Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт
Номер патенту: 100985
Опубліковано: 25.08.2015
Автори: Лиходід Віктор Вікторович, Парієв Андрій Олександрович, Забудченко Віктор Миколайович
Формула / Реферат
Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, плитно-валяльний пристрій із зволожувачем заготовок та сушильну камеру, який відрізняється тим, що плитно-валяльний пристрій виконаний у вигляді чотирьох взаємозв'яних технологічно плитно-валяльних машин, при цьому амплітуда коливання рухомого робочого органу кожної подальшої плитно-валяльної машини зростає по ходу технологічного процесу, крім того, плитно-валяльний пристрій забезпечений єдиним механізмом підйому рухомого робочого органу кожної плитно-валяльної машини.
Текст
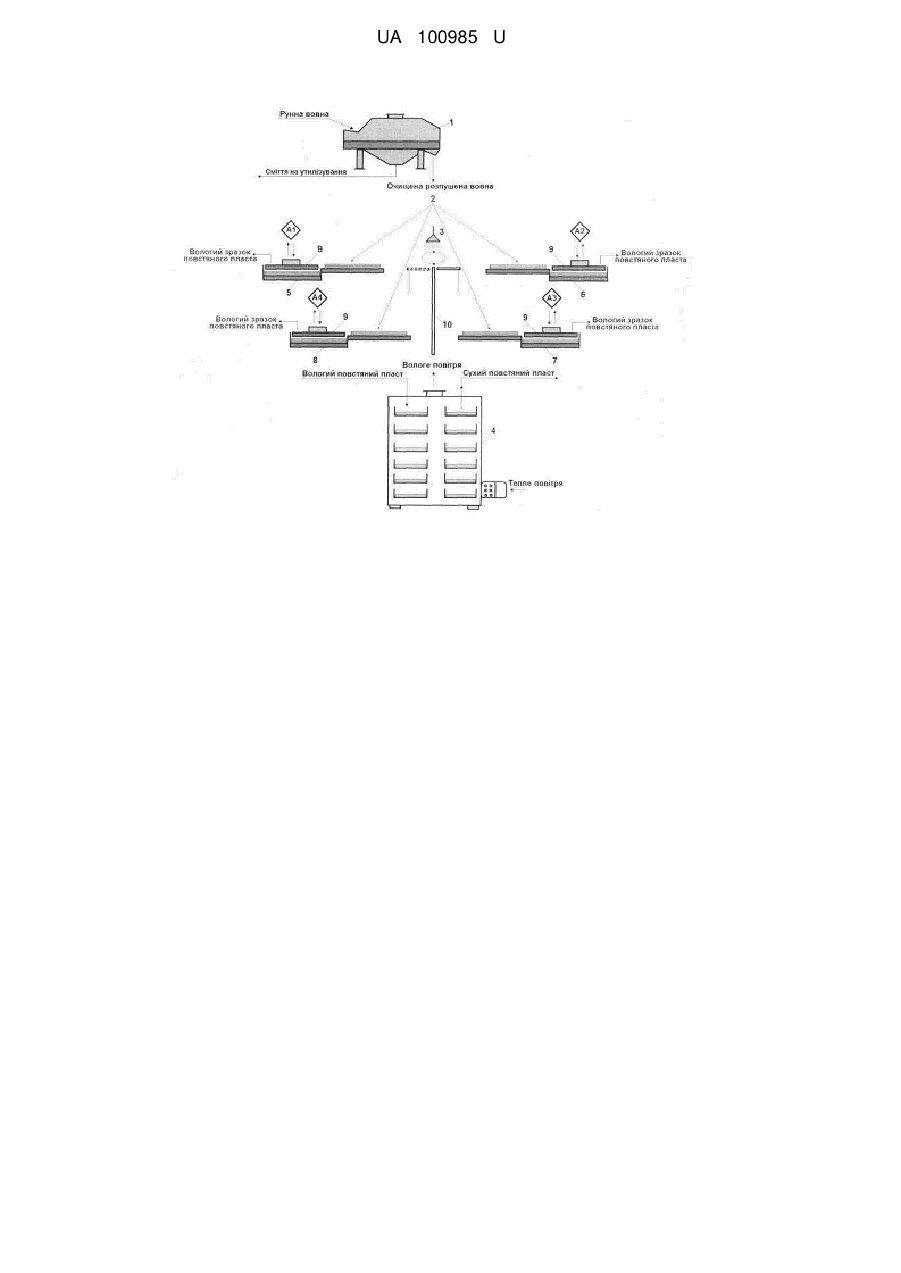
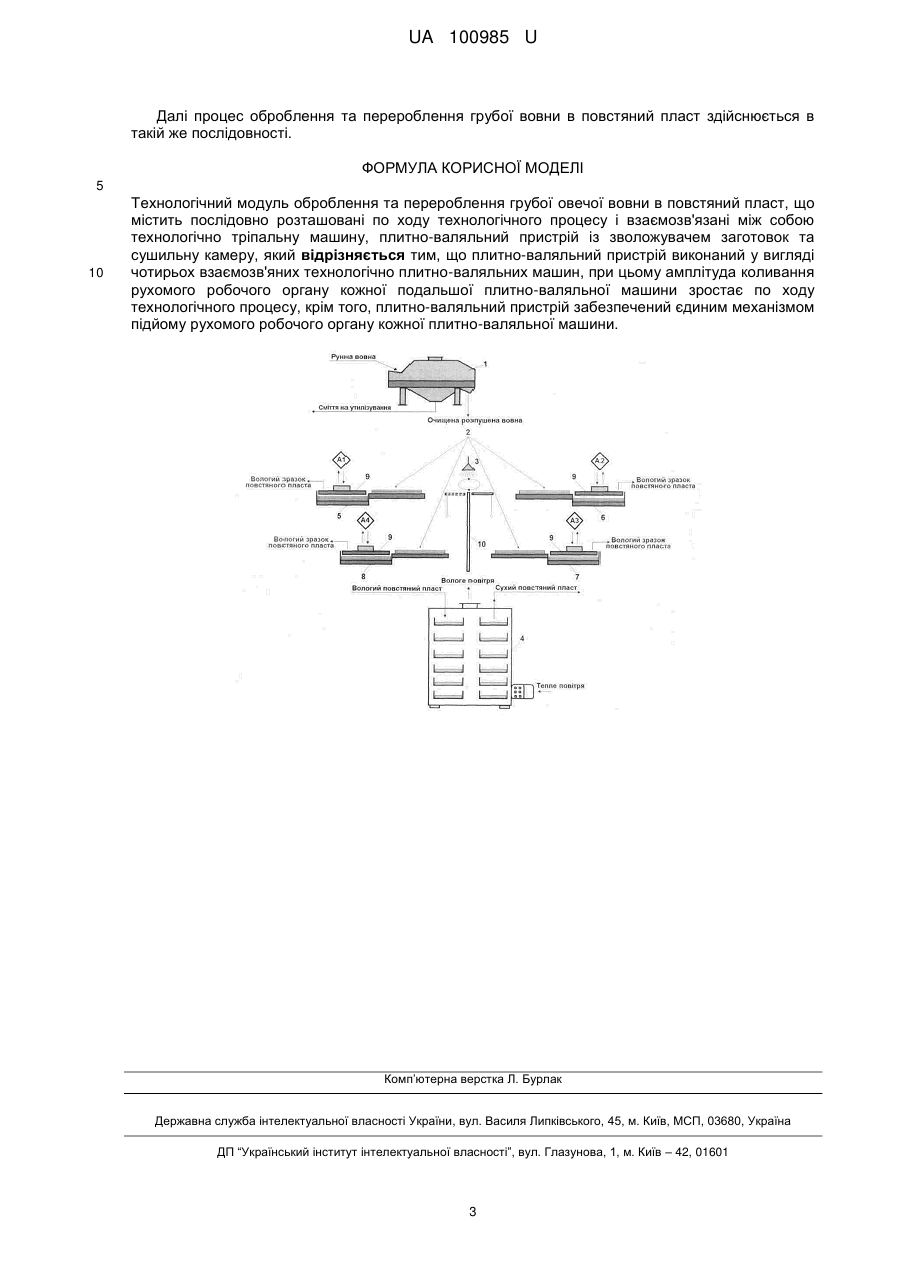
Реферат: Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, плитно-валяльний пристрій із зволожувачем заготовок та сушильну камеру. Плитно-валяльний пристрій виконаний у вигляді чотирьох взаємозв'яних технологічно плитно-валяльних машин. При цьому амплітуда коливання рухомого робочого органу кожної подальшої плитно-валяльної машини зростає по ходу технологічного процесу, крім того, плитно-валяльний пристрій забезпечений єдиним механізмом підйому рухомого робочого органу кожної плитно-валяльної машини. UA 100985 U (12) UA 100985 U UA 100985 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до вівчарства, зокрема до засобів для механізації процесів виробництва та перероблення продукції вівчарства за замкненим циклом, і може бути використана в сільськогосподарських підприємствах при обробленні та переробленні грубої овечої вовни та відходів вовняного виробництва в повстяний пласт. Відомий агрегат для первинного оброблення вовни (а. с. СРСР № 988906 D01B 3/00, Бюл. №2, 1983, С. 116-117), який містить послідовно встановлені по ходу технологічного процесу і зв'язані між собою живильними транспортерами тріпальну машину, вузол зволоження вовни з робочою камерою, віджимними валами, мийну й сушильну машини. До недоліків такого агрегату слід віднести низьку ефективність його використання через обмежені функціональні можливості складових агрегату, що робить процес первинного оброблення вовни малоефективним і затратним. За найближчий аналог вибрано технологічний модуль первинного оброблення та перероблення грубої вовни в повсть (патент України № 67501 D01B 3/00, Бюл. № 4, 2012), який містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним валковим пристроєм, мийно-віджимну машину, сушильну камеру, чесальну та плитно-валяльну машини. До недоліків цього технологічного модуля слід віднести низьку ефективність його використання через обмежені функціональні можливості складових технологічного модуля та незначний асортимент вироблюваної товарної продукції, що робить процес первинного оброблення вовни малоефективним і затратним. В основу корисної моделі поставлена задача створити такий малогабаритний технологічний модуль, в якому виконання плитно-валяльного