Спосіб обробки скла
Номер патенту: 106000
Опубліковано: 11.04.2016
Автори: Мацепа Сергій Михайлович, Канашевич Георгій Вікторович, Голуб Микола Васильович

Формула / Реферат
Спосіб обробки скла, який включає нагрівання скла до температури (Tg-400)…(Tg-80) °С і обробку поверхні електронним променем при питомій потужності 101…0,5∙102 Вт/см2 і при швидкості 0,1…5 см/с, який відрізняється тим, що товщину електронного потоку збільшують від 2000 до 5000 мкм, після чого обробку поверхні матеріалу проводять товщиною цього електронного потоку, що забезпечує отримання на одній і тій же поверхні паралельних смут, з проплавленою та не проплавленою поверхнею, ширина яких відповідає товщині електронного потоку 500…5000 мкм.
Текст
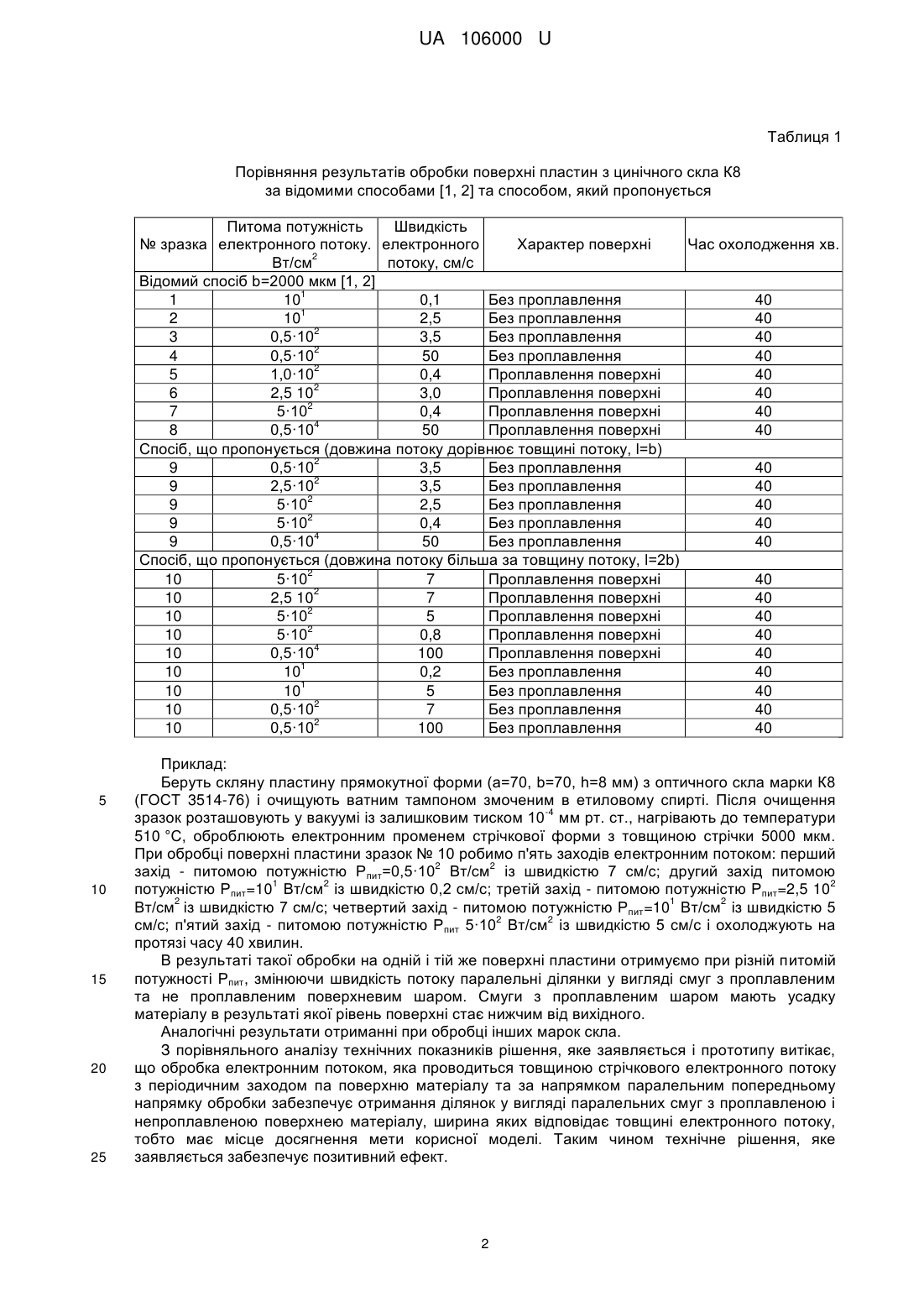
Реферат: Спосіб обробки скла включає нагрівання скла до температури (Tg-400)…(Tg-80) °С і обробку 1 2 2 поверхні електронним променем при питомій потужності 10 …0,5∙10 Вт/см і при швидкості 0,1…5 см/с. Товщину електронного потоку збільшують від 2000 до 5000 мкм, після чого обробку поверхні матеріалу проводять товщиною цього електронного потоку, що забезпечує отримання на одній і тій же поверхні паралельних смут, з проплавленою та непроплавленою поверхнею, ширина яких відповідає товщині електронного потоку 500…5000 мкм. UA 106000 U (54) СПОСІБ ОБРОБКИ СКЛА UA 106000 U UA 106000 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до обробки виробів з неорганічного скла і може бути використана в скляній, оптичній промисловості, приладобудуванні, мікроелектроніці, інтегральній оптиці. Відомий спосіб полірування виробів зі скла і ситалу, який включає попередній нагрів виробу і утворення на його поверхні за допомогою електронного пучка стрічкової форми рухомої "рідкої ванни", глибина якої в 2-5 разів перевищує максимальну висоту мікронерівностей на поверхні виробу і шириною, що перевищує в 10-20 разів довжину хвилі нерівностей, які утворились від попередніх видів поверхневої обробки - шліфування і полірування. На поверхні "рідкої ванни" за рахунок дії сил поверхневого натягу рідкої фази відбувається вирівнювання нерівностей. Таким чином полірується поверхня. При поліруванні виробів зі скла і ситалу "рідку ванну" утворюють електронним пучком (товщина якого в 1,5-2,5 рази перевищує ширину "рідкої ванни") з питомою 2 4 2 потужністю 1∙10 -5∙10 Вт/см і переміщують пучок по поверхні виробу із швидкістю 0,4-50 см/с [1]. Недоліком даного методу є те, що утворена електронним потоком (пучком) "рідка ванна" представляє собою смугу, ширина якої не буде меншою за довжину електронного потоку (електронної стрічки), і яка після застигання суцільно перекриває площу поверхні виробу, що дорівнює добутку пройденого електронним потоком шляху і довжини електронного потоку. Найбільш близький спосіб обробки скла, в основу якого поставлено задачу покращення оптичних властивостей при електронній обробці скла, рішення якої досягається шляхом зміни верхньої температурної межі до значення (Tg-80) °С, що не призводить до знищення дефектного шару і до деформації оптичних