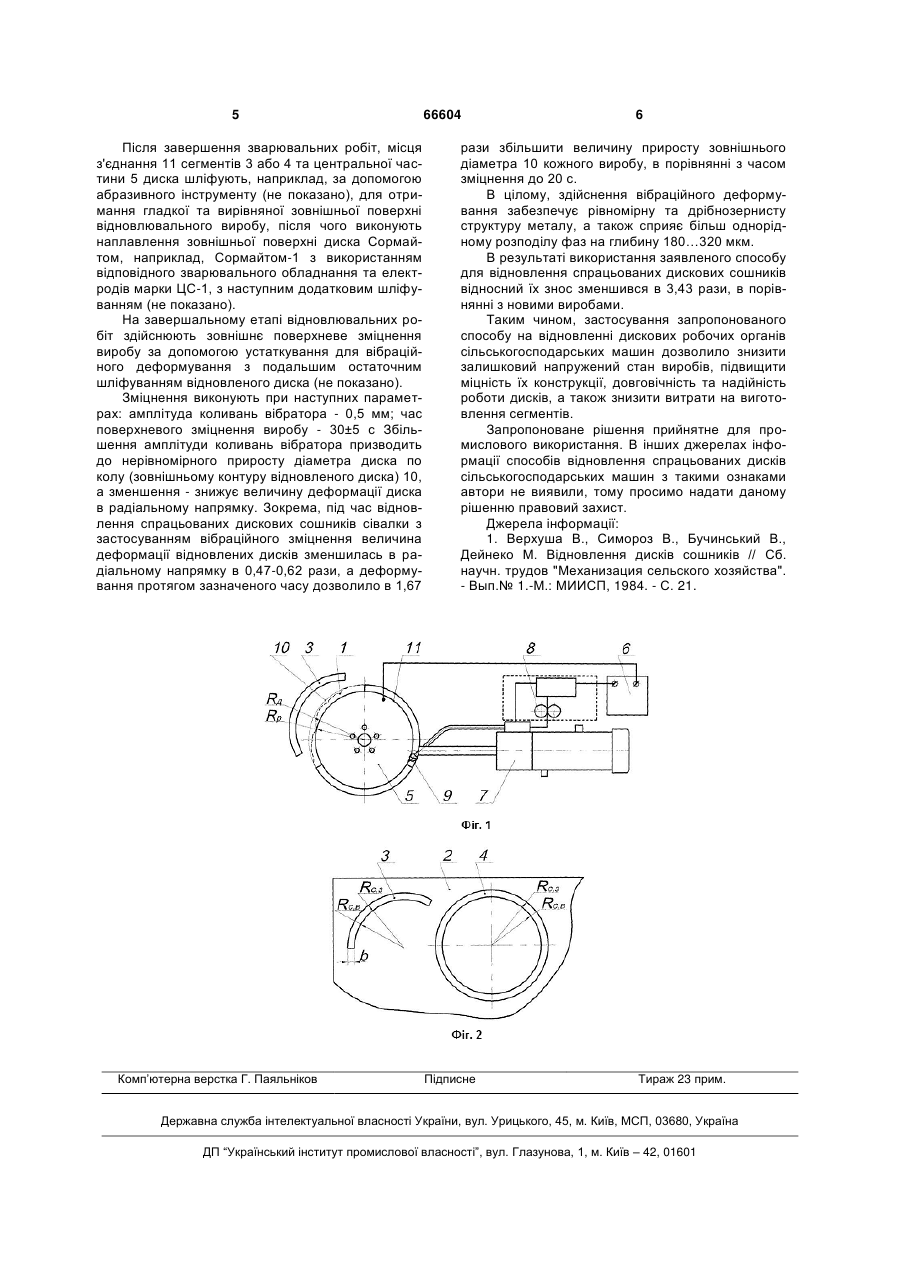
1. Спосіб відновлення спрацьованих дисків сільськогосподарських машин, що включає зняття кожного зі спрацьованих дисків з машини та обточування їх по зовнішньому контуру до ремонтного розміру, формування з металевих смуг напівсферичних сегментів шириною, що відповідає додатковій частині робочого профілю диска, шляхом їх вирізання та згинання, закріплення з застосуванням механізмів фіксації обточеної центральної частини диска в осьовому та радіальному напрямках, а сегментів - в радіальному, підведення сегментів механізмом фіксації до центральної части U 2 (19) 1 3 ребро, що пов'язане з типом присадного матеріалу, який використовується під час зварювання, а також обумовлюється застосуванням термічної обробки в кінці технологічного процесу відновлення. Все це призводить до зниження рівня ефективного використання як окремого відновленого виробу, так і машини в цілому, до якої він належить. Зокрема, застосування дисків відновлених зазначеним способом спричиняє зменшення безвідмовної роботи виробу та тривалості його використання, зниження надійності застосування його вузла в процесі експлуатації та погіршення якості виконуваних робіт, а, відтак, і збільшення витрат на повторне проведення технологічного процесу. Проте за кількістю схожих ознак даний спосіб прийнятий за прототип. В основу корисної моделі поставлено задачу створити спосіб відновлення спрацьованих дисків сільськогосподарських машин з належним рівнем міцності конструкції, надійності та довговічності використання відновленого виробу під час експлуатації. Поставлена задача вирішується тим, що у відомому способі відновлення спрацьованих дисків сільськогосподарських машин, згідно з яким кожен зі спрацьованих дисків знімають з машини та обточують їх по зовнішньому контуру до ремонтного розміру, формують з металевих смуг напівсферичні сегменти шириною, що відповідає додатковій частині робочого профілю диска, шляхом їх вирізання та згинання, з застосуванням механізмів фіксації закріплюють обточену центральну частина диска в осьовому та радіальному напрямках, а сегментів - лише в радіальному, підводять сегменти механізмом фіксації до центральної частини окремого диска і здійснюють їх зварювання за допомогою електродугового обладнання та присадного дроту в середовищі захисних газів, шліфують місця приєднання сегментів до центральної частини диска, а в кінці процесу відновлення виконують термічну обробку зовнішньої поверхні всього виробу, відповідно до корисної моделі, сегменти, виготовлені за допомогою штампування у вигляді дуг або обичайки, приварюють до центральної частини диска з наступним наплавленням Сормайтом, наприклад, Сормайтом-1, та подальшим додатковим шліфуванням відновлюваної зовнішньої поверхні диска, а на завершальному етапі виконують зовнішнє поверхневе зміцнення виробу вібраційним способом з остаточним його шліфуванням. При цьому, сегменти виготовляють з матеріалу, який забезпечує одночасно задовільну зварюваність та пластичність, наприклад з листової сталі марки Ст. 45, а зовнішнє поверхневе зміцнення виробу, що здійснюють з застосуванням вібраційного способу, виконують за таких технологічних параметрів: амплітуда коливань вібратора 0,5 мм, час поверхневого зміцнення виробу - 30±5 с. Суть корисної моделі пояснюється кресленнями, де показано: фіг. 1 - Схема технологічного процесу відновлення спрацьованих дисків сільськогосподарських машин; фіг. 2 - Схема виготовлення сегментів для відновлення спрацьованих дисків сільськогосподарських машин. 