Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів
Номер патенту: 104509
Опубліковано: 10.02.2016
Автори: Гнатов Андрій Вікторович, Сабокар Олег Сергійович, Батигін Юрій Вікторович, Чаплигін Євген Олександрович

Формула / Реферат
1. Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів, що полягає в генерації механічних зусиль на поверхні листового металу від взаємодії струмів та полів металу та інструмента - індуктора, для видалення вм'ятини на поверхні об'єкта обробки, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, що виконує функцію погоджувального пристрою, який розміщують над прозорим для діючих полів притягувальним екраном.
2. Спосіб за п. 1, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, виконаного у вигляді плоского багатовиткового соленоїда.
3. Спосіб за п. 1, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, виконаного у вигляді багатовиткового протяжного циліндра.
Текст
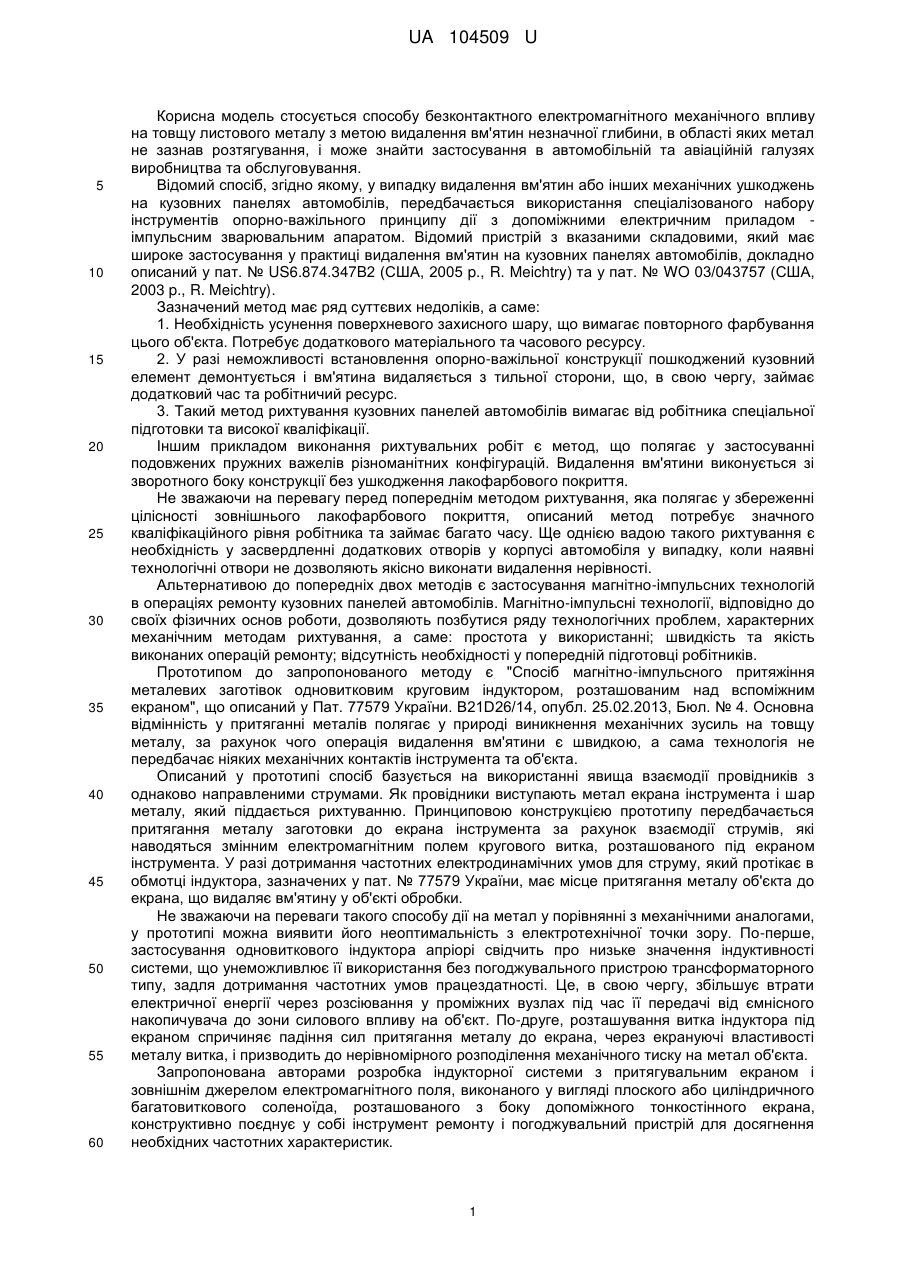
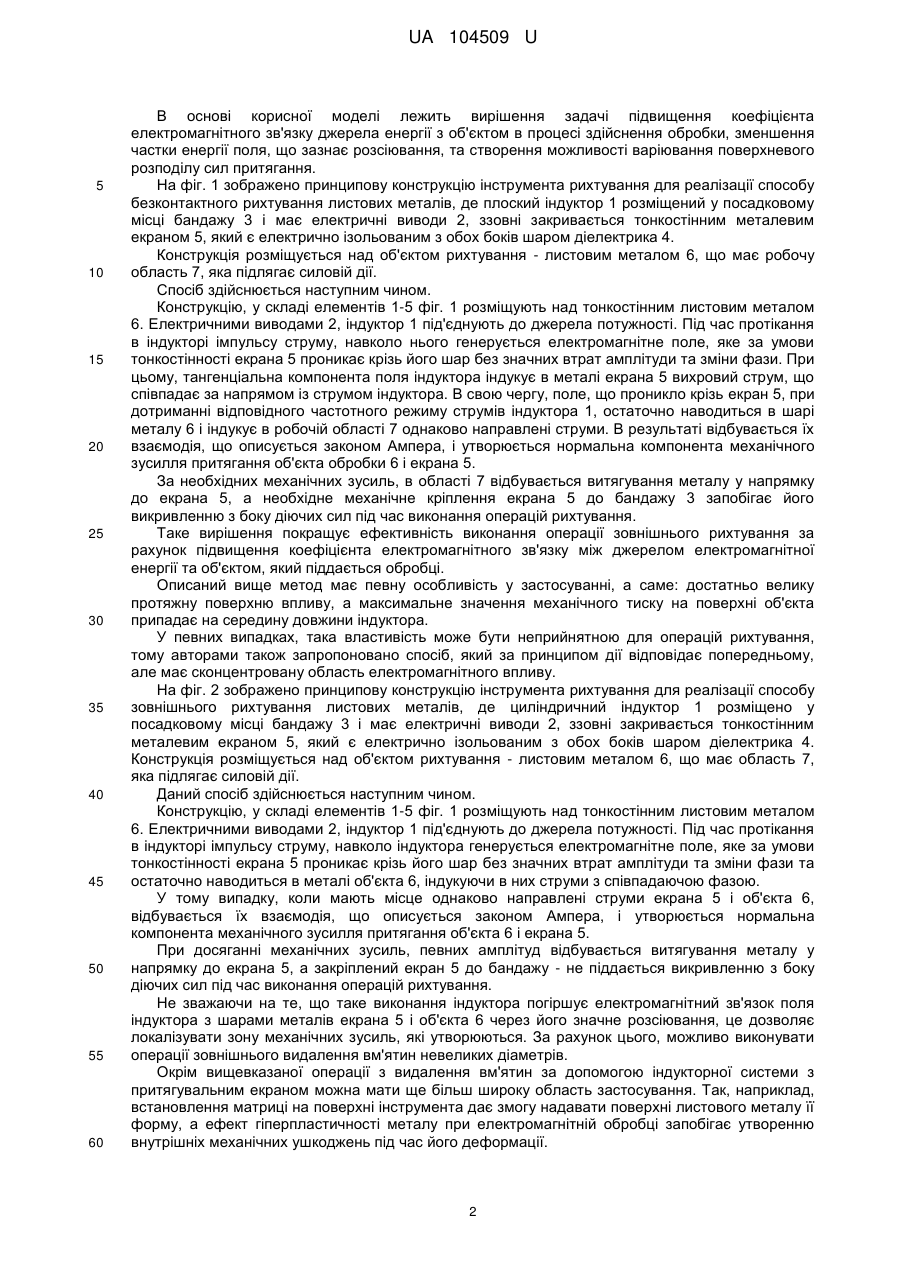
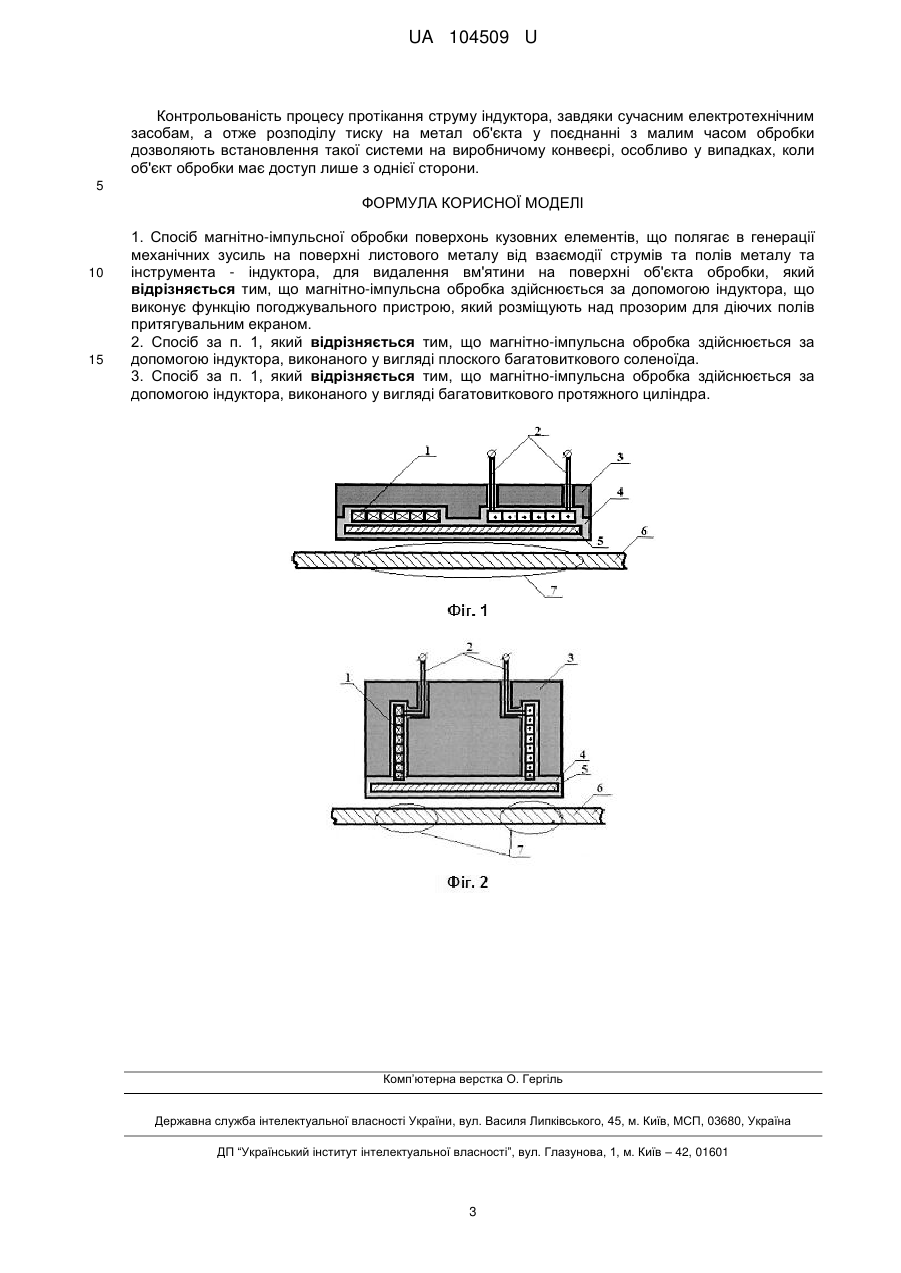
Реферат: Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів, що полягає в генерації механічних зусиль на поверхні листового металу від взаємодії струмів та полів металу та інструмента - індуктора, для видалення вм'ятини на поверхні об'єкта обробки, причому магнітно-імпульсна обробка здійснюється за допомогою індуктора, що виконує функцію погоджувального пристрою, який розміщують над прозорим для діючих полів притягувальним екраном. UA 104509 U (12) UA 104509 U UA 104509 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується способу безконтактного електромагнітного механічного впливу на товщу листового металу з метою видалення вм'ятин незначної глибини, в області яких метал не зазнав розтягування, і може знайти застосування в автомобільній та авіаційній галузях виробництва та обслуговування. Відомий спосіб, згідно якому, у випадку видалення вм'ятин або інших механічних ушкоджень на кузовних панелях автомобілів, передбачається використання спеціалізованого