Спосіб одержання біметалевих стрічок і смуг з металевих порошків
Номер патенту: 102356
Опубліковано: 26.10.2015
Автори: Радченко Олександр Кузьмич, Калуцький Георгій Якович, Колпаков Артур Сергійович, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович


Формула / Реферат
Спосіб одержання біметалевих стрічок і смуг з металевих порошків, що включає прокатку металевих порошків різного складу у валках прокатного стана та спікання отриманого виробу, який відрізняється тим, що формування виробу здійснюється асиметричною прокаткою у валках різного діаметра, причому порошок з менш пластичного металу подається зі сторони валка з меншим діаметром.
Текст
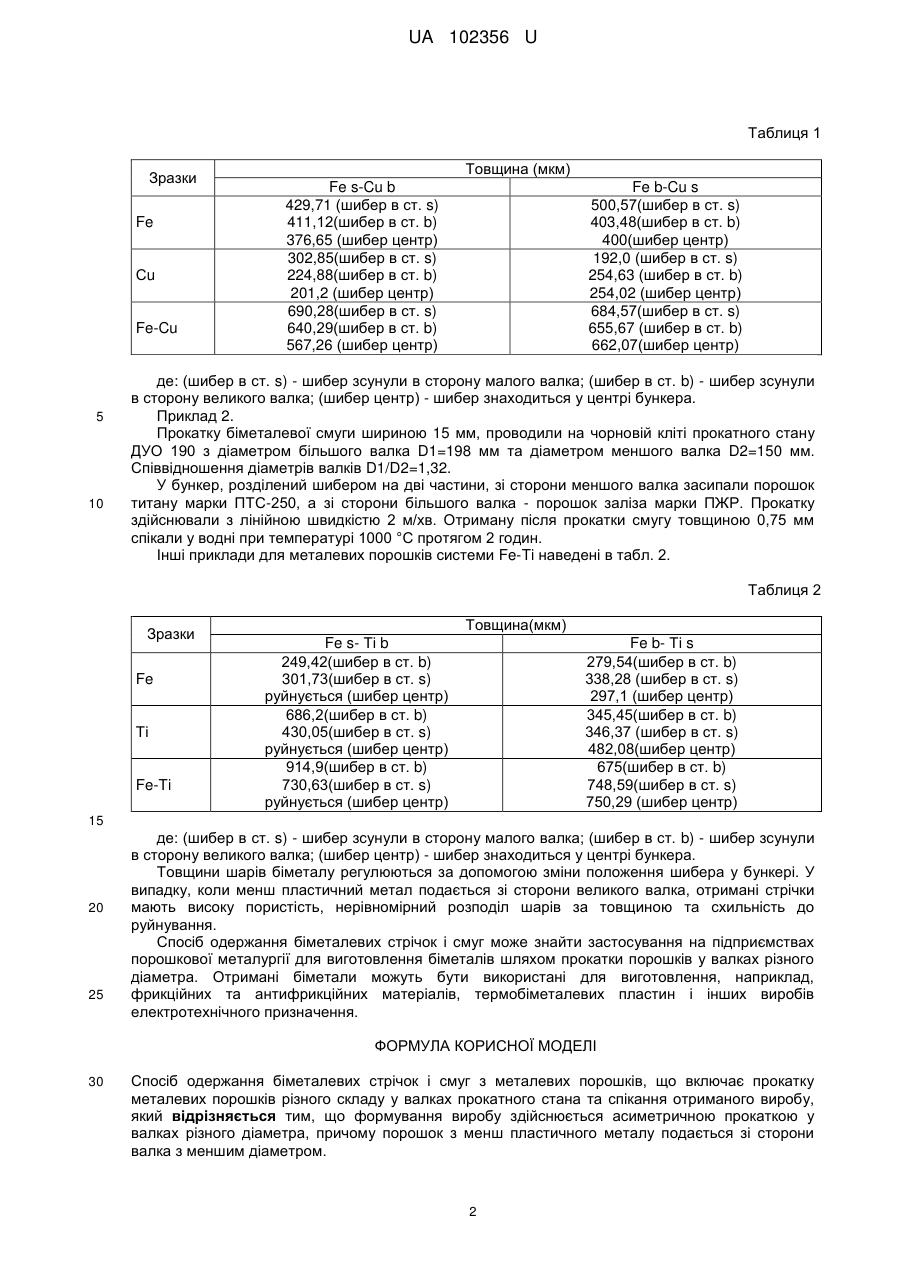
Реферат: Спосіб одержання біметалевих стрічок і смуг з металевих порошків включає прокатку металевих порошків різного складу у валках прокатного стана та спікання отриманого виробу. Формування виробу здійснюється асиметричною прокаткою у валках різного діаметра. При цьому порошок з менш пластичного металу подається зі сторони валка з меншим діаметром. UA 102356 U (12) UA 102356 U UA 102356 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі порошкової металургії, зокрема до способів одержання біметалевих стрічок і смуг з металевих порошків методом прокатки. Біметали знаходять застосування, наприклад, для виготовлення виробів електротехнічного призначення, термобіметалевих смуг, фрикційних та антифрикційних, корозійностійких та інших виробів зі спеціальними властивостями. Відомий спосіб одержання термобіметалу (Авторське свідоцтво СРСР №1510981, МПК B22F 7/00, B22F 3/20, опубл. 30.09.89, БІ № 36), що включає пошарове засипання і пресування металевих порошків, спікання і холодну прокатку виробів. Недоліком цього способу є те, що їм неможливо одержати смуги великої довжини, тому що розміри виробів обмежені розмірами пресового обладнання. Також відомий спосіб прокатки тришарових стрічок мідь-залізо-мідь (Виноградов Г.А., Семенов Ю.Н., Катрус О.А., Каташинский В.П. "Прокатка металлических порошков". - М.: Металлургия, 1969. - С. 195, 239, 311), у якому стрічки після холодної прокатки у валках однакового діаметра спікали у водні при температурі 900 °C протягом 2 годин, а потім проводили кілька ущільнюючих прокаток також у валках одного діаметра, чергуючи їх з відпалом при температурі 800 °C протягом 30 хвилин. Недоліком аналога є складність процесу, у якому повторюються енергоємні операції нагрівання і прокатки, та недостатня точність розмірів одержуваних стрічок, тобто велика їх неплощинність. Найбільш близьким технічним рішенням, вибраним за прототип, є спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків (Патент на винахід України №96397, МПК B22F 3/18, B22F 7/00, B22F 7/02, В21В 1/22, опуб. 25.07.2011, бюл. №14), що включає прокатку порошків різного складу у валках з однаковими діаметрами, спікання отриманого виробу і його подальшу ущільнюючу прокатку. Ущільнюючу прокатку здійснюють у валках різного діаметра з відношенням діаметра більшого валка до діаметра меншого валка 1,1-1,3 зі ступенем відносного обтиснення 0,45-0,55. До недоліків цього способу можна віднести