66604 4 Для реалізації запропонованого способу використовують: диск сільськогосподарської машини зі спрацьованим зовнішнім контуром робочої поверхні 1, абразивний інструмент (не показано) для обточування та шліфування, металеву смугу 2 для виготовлення сегментів 3 та 4, механізми фіксації (не показано) сегментів 3 та 4 та обточеного диска 5, джерело живлення 6 електродугового обладнання 7, механізм подачі 8 зварювального дроту 9, зварювальне обладнання для наплавлення Сормайтом і устаткування для вібраційного деформування з вібратором (не показано) для зняття залишкового напруженого стану виробу та остаточного зміцнення відновленого диска. Спосіб відновлення спрацьованих дисків сільськогосподарських машин здійснюється наступним чином. Спрацьовані диски знімають з машини та обточують по зовнішньому контуру 1 до ремонтного розміру радіусом Rp. Таким чином формують зовнішній контур обточеного диска (центральну частину) 5 відновлювального виробу (фіг. 1). Після цього зі смуги 2 листової сталі, яка має одночасно задовільну зварюваність і пластичність (наприклад сталь марки Ст. 45), шляхом штампування виготовляють сегменти у вигляді дуг 3 або обичайки 4. При цьому внутрішній радіус сегментів Rс, в дорівнює зовнішньому радіусу обточеного диска Rp, а зовнішній їх радіус Rс, з відповідає робочому профілю нового диска RR, встановленому по зовнішньому його контуру (колу) 10, з врахуванням обточеної частини шириною b (фіг. 2). Далі, за допомогою механізмів фіксації (не показано), центральну частину 5 диска закріплюють в одній площині з сегментами 3 або 4, але без можливості осьового та радіального її переміщення. Закріплення сегментів 3 та 4 здійснюється тільки в радіальному напрямку. Для сегментів у вигляді дуг 3 фіксація здійснюється по черзі, в залежності від вибраного напрямку їх приєднання. На наступному етапі відновлення сегменти 3 або 4 рухомим механізмом фіксації (не показано) підводять до центральної частини 5 і приварюють їх в місцях дотику (з'єднання) 11 із зовнішнім контуром обточеного диска 5 за допомогою електродугового обладнання, наприклад, зварювального напівавтомата 7, в середовищі захисних газів з використанням сталевого дроту 9 марки Св-08ГС діаметром 2 мм. Зварювання здійснюють при наступних параметрах: напруга джерела живлення 622-24 В, сила зварювального струму - 180 А, швидкість подачі зварювального дроту 9 механізмом подачі 8 до місця зварювання - 160-180 м/год. Підвищення напруги спричиняє незначне зменшення глибини проплавлення основного металу центральної частини 5 диска та сегментів 3 і 4, а зварювання з меншим значенням напруги від зазначеного оптимального діапазону погіршує якість зварного шва. Проведення зварювання з силою струму менше 180 А призводить до недоварювання, а при більшій - відбуваються прожоги відновлюваного виробу. Збільшення або зменшення швидкості подачі дроту 9 від зазначеної знижує стабільність горіння дуги, що викликає суттєве погіршення якості зварного шва. 5 Після завершення зварювальних робіт, місця з'єднання 11 сегментів 3 або 4 та центральної частини 5 диска шліфують, наприклад, за допомогою абразивного інструменту (не показано), для отримання гладкої та вирівняної зовнішньої поверхні відновлювального виробу, після чого виконують наплавлення зовнішньої поверхні диска Сормайтом, наприклад, Сормайтом-1 з використанням відповідного зварювального обладнання та електродів марки ЦС-1, з наступним додатковим шліфуванням (не показано). На завершальному етапі відновлювальних робіт здійснюють зовнішнє поверхневе зміцнення виробу за допомогою устаткування для вібраційного деформування з подальшим остаточним шліфуванням відновленого диска (не показано). Зміцнення виконують при наступних параметрах: амплітуда коливань вібратора - 0,5 мм; час поверхневого зміцнення виробу - 30±5 с Збільшення амплітуди коливань вібратора призводить до нерівномірного приросту діаметра диска по колу (зовнішньому контуру відновленого диска) 10, а зменшення - знижує величину деформації диска в радіальному напрямку. Зокрема, під час відновлення спрацьованих дискових сошників сівалки з застосуванням вібраційного зміцнення величина деформації відновлених дисків зменшилась в радіальному напрямку в 0,47-0,62 рази, а деформування протягом зазначеного часу дозволило в 1,67 Комп’ютерна верстка Г. Паяльніков 66604 6 рази збільшити величину приросту зовнішнього діаметра 10 кожного виробу, в порівнянні з часом зміцнення до 20 с. В цілому, здійснення вібраційного деформування забезпечує рівномірну та дрібнозернисту структуру металу, а також сприяє більш однорідному розподілу фаз на глибину 180…320 мкм. В результаті використання заявленого способу для відновлення спрацьованих дискових сошників відносний їх знос зменшився в 3,43 рази, в порівнянні з новими виробами. Таким чином, застосування запропонованого способу на відновленні дискових робочих органів сільськогосподарських машин дозволило знизити залишковий напружений стан виробів, підвищити міцність їх конструкції, довговічність та надійність роботи дисків, а також знизити витрати на виготовлення сегментів. Запропоноване рішення прийнятне для промислового використання. В інших джерелах інформації способів відновлення спрацьованих дисків сільськогосподарських машин з такими ознаками автори не виявили, тому просимо надати даному рішенню правовий захист. Джерела інформації: 1. Верхуша В., Симороз В., Бучинський В., Дейнеко М. Відновлення дисків сошників // Сб. научн. трудов "Механизация сельского хозяйства". - Вып.№ 1.-М.: МИИСП, 1984. - С. 21. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repairing worn-out disks of agricultural machines
Автори англійськоюKanivets Oleksandr Vasyliovych, Dudnyk Volodymyr Vasyliovych, Kelemesh Anton Oleksandrovych, Naumenko Artem Oleksandrovych, Sidashenko Oleksandr Ivanovych, Khariakov Andrii Vasyliovych
Назва патенту російськоюСпособ восстановления сработанных дисков сельскохозяйственных машин
Автори російськоюКанивец Александр Васильевич, Дудник Владимир Васильевич, Келемеш Антон Александрович, Науменко Артем Александрович, Сидашенко Александр Иванович, Харьяков Андрей Васильевич
МПК / Мітки
МПК: A01B 15/16
Мітки: спосіб, спрацьованих, дисків, відновлення, машин, сільськогосподарських
Код посилання
<a href="https://ua.patents.su/3-66604-sposib-vidnovlennya-spracovanikh-diskiv-silskogospodarskikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення спрацьованих дисків сільськогосподарських машин</a>
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Осмак Мирон Іванович, Назар Ігор Богданович
МПК: A01B 7/00, A01B 15/00
Мітки: сільськогосподарсько, сівалки, відновлення, спосіб, спрацьованих, дисків
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23K 9/04, B23P 6/00, C23C 4/12
Мітки: машин, поверхонь, спрацьованих, спосіб, відновлення, деталей, сталевих
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб відновлення робочих поверхонь дисків важких борін
Номер патенту: 39115
Опубліковано: 10.02.2009
Автори: Герук Станіслав Миколайович, Нечипоренко Віталій Олегович
МПК: A01B 23/00
Мітки: робочих, поверхонь, дисків, важких, відновлення, спосіб, борін
Формула / Реферат:
1. Спосіб відновлення робочих поверхонь дисків важких борін, при якому підготовлюють заготовки за формою зуба та за кількістю зубів, що необхідно відновити, встановлюють спрацьовані диски та зуби в шаблон та приварюють, який відрізняється тим, що заготовки зубів виготовляють за формою, яка забезпечує їх розміщення в забезпечуючому задані геометричні розміри відреставрованого диска шаблоні з напуском на поверхню спрацьованих дисків відповідно...
Спосіб відновлення (виготовлення) ґрунтообробних дисків
Номер патенту: 66246
Опубліковано: 26.12.2011
Автори: Хильчевський Володимир Васильович, Святина Михайло Анатолійович, Юрчук Володимир Петрович, Яблонський Петро Миколайович
МПК: B23K 10/00
Мітки: виготовлення, спосіб, дисків, ґрунтообробних, відновлення
Формула / Реферат:
1. Спосіб відновлення (виготовлення) дисків ґрунтообробних знарядь, що включає штампування чи проточування дисків із листового матеріалу певної товщини, який відрізняється тим, що зубці диска приварюють встик на поверхню відновлюваного (чи виготовлюваного) диска, якою є поверхня проточеного діаметра.2. Спосіб відновлення (виготовлення) дисків ґрунтообробних знарядь за п. 1, який відрізняється тим, що поверхні зубців, яка приєднується...
Спосіб відновлення спрацьованих сталевих деталей
Номер патенту: 42596
Опубліковано: 10.07.2009
Автори: Пулька Чеслав Вікторович, Береженко Богдан Миколайович, Шаблій Олег Миколайович
МПК: B23K 13/00
Мітки: сталевих, деталей, спосіб, відновлення, спрацьованих
Формула / Реферат:
Спосіб відновлення спрацьованих сталевих деталей, що включає нагрівання деталі, заливання рідкого металу в тигель для з'єднання його з поверхнею деталі, яка підлягає відновленню, який відрізняється тим, що деталь нагрівають струмом частотою 200-40000 Гц, а рідкий метал заливають в тигель і одночасно перемішують пондемоторними силами, створеними струмом частотою 50-200 Гц.
Попередній патент: Спосіб виробництва феросплавів на механізованому комплексі
Наступний патент: Спосіб безрулонного ремонту м’яких покрівельних покриттів з бітумно-руберойдних матеріалів
Випадковий патент: Пристрій для механічного подрібнення порошкових матеріалів