Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів
Номер патенту: 105188
Опубліковано: 10.03.2016
Автори: Кузнецов Валерій Дмитрович, Степанов Денис Володимирович

Формула / Реферат
Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що нанокомпоненти вводять у зварювальну ванну плавленням, попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку наносять на поверхню зварювання або наплавлення, попередньо змішуючи з ґрунтовкою ГФ-021.
Текст
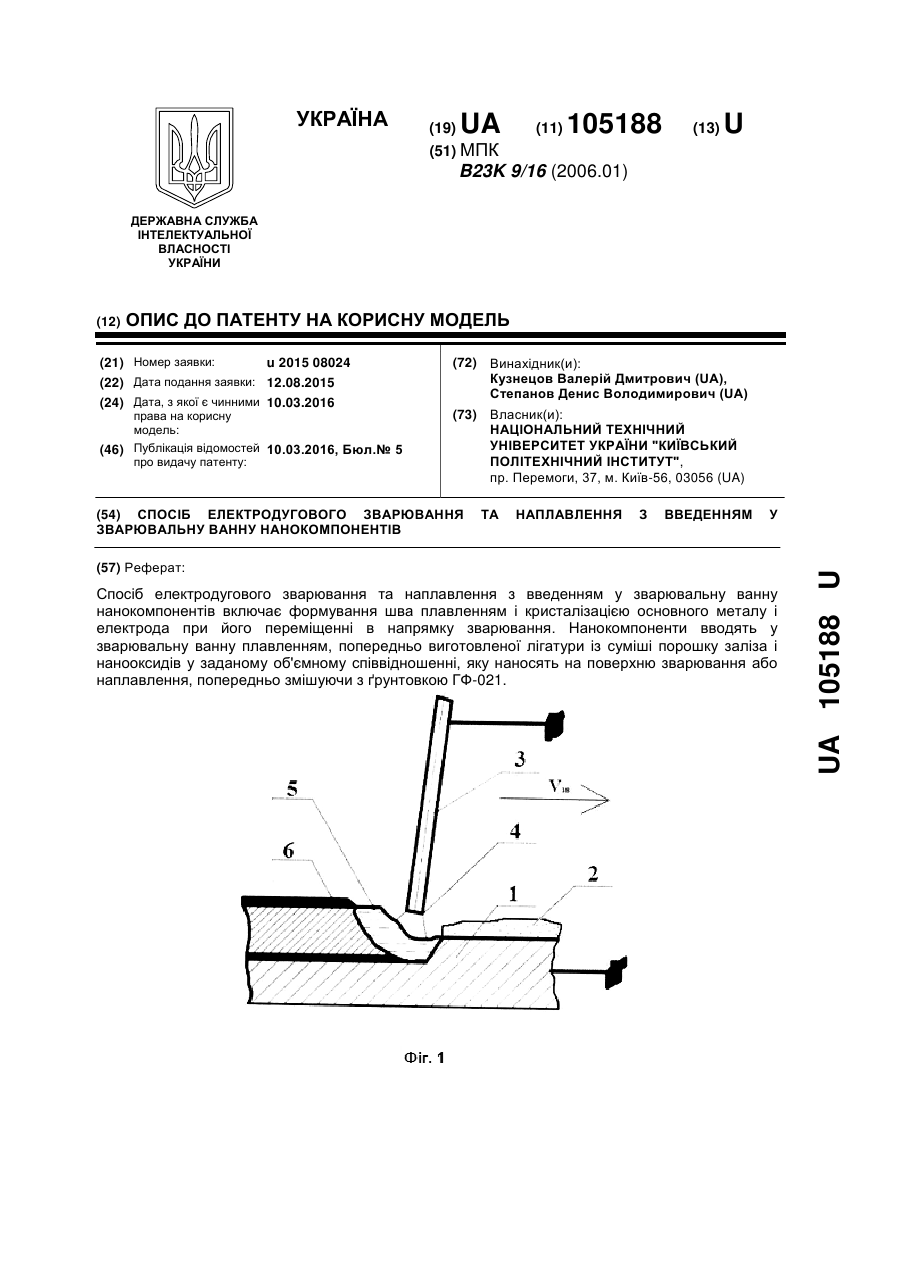
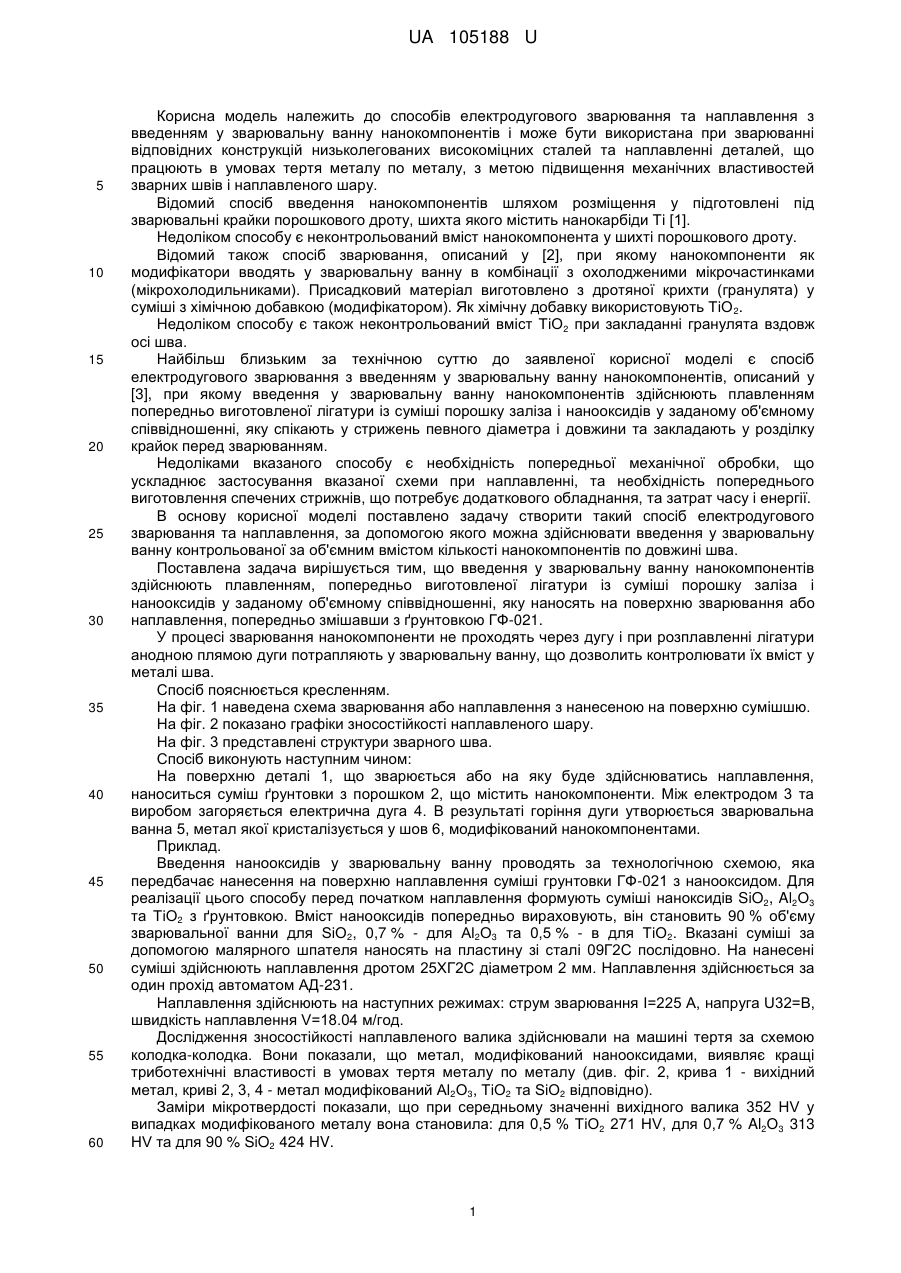
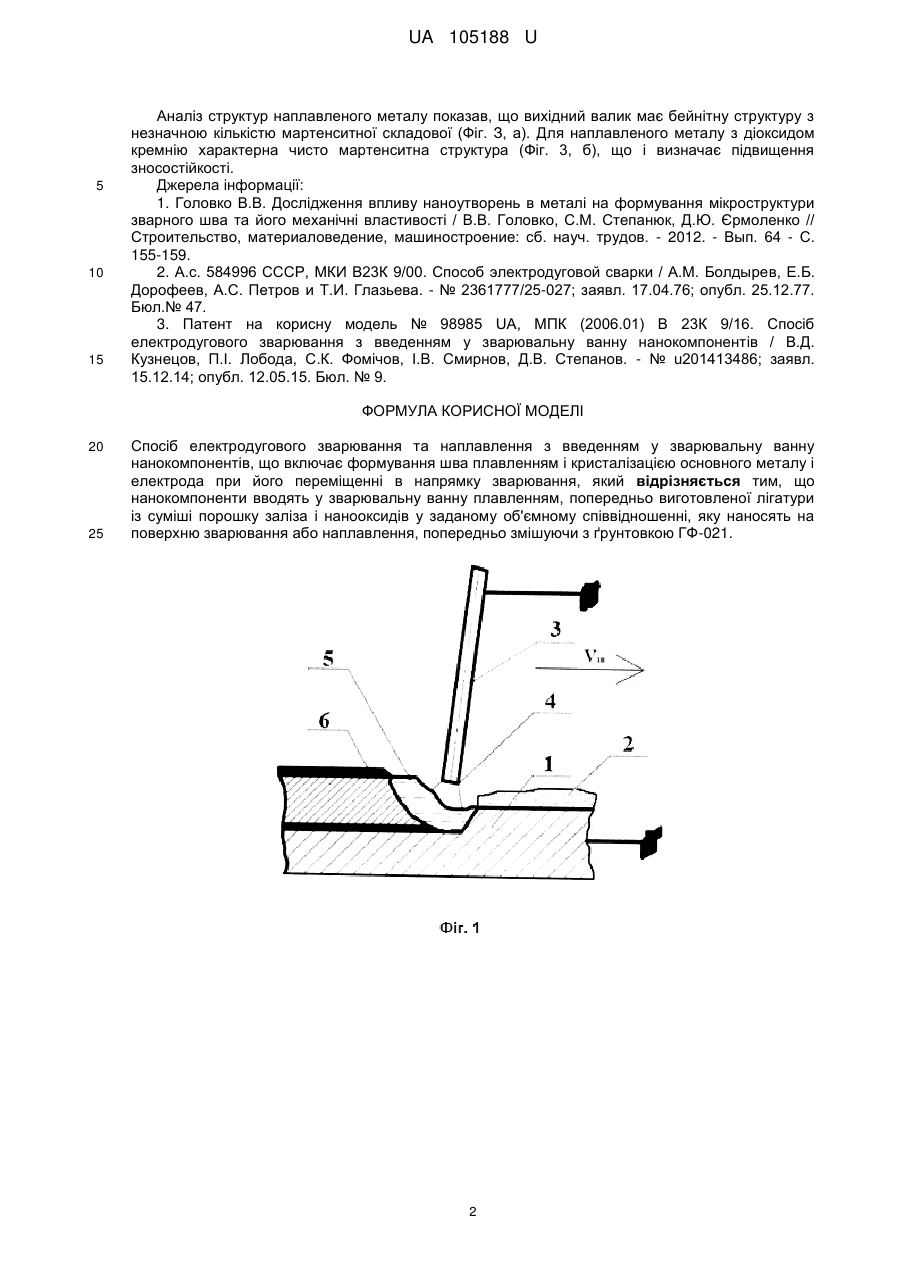
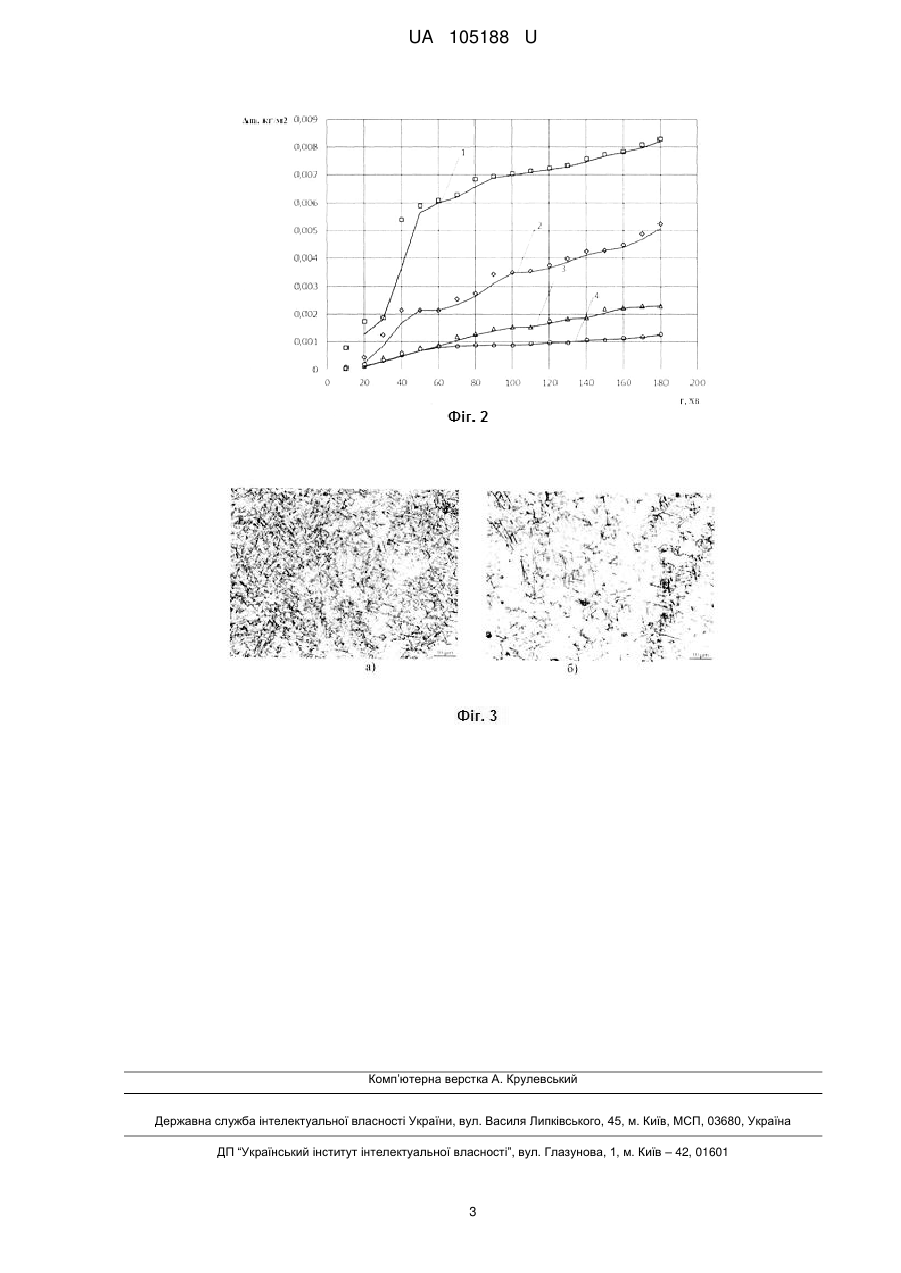
Реферат: Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання. Нанокомпоненти вводять у зварювальну ванну плавленням, попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку наносять на поверхню зварювання або наплавлення, попередньо змішуючи з ґрунтовкою ГФ-021. UA 105188 U (12) UA 105188 U UA 105188 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів і може бути використана при зварюванні відповідних конструкцій низьколегованих високоміцних сталей та наплавленні деталей, що працюють в умовах тертя металу по металу, з метою підвищення механічних властивостей зварних швів і наплавленого шару. Відомий спосіб введення нанокомпонентів шляхом розміщення у підготовлені під зварювальні крайки порошкового дроту, шихта якого містить нанокарбіди Ті [1]. Недоліком способу є неконтрольований вміст нанокомпонента у шихті порошкового дроту. Відомий також спосіб