складність процесу, що пов'язана з необхідністю наявності валків як з однаковим, так і з різними діаметрами, а також серповидність отриманих стрічок, що обумовлена використанням симетричної прокатки при формуванні виробу. В основу корисної моделі поставлена задача спрощення способу одержання біметалевих стрічок і смуг, скорочення енергетичних витрат за рахунок ліквідації процесу ущільнюючої прокатки, зменшення пористості та покращення міцності з'єднання шарів отриманої стрічки, за допомогою використання для її формування процесу асиметричної прокатки. Суть способу одержання біметалевих стрічок і смуг з металевих порошків, що включає прокатку порошків різного складу у валках прокатного стана та спікання отриманого виробу, полягає в тому, що для формування стрічки використовують процес асиметричної прокатки у валках різного діаметра, причому порошок з менш пластичного металу подається зі сторони валка з меншим діаметром. За основний критерій пластичності використовували границю плинності матеріалу порошку: 2 2 2 σs Fe=10 кг/мм ; σs Ті=40 кг/мм ; σs Cu=7 кг/мм . Проведення прокатки у валках різного діаметра дозволяє досягти безпористого стану матеріалу при менших тисках на робочі валки, високої якості контактів між частинками, які деформуються, і забезпечити рівномірність напружено-деформованого стану в осередку деформації по ширині прокату. Також значно збільшується якість контактів між частками перехідної зони, що збільшує адгезію шарів виробу. Запропонований спосіб відрізняється від прототипу тим, що формування виробу здійснюється асиметричною прокаткою у валках різного діаметра, причому порошок з менш пластичного металу подається зі сторони валка з меншим діаметром, також відсутній процес ущільнюючої прокатки. Приклад 1. Прокатку біметалевої смуги шириною 15 мм проводили на чорновій кліті прокатного стану ДУО 190 з діаметром більшого валка D1=198 мм та діаметром меншого валка D2=150 мм. Співвідношення діаметрів валків D1/D2=1,32. У бункер, розділений шибером на дві частини, зі сторони меншого валка засипали порошок заліза марки ПЖР, а зі сторони більшого валка - порошок міді марки ПМС-1. Прокатку здійснювали з лінійною швидкістю 2 м/хв. Отриману після прокатки смугу товщиною 0,69 мм спікали у водні при температурі 1000 °C протягом 2 годин. Інші приклади для металевих порошків системи Fe-Cu наведені в табл. 1. 1 UA 102356 U Таблиця 1 Зразки Fe Сu Fe-Cu 5 10 Товщина (мкм) Fe s-Cu b 429,71 (шибер в ст. s) 411,12(шибер в ст. b) 376,65 (шибер центр) 302,85(шибер в ст. s) 224,88(шибер в ст. b) 201,2 (шибер центр) 690,28(шибер в ст. s) 640,29(шибер в ст. b) 567,26 (шибер центр) Fe b-Cu s 500,57(шибер в ст. s) 403,48(шибер в ст. b) 400(шибер центр) 192,0 (шибер в ст. s) 254,63 (шибер в ст. b) 254,02 (шибер центр) 684,57(шибер в ст. s) 655,67 (шибер в ст. b) 662,07(шибер центр) де: (шибер в ст. s) - шибер зсунули в сторону малого валка; (шибер в ст. b) - шибер зсунули в сторону великого валка; (шибер центр) - шибер знаходиться у центрі бункера. Приклад 2. Прокатку біметалевої смуги шириною 15 мм, проводили на чорновій кліті прокатного стану ДУО 190 з діаметром більшого