Спосіб зварювання в середовищі захисних газів
Номер патенту: 104817
Опубліковано: 11.03.2014
Автори: Чудінов В'ячеслав Миколайович, Носовський Борис Іванович
Формула / Реферат
Спосіб зварювання в середовищі захисних газів, який включає подачу на неплавкий електрод змінного струму, який відрізняється тим, що послідовно в ланцюг до одного неплавкого електрода, з'єднаного з джерелом живлення, підключають другий, і здійснюють дводугове зварювання з чергуванням полюсів струму на кожному електроді з частотою промислової мережі.
Текст
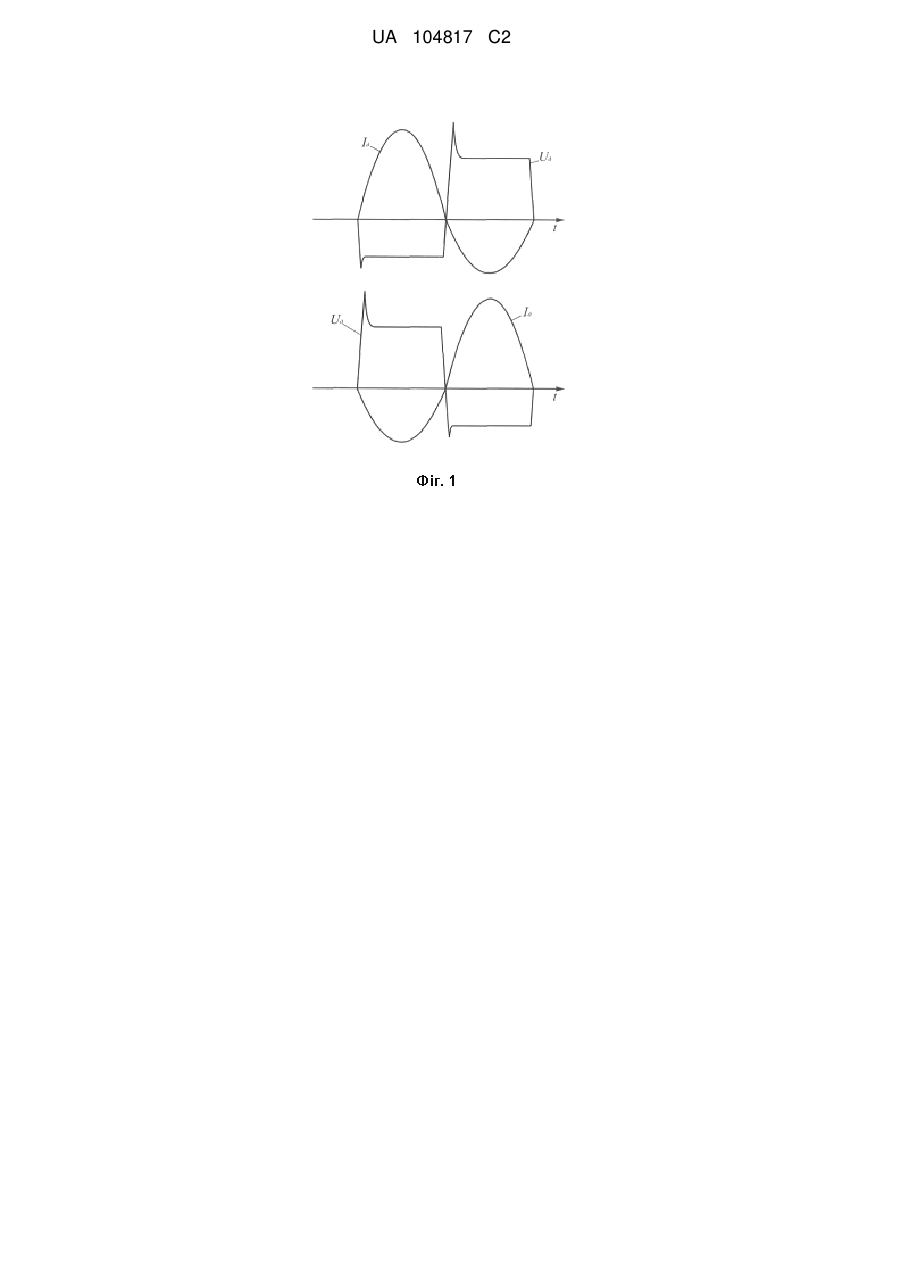
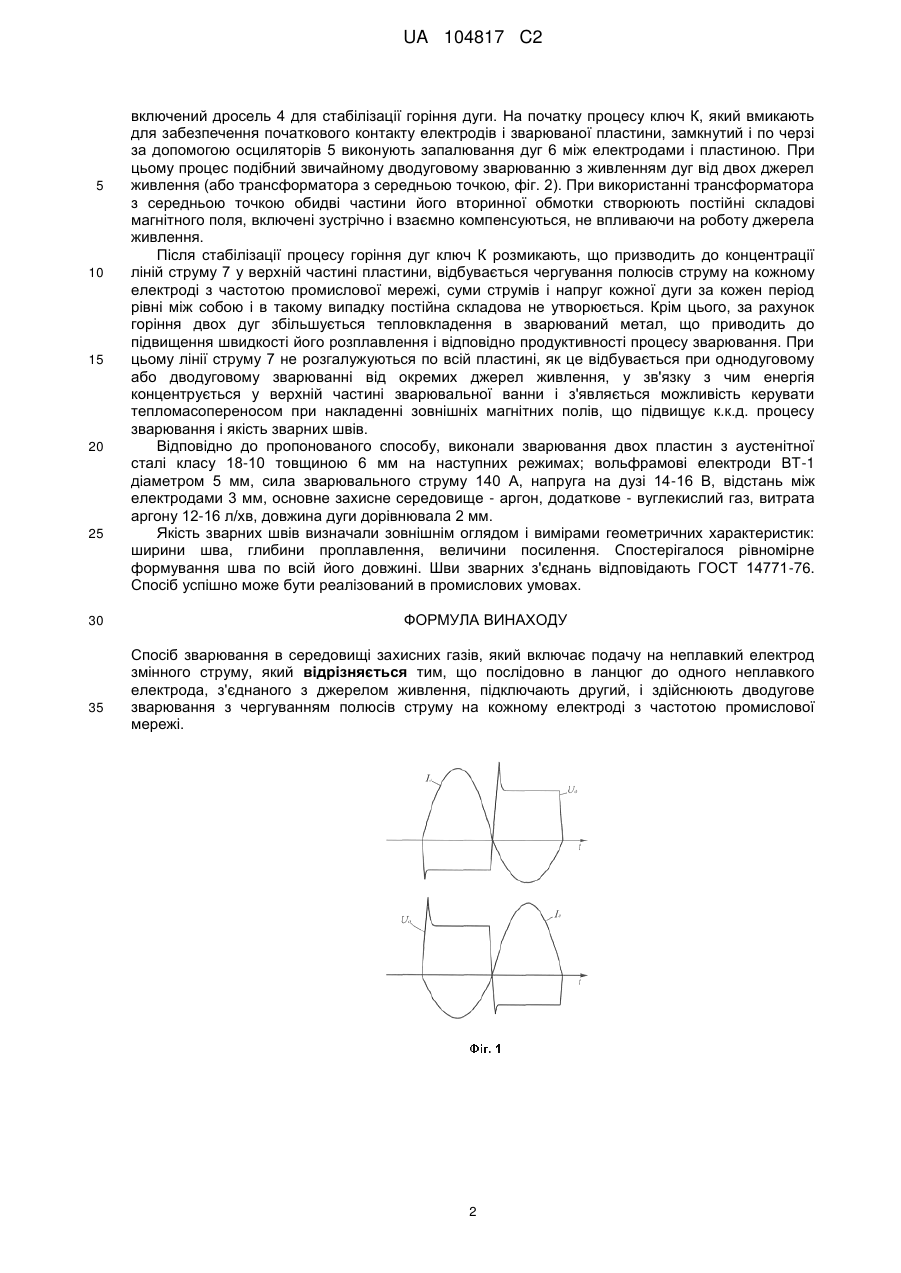
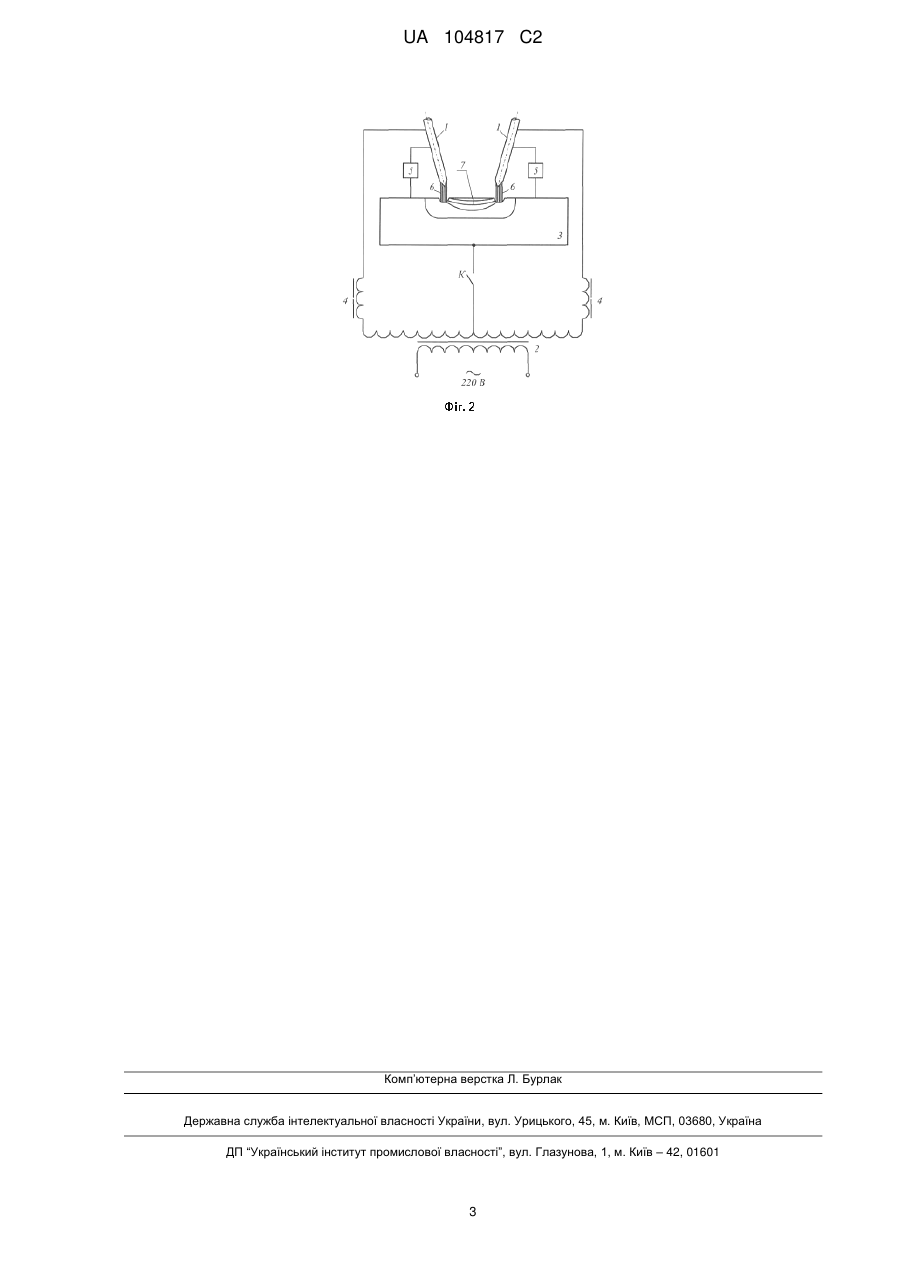
Реферат: Винахід належить до області зварювального виробництва та може бути використаний при зварюванні аустенітних сталей і кольорових металів. В способі зварювання в середовищі захисних газів змінний струм подають на неплавкий електрод, послідовно в ланцюг до нього підключають другий неплавкий електрод і здійснюють зварювання з чергуванням полюсів струму на кожному електроді з частотою промислової мережі. При цьому горять дві дуги між електродами та зварюваною пластиною, а лінії струму концентруються на поверхні зварювальної ванни, що дозволяє керувати тепломасопереносом. Застосування способу дозволить повністю виключити постійну складову змінного струму, отримати задовільне формування зварних швів, підвищити продуктивність зварювання, спростити обладнання. UA 104817 C2 (12) UA 104817 C2 UA 104817 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області зварювального виробництва та може бути використаний при зварюванні аустенітних сталей і кольорових металів. Відомий спосіб зварювання неплавким електродом на змінному струмі в середовищі захисних газів, при якому в зварювальний ланцюг включають комутатор, що складається з двох тиристорів, включених по зустрічно-паралельній схемі [Голошубов В.І. Зварювальні джерела живлення: Навчальний посібник. - К.: Арістей, 2005. - с. 293]. При цьому шляхом регулювання тиристорами площі негативних і позитивних півхвиль (за рахунок регулювання моменту вмикання) усувається постійна складова змінного струму. Недоліками способу є ручне керування кутом відкриття тиристорів і використання тиристора для зменшення маленької півхвилі. Відомий спосіб зварювання неплавким електродом на змінному струмі в середовищі захисних газів, при якому