виробів при максимальному значенні питомої 2 2 потужності Рпит=0,5∙10 Вт/см та мінімальній швидкості 0,1 см/с електронного потоку стрічкової -4 -5 форми. За цим способом поверхня оптичного скла нагрівається у вакуумі 10 -10 мм рт. ст. до температури (Tg-400)…(Tg-80) °C, витримується 5-20 хвилин і оброблюється електронним 1 2 2 променем (товщина променя 500-2000 мкм) при питомій потужності 10 -0,5∙10 Вт/см і швидкості 0,1-5 см/с, чого достатньо для досягнення технічного результату [2]. В результаті, оброблена ділянка поверхні так само, як і за способом [1], буде у вигляді прямокутної смуги, сторони якої утворюються довжиною пройденого електронним потоком шляху та довжиною електронного потоку (позначимо довжину електронного потоку l). Ширина смуги буде визначатися довжиною електронного потоку l і складатиме десятки міліметрів, що буде багато більшою за товщину потоку (позначимо товщину потоку, як b). Недоліком даного способу, як і способу [1], є те, що електронна обробка при товщині потоку 1 2 2 500-2000 мкм та питомій потужності 10 -0,5∙10 Вт/см і швидкості 0,1-5 см/с не дозволяє отримати, навіть при маскуванні поверхні [3], окремі ділянки з різним термічним впливом, тобто - з утворенням "ванни розплаву" [1] і без утворення "ванни розплаву" [2], оскільки обробка електронним потоком проводиться з фіксованою швидкістю та фіксованою питомою потужністю Рпит. В основу корисної моделі поставлена задача розширення технологічних можливостей електронно-променевої обробки рухомим стрічковим потоком. Поставлена задача вирішується тим, що спосіб обробки скла включає нагрівання скла до температури (Tg-400)…(Tg-80) °С і обробку поверхні електронним променем при питомій 1 2 2 потужності 10 …0,5∙10 Вт/см і при швидкості 0,1…5 см/с. Товщину електронного потоку збільшують від 2000 до 5000 мкм, після чого обробку поверхні матеріалу проводять товщиною цього електронного потоку, що забезпечує отримання на одній і тій же поверхні паралельних смут, з проплавленою та непроплавленою поверхнею, ширина яких відповідає товщині електронного потоку 500…5000 мкм. Оскільки обробка проводиться товщиною потоку і використовується відношення l≥b, то час термічного впливу на поверхню матеріалу при проходженні всього потоку буде відрізнятися від відомих способів [1, 2], окрім виконання співвідношення, коли l=b. 1 UA 106000 U Таблиця 1 Порівняння результатів обробки поверхні пластин з цинічного скла К8 за відомими способами [1, 2] та способом, який пропонується Питома потужність Швидкість № зразка електронного потоку. електронного Характер поверхні Час охолодження хв. 2 Вт/см потоку, см/с Відомий спосіб b=2000 мкм [1, 2] 1 1 10 0,1 Без проплавлення 40 1 2 10 2,5 Без проплавлення 40 2 3 0,5·10 3,5 Без проплавлення 40 2 4 0,5·10 50 Без проплавлення 40 2 5 1,0·10 0,4 Проплавлення поверхні 40 2 6 2,5 10 3,0 Проплавлення поверхні 40 2 7 5·10 0,4 Проплавлення поверхні 40 4 8 0,5·10 50 Проплавлення поверхні 40 Спосіб, що пропонується (довжина потоку дорівнює товщині потоку, l=b) 2 9 0,5·10 3,5 Без проплавлення 40 2 9 2,5·10 3,5 Без