Пристрій для безперервного травлення прокату смуги вуглецевої сталі
Номер патенту: 104710
Опубліковано: 25.02.2014
Автори: Селяков Олександр Михайлович, Ілюнін Олег Олегович, Подпружников Петро Михайлович, Тімофєєв Володимир Олександрович, Перевертайленко Олександр Юрійович, Арсен'єва Ольга Петрівна
Формула / Реферат
Пристрій для безперервного травлення прокату смуги вуглецевої сталі, що складається з травильного агрегату, який містить блоки нагрівання і регенерації травильного розчину, сталевої смуги для травлення, блока n сопел для подавання травильного розчину, оптичного датчика, блока обробки оптичної інформації та управління технологічним процесом, причому вихід оптичного датчика з'єднаний з першим входом блока обробки оптичної інформації та управління технологічний процесом, перший вихід якого з'єднаний з блоком сопел та підключений до перших керуючих входів n сопел, а другий його вихід - з дозатором, який відрізняється тим, що вказаний пристрій додатково містить другий дозатор та оптичний датчик, вихід якого з'єднаний з другим входом блока обробки оптичної інформації та управління технологічним процесом, а травильний агрегат додатково містить комплекс заглибних травильних ванн та другий дозатор, до керуючого входу цього дозатора підключений третій вихід блока обробки оптичної інформації та управління технологічним процесом, при цьому перший керуючий вихід другого дозатора з'єднаний з регулюючим концентрацію розчину входом ванни, а другий - з другими керуючими входами сопел блока сопел, що являє собою n сопел, розташованих з лицьової та тильної сторін сталевої смуги, причому кількість сопел n - не більше D/d-2, де D - ширина сталевої смуги, d - геометричний діаметр сопла.
Текст
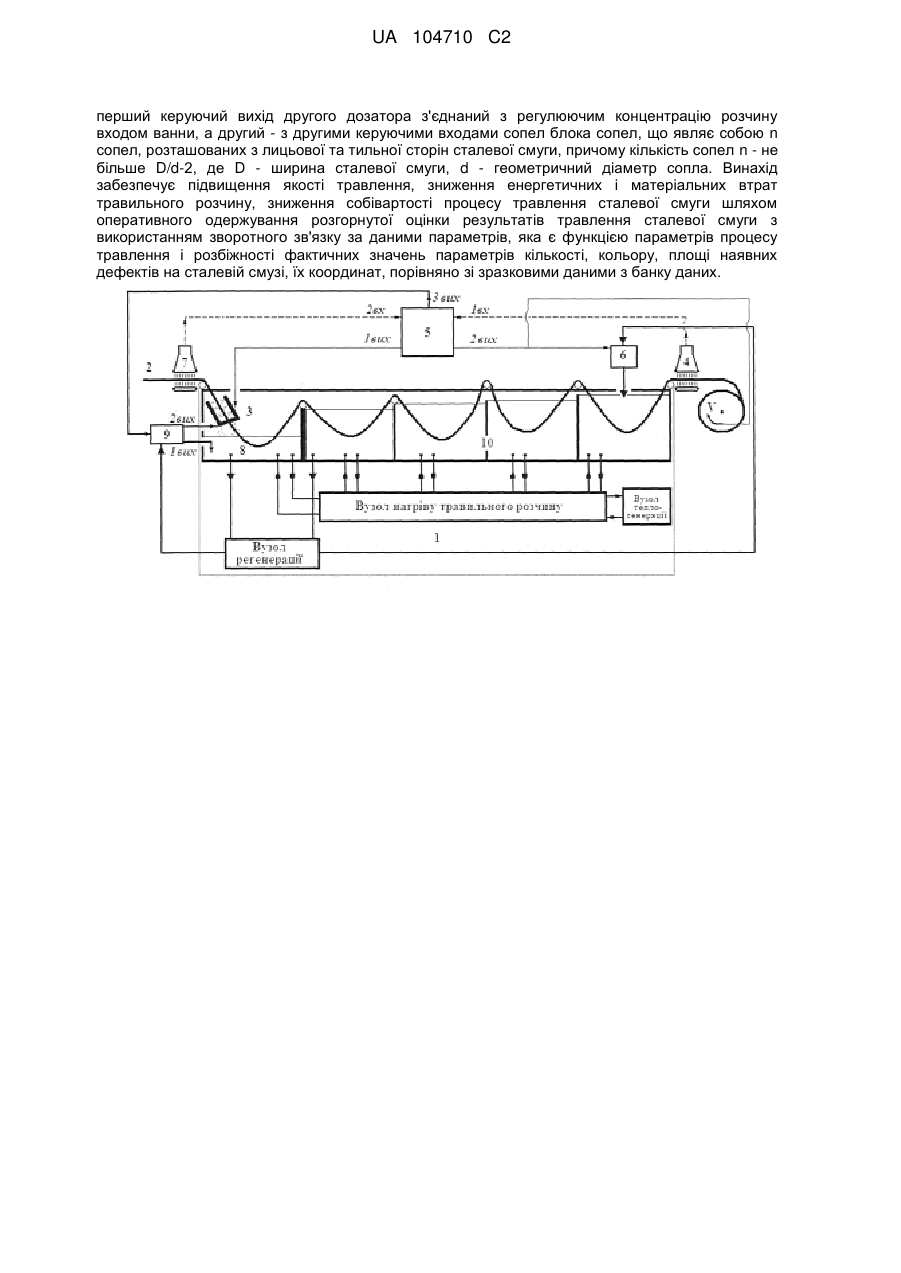
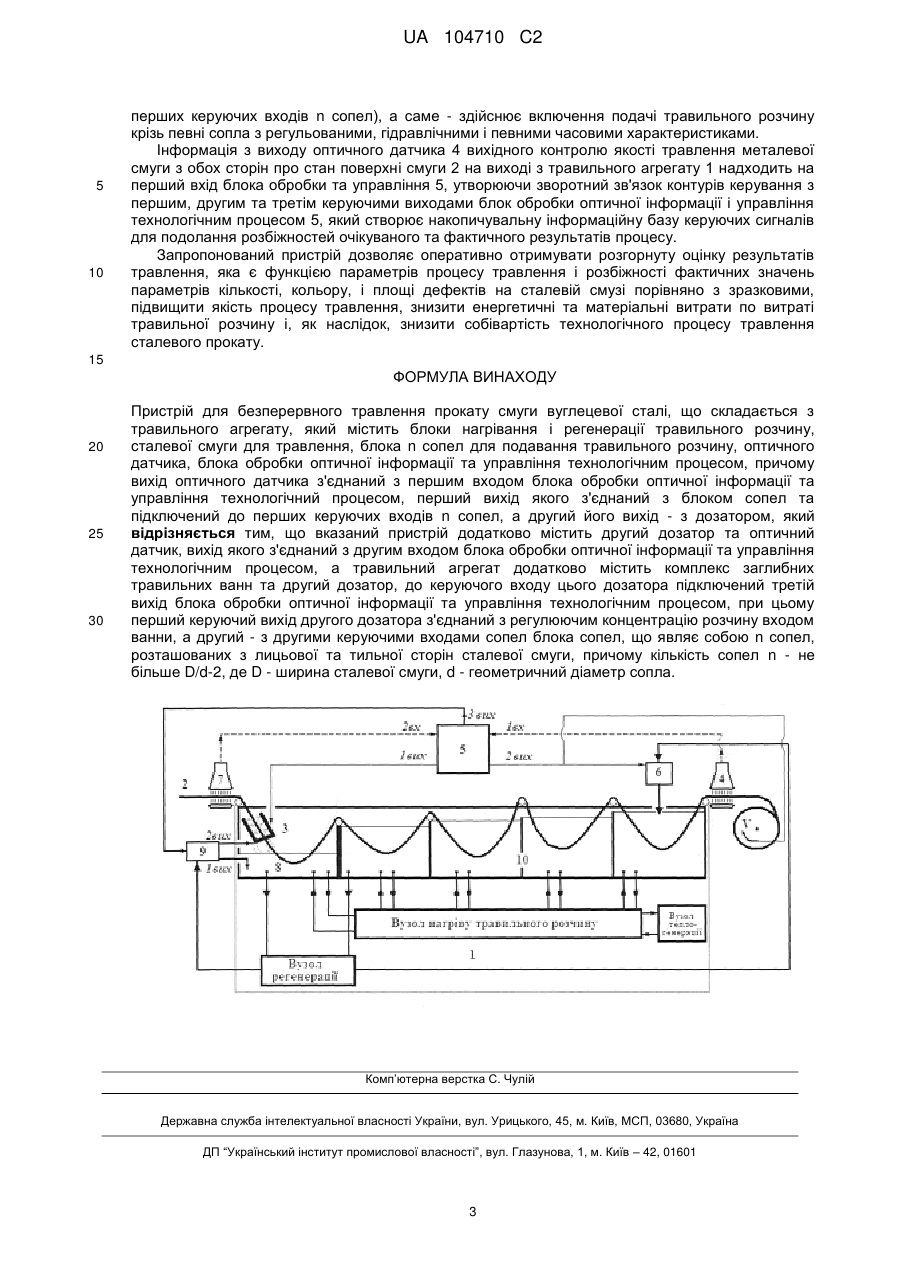
Реферат: Винахід належить до галузі металургії, а саме - до конструкції пристрою для безперервного травлення прокату смуги вуглецевої сталі. Пристрій для безперервного травлення прокату смуги вуглецевої сталі складається з травильного агрегату, який містить блоки нагрівання і регенерації травильного розчину, сталевої смуги для травлення, блока n сопел для подання травильного розчину, оптичного датчика, блока обробки оптичної інформації та управління технологічним процесом, причому вихід оптичного датчика з'єднаний з першим входом блока обробки оптичної інформації та управління технологічний процесом, перший вихід якого з'єднаний з блоком сопел, підключений до перших керуючих входів n сопел, а другий його вихід - з дозатором, причому пристрій додатково містить другий дозатор та оптичний датчик, вихід якого з'єднаний з другим входом блока обробки оптичної інформації та управління технологічним процесом, а травильний агрегат додатково містить комплекс заглибних травильних ванн та другий дозатор, до керуючого входу цього дозатора підключений третій вихід блока обробки оптичної інформації та управління технологічним процесом, при цьому