набору інструментів опорно-важільного принципу дії з допоміжними електричним приладом імпульсним зварювальним апаратом. Відомий пристрій з вказаними складовими, який має широке застосування у практиці видалення вм'ятин на кузовних панелях автомобілів, докладно описаний у пат. № US6.874.347B2 (США, 2005 p., R. Meichtry) та у пат. № WO 03/043757 (США, 2003 p., R. Meichtry). Зазначений метод має ряд суттєвих недоліків, а саме: 1. Необхідність усунення поверхневого захисного шару, що вимагає повторного фарбування цього об'єкта. Потребує додаткового матеріального та часового ресурсу. 2. У разі неможливості встановлення опорно-важільної конструкції пошкоджений кузовний елемент демонтується і вм'ятина видаляється з тильної сторони, що, в свою чергу, займає додатковий час та робітничий ресурс. 3. Такий метод рихтування кузовних панелей автомобілів вимагає від робітника спеціальної підготовки та високої кваліфікації. Іншим прикладом виконання рихтувальних робіт є метод, що полягає у застосуванні подовжених пружних важелів різноманітних конфігурацій. Видалення вм'ятини виконується зі зворотного боку конструкції без ушкодження лакофарбового покриття. Не зважаючи на перевагу перед попереднім методом рихтування, яка полягає у збереженні цілісності зовнішнього лакофарбового покриття, описаний метод потребує значного кваліфікаційного рівня робітника та займає багато часу. Ще однією вадою такого рихтування є необхідність у засвердленні додаткових отворів у корпусі автомобіля у випадку, коли наявні технологічні отвори не дозволяють якісно виконати видалення нерівності. Альтернативою до попередніх двох методів є застосування магнітно-імпульсних технологій в операціях ремонту кузовних панелей автомобілів. Магнітно-імпульсні технології, відповідно до своїх фізичних основ роботи, дозволяють позбутися ряду технологічних проблем, характерних механічним методам рихтування, а саме: простота у використанні; швидкість та якість виконаних операцій ремонту; відсутність необхідності у попередній підготовці робітників. Прототипом до запропонованого методу є "Спосіб магнітно-імпульсного притяжіння металевих заготівок одновитковим круговим індуктором, розташованим над вспоміжним екраном", що описаний у Пат. 77579 України. В21D26/14, опубл. 