Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів
Номер патенту: 98985
Опубліковано: 12.05.2015
Автори: Фомічов Сергій Костянтинович, Смірнов Ігор Володимирович, Кузнецов Валерій Дмитрович, Лобода Петро Іванович, Степанов Денис Володимирович

Формула / Реферат
Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що спосіб введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень певного діаметра і довжини та закладають у розділку крайок перед зварюванням.
Текст
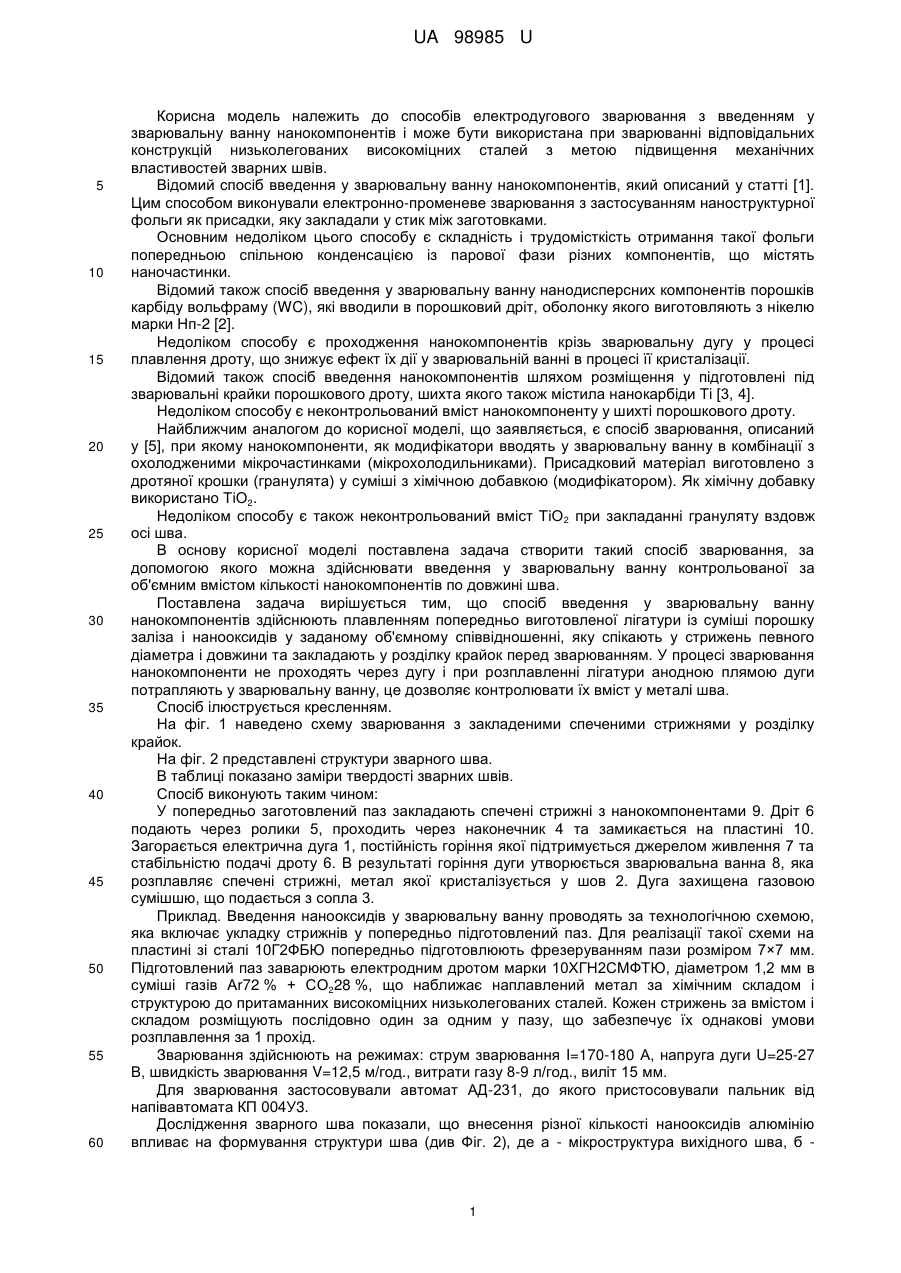
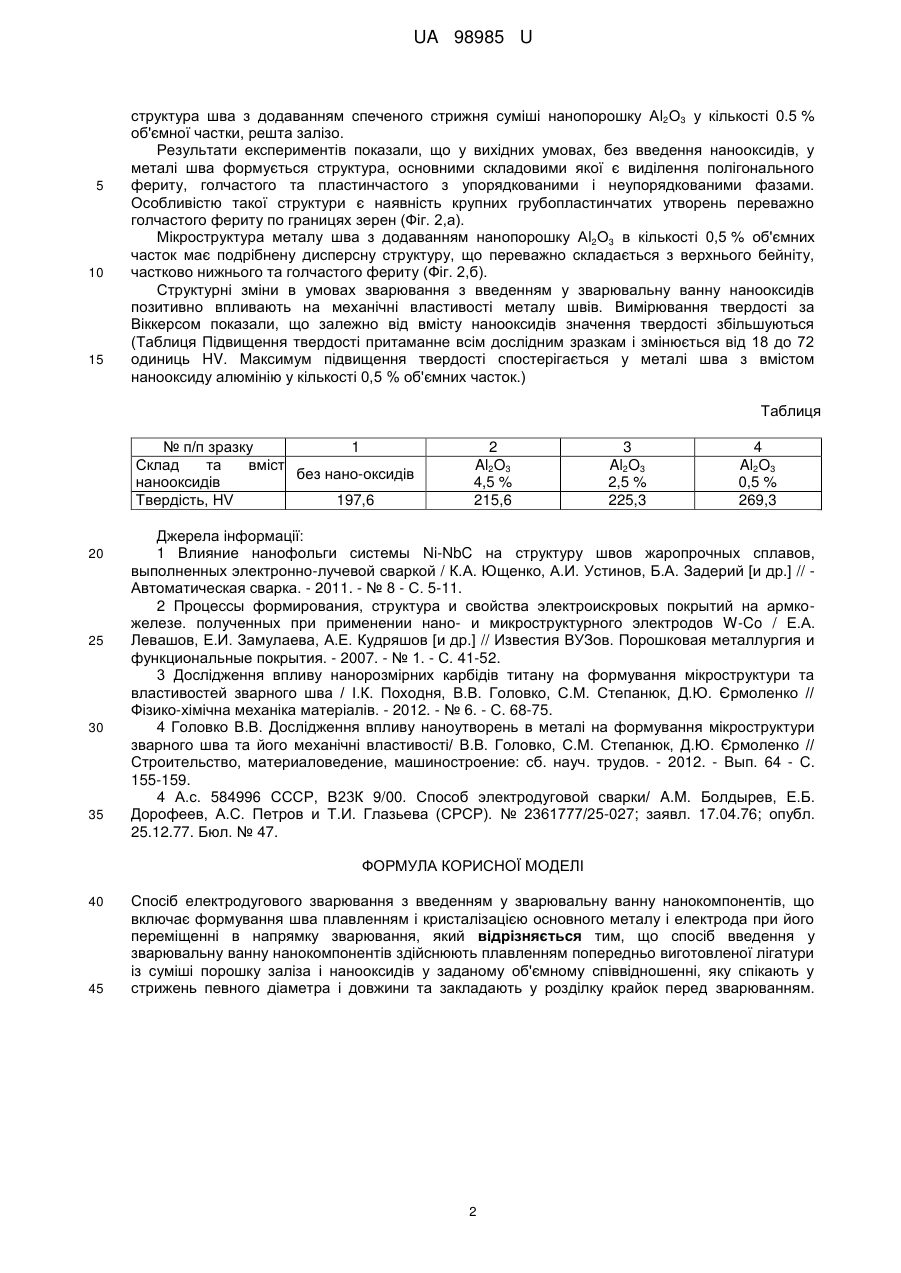
Реферат: Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання. Спосіб введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень певного діаметра і довжини та закладають у розділку крайок перед зварюванням. UA 98985 U (54) СПОСІБ ЕЛЕКТРОДУГОВОГО ЗВАРЮВАННЯ З ВВЕДЕННЯМ У ЗВАРЮВАЛЬНУ ВАННУ НАНОКОМПОНЕНТІВ UA 98985 U UA 98985 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів електродугового зварювання з введенням у зварювальну ванну нанокомпонентів і може бути використана при зварюванні відповідальних конструкцій низьколегованих високоміцних сталей з метою підвищення механічних властивостей зварних швів. Відомий спосіб введення у зварювальну ванну нанокомпонентів, який описаний у статті [1]. Цим способом виконували електронно-променеве зварювання з застосуванням наноструктурної фольги як присадки, яку закладали у стик між заготовками. Основним недоліком цього способу є складність і трудомісткість отримання такої фольги попередньою спільною конденсацією із парової фази різних компонентів, що містять наночастинки. Відомий також спосіб введення у зварювальну ванну нанодисперсних компонентів порошків карбіду вольфраму (WC), які вводили в порошковий дріт, оболонку якого виготовляють з нікелю марки Нп-2 [2]. Недоліком способу є проходження нанокомпонентів крізь зварювальну дугу у процесі плавлення дроту, що знижує ефект їх дії у зварювальній ванні в процесі її кристалізації. Відомий також спосіб введення нанокомпонентів шляхом розміщення у підготовлені під зварювальні крайки порошкового дроту, шихта якого також містила нанокарбіди Ті [3, 4]. Недоліком способу є неконтрольований вміст нанокомпоненту у шихті порошкового дроту. Найближчим аналогом до корисної моделі, що заявляється, є спосіб зварювання, описаний у [5], при якому нанокомпоненти, як модифікатори вводять у зварювальну ванну в комбінації з охолодженими мікрочастинками (мікрохолодильниками). Присадковий матеріал виготовлено з дротяної крошки (гранулята) у суміші з хімічною добавкою (модифікатором). Як хімічну добавку використано ТіО2. Недоліком способу є також неконтрольований вміст ТіО 2 при закладанні грануляту вздовж