UA 104710 C2 (12) UA 104710 C2 перший керуючий вихід другого дозатора з'єднаний з регулюючим концентрацію розчину входом ванни, а другий - з другими керуючими входами сопел блока сопел, що являє собою n сопел, розташованих з лицьової та тильної сторін сталевої смуги, причому кількість сопел n - не більше D/d-2, де D - ширина сталевої смуги, d - геометричний діаметр сопла. Винахід забезпечує підвищення якості травлення, зниження енергетичних і матеріальних втрат травильного розчину, зниження собівартості процесу травлення сталевої смуги шляхом оперативного одержування розгорнутої оцінки результатів травлення сталевої смуги з використанням зворотного зв'язку за даними параметрів, яка є функцією параметрів процесу травлення і розбіжності фактичних значень параметрів кількості, кольору, площі наявних дефектів на сталевій смузі, їх координат, порівняно зі зразковими даними з банку даних. UA 104710 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а саме до обладнання процесу травлення сталевої смуги прокату, зокрема смуги вуглецевої сталі, і може бути використаний для підвищення якості процесу травлення і зниження енергетичних і матеріальних витрат на забезпечення технологічного процесу. Відомо, що для очищення металевих поверхонь, зокрема смуги прокату, від шарів окалини та оксидних плівок, смуга обробляється (травиться) у спеціальному пристрої - травильному агрегаті шляхом занурення в травильні розчини (сольові, лужні, в даному випадку - кислотний). Швидкість і якість травлення залежать від ряду технологічних параметрів: t °C - температури травильної розчину, С - концентрації травильної розчину, V - швидкості руху (часу перебування) смуги металу в розчині, В - хімічного складу і геометричних розмірів смуги, Gd - геометричних характеристик дефектів окалини на смузі, Рт - гідравлічних характеристик подачі травильного розчину: напір - тиск, швидкість циркуляції травильної розчину, що омиває (зрошує) металеву смугу, напрямок - кут потоку зрошення розчину щодо смуги, розподіл потоку травильної розчину по ділянці смуги і т. д. Пристрій для безперервного травлення повинен забезпечувати оптимальний режим роботи для видалення окалини. Відхилення від оптимального режиму призводять до високих економічних витрат на процес травлення. При певних комбінаціях значень технологічних параметрів: тривалості часу перебування (V швидкості руху) смуги сталі в травильному розчині, С - концентрації і t °C - температурі травильного розчину, можливе погіршення якості травлення, що може бути виражено з одного боку, в розчиненні не тільки окалини, але і металу (Fe) смуги, що призводить до зайвих втрат металу та підвищення навантаження на вузол регенерації травильної розчину, а з іншого боку в недостатньому очищенні поверхні сталевої смуги від окалини і інших домішок, що призводить до додаткових витрат на їх видалення. Встановлення і налаштування параметрів процесу травлення за результатами аналізу стану поверхні смуги