двоступеневе перетворення змінного струму промислової частоти в струм високої частоти, а потім отриманого високочастотного струму в струм низької частоти дозволяє отримувати на виході джерела сигнал прямокутної форми, кожна півхвиля якого становить від 20 до 200 періодів струму високої частоти [Пат. № 87203 Україна. МПК В23К 9/167, 2009]. Зважаючи на однаковість величин амплітуд періодів струму високої частоти, складових півхвилі вихідного сигналу, відсутні передумови виникнення постійної складової змінного струму в ланцюзі генератора високої частоти. Недоліком способу є застосування складного інверторного джерела живлення, що складається з випрямляючого блока, генератора високої частоти, узгоджувального роздільного трансформатора, реверсивного тиристорного випрямляча і транзисторного моста. Зважаючи на багаторазове перетворення електричної енергії можливе зниження к.к.д., яке залежить від характеристик напівпровідникових елементів. Найбільш поширений і є прототипом винаходу спосіб зварювання неплавким електродом на змінному струмі в середовищі захисних газів з включеною послідовно в зварювальний ланцюг батареєю конденсаторів [Голошубов В.І. Зварювальні джерела живлення. - К.: Арістей, 2005]. Опір конденсатора зворотно пропорційний частоті і його ємності: 1 Xc 2 f C , де f - частота мережі, Гц; C - ємність конденсатора, мФ. З формули видно, що при частоті постійної складової, яка дорівнює нулю, опір її прямує до нескінченності, а при змінної складової - має кінцеву величину. Після збудження дуги і розмикання ключа в півперіоді прямої полярності батарея конденсаторів заряджається, а при зворотній полярності - розряджається, живлячи дугу і усуваючи постійну складову. Очевидним недоліком є громіздка батарея конденсаторів і наявність ключа, призначеного для шунтування батареї конденсаторів і забезпечення первісного запалювання дуги. Всі описані способи здійснюються при зварюванні однією дугою. Зважаючи на це продуктивність нижче, ніж при дводуговому зварюванні. В основу винаходу поставлена задача удосконалити спосіб зварювання в середовищі захисних газів, в якому введення додаткових дій дозволить спростити здійснення процесу та підвищити його продуктивність. Для вирішення поставленої задачі в способі зварювання середовищі захисних газів, що включає подачу на неплавкий електрод змінного струму, відповідно до винаходу, послідовно