Технологічний модуль для первинного оброблення вовни
Номер патенту: 51205
Опубліковано: 12.07.2010
Автори: Горлова Олександра Дмитрівна, Забудченко Віктор Миколайович, Вороненко Володимир Іванович, Лиходід Віктор Вікторович, Шевченко Ігор Аркадійович

Формула / Реферат
Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм з завантажувальним і вивантажувальними лотками, виконаним у вигляді двох розміщених у вертикальній площині обгумованих валків - ведучого і веденого, мийну машину з двома робочими камерами з мийно-віджимними механізмами та сушильну камеру, який відрізняється тим, що ведений обгумований валок віджимного пристрою має більший діаметр і розміщений у вертикальній площині зі зміщенням його центра обертання в сторону вивантажувального лотка, днище завантажувального лотка розташовано по дотичній до верхньої частини бічної поверхні ведучого обгумованого валка, а днище вивантажувального лотка - по дотичній до нижньої частини його бічної поверхні.
Текст
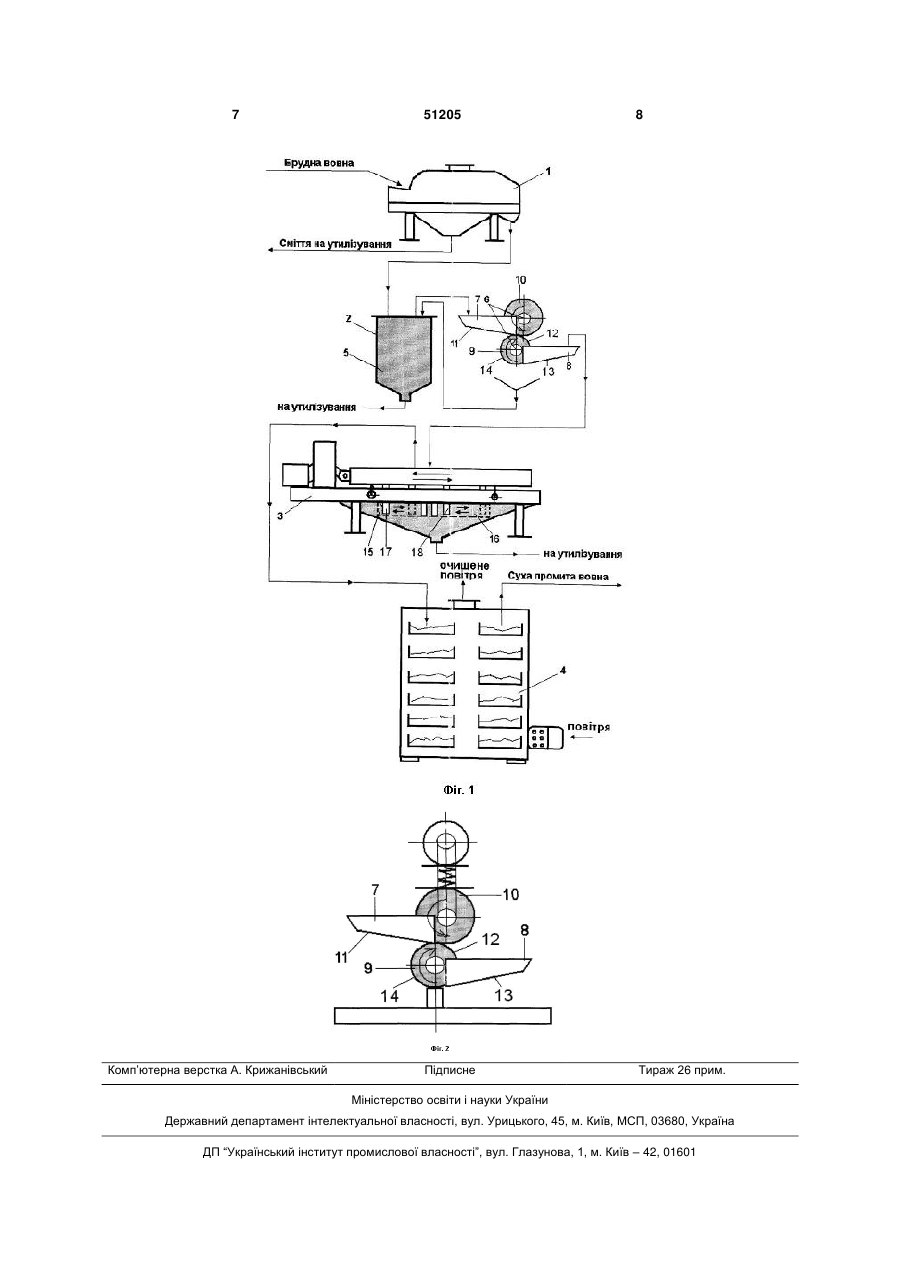
Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджим 3 а днища вивантажувального лотка - по дотичній до нижньої частини його бічної поверхні, дозволило б за рахунок організації більш інтенсивного видалення надмірного залишку відпрацьованого миючого розчину з вовни на етапі замочування забезпечити найбільш якісне оброблення вовни на цьому етапі, і таким чином значно підвищити якість процесу оброблення вовни та зробити весь процес первинного оброблення вовни малозатратним і високоефективним. Поставлена задача вирішується за рахунок того, що в технологічному модулі для первинного оброблення вовни, який містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм з завантажувальним і вивантажувальними лотками, виконаним у вигляді двох розміщених у вертикальній площині обгумованих валків - ведучого і веденого, мийну машину з двома робочими камерами з мийно-віджимними механізмами та сушильну камеру, згідно корисної моделі, ведений обгумований валок віджимного пристрою має більший діаметр і розміщений у вертикальній площині зі зміщенням його центра обертання в сторону вивантажувального лотка, днище завантажувального лотка розташовано по дотичній до верхньої частини бічної поверхні ведучого обгумованого валка, а днище вивантажувального лотка - по дотичній до нижньої частини його бічної поверхні. Виконання веденого обгумованого валка віджимного пристрою з більшим діаметром ніж ведучий дозволяє за рахунок різності діаметрів забезпечити різну частоту обертання ведучого і веденого обгумованих валків віджимного пристрою, і таким чином забезпечити найбільш інтенсивне видалення відпрацьованого миючого розчину з вовни на етапі замочування, тим самим значно підвищити якість та ефективність процесу оброблення вовни. Розміщення веденого обгумованого валка віджимного пристрою у вертикальній площині зі зміщенням його центра обертання в сторону вивантажувального лотка дозволяє організувати більш тривалий тісний контакт вологої вовни з бічними поверхнями обгумованих валків, і таким чином забезпечити найбільш інтенсивне видалення відпрацьованого миючого розчину з вовни на етапі замочування, тим самим значно підвищити якість та ефективність процесу оброблення вовни. Розташування днища завантажувального лотка по дотичній до верхньої частини бічної поверхні ведучого обгумованого валка дозволяє організувати більш інтенсивне попереднє стікання відпрацьованого миючого розчину з вовни на верхню частину бічної поверхні ведучого обгумованого валка на дільниці до зони контакту з обгумованими валками віджимного пристрою, і таким чином забезпечити найбільш інтенсивне видалення відпрацьованого миючого розчину з вовни на етапі замочування, тим самим значно підвищити якість та ефективність