під час процесу травлення є основними факторами, що дозволяють забезпечити належну якість протравлення смуги при раціональних енерговитратах і витраті кислоти (травильного розчину) для досягнення максимального результату та забезпечення технологічного процесу травлення. Відомий пристрій (патент US № 6,096,137, МПК В08В 1/02:В08В 3/08, від 1.08.2000), який дозволяє визначати і забезпечувати оптимальний режим роботи травильної агрегату з урахуванням t °C - температури травильної розчину, С - концентрації травильної розчину у ваннах, V - лінійної швидкості руху смуги металу, t °C - температури смуги металу перед входом у ванну, t °C - температури смуги металу перед входом у ванну та концентрацій іонів Fe+, FeCl2, Fe3O4. Лінійна швидкість і температура смуги металу (травильного розчину) визначаються безпосередньо перед зануренням у ванну, виходячи з максимально можливих оцінок оптимумів величин параметрів, що визначають процес травлення: ширина і товщина смуги, кількість окалини, концентрація кислоти. Недоліком даного пристрою є неможливість точних оцінок оптимумів величин параметрів процесу та оперативного управління процесом з метою коригування матеріальних витрат з-за відсутності вхідного визначення дефектів на поверхні смуги, і, як результат цього, - мала ефективність процесу і підвищені матеріальні витрати на процес. До того ж, цей пристрій має обмежені функціональні можливості, він призначений для досить збалансованого процесу травлення в розчині соляної кислоти і, в силу особливостей умов протікання процесу, не може бути застосований для травлення в розчині сірчаної кислоти без структурних змін пристрою. Найбільш близьким з технічної суті до пропонованого технічного рішення є пристрій (патент US № 6,419,756 В08В 1/02, В08В 7/04, від 16.07.2002), який містить у собі блоки нагрівання і регенерації травильного розчину, металеву смугу для травлення, травильну ванну зрошування, блок n сопел зрошування з некерованими параметрами подачі травильного розчину, оптичний датчик вихідного контролю, блок обробки оптичної інформації і управління технологічним процесом, ще відслідковує як мінімум один параметр, який характеризує результат процесу травлення, що дозволяє автоматично змінювати параметри процесу травлення. Блок обробки оптичної інформації і управління технологічним процесом керує основними параметрами травлення, такими як: t °Cin - температура травильного розчину на вході, t °Cout - температура травильного розчину на виході, С - концентрація травильного розчину, концентрація іонів Fe+ в розчині, V - швидкість руху смуги металу, хімічний склад і геометричні розміри смуги, Рт - тиск подачі травильного розчину. Такі пристрої мають ряд недоліків, оскільки не враховують зміни товщини оксидних плівок на поверхні та окалини по краю металевої смуги, геометричні розміри та координати розташування несистемних дефектів, що проявляються у вигляді плям, зон і ділянок окалини різної форми та 1 UA 104710 C2 