в ланцюг до одного електрода підключають другий і здійснюють чергування полюсів струму на кожному електроді з частотою промислової мережі. Суть способу пояснюється кресленнями, де на фіг. 1 - осцилограми струму і напруги кожної дуги за один період; на фіг. 2 - схема здійснення способу. При горінні однієї дуги змінного струму з використанням як електродів металів з різною температурою кипіння дуга набуває випрямляючої властивості, що негативно впливає на формування зварних швів і роботу джерел живлення. Ця властивість виражається в розходженні величин напруги та струму дуги в сусідніх півперіодах (фіг. 1). При дводуговому зварюванні послідовно включеними дугами відбувається чергування полюсів струму на кожному електроді з частотою промислової мережі, суми струмів і напруг кожної дуги за кожен період рівні між собою і в такому випадку постійна складова не утворюється. Спосіб здійснюють наступним чином. Два вольфрамових електроди 1 підключають до однофазного понижувального трансформатора 2 і підводять до зварюваної пластини 3. У ланцюг кожного електрода 1 UA 104817 C2 5 10 15 20 25 30 35 включений дросель 4 для стабілізації горіння дуги. На початку процесу ключ К, який вмикають для забезпечення початкового контакту електродів і зварюваної пластини, замкнутий і по черзі за допомогою осциляторів 5 виконують запалювання дуг 6 між електродами і пластиною. При цьому процес подібний звичайному дводуговому зварюванню з живленням дуг від двох джерел живлення (або трансформатора з середньою точкою, фіг. 2). При використанні трансформатора з середньою точкою обидві частини його вторинної обмотки створюють постійні складові магнітного поля, включені зустрічно і взаємно компенсуються, не впливаючи на роботу джерела живлення. Після стабілізації процесу горіння дуг ключ К розмикають, що призводить до концентрації ліній струму 7 у верхній частині пластини, відбувається чергування полюсів струму на кожному електроді з частотою промислової мережі, суми струмів і напруг кожної дуги за кожен період рівні між собою і в такому випадку постійна складова не утворюється. Крім цього, за рахунок горіння двох дуг збільшується тепловкладення в зварюваний метал, що приводить до підвищення швидкості його розплавлення і відповідно продуктивності процесу зварювання. При цьому лінії струму 7 не розгалужуються по всій пластині, як це відбувається при однодуговому або дводуговому зварюванні від окремих джерел живлення, у зв'язку з чим енергія концентрується у верхній частині зварювальної ванни і з'являється можливість керувати тепломасопереносом при накладенні зовнішніх магнітних полів, що підвищує к.