проплавлення 40 2 9 5·10 2,5 Без проплавлення 40 2 9 5·10 0,4 Без проплавлення 40 4 9 0,5·10 50 Без проплавлення 40 Спосіб, що пропонується (довжина потоку більша за товщину потоку, l=2b) 2 10 5·10 7 Проплавлення поверхні 40 2 10 2,5 10 7 Проплавлення поверхні 40 2 10 5·10 5 Проплавлення поверхні 40 2 10 5·10 0,8 Проплавлення поверхні 40 4 10 0,5·10 100 Проплавлення поверхні 40 1 10 10 0,2 Без проплавлення 40 1 10 10 5 Без проплавлення 40 2 10 0,5·10 7 Без проплавлення 40 2 10 0,5·10 100 Без проплавлення 40 5 10 15 20 25 Приклад: Беруть скляну пластину прямокутної форми (a=70, b=70, h=8 мм) з оптичного скла марки К8 (ГОСТ 3514-76) і очищують ватним тампоном змоченим в етиловому спирті. Після очищення -4 зразок розташовують у вакуумі із залишковим тиском 10 мм рт. ст., нагрівають до температури 510 °C, оброблюють електронним променем стрічкової форми з товщиною стрічки 5000 мкм. При обробці поверхні пластини зразок № 10 робимо п'ять заходів електронним потоком: перший 2 2 захід - питомою потужністю Рпит=0,5·10 Вт/см із швидкістю 7 см/с; другий захід питомою 1 2 2 потужністю Рпит=10 Вт/см із швидкістю 0,2 см/с; третій захід - питомою потужністю Рпит=2,5 10 2 1 2 Вт/см із швидкістю 7 см/с; четвертий захід - питомою потужністю Рпит=10 Вт/см із швидкістю 5 2 2 см/с; п'ятий захід - питомою потужністю Рпит 5·10 Вт/см із швидкістю 5 см/с і охолоджують на протязі часу 40 хвилин. В результаті такої обробки на одній і тій же поверхні пластини отримуємо при різній питомій потужності Рпит, змінюючи швидкість потоку паралельні ділянки у вигляді смуг з проплавленим та не проплавленим поверхневим шаром. Смуги з проплавленим шаром мають усадку матеріалу в результаті якої рівень поверхні стає нижчим від вихідного. Аналогічні результати отриманні при обробці інших марок скла. З порівняльного аналізу технічних показників рішення, яке заявляється і прототипу витікає, що обробка електронним потоком, яка проводиться товщиною стрічкового електронного потоку з періодичним заходом па поверхню матеріалу та за напрямком паралельним попередньому напрямку обробки забезпечує отримання ділянок у вигляді паралельних смуг з проплавленою і непроплавленою поверхнею матеріалу, ширина яких відповідає товщині електронного потоку, тобто має місце досягнення мети корисної моделі. Таким чином технічне рішення, яке заявляється забезпечує позитивний ефект. 2 UA 106000 U 5 10 15 20 Наявність суттєвих ознак, а саме збільшення товщини електронного потоку (з 2000 мкм до 5000 мкм), обробка поверхні матеріалу товщиною електронною потоку (b=500…5000 мкм) з періодичним заходом потоку на поверхню матеріалу, що забезпечує отримання на одній і тій же поверхні оброблених ділянок і поверхню матеріалу, що забезпечує отримання на одній і тій же поверхні оброблених ділянок з проплавленою та непроплавленою поверхнею, ширина яких відповідає товщині електронного потоку, свідчить про відповідність рішення критерію "новизна". Джерела інформації: 1. Авторское свидетельство СССР № 1658579, кл. С30В33/00, С03В29/00, 1989. 2. Пат. 4178 Україна, МПК7 С03В29/00