25.02.2013, Бюл. № 4. Основна відмінність у притяганні металів полягає у природі виникнення механічних зусиль на товщу металу, за рахунок чого операція видалення вм'ятини є швидкою, а сама технологія не передбачає ніяких механічних контактів інструмента та об'єкта. Описаний у прототипі спосіб базується на використанні явища взаємодії провідників з однаково направленими струмами. Як провідники виступають метал екрана інструмента і шар металу, який піддається рихтуванню. Принциповою конструкцією прототипу передбачається притягання металу заготовки до екрана інструмента за рахунок взаємодії струмів, які наводяться змінним електромагнітним полем кругового витка, розташованого під екраном інструмента. У разі дотримання частотних електродинамічних умов для струму, який протікає в обмотці індуктора, зазначених у пат. № 77579 України, має місце притягання металу об'єкта до екрана, що видаляє вм'ятину у об'єкті обробки. Не зважаючи на переваги такого способу дії на метал у порівнянні з механічними аналогами, у прототипі можна виявити його неоптимальність з електротехнічної точки зору. По-перше, застосування одновиткового індуктора апріорі свідчить про низьке значення індуктивності системи, що унеможливлює її використання без погоджувального пристрою трансформаторного типу, задля дотримання частотних умов працездатності. Це, в свою чергу, збільшує втрати електричної енергії через розсіювання у проміжних вузлах під час її передачі від ємнісного накопичувача до зони силового впливу на об'єкт. По-друге, розташування витка індуктора під екраном спричиняє падіння сил притягання металу до екрана, через екрануючі властивості металу витка, і призводить до нерівномірного розподілення механічного тиску на метал об'єкта. Запропонована авторами розробка індукторної системи з