процесу оброблення вовни. Розташування днища вивантажувального лотка по дотичній до нижньої частини бічної поверхні 51205 4 ведучого обгумованого валка дозволяє забезпечити більш інтенсивне остаточне стікання відпрацьованого миючого розчину з вовни до нижньої частини бічної поверхні ведучого обгумованого валка на дільниці після зони контакту з обгумованими валками віджимного пристрою, і таким чином забезпечити найбільш інтенсивне видалення відпрацьованого миючого розчину з вовни на етапі замочування, тим самим значно підвищити якість та ефективність процесу оброблення вовни. Суть корисної моделі пояснюється рисунками, де на Фіг.1 зображено технологічний модуль, загальний вигляд; на Фіг.2 - віджимний пристрій, вид збоку. Технологічний модуль для первинного оброблення вовни містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину 1, блок замочування вовни 2, мийну машину 3 та сушильну камеру 4. Блок замочування вовни 2 містить робочу камеру 5 і розташований над нею віджимний пристрій 6 з завантажувальним 7 і вивантажувальним 8 лотками. Віджимний пристрій 6 виконаний у вигляді двох розміщених у вертикальній площині обгумованих валків - ведучого 9 і веденого 10. Ведений обгумований валок 10 віджимного пристрою 6 має більший діаметр і розміщений у вертикальній площині зі зміщенням його центра обертання в сторону вивантажувального лотка 8. Днище 11 завантажувального лотка 7 розташовано по дотичній до верхньої частини 12 бічної поверхні ведучого обгумованого валка 9. Днище 13 вивантажувального лотка 8 розташовано по дотичній до нижньої частини 14 бічної поверхні ведучого обгумованого валка 9. Технологічний модуль працює таким чином. Технологічний процес первинного оброблення вовни здійснюється за прийнятою технологією на послідовно розташованому по ходу технологічного процесу і взаємозв'язаному між собою технологічно устаткуванні технологічного модуля (Фіг.1). Спочатку брудна вовна подається до тріпальної машини 1, яка здійснює її сухе очищення від сторонніх домішок - піску, органічних і мінеральних забруднень, а також січки вовни. Видалене з брудної вовни сміття йде на утилізування. Після сухого очищення вовна подається до блока замочування вовни 2 і завантажується в його робочу камеру 5. Сюди ж подається певна кількість миючих засобів і теплої води відповідної температури. Замочена вовна витримується в робочій камері 5 певний час. Після замочування вовна виймається з робочої камери 5 і подається до віджимного пристрою 6 (Фіг.2), який розміщений над робочою камерою 5 блока замочування вовни 2. При цьому вовна, викладається на завантажувальний лоток 7 і рівним шаром подається до обгумованих валків 9 і 10. При проходженні через обгумовані валки 9 і 10 шар вологої вовни, активно взаємодіючи з ними, стискається об гумованими валками 9 та 10, і віджата вовна рівномірно виштовхується на вивантажувальний лоток 8. Для більш інтенсивного видалення відпрацьованого миючого розчину з шару вовни, який проходить між ведучим 9 і веденим 10 5 обгумованими валками, ведений обгумований валок 10 виконаний більшого діаметра і розташований у вертикальній площині зі зміщенням його центра обертання в сторону вивантажувального лотка 8. Віджатий з вовни відпрацьований миючий розчин стікає по днищу завантажувального лотка 7 на ведучий обгумований валок 9 і далі безпосередньо в робочу камеру 5 блока замочування вовни 2. Для більшої інтенсифікації процесу попереднього видалення відпрацьованого миючого розчину з вовни до її віджимання, днище 11 завантажувального лотка 7 розташовано по дотичній до верхньої частини 12 бічної поверхні ведучого обгумованого валка 9. Для більшої інтенсифікації процесу остаточного виділення відпрацьованого миючого розчину з вовни після її віджимання, днище 13 