5 10 15 20 25 30 35 40 45 50 55 кольору, що негативно позначається на ефективності процесу і собівартості продукції внаслідок підвищеної витрати травильного розчину - як з-за можливих повторних прогонів смуги в травильному агрегаті для усунення цих дефектів, так і з-за роботи травильною агрегату в неоптимальних режимах підвищеної концентрації травильного розчину. Технічною задачею пропонованого винаходу є підвищення якості процесу травлення, зниження енергетичних і матеріальних витрат по витраті травильного розчину і, як наслідок, зниження собівартості технологічного процесу травлення cталевого прокату. Ця задача вирішена наступним чином. Пристрій для безперервного травлення прокату смуги вуглецевої сталі, що складається з травильного агрегату, який містить блоки нагрівання і регенерації травильного розчину, сталевої смуги для травлення, блока n сопел для подавання травильного розчину, оптичного датчика, блока обробки оптичної інформації і управління технологічним процесом, причому вихід оптичного датчика з'єднаний з першим входом блока обробки оптичної інформації та управління технологічним процесом, перший вихід якого з'єднаний з блоком сопел, підключений до перших керуючих входів n сопел, а другий його вихід - з дозатором, згідно з винаходом, він додатково містить другий дозатор та оптичний датчик, вихід якого з'єднаний з другим входом блока обробки оптичної інформації та управління технологічним процесом, а травильний агрегат додатково містить комплекс попружних травильних ванн та дозатор, до керуючого входу дозатора підключений третій вихід блока обробки оптичної інформації та управління технологічним процесом, при цьому перший керуючий вихід другого дозатора з'єднаний з регулюючим концентрацію розчину входом ванни, а другий - з другими керуючими входами сопел блока сопел, що являє собою n сопел, розташованих з лицьової та тильної сторін сталевої смуги, причому кількість сопел n - не більше D/d-2, де D - ширина сталевої смуги, d - геометричний діаметр сопла. Розглянемо більш докладно пропонований пристрій. Вирішення поставленої задачі полягає в введенні на вході травильного агрегату оптичного датчика, здатного розрізняти кольори мінливості, що характеризують товщину оксидної плівки на поверхні смуги, відтінки окалини по краю металевої смуги, а також несистемні дефекти (у вигляді непротравлених точок, плям, зон, окремих ділянок окалини з їх позиційними координатами на поверхні сталевої смуги), що характеризуються іншими відтінками кольору. Отримана від датчика інформація аналізується і використовується для управління технологічним процесом травлення, шляхом зміни як мінімум одного з його параметрів. На кресленні зображена структурна схема запропонованого пристрою. Пристрій містить: 1 - травильний агрегат з вузлами нагрівання і регенерації травильного розчину та вузлом теплогенерації; 2 - металеву смугу; 3 - блок сопел з регульованими гідравлічними характеристиками подачі Рт травильного