притягувальним екраном і зовнішнім джерелом електромагнітного поля, виконаного у вигляді плоского або циліндричного багатовиткового соленоїда, розташованого з боку допоміжного тонкостінного екрана, конструктивно поєднує у собі інструмент ремонту і погоджувальний пристрій для досягнення необхідних частотних характеристик. 1 UA 104509 U 5 10 15 20 25 30 35 40 45 50 55 60 В основі корисної моделі лежить вирішення задачі підвищення коефіцієнта електромагнітного зв'язку джерела енергії з об'єктом в процесі здійснення обробки, зменшення частки енергії поля, що зазнає розсіювання, та створення можливості варіювання поверхневого розподілу сил притягання. На фіг. 1 зображено принципову конструкцію інструмента рихтування для реалізації способу безконтактного рихтування листових металів, де плоский індуктор 1 розміщений у посадковому місці бандажу 3 і має електричні виводи 2, ззовні закривається тонкостінним металевим екраном 5, який є електрично ізольованим з обох боків шаром діелектрика 4. Конструкція розміщується над об'єктом рихтування - листовим металом 6, що має робочу область 7, яка підлягає силовій дії. Спосіб здійснюється наступним чином. Конструкцію, у складі елементів 1-5 фіг. 1 розміщують над тонкостінним листовим металом 6. Електричними виводами 2, індуктор 1 під'єднують до джерела потужності. Під час протікання в індукторі імпульсу струму, навколо нього генерується електромагнітне поле, яке за умови тонкостінності екрана 5 проникає крізь його шар без значних втрат амплітуди та зміни фази. При цьому, тангенціальна компонента поля індуктора індукує в металі екрана 5 вихровий струм, що співпадає за напрямом із струмом індуктора. В свою чергу, поле, що проникло крізь екран 5, при дотриманні відповідного частотного режиму струмів індуктора 1, остаточно наводиться в шарі металу 6 і індукує в робочій області 7 однаково направлені струми. В результаті відбувається їх взаємодія, що описується законом Ампера, і утворюється нормальна компонента механічного зусилля притягання об'єкта обробки 6 і