зварювання, описаний у [2], при якому нанокомпоненти як модифікатори вводять у зварювальну ванну в комбінації з охолодженими мікрочастинками (мікрохолодильниками). Присадковий матеріал виготовлено з дротяної крихти (гранулята) у суміші з хімічною добавкою (модифікатором). Як хімічну добавку використовують ТіO 2. Недоліком способу є також неконтрольований вміст ТіO2 при закладанні гранулята вздовж осі шва. Найбільш близьким за технічною суттю до заявленої корисної моделі є спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів, описаний у [3], при якому введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень певного діаметра і довжини та закладають у розділку крайок перед зварюванням. Недоліками вказаного способу є необхідність попередньої механічної обробки, що ускладнює застосування вказаної схеми при наплавленні, та необхідність попереднього виготовлення спечених стрижнів, що потребує додаткового обладнання, та затрат часу і енергії. В основу корисної моделі поставлено задачу створити такий спосіб електродугового зварювання та наплавлення, за допомогою якого можна здійснювати введення у зварювальну ванну контрольованої за об'ємним вмістом кількості нанокомпонентів по довжині шва. Поставлена задача вирішується тим, що введення у зварювальну ванну нанокомпонентів здійснюють плавленням, попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку наносять на поверхню зварювання або наплавлення, попередньо змішавши з ґрунтовкою ГФ-021. У процесі зварювання нанокомпоненти