осі шва. В основу корисної моделі поставлена задача створити такий спосіб зварювання, за допомогою якого можна здійснювати введення у зварювальну ванну контрольованої за об'ємним вмістом кількості нанокомпонентів по довжині шва. Поставлена задача вирішується тим, що спосіб введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень певного діаметра і довжини та закладають у розділку крайок перед зварюванням. У процесі зварювання нанокомпоненти не проходять через дугу і при розплавленні лігатури анодною плямою дуги потрапляють у зварювальну ванну, це дозволяє контролювати їх вміст у металі шва. Спосіб ілюструється кресленням. На фіг. 1 наведено схему зварювання з закладеними спеченими стрижнями у розділку крайок. На фіг. 2 представлені структури зварного шва. В таблиці показано заміри твердості зварних швів. Спосіб виконують таким чином: У попередньо заготовлений паз закладають спечені стрижні з нанокомпонентами 9. Дріт 6 подають через ролики 5, проходить через наконечник 4 та замикається на пластині 10. Загорається електрична дуга 1, постійність горіння якої підтримується джерелом живлення 7 та стабільністю подачі дроту 6. В результаті горіння дуги утворюється зварювальна ванна 8, яка розплавляє спечені стрижні, метал якої кристалізується у шов 2. Дуга захищена газовою сумішшю, що подається з сопла 3. Приклад. Введення нанооксидів у зварювальну ванну проводять за технологічною схемою, яка включає укладку стрижнів у попередньо підготовлений паз. Для реалізації такої схеми на пластині зі сталі 10Г2ФБЮ попередньо підготовлюють фрезеруванням пази розміром 7×7 мм. Підготовлений паз заварюють електродним дротом марки 10ХГН2СМФТЮ, діаметром 1,2 мм в суміші газів Аr72 % + СО228 %, що наближає наплавлений метал за хімічним складом і структурою до притаманних високоміцних низьколегованих сталей. Кожен стрижень за вмістом і складом розміщують послідовно один за одним у пазу, що забезпечує їх однакові умови розплавлення за 1 прохід. Зварювання здійснюють на режимах: струм зварювання I=170-180 А, напруга дуги U=25-27 В, швидкість зварювання V=12,5 м/год., витрати газу 8-9 л/год., виліт 15 мм. Для зварювання застосовували автомат АД-231, до якого пристосовували пальник від напівавтомата КП 004У3. Дослідження зварного шва показали, що внесення різної кількості нанооксидів алюмінію впливає на формування структури шва (див Фіг. 2), де а - мікроструктура вихідного шва, б 1 UA 98985 U 5 10 15 структура шва з додаванням спеченого стрижня суміші нанопорошку Аl2О3 у кількості 0.5 % об'ємної частки, решта залізо. Результати експериментів показали, що у вихідних умовах, без введення нанооксидів, у металі шва формується структура, основними складовими