екрана 5. За необхідних механічних зусиль, в області 7 відбувається витягування металу у напрямку до екрана 5, а необхідне механічне кріплення екрана 5 до бандажу 3 запобігає його викривленню з боку діючих сил під час виконання операцій рихтування. Таке вирішення покращує ефективність виконання операції зовнішнього рихтування за рахунок підвищення коефіцієнта електромагнітного зв'язку між джерелом електромагнітної енергії та об'єктом, який піддається обробці. Описаний вище метод має певну особливість у застосуванні, а саме: достатньо велику протяжну поверхню впливу, а максимальне значення механічного тиску на поверхні об'єкта припадає на середину довжини індуктора. У певних випадках, така властивість може бути неприйнятною для операцій рихтування, тому авторами також запропоновано спосіб, який за принципом дії відповідає попередньому, але має сконцентровану область електромагнітного впливу. На фіг. 2 зображено принципову конструкцію інструмента рихтування для реалізації способу зовнішнього рихтування листових металів, де циліндричний індуктор 1 розміщено у посадковому місці бандажу 3 і має електричні виводи 2, ззовні закривається тонкостінним металевим екраном 5, який є електрично ізольованим з обох боків шаром діелектрика 4. Конструкція розміщується над об'єктом рихтування - листовим металом 6, що має область 7, яка підлягає силовій дії. Даний спосіб здійснюється наступним чином. Конструкцію, у складі елементів 1-5 фіг. 1 розміщують над тонкостінним листовим металом 6. Електричними виводами 2, індуктор 1 під'єднують до джерела потужності. Під час протікання в індукторі імпульсу струму, навколо індуктора генерується електромагнітне поле, яке за умови тонкостінності екрана 5 проникає крізь його шар без значних втрат амплітуди та зміни фази та остаточно наводиться в металі об'єкта 6, індукуючи в них струми з співпадаючою фазою. У тому випадку, коли мають місце однаково направлені струми екрана 5 і об'єкта 6, відбувається їх взаємодія, що описується законом Ампера, і утворюється нормальна