вивантажувального лотка 8 розташовано по дотичній до нижньої частини 14 бічної поверхні обгумованого валка 9. Відпрацьований миючий розчин з блока замочування вовни 2 після відповідного очищення направляється на утилізування. Після замочування віджата вовна подається до мийної машини 3 для подальшого вологого очищення. При цьому певна кількість вовни завантажується в дві робочі камери 15 і 16 мийної машини 3. В робочу ємкість мийної машини 3 заливається певна кількість теплої води відповідної температури і додається чітко задана для кожного циклу вологого оброблення вовни кількість миючих засобів. Після завантаження мийної машини 3 вона приводиться в дію. При цьому мийно-віджимні механізми 17 і 18 через певний проміжок часу здійснюють синхронно направлене зворотнопоступальне механічне стискання і розтискання 51205 6 завантаженої в дві робочі камери 15 і 16 вовни і за рахунок такої направленої механічної дії на завантажувальну вовну і здійснюється її активне промивання. Відпрацьований миючий розчин після відповідного очищення направляється на утилізування. При цьому вовна, яка знаходиться в двох робочих камерах 15 і 16, шляхом синхронно направленої механічної дії мийно-віджимних механізмів 17 і 18 піддається активному віджиманню. Залишки відпрацьованого миючого розчину видаляються в робочу ємкість мийної машини 3. В залежності від прийнятої технології первинного оброблення вовни вологе очищення вовни здійснюється в декілька етапів. Після завершення промивання вовни здійснюється процес полоскання промитої вовни. При цьому промита вовна залишається в робочих камерах 15 і 16, а в ємкість мийної машини 3 заливається певна кількість теплої води відповідної температури. Цикл полоскання промитої вовни здійснюється аналогічно циклу промивання. Кількість циклів полоскання залежить від прийнятої технології первинного оброблення вовни. Вода після кожного циклу полоскання йде на утилізування. Віджата вовна після останнього циклу полоскання завантажується поярусно в сушильну камеру 4, де і здійснюється її активне сушіння в автоматичному режимі до необхідної вологості. Після завершення циклу сушіння суха промита вовна виймається з камери 4 і направляється на подальше перероблення. Подальше первинне оброблення наступної партії вовни здійснюється в такій же послідовності. 7 Комп’ютерна верстка А. Крижанівський 51205 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological module for primary wool processing
Автори англійськоюShevchenko Ihor Arkadiiovych, Lykhodid Viktor Viktorovych, Zabudchenko Viktor Mykolaiovych, Voronenko Volodymyr Ivanovych, Horlova Oleksandra Dmytrivna
Назва патенту російськоюТехнологический модуль для первичной обработки шерсти
Автори російськоюШевченко Игорь Аркадьевич, Лиходед Виктор Викторович, Забудченко Виктор Николаевич, Вороненко Владимир Иванович, Горлова Александра Дмитриевна
МПК / Мітки
МПК: D01B 3/00
Мітки: технологічний, вовни, оброблення, модуль, первинного
Код посилання
<a href="https://ua.patents.su/4-51205-tekhnologichnijj-modul-dlya-pervinnogo-obroblennya-vovni.html" target="_blank" rel="follow" title="База патентів України">Технологічний модуль для первинного оброблення вовни</a>
Технологічний модуль для первинного оброблення вовни
Номер патенту: 36891
Опубліковано: 10.11.2008
Автори: Забудченко Віктор Миколайович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: первинного, оброблення, технологічний, модуль, вовни
Формула / Реферат:
1. Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм, мийну машину та сушильну камеру, який відрізняється тим, що він додатково містить блок приготування миючого розчину, технологічно взаємозв'язаний з робочою камерою блока замочування вовни та мийною машиною через систему трубопроводів з...