розчину для його подачі крізь n сопел, розташованих з лицьової і тильної сторін cталевої смуги, що рухається; 4 - оптичний датчик вихідного контролю якості травлення cталевої смуги з обох сторін; 5 - блок обробки оптичної інформації та управління технологічним процесом; 6 - дозатор; 7 - другий додатковий оптичний датчик вхідної ідентифікації дефектів металевої смуги з обох сторін; 8 - зрошувальна ванна травильного агрегату; 9 - другий дозатор; 10 - комплекс заглибних травильних ванн (або одну травильну ванну), на виході пристрою розміщений блок змотування смуги сталі. Робота пристрою здійснюється наступним чином: сталева смуга 2 надходить на вхід травильного агрегату 1, де встановлено другий додатковий оптичний датчик 7, інформація з виходу якого про стан поверхні смуги надходить на другий вхід блока обробки оптичної інформації і управління технологічним процесом 5, в якому закладено зразкові значення параметрів кількості, кольору, площі дефектів на сталевій смузі та їх припустимі відхилення, в якому вона аналізується і перетворюється в наступні керуючі сигнали: - сигнал, який в залежності від кольору мінливості по поверхні смуги, керує режимом роботи дозатора 6 - вихід 2 блока обробки та управління 5, за допомогою якого змінюється не менше одного параметра процессу, наприклад, концентрація розчину С у ванні 10 та/або швидкість руху смуги в травильному розчині V; - сигнал, який в залежності від відтінку окалини по краю сталевої смуги, керує режимом роботи дозатора 9 (вихід 3 блока обробки та управління 5), за допомогою якого змінюється не меньше одного параметра процесу у зрошувальній ванні 8 - вихід 1 дозатора 9, та /або в блоці сопел 3 - включення подачі травильного розчину крізь певні сопла з регульованими гідравлічними і певними часовими характеристиками - вихід 2 другого дозатора 9; - сигнал, який в залежності від характеристик несистемних дефектів: відтінку кольору, розміру, форми, позиційних координат плям окалини на поверхні сталевої смуги, керує режимом роботи блока сопел 3 (вихід 1 блока обробки та управління 5, який підключено до 2 UA 104710 C2 5 10 перших керуючих входів n сопел), а саме - здійснює включення подачі травильного розчину крізь певні сопла з регульованими, гідравлічними і певними часовими характеристиками. Інформація з виходу оптичного датчика 4 вихідного контролю якості травлення металевої смуги з обох сторін про стан поверхні смуги 2 на виході з травильного агрегату 1 надходить на перший вхід блока обробки та управління 5, утворюючи зворотний зв'язок контурів керування з першим, другим та третім керуючими виходами блок обробки оптичної інформації і управління технологічним процесом 5, який створює накопичувальну інформаційну базу керуючих сигналів для подолання розбіжностей очікуваного та фактичного результатів процесу. Запропонований пристрій дозволяє оперативно отримувати розгорнуту оцінку результатів травлення, яка є функцією параметрів процесу травлення і розбіжності фактичних значень параметрів кількості, кольору, і площі дефектів на сталевій смузі порівняно з зразковими, підвищити якість процесу травлення, знизити енергетичні та матеріальні витрати по витраті травильної розчину і, як наслідок, знизити собівартість технологічного процесу травлення сталевого прокату. 