валка D1=198 мм та діаметром меншого валка D2=150 мм. Співвідношення діаметрів валків D1/D2=1,32. У бункер, розділений шибером на дві частини, зі сторони меншого валка засипали порошок титану марки ПТС-250, а зі сторони більшого валка - порошок заліза марки ПЖР. Прокатку здійснювали з лінійною швидкістю 2 м/хв. Отриману після прокатки смугу товщиною 0,75 мм спікали у водні при температурі 1000 °C протягом 2 годин. Інші приклади для металевих порошків системи Fe-Ti наведені в табл. 2. Таблиця 2 Зразки Fe Ті Fe-Ti Товщина(мкм) Fe s- Ті b 249,42(шибер в ст. b) 301,73(шибер в ст. s) руйнується (шибер центр) 686,2(шибер в ст. b) 430,05(шибер в ст. s) руйнується (шибер центр) 914,9(шибер в ст. b) 730,63(шибер в ст. s) руйнується (шибер центр) Fe b- Ті s 279,54(шибер в ст. b) 338,28 (шибер в ст. s) 297,1 (шибер центр) 345,45(шибер в ст. b) 346,37 (шибер в ст. s) 482,08(шибер центр) 675(шибер в ст. b) 748,59(шибер в ст. s) 750,29 (шибер центр) 15 20 25 де: (шибер в ст. s) - шибер зсунули в сторону малого валка; (шибер в ст. b) - шибер зсунули в сторону великого валка; (шибер центр) - шибер знаходиться у центрі бункера. Товщини шарів біметалу регулюються за допомогою зміни положення шибера у бункері. У випадку, коли менш пластичний метал подається зі сторони великого валка, отримані стрічки мають високу пористість, нерівномірний розподіл шарів за товщиною та схильність до руйнування. Спосіб одержання біметалевих стрічок і смуг може знайти застосування на підприємствах порошкової металургії для виготовлення біметалів шляхом прокатки порошків у валках різного діаметра. Отримані біметали можуть бути використані для виготовлення, наприклад, фрикційних та антифрикційних матеріалів, термобіметалевих пластин і інших виробів електротехнічного призначення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб одержання біметалевих стрічок і смуг з металевих порошків, що включає прокатку металевих порошків різного складу у валках прокатного стана та спікання отриманого виробу, який відрізняється тим, що формування виробу здійснюється асиметричною прокаткою у валках різного діаметра, причому порошок з менш пластичного металу подається зі сторони валка з меншим діаметром. 2 UA 102356 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing bimetal tapes and strips of metal powders
Автори англійськоюHohaiev Kazbek Oleksandrovych, Kolpakov Artur Serhiiovych, Kalutskyi Heorhii Yakovych, Voropaiev Vitalii Semenovych, Radchenko Oleksandr Kuzmych
Назва патенту російськоюСпособ получения биметаллических лент и полос из металлических порошков
Автори російськоюГогаев Казбек Александрович, Колпаков Артур Сергеевич, Калуцкий Георгий Яковлевич, Воропаев Виталий Семенович, Радченко Александр Кузьмич
МПК / Мітки
Мітки: стрічок, одержання, смуг, біметалевих, порошків, спосіб, металевих
Код посилання
<a href="https://ua.patents.su/5-102356-sposib-oderzhannya-bimetalevikh-strichok-i-smug-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання біметалевих стрічок і смуг з металевих порошків</a>
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків
Номер патенту: 96397
Опубліковано: 25.10.2011