компонента механічного зусилля притягання об'єкта 6 і екрана 5. При досяганні механічних зусиль, певних амплітуд відбувається витягування металу у напрямку до екрана 5, а закріплений екран 5 до бандажу - не піддається викривленню з боку діючих сил під час виконання операцій рихтування. Не зважаючи на те, що таке виконання індуктора погіршує електромагнітний зв'язок поля індуктора з шарами металів екрана 5 і об'єкта 6 через його значне розсіювання, це дозволяє локалізувати зону механічних зусиль, які утворюються. За рахунок цього, можливо виконувати операції зовнішнього видалення вм'ятин невеликих діаметрів. Окрім вищевказаної операції з видалення вм'ятин за допомогою індукторної системи з притягувальним екраном можна мати ще більш широку область застосування. Так, наприклад, встановлення матриці на поверхні інструмента дає змогу надавати поверхні листового металу її форму, а ефект гіперпластичності металу при електромагнітній обробці запобігає утворенню внутрішніх механічних ушкоджень під час його деформації. 2 UA 104509 U Контрольованість процесу протікання струму індуктора, завдяки сучасним електротехнічним засобам, а отже розподілу тиску на метал об'єкта у поєднанні з малим часом обробки дозволяють встановлення такої системи на виробничому конвеєрі, особливо у випадках, коли об'єкт обробки має доступ лише з однієї сторони. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 1. Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів, що полягає в генерації механічних зусиль на поверхні листового металу від взаємодії струмів та полів металу та інструмента - індуктора, для видалення вм'ятини на поверхні об'єкта обробки, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, що виконує функцію погоджувального пристрою, який розміщують над прозорим для діючих полів притягувальним екраном. 2. Спосіб за п. 1, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, виконаного у вигляді плоского багатовиткового соленоїда. 3. Спосіб за п. 1, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, виконаного у вигляді багатовиткового протяжного циліндра. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/14