пристрою у вигляді чотирьох взаємозв'язаних технологічно плитно-валяльних машин із зростаючою по ходу технологічного процесу амплітудою коливання рухомого робочого органу кожної подальшої плитно-валяльної машини й забезпечення плитно-валяльного пристрою єдиним механізмом підйому рухомого робочого органу кожної плитно-валяльної машини дозволило б за рахунок організації поетапного інтенсивно зростаючого віброущільнення заготовок зволоженої грубої овечої вовни значно інтенсифікувати процес виробництва повстяного пласта і, таким чином, зробити весь процес оброблення та перероблення грубої овечої вовни в повстяний пласт високоефективним і мало затратним. Поставлена задача вирішується тим, що технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт, який містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, плитноваляльний пристрій із зволожувачем заготовок та сушильну камеру, згідно з корисною моделлю, і плитно-валяльний пристрій виконаний у вигляді чотирьох взаємозв'язаних технологічно плитно-валяльних машин, амплітуда коливання рухомого робочого органу кожної подальшої плитно-валяльної машини зростає по ходу технологічного процесу, крім того, плитно-валяльний пристрій забезпечений єдиним механізмом підйому рухомого робочого органу кожної плитноваляльної машини. Виконання плитно-валяльного пристрою у вигляді чотирьох взаємозв'язаних технологічно плитно-валяльних машин із зростаючою по ходу технологічного процесу амплітудою коливання рухомого робочого органу кожної подальшої плитно-валяльної машини дозволяє за рахунок організації поетапного інтенсивно зростаючого віброущільнення заготовок обробленої зволоженої грубої овечої вовни значно інтенсифікувати процес виробництва повстяного пласта, і таким чином зробити весь процес оброблення та перероблення грубої овечої вовни в повстяний пласт високоефективним і мало затратним. Забезпечення плитно-валяльного пристрою єдиним механізмом підйому рухомого робочого органу кожної плитно-валяльної машини дозволяє інтенсифікувати процес валяння грубої вовни в повстяний пласт, і таким чином значно підвищити ефективність використання технологічного модуля. Суть корисної моделі пояснюється рисунком, де зображено технологічний модуль, загальний вигляд. Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину 1, плитно-валяльний пристрій 2 із зволожувачем 3 заготовок та сушильну камеру 4. Плитно-валяльний пристрій 2 виконаний у вигляді чотирьох взаємозв'язаних технологічно плитно-валяльних машин 5, 6, 7 і 8. Амплітуда коливання рухомого робочого органу 9 кожної подальшої плитно-валяльної машини 6, 7 і 8 зростає по ходу 1 UA 100985 U 5 10 15 20 25 30 35 40 45 50 55 60 технологічного процесу. Плитно-валяльний пристрій 2 забезпечений єдиним механізмом підйому 10 рухомого робочого органу 9 кожної плитно-валяльної машини 5, 6, 7 і 8. Технологічний модуль працює таким чином. Технологічний процес оброблення та перероблення грубої овечої вовни в повстяний пласт здійснюється за прийнятою технологією на послідовно розташованому по ходу