15 ФОРМУЛА ВИНАХОДУ 20 25 30 Пристрій для безперервного травлення прокату смуги вуглецевої сталі, що складається з травильного агрегату, який містить блоки нагрівання і регенерації травильного розчину, сталевої смуги для травлення, блока n сопел для подавання травильного розчину, оптичного датчика, блока обробки оптичної інформації та управління технологічним процесом, причому вихід оптичного датчика з'єднаний з першим входом блока обробки оптичної інформації та управління технологічний процесом, перший вихід якого з'єднаний з блоком сопел та підключений до перших керуючих входів n сопел, а другий його вихід - з дозатором, який відрізняється тим, що вказаний пристрій додатково містить другий дозатор та оптичний датчик, вихід якого з'єднаний з другим входом блока обробки оптичної інформації та управління технологічним процесом, а травильний агрегат додатково містить комплекс заглибних травильних ванн та другий дозатор, до керуючого входу цього дозатора підключений третій вихід блока обробки оптичної інформації та управління технологічним процесом, при цьому перший керуючий вихід другого дозатора з'єднаний з регулюючим концентрацію розчину входом ванни, а другий - з другими керуючими входами сопел блока сопел, що являє собою n сопел, розташованих з лицьової та тильної сторін сталевої смуги, причому кількість сопел n - не більше D/d-2, де D - ширина сталевої смуги, d - геометричний діаметр сопла. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюIliunin Oleh Olehovych, Perevertailenko Oleksandr Yuriiovych
Автори російськоюИлюнин Олег Олегович, Перевертайленко Александр Юрьевич
МПК / Мітки
МПК: B08B 1/02, C23G 1/08, C23F 1/08, B08B 13/00, B08B 3/08, C23G 3/00
Мітки: безперервного, смуги, прокату, пристрій, вуглецевої, травлення, сталі
Код посилання
<a href="https://ua.patents.su/5-104710-pristrijj-dlya-bezperervnogo-travlennya-prokatu-smugi-vuglecevo-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного травлення прокату смуги вуглецевої сталі</a>
Склад для травлення вуглецевої сталі і чавуну
Номер патенту: 7275
Опубліковано: 15.06.2005
Автори: Бабай Наталія Петрівна, Пирогова Олександра Миколаївна, Мельничук Надія Семенівна, Любченко Анатолій Петрович
МПК: C23F 1/10
Мітки: склад, чавуну, травлення, сталі, вуглецевої
Формула / Реферат:
Склад для травлення вуглецевої сталі і чавуну, що містить сірчану кислоту, інгібітор корозії та поверхнево-активну речовину, який відрізняється тим, що містить ДОН-52 як інгібітор корозії і Неонол АФ 9-10 марки А як поверхнево-активну речовину при такому співвідношенні компонентів, г/л: сірчана кислота 150-200 ДОН-52 0,1-0,15 Неонол АФ 9-10 марки А ...