Технологічний модуль для первинного оброблення вовни
Номер патенту: 36408
Опубліковано: 27.10.2008
Автори: Забудченко Віктор Миколайович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: первинного, технологічний, вовни, оброблення, модуль
Формула / Реферат:
1. Технологічний модуль для первинного оброблення вовни, що містить послідовно розташовані по ходу технологічного процесу і взаємозв'язані між собою технологічно тріпальну машину, блок замочування вовни з робочою камерою і віджимним пристроєм, мийну машину та сушильну камеру, який відрізняється тим, що віджимний пристрій блока замочування вовни виконаний у вигляді двох розміщених у вертикальній площині погумованих валків, один з яких,...
Технологічний модуль для стриження овець
Номер патенту: 50892
Опубліковано: 25.06.2010
Автори: Вороненко Володимир Іванович, Горлова Олександра Дмитрівна, Терещенко Володимир Олександрович, Лиходід Віктор Вікторович
МПК: A01K 14/00
Мітки: технологічний, стриження, модуль, овець
Формула / Реферат:
1. Технологічний модуль для стриження овець, що містить пересувний блок стриження на автономному шасі з технологічним обладнанням для механізованого стриження овець, робочими місцями стригалів і засобом транспортування обстриженої вовни, який відрізняється тим, що він додатково містить пересувний блок первинного перероблення обстриженої вовни на автономному шасі з послідовно розташованими по ходу технологічного процесу і взаємозв'язаними між...
Спосіб промивання вовни

Номер патенту: 35834
Опубліковано: 16.04.2001
Автори: Столяров Володимир Ігоревич, Свергун Юрій Федорович, Андрійчук Євген Іванович, Туринський Василь Михайлович, Гордійчук Іван Йосипович, Ванькевич Володимир Вікторович, Кріщук Марина Іванівна, Черенков Олександр Данилович
МПК: D01B 3/00
Мітки: спосіб, промивання, вовни
Формула / Реферат:
Спосіб промивання вовни, який полягає в тому, що вовну завантажують у ванну, одночасно заливають мийний розчин, потім озвучується система "вовна-розчин" за допомогою магнітострикційних перетворювачів при інтенсивності ультразвукового випромінювання 1-2 Вт/см2 з частотою 5-22 кГц, який відрізняється тим, що система "вовна-розчин" додатково озвучується при частоті 6-8 кГц за допомогою не менше двох гідродинамічних...
Спосіб очищення овечої вовни
Номер патенту: 38562
Опубліковано: 12.01.2009
Автори: Сарібекова Юлія Георгіївна, Мясников Сергій Афанасійович, Єрмолаєва Альона Василівна
МПК: D01C 3/00
Мітки: овечої, вовни, спосіб, очищення
Формула / Реферат:
Спосіб очищення овечої вовни, що включає операції розпушування, тіпання і промивання у розчинах миючих речовин, який відрізняється тим, що перед промиванням у розчинах миючих речовин виконують обробку вовни електричними розрядами високої напруги, а цикл операцій промивання в розчинах миючих речовин проводять у 2-х промивних ваннах.
Попередній патент: Добувний модуль озерних сапропелів
Наступний патент: Лікарський засіб на основі суміші солей магнію з гліцином
Випадковий патент: Вакуумний пластинчасто-роторний насос