Автори: Колпаков Артур Сергійович, Радченко Олександр Кузьмич, Калуцький Георгій Якович, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B22F 3/18, B22F 7/00, B22F 7/02, B21B 1/22
Мітки: листів, металевих, біметалевих, стрічок, одержання, порошків, смуг, спосіб
Формула / Реферат:
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків, що включає прокатку порошків різного складу у валках з однаковими діаметрами, спікання одержаного виробу і подальшу ущільнюючу прокатку виробу, який відрізняється тим, що ущільнюючу прокатку здійснюють у валках різного діаметра з відношенням діаметра більшого валка до діаметра меншого валка 1,1-1,3 зі ступенем відносного обтиснення 0,45-0,55.
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович, Калуцький Георгій Якович
МПК: B21B 1/26, B22F 3/18, B21B 1/24, B21B 1/22
Мітки: стрічок, смуг, порошків, одержання, гранул, листів, спосіб, металевих
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 74685
Опубліковано: 12.11.2012
Автори: Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Калуцький Георгій Якович, Радченко Олександр Кузьмич, Колпаков Артур Сергійович
МПК: B22F 3/18
Мітки: порошків, гранул, асиметрично, прокатки, спосіб, металевих
Формула / Реферат:
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стана, повторне однократне обтиснення пористої стрічки зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який відрізняється тим, що зазначене обтиснення здійснюється за допомогою неприводного додаткового валка, що взаємодіє з більшим робочим валком і...
Спосіб асиметричної прокатки металевих порошків і гранул
Номер патенту: 94527
Опубліковано: 10.05.2011
Автори: Воропаєв Віталій Семенович, Калуцький Георгій Якович, Гогаєв Казбек Олександрович
МПК: B22F 3/18, B21B 1/24, B21B 1/22
Мітки: спосіб, асиметрично, прокатки, гранул, металевих, порошків
Формула / Реферат:
Спосіб асиметричної прокатки металевих порошків і гранул, що включає обтиснення порошків і гранул у пористу стрічку з неузгодженістю окружних швидкостей робочих валків прокатного стану, який відрізняється тим, що проводять додаткове однократне обтиснення пористої стрічки на виході із валків зі ступенем обтиснення 10-60 % за допомогою додаткового валка, який взаємодіє з робочим валком, що обертається з більшою окружною швидкістю, причому...
Спосіб одержання металевих порошків
Номер патенту: 56496
Опубліковано: 15.05.2003
Автори: Козярук Олег Іванович, Калениченко Олександр Васильович
МПК: B22F 9/14
Мітки: одержання, металевих, порошків, спосіб
Формула / Реферат:
Спосіб одержання металевих порошків матеріалів, що включає електроерозійне диспергування шматочків матеріалів у воді з одержанням суспензії, відстій, центрифугування суспензіі, висушування порошку, який відрізняється тим, що в процесі диспергування водневий показник pH водної суспензії підтримується сталим і меншим 9.
Попередній патент: Спосіб лікування рецидивуючої форми фібриляції передсердь
Наступний патент: Спосіб вибору оптимального методу лікування раку шийки матки іів стадії
Випадковий патент: Лікування психологічних станів із застосуванням антагоністів мускаринових рецепторів м1