Камера для безперервного травлення і очищення поверхні сталевої гарячекатаної штаби
Номер патенту: 90790
Опубліковано: 25.05.2010
Автори: Жупінська Лариса Тихонівна, Кузьмичов Вячеслав Михайлович, Зелинська Валентина Василівна, Шевченко Людмила Андріївна
МПК: C23G 3/00, C23G 3/02, C23G 1/02, C23G 1/08
Мітки: сталевої, гарячекатаної, очищення, поверхні, штаби, травлення, камера, безперервного
Формула / Реферат:
1. Камера для безперервного травлення і очищення поверхні сталевої гарячекатаної штаби, яка включає системи подавання і відводу травильного розчину та механізм протягування сталевої гарячекатаної штаби, причому система подавання травильного розчину обладнана верхнім і нижнім колекторами, розташованими над і під оброблюваною штабою, яка відрізняється тим, що вказана камера обладнана двома парами колекторів для подавання травильного розчину -...
Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещерякова Ася Олексіївна, Мещеряков Ілля Володимирович
МПК: C23C 2/36
Мітки: вуглецевої, довгомірному, алюмінієвим, виріб, одержання, металевого, пристрій, довгомірний, сталі, вироби, захисного, спосіб, здійснення, покриття, покриттям
Формула / Реферат:
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що...
Спосіб виготовлення прокату з вуглецевої сталі
Номер патенту: 82255
Опубліковано: 25.03.2008
Автори: Парусов Едуард Володимирович, Деревянченко Ігор Віталійович, Сичков Олександр Борисович, Жучков Сергій Михайлович, Парусов Олег Володимирович, Парусов Володимир Васильович, Савьюк Олександр Миколайови, Олейник Анатолій Афанасійови
МПК: C21D 8/06, C21D 1/02, B21B 1/16, C21D 9/52
Мітки: сталі, вуглецевої, прокату, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100 °С, витримку, охолодження водою й наступне регламентоване охолодження повітрям нижче температури аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, яку змінюють залежно від параметрів...
Проміжна деталь для з’єднання литих виробів з марганцевої сталі з виробами з вуглецевої сталі та спосіб з’єднання литих деталей з аустенітної марганцевої сталі із стандартними рейками з вуглецевої сталі
Номер патенту: 101631
Опубліковано: 25.04.2013
Автор: Блумауер Йоганнес
МПК: E01B 11/44, C21D 9/50, C22C 38/44, C21D 9/04, E01B 7/00, E01B 11/04
Мітки: деталей, литих, деталь, виробів, спосіб, сталі, рейками, стандартними, виробами, вуглецевої, проміжна, марганцевої, аустенітної, з'єднання
Формула / Реферат:
1. Проміжна деталь для з'єднання литих виробів з марганцевої сталі, зокрема литих хрестовин з аустенітної марганцевої сталі, із стандартними рейками з вуглецевої сталі, яка відрізняється тим, що вона виконана зі сталі, яка належить до групи аустенітно-феритових дуплексних сталей з частиною фериту менше 60 мас. %, причому проміжна деталь відпалена на твердий розчин при температурі від 900 °С до 1100 °С та загартована водою, а потім...
Попередній патент: Стенд для дослідження процесів горіння
Наступний патент: Плазмовий реактор з магнітною системою
Випадковий патент: Пневматичний двигун і клапан газорозподільного механізму пневматичного двигуна