не проходять через дугу і при розплавленні лігатури анодною плямою дуги потрапляють у зварювальну ванну, що дозволить контролювати їх вміст у металі шва. Спосіб пояснюється кресленням. На фіг. 1 наведена схема зварювання або наплавлення з нанесеною на поверхню сумішшю. На фіг. 2 показано графіки зносостійкості наплавленого шару. На фіг. 3 представлені структури зварного шва. Спосіб виконують наступним чином: На поверхню деталі 1, що зварюється або на яку буде здійснюватись наплавлення, наноситься суміш ґрунтовки з порошком 2, що містить нанокомпоненти. Між електродом 3 та виробом загоряється електрична дуга 4. В результаті горіння дуги утворюється зварювальна ванна 5, метал якої кристалізується у шов 6, модифікований нанокомпонентами. Приклад. Введення нанооксидів у зварювальну ванну проводять за технологічною схемою, яка передбачає нанесення на поверхню наплавлення суміші грунтовки ГФ-021 з нанооксидом. Для реалізації цього способу перед початком наплавлення формують суміші наноксидів SiO2, Al2О3 та ТіO2 з ґрунтовкою. Вміст нанооксидів попередньо вираховують, він становить 90 % об'єму зварювальної ванни для SiO2, 0,7 % - для Al2О3 та 0,5 % - в для ТіО2. Вказані суміші за допомогою малярного шпателя наносять на пластину зі сталі 09Г2С послідовно. На нанесені суміші здійснюють наплавлення дротом 25ХГ2С діаметром 2 мм. Наплавлення здійснюється за один прохід автоматом АД-231. Наплавлення здійснюють на наступних режимах: струм зварювання І=225 А, напруга