технологічного процесу і взаємозв'язаному між собою технологічно устаткуванні технологічного модуля (креслення). Перед початком оброблення та перероблення грубої вовни в повстяний пласт устаткування технологічного модуля встановлюється в зібраному вигляді на горизонтальній підлозі спеціально обладнаного приміщення. Забруднене руно грубої овечої вовни подається до тріпальної машини 1, яка забезпечує розривання руна на дрібні шматочки, тріпання й розпушування їх та витрушування з розпушеної вовни сторонніх домішок - піску, органічних і мінеральних забруднень, а також січки та перестриги вовни. Видалене із забрудненої вовни сміття йде на утилізацію. Після цього суха очищена груба вовна подається до плитно-валяльного пристрою 2, де формується й зволожується до певної вологості зволожувачем 3 заготовка повстяного пласта. Після цього зволожена заготовка подається в зону роботи рухомого робочого органу 9 першої плитно-валяльної машини 5. При цьому рухомий робочий орган 9 попередньо за допомогою механізму підйому 10 піднято й виведено із зони його роботи. Після розміщення зволоженої заготовки в зоні роботи рухомого робочого органу 9 останній за допомогою механізму підйому 10 переміщається до робочої зони й встановлюється безпосередньо на заготовку. Після цього включається електропривод першої плитно-валяльної машини 5 і її рухомий робочий орган 9 починає здійснювати протягом певного часу коливання з амплітудою А1. Тривалість ущільнення зволоженої заготовки на першому етапі першою плитно-валяльною машиною 5 здійснюється згідно з прийнятим технологічним регламентом. Після першого етапу ущільнення зволожена заготовка подається в зону роботи рухомого робочого органу 9 другої плитно-валяльної машини 6. При цьому її рухомий робочий орган 9 попередньо за допомогою механізму підйому 10 піднято й виведено із зони його роботи. Після розміщення зволоженої заготовки в зоні роботи рухомого робочого органу 9 останній за допомогою механізму підйому 10 переміщається до робочої зони й встановлюється безпосередньо на заготовку. Після цього включається електропривод другої плитно-валяльної машини 6 і її рухомий робочий орган 9 починає здійснювати протягом певного часу коливання з амплітудою А2. Тривалість ущільнення зволоженої заготовки на другому етапі другою плитноваляльною машиною 6 здійснюється згідно прийнятого технологічного регламенту. Після другого етапу ущільнення зволожена заготовка подається в зону роботи рухомого робочого органу 9 третьої плитно-валяльної машини 7. При цьому її рухомий робочий орган 9 попередньо за допомогою механізму підйому 10 піднято й виведено із зони його роботи. Після розміщення зволоженої заготовки в зоні роботи рухомого робочого органу 9 останній за допомогою механізму підйому 10 переміщається до робочої зони й встановлюється безпосередньо на заготовку. Після цього включається електропривод третьої плитно-валяльної машини 7 і її рухомий робочий орган 9 починає здійснювати протягом певного часу коливання з амплітудою A3. Тривалість ущільнення зволоженої заготовки