к.д. процесу зварювання і якість зварних швів. Відповідно до пропонованого способу, виконали зварювання двох пластин з аустенітної сталі класу 18-10 товщиною 6 мм на наступних режимах; вольфрамові електроди ВТ-1 діаметром 5 мм, сила зварювального струму 140 А, напруга на дузі 14-16 В, відстань між електродами 3 мм, основне захисне середовище - аргон, додаткове - вуглекислий газ, витрата аргону 12-16 л/хв, довжина дуги дорівнювала 2 мм. Якість зварних швів визначали зовнішнім оглядом і вимірами геометричних характеристик: ширини шва, глибини проплавлення, величини посилення. Спостерігалося рівномірне формування шва по всій його довжині. Шви зварних з'єднань відповідають ГОСТ 14771-76. Спосіб успішно може бути реалізований в промислових умовах. ФОРМУЛА ВИНАХОДУ Спосіб зварювання в середовищі захисних газів, який включає подачу на неплавкий електрод змінного струму, який відрізняється тим, що послідовно в ланцюг до одного неплавкого електрода, з'єднаного з джерелом живлення, підключають другий, і здійснюють дводугове зварювання з чергуванням полюсів струму на кожному електроді з частотою промислової мережі. 2 UA 104817 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюNosovskyi Borys Ivanovych
Автори російськоюНосовский Борис Иванович
МПК / Мітки
МПК: B23K 9/167
Мітки: зварювання, середовищі, спосіб, захисних, газів
Код посилання
<a href="https://ua.patents.su/5-104817-sposib-zvaryuvannya-v-seredovishhi-zakhisnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання в середовищі захисних газів</a>
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів
Номер патенту: 87203
Опубліковано: 25.06.2009
Автори: Лівадний Олексій Євгенович, Носовський Борис Іванович
МПК: B23K 9/167
Мітки: електродом, формування, змінного, середовищі, газів, спосіб, захисних, струму, зварювання, неплавким
Формула / Реферат:
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів, що включає збудження дуги змінним струмом з усуненням його постійної складової, який відрізняється тим, що усунення постійної складової змінного струму здійснюють перетворенням змінного струму промислової частоти в струм високої частоти, а потім високочастотного струму - в низькочастотний з частотою, що становить 20-200 періодів струму високої...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шейко Павло Петрович, Лебедєв Володимир Костянтинович, Жерносєков Анатолій Максимович, Патон Борис Євгенович, Шевчук Сергій Анатолійович
МПК: B23K 9/173, B23K 9/167
Мітки: спосіб, плавким, електродом, зварювання, захисних, дугового, середовищі, газів
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович, Мельничук Георгій Михайлович
МПК: B23K 9/16
Мітки: середовищі, газів, сплавів, металів, зварювання, захисних, спосіб
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Пристрій дугового зварювання з короткими замиканнями у середовищі захисних газів
Номер патенту: 46443
Опубліковано: 25.12.2009
Автори: Павленко Георгий Васильевич, Солянік Володимир Володимирович
МПК: B23K 9/09
Мітки: захисних, короткими, газів, середовищі, замиканнями, дугового, зварювання, пристрій
Формула / Реферат:
Пристрій дугового зварювання з короткими замиканнями в середовищі захисних газів, що включає 3-фазний трансформатор, основний випрямний міст, підключений до основної вторинної обмотки трансформатора, індуктивний опір, установлений у ланцюзі випрямленого струму, додатковий вентильний випрямляч, який відрізняється тим, що основна вторинна обмотка трансформатора виконана з підвищеною напругою холостого ходу, основний випрямний міст виконаний у...
Пристрій для електродугового зварювання в середовищі захисних газів
Номер патенту: 2940
Опубліковано: 26.12.1994
Автори: Фуголь Володимир Федорович, Галанцан Ушер Срульович
Мітки: пристрій, електродугового, захисних, зварювання, газів, середовищі
Формула / Реферат:
Устройство для электродуговой сварки в среде защитных газов, содержащее сварочную горелку, соединенную газопроводом с источником защитного газа, и светозащитную маску с установленным на ней подвижно светофильтром и приводом перемещения светофильтра, выполненным в виде пневмоцилиндра, а также узел управления приводом светофильтра, размещенным на сварочной горелке, отличающееся тем, что, с целью упрощения управления светофильтром, узел...
Попередній патент: Ливарний сплав на основі алюмінію
Наступний патент: Імпульсний електродинамічний клапан
Випадковий патент: Доплерівський спосіб електромагнітного багатохвильового зондування і синфазного прийому