Мітки: обробки, поверхонь, елементів, магнітно-імпульсної, кузовних, спосіб
Код посилання
<a href="https://ua.patents.su/5-104509-sposib-magnitno-impulsno-obrobki-poverkhon-kuzovnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів</a>
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Бондаренко Олександр Юрійович, Батигін Юрій Вікторович, Чаплигін Євген Олександрович
МПК: B21D 26/14
Мітки: методом, магнітно-імпульсної, заготівок, індуктора, притягання, спосіб, обробки, металевих
Формула / Реферат:
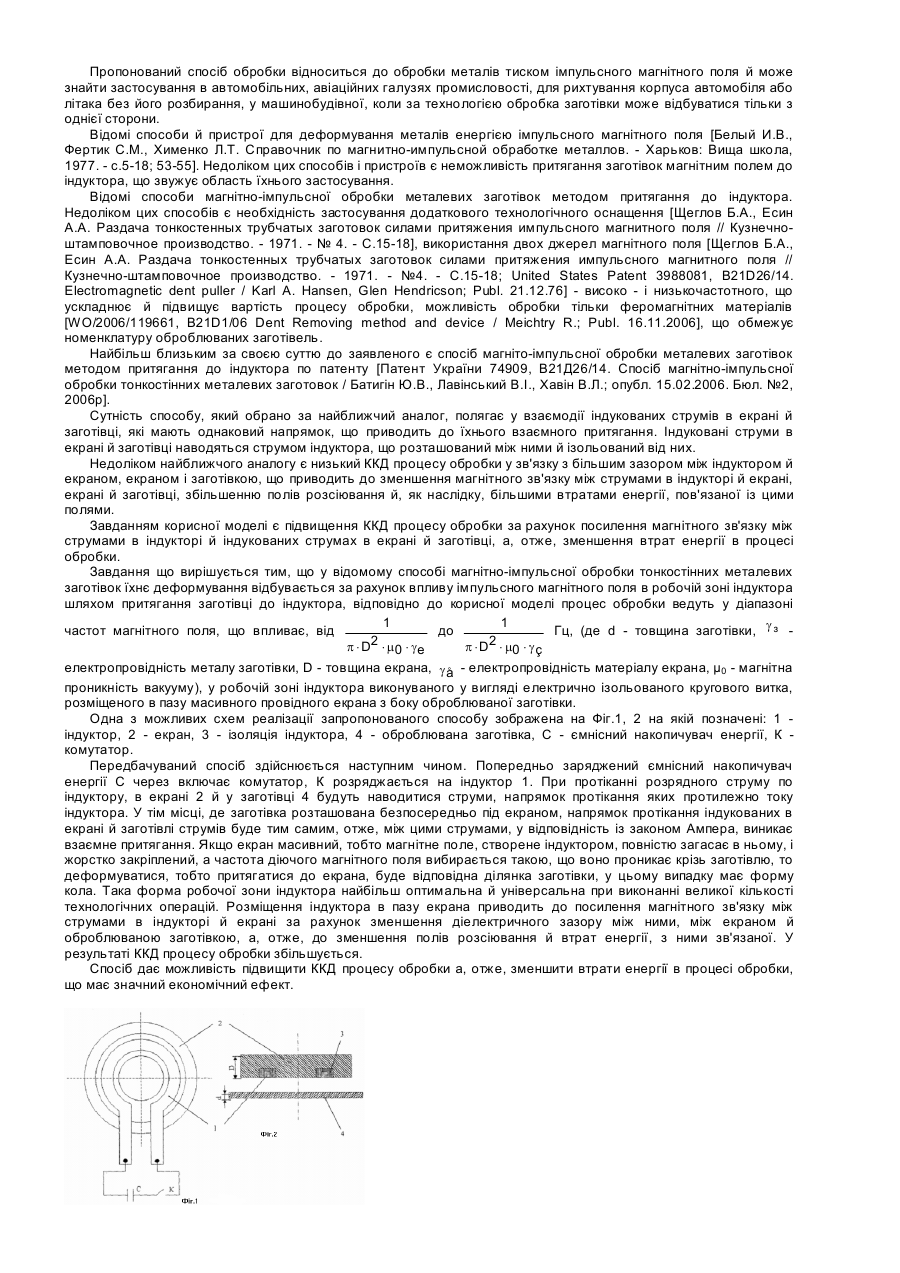
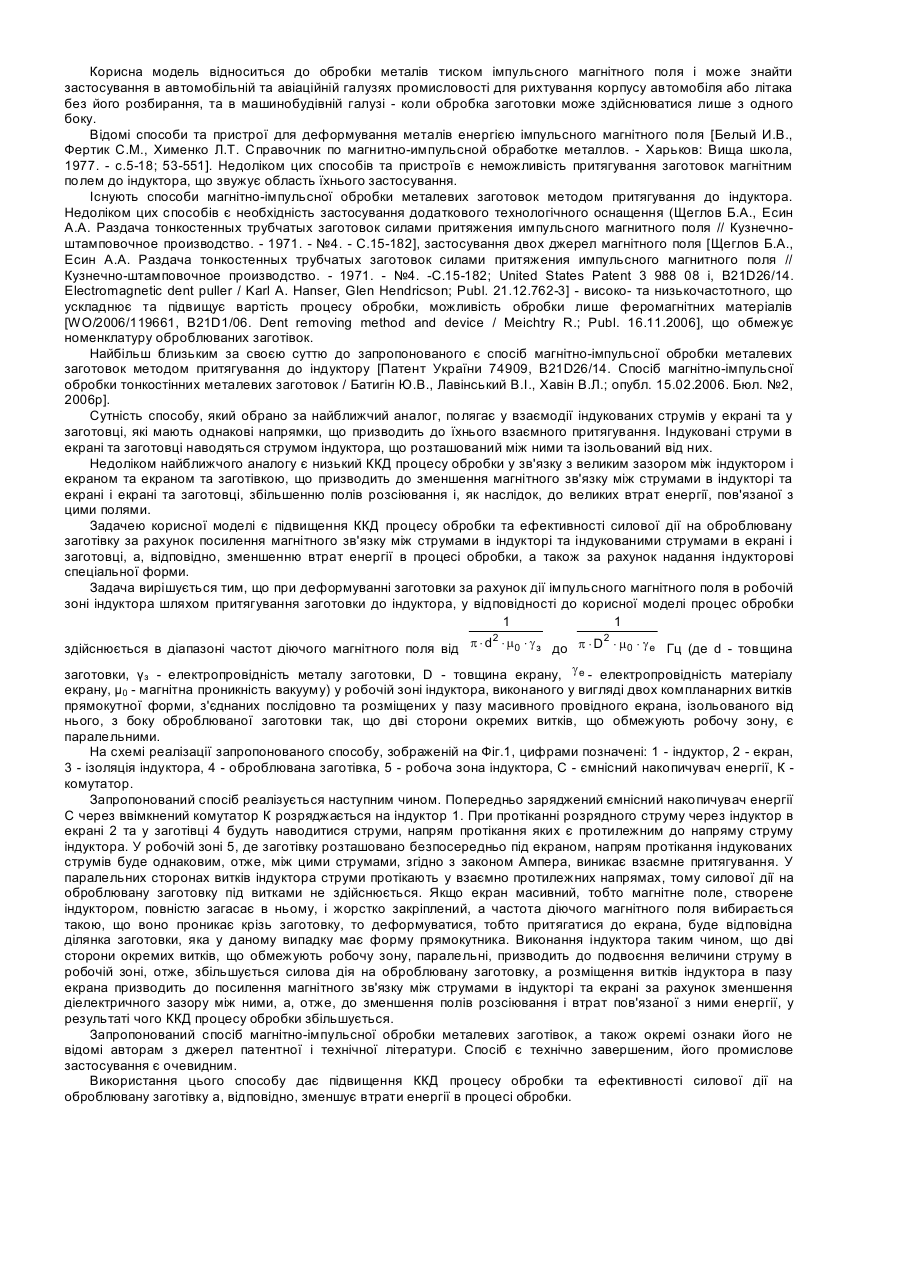
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від до
Спосіб магнітно-імпульсної обробки металевих заготівок
Номер патенту: 31752
Опубліковано: 25.04.2008
Автори: Сєріков Георгій Сергійович, Бондаренко Олександр Юрійович, Батигін Юрій Вікторович
МПК: B21D 26/14
Мітки: заготівок, спосіб, магнітно-імпульсної, металевих, обробки
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок дії імпульсного магнітного поля у робочій зоні індуктора шляхом притягування заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот діючого магнітного поля від до Гц ,...
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок
Номер патенту: 68745
Опубліковано: 10.04.2012
Автори: Чаплигін Євген Олександрович, Аргун Щасяна Валіковна, Трунова Ірина Сергіївна, Гнатов Андрій Вікторович, Батигін Юрій Вікторович
МПК: B21D 26/14
Мітки: магнітно-імпульсної, тонкостінних, обробки, спосіб, металевих, заготовок
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок, що полягає в деформуванні заготовки впливом імпульсного магнітного поля з застосуванням індукторної системи, в якій індуктор виконують у вигляді циліндричного витка з внутрішнім отвором у вигляді зрізаного конуса, а заготовку розміщують на торцевій поверхні індуктора, з боку більшої основи зрізаного конуса, який відрізняється тим, що індуктор виконано у вигляді вторинної...