U32=В, швидкість наплавлення V=18.04 м/год. Дослідження зносостійкості наплавленого валика здійснювали на машині тертя за схемою колодка-колодка. Вони показали, що метал, модифікований нанооксидами, виявляє кращі триботехнічні властивості в умовах тертя металу по металу (див. фіг. 2, крива 1 - вихідний метал, криві 2, 3, 4 - метал модифікований Al2О3, ТіO2 та SiO2 відповідно). Заміри мікротвердості показали, що при середньому значенні вихідного валика 352 HV у випадках модифікованого металу вона становила: для 0,5 % ТіO2 271 HV, для 0,7 % Al2О3 313 HV та для 90 % SiO2 424 HV. 1 UA 105188 U 5 10 15 Аналіз структур наплавленого металу показав, що вихідний валик має бейнітну структуру з незначною кількістю мартенситної складової (Фіг. З, а). Для наплавленого металу з діоксидом кремнію характерна чисто мартенситна структура (Фіг. 3, б), що і визначає підвищення зносостійкості. Джерела інформації: 1. Головко В.В. Дослідження впливу наноутворень в металі на формування мікроструктури зварного шва та його механічні властивості / В.В. Головко, С.М. Степанюк, Д.Ю. Єрмоленко // Строительство, материаловедение, машиностроение: сб. науч. трудов. - 2012. - Вып. 64 - С. 155-159. 2. А.с. 584996 СССР, МКИ В23К 9/00. Способ электродуговой сварки / A.M. Болдырев, Е.Б. Дорофеев, А.С. Петров и Т.И. Глазьева. - № 2361777/25-027; заявл. 17.04.76; опубл. 25.12.77. Бюл.№ 47. 3. Патент на корисну модель № 98985 UA, МПК (2006.01) В 23К 9/16. Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів / B.