на третьому етапі третьою плитноваляльною машиною 8 здійснюється згідно з прийнятого технологічного регламенту. Після третього етапу ущільнення зволожена заготовка подається в зону роботи рухомого робочого органу 9 четвертої плитно-валяльної машини 8. При цьому її рухомий робочий орган 9 попередньо за допомогою механізму підйому 10 піднято й виведено із зони його роботи. Після розміщення зволоженої заготовки в зоні роботи рухомого робочого органу 9 останній за допомогою механізму підйому 10 переміщається до робочої зони й встановлюється безпосередньо на заготовку. Після цього включається електропривод четвертої плитноваляльної машини 8 і її рухомий робочий орган 9 починає здійснювати протягом певного часу коливання з амплітудою А4. Тривалість ущільнення зволоженої заготовки на четвертому етапі четвертою плитно-валяльною машиною 8 здійснюється згідно з прийнятим технологічним регламентом. Далі процес ущільнення зволожених заготовок здійснюється поетапно в такій же послідовності. Після завершення четвертого етапу ущільнення вологі заготовки повстяних пластів розкладаються на спеціальні лотки і завантажуються поярусно в сушильну камеру 4. Після завантаження сушильної камери 4 остання закривається герметично і всередину неї подається тепле повітря відповідної температури. При цьому в сушильній камері 4 за автоматичним режимом підтримується задана температура, при якій здійснюється активне сушіння вологих заготовок повстяних пластів до певної заданої вологості. 2 UA 100985 U Далі процес оброблення та перероблення грубої вовни в повстяний пласт здійснюється в такій же послідовності. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, плитно-валяльний пристрій із зволожувачем заготовок та сушильну камеру, який відрізняється тим, що плитно-валяльний пристрій виконаний у вигляді чотирьох взаємозв'яних технологічно плитно-валяльних машин, при цьому амплітуда коливання рухомого робочого органу кожної подальшої плитно-валяльної машини зростає по ходу технологічного процесу, крім того, плитно-валяльний пристрій забезпечений єдиним механізмом підйому рухомого робочого органу кожної плитно-валяльної машини. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPariiev Andrii Oleksandrovych, Lykhodid Viktor Viktorovych, Zabudchenko Viktor Mykolaiovych
Автори російськоюПариев Андрей Александрович, Лиходед Виктор Викторович, Забудченко Виктор Николаевич
МПК / Мітки
МПК: D01B 3/00
Мітки: модуль, перероблення, грубої, повстяний, технологічний, пласт, вовни, оброблення, овечої
Код посилання
<a href="https://ua.patents.su/5-100985-tekhnologichnijj-modul-obroblennya-ta-pereroblennya-grubo-ovecho-vovni-v-povstyanijj-plast.html" target="_blank" rel="follow" title="База патентів України">Технологічний модуль оброблення та перероблення грубої овечої вовни в повстяний пласт</a>
Технологічний модуль оброблення та перероблення грубої вовни в повсть

Номер патенту: 67501
Опубліковано: 27.02.2012
Автори: Шевченко Ігор Аркадійович, Лиходід Віктор Вікторович, Павленко Сергій Іванович, Забудченко Віктор Миколайович, Івлєв Віталій Володимирович, Сухарльов В'ячеслав Олексійович