Спосіб магнітно-імпульсної обробки тонкостінних металів з циліндричним узгоджувальним пристроєм
Номер патенту: 76891
Опубліковано: 25.01.2013
Автори: Аргун Щасяна Валіковна, Батигін Юрій Вікторович, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович, Дзюбенко Олександр Андрійович, Бондар Сергій Володимирович
МПК: B21D 26/14
Мітки: узгоджувальним, металів, циліндричним, спосіб, тонкостінних, пристроєм, обробки, магнітно-імпульсної
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних листових металів, який відрізняється тим, що під час обробки використовують циліндричний узгоджувальний пристрій, а індукований струм направляють через підключену індукційну індукторну систему з великою індуктивністю (понад 100 нГн), яка є інструментом магнітно-імпульсної дії, завдяки чому й здійснюють деформування тонкостінних листових металів.
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок з використанням узгоджувального пристрою
Номер патенту: 69467
Опубліковано: 25.04.2012
Автори: Щиголєва Світлана Олександрівна, Трунова Ірина Сергіївна, Смирнов Дмитро Олегович, Батигін Юрій Вікторович, Чаплигін Євген Олександрович, Аргун Щасяна Валіковна, Гнатов Андрій Вікторович
МПК: B21D 26/14
Мітки: металевих, пристрою, узгоджувального, використанням, спосіб, заготівок, тонкостінних, магнітно-імпульсної, обробки
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок з використанням узгоджувального пристрою, що полягає в деформуванні заготівки з застосуванням індукторної системи, в якій індуктор виконують у вигляді вторинної обмотки узгоджувального пристрою, який має форму циліндричного витка з внутрішнім отвором у вигляді зрізаного конуса, а заготівку розміщують з боку більшої основи зрізаного конуса, який відрізняється тим, що індуктор...
Попередній патент: Електромагнітний перемішувач рідкого металу в кристалізаторі безперервного лиття заготовок
Наступний патент: Взуття
Випадковий патент: Спосіб диференційної діагностики форм гіперандрогенії у жінок репродуктивного віку