Д. Кузнецов, П.І. Лобода, С.К. Фомічов, І.В. Смирнов, Д.В. Степанов. - № u201413486; заявл. 15.12.14; опубл. 12.05.15. Бюл. № 9. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що нанокомпоненти вводять у зварювальну ванну плавленням, попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку наносять на поверхню зварювання або наплавлення, попередньо змішуючи з ґрунтовкою ГФ-021. 2 UA 105188 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/16
Мітки: наплавлення, ванну, нанокомпонентів, електродугового, введенням, зварювання, зварювальну, спосіб
Код посилання
<a href="https://ua.patents.su/5-105188-sposib-elektrodugovogo-zvaryuvannya-ta-naplavlennya-z-vvedennyam-u-zvaryuvalnu-vannu-nanokomponentiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів</a>
Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів
Номер патенту: 98985
Опубліковано: 12.05.2015
Автори: Лобода Петро Іванович, Фомічов Сергій Костянтинович, Смірнов Ігор Володимирович, Кузнецов Валерій Дмитрович, Степанов Денис Володимирович
МПК: B23K 9/16
Мітки: спосіб, зварювальну, електродугового, нанокомпонентів, зварювання, введенням, ванну
Формула / Реферат:
Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що спосіб введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень...
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Шенфельд Валерій Йосипович, Шаповалова Олеся Василівна, Осадчук Андрій Юрійович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: спосіб, металевих, наплавлення, поверхню, електродугового, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52753
Опубліковано: 10.09.2010
Автори: Савуляк Валерій Іванович, Шаповалова Олеся Василівна, Шенфельд Валерій Йосипович, Заболотний Сергій Антонович, Осадчук Андрій Юрійович
МПК: B23K 9/04
Мітки: електродугового, металевих, поверхню, виробів, спосіб, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що мають шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглецеві волокна наносять на поверхню, що наплавляють, і фіксують за допомогою суспензії з рідкого скла або клею або полімерів та суміші порошків...
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Савуляк Валерій Іванович, Осадчук Андрій Юрійович
МПК: B23K 9/04
Мітки: підвищеним, шарів, вуглецю, поверхню, виробів, металевих, електродугового, наплавлення, спосіб, вмістом
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52752
Опубліковано: 10.09.2010
Автори: Савуляк Валерій Іванович, Осадчук Андрій Юрійович, Шенфельд Валерій Йосипович
МПК: B23K 9/04
Мітки: поверхню, спосіб, металевих, електродугового, наплавлення, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, нитки, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглевмісний матеріал наносять за наперед заданим законом, наприклад, по гвинтовій лінії або у вигляді сітки.
Попередній патент: Спосіб шліфування глибоких циліндричних отворів
Наступний патент: Береговий водозабір
Випадковий патент: Спосіб комбінованого лікування лейоміоми матки у поєднанні з аденоміозом