якої є виділення полігонального фериту, голчастого та пластинчастого з упорядкованими і неупорядкованими фазами. Особливістю такої структури є наявність крупних грубопластинчатих утворень переважно голчастого фериту по границях зерен (Фіг. 2,а). Мікроструктура металу шва з додаванням нанопорошку Аl2О3 в кількості 0,5 % об'ємних часток має подрібнену дисперсну структуру, що переважно складається з верхнього бейніту, частково нижнього та голчастого фериту (Фіг. 2,б). Структурні зміни в умовах зварювання з введенням у зварювальну ванну нанооксидів позитивно впливають на механічні властивості металу швів. Вимірювання твердості за Віккерсом показали, що залежно від вмісту нанооксидів значення твердості збільшуються (Таблиця Підвищення твердості притаманне всім дослідним зразкам і змінюється від 18 до 72 одиниць HV. Максимум підвищення твердості спостерігається у металі шва з вмістом нанооксиду алюмінію у кількості 0,5 % об'ємних часток.) Таблиця № п/п зразку 1 Склад та вміст без нано-оксидів нанооксидів Твердість, HV 197,6 20 25 30 35 2 Al2O3 4,5 % 215,6 3 Al2O3 2,5 % 225,3 4 Al2O3 0,5 % 269,3 Джерела інформації: 1 Влияние нанофольги системы Ni-NbC на структуру швов жаропрочных сплавов, выполненных электронно-лучевой сваркой / К.А. Ющенко, А.И. Устинов, Б.А. Задерий [и др.] // Автоматическая сварка. - 2011. - № 8 - С. 5-11. 2 Процессы формирования, структура и свойства электроискровых покрытий на армкожелезе. полученных при применении нано- и микроструктурного электродов W-Co / Е.А. Левашов, Е.И. Замулаева, А.Е. Кудряшов [и др.] // Известия ВУЗов. Порошковая металлургия и функциональные покрытия. - 2007. - № 1. - С. 41-52. 3 Дослідження впливу нанорозмірних карбідів титану на формування мікроструктури та властивостей зварного шва / І.К. Походня, В.В. Головко, С.М. Степанюк, Д.Ю. Єрмоленко // Фізико-хімічна механіка матеріалів. - 2012. - № 6. - С. 68-75. 4 Головко В.В. Дослідження впливу наноутворень в металі на формування мікроструктури зварного шва та його механічні властивості/ В.В. Головко, С.М. Степанюк, Д.Ю. Єрмоленко // Строительство, материаловедение, машиностроение: сб. науч. трудов. - 2012. - Вып. 64 - С. 155-159. 4 А.с. 584996 СССР, В23К 9/00. Способ электродуговой сварки/ A.M. Болдырев, Е.Б. Дорофеев, А.С. Петров и Т.И. Глазьева (СРСР). № 2361777/25-027; заявл. 17.04.76; опубл. 25.12.77. Бюл. № 47. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що спосіб введення у зварювальну ванну нанокомпонентів здійснюють плавленням попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку спікають у стрижень певного діаметра і довжини та закладають у розділку крайок перед зварюванням. 2 UA 98985 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKuznetsov Valerii Dmytrovych, Loboda Petro Ivanovych, Fomichov Sergii Kostiantynovych, Smirnov Ihor Volodymyrovych, Stepanov Denys Volodymyrovych