МПК: D01B 3/00
Мітки: повсть, вовни, модуль, оброблення, перероблення, технологічний, грубої
Формула / Реферат:
Технологічний модуль оброблення та перероблення грубої вовни в повсть, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним валковим пристроєм, мийно-віджимну машину та сушильну камеру, який відрізняється тим, що він додатково забезпечений технологічно взаємозв'язаними між собою чесальною та плитно-валяльною машинами,...
Технологічний модуль для первинного оброблення вовни
Номер патенту: 36408
Опубліковано: 27.10.2008
Автори: Забудченко Віктор Миколайович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: модуль, первинного, оброблення, вовни, технологічний
Формула / Реферат:
1. Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм, мийну машину та сушильну камеру, який відрізняється тим, що віджимний пристрій блока замочування вовни виконаний у вигляді двох розміщених у вертикальній площині погумованих валків, один з яких,...
Технологічний модуль для первинного оброблення вовни
Номер патенту: 36891
Опубліковано: 10.11.2008
Автори: Забудченко Віктор Миколайович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: оброблення, технологічний, вовни, первинного, модуль
Формула / Реферат:
1. Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм, мийну машину та сушильну камеру, який відрізняється тим, що він додатково містить блок приготування миючого розчину, технологічно взаємозв'язаний з робочою камерою блока замочування вовни та мийною машиною через систему трубопроводів з...
Технологічний модуль для первинного оброблення вовни
Номер патенту: 51205
Опубліковано: 12.07.2010
Автори: Шевченко Ігор Аркадійович, Забудченко Віктор Миколайович, Горлова Олександра Дмитрівна, Вороненко Володимир Іванович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: модуль, технологічний, вовни, оброблення, первинного
Формула / Реферат:
Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм з завантажувальним і вивантажувальними лотками, виконаним у вигляді двох розміщених у вертикальній площині обгумованих валків - ведучого і веденого, мийну машину з двома робочими камерами з...
Спосіб очищення овечої вовни
Номер патенту: 38562
Опубліковано: 12.01.2009
Автори: Єрмолаєва Альона Василівна, Сарібекова Юлія Георгіївна, Мясников Сергій Афанасійович
МПК: D01C 3/00
Мітки: очищення, спосіб, вовни, овечої
Формула / Реферат:
Спосіб очищення овечої вовни, що включає операції розпушування, тіпання і промивання у розчинах миючих речовин, який відрізняється тим, що перед промиванням у розчинах миючих речовин виконують обробку вовни електричними розрядами високої напруги, а цикл операцій промивання в розчинах миючих речовин проводять у 2-х промивних ваннах.
Попередній патент: П’ятигвинтовий вертоліт з укороченою хвостовою частиною і тригвинтовим хвостом
Наступний патент: Пристрій для внесення технологічних матеріалів у точному землеробстві
Випадковий патент: Склад для лікування захворювань пародонту