Автори російськоюКузнецов Валерий Дмитриевич, Лобода Петр Иванович, Фомичев Сергей Константинович, Смирнов Игорь Владимирович, Степанов Денис Владимирович
МПК / Мітки
МПК: B23K 9/16
Мітки: зварювання, спосіб, електродугового, нанокомпонентів, введенням, ванну, зварювальну
Код посилання
<a href="https://ua.patents.su/5-98985-sposib-elektrodugovogo-zvaryuvannya-z-vvedennyam-u-zvaryuvalnu-vannu-nanokomponentiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового зварювання з введенням у зварювальну ванну нанокомпонентів</a>
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: зварювання, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб електродугового одностороннього зварювання

Номер патенту: 18207
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: спосіб, електродугового, одностороннього, зварювання
Формула / Реферат:
Спосіб електродугового одностороннього зварювання декількома електродами, при якому U-подібний стрічковий електрод розташовують симетрично осі шва, а два дротових електроди розміщують усередині U-подібного стрічкового електрода в контакті з ним, який відрізняється тим, що попереду між кромками насипають флюс і в контакти з кромками U-подібної стрічки перпендикулярно подають додатково плоский стрічковий електрод, ширину якого встановлюють...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: електродугового, обсадних, спосіб, зварювання, труб, автоматичного
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Шебаніц Едуард Миколайович, Білосточний Василь Володимирович, Климанчук Владислав Владиславович, Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: спосіб, труб, зварювання, одностороннього, електродугового
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 18208
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: електродугового, спосіб, одностороннього, зварювання, труб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб з розташованою усередині феромагнітною штангою, який відрізняється тим, що усередині труби навколо штанги розташовують виток зварювального кабелю, по якому пропускають струм, величину якого встановлюють залежно від величини зварювального струму відповідно до виразу:І1=(0,66-0,7)І,де І - величина зварювального струму, А,і створюють вздовж електромагнітне поле.
Попередній патент: Електрогідравлічна форсунка
Наступний патент: Спосіб обробки точних плоских поверхонь деталей з композитних матеріалів на основі алюмінію для поліграфічної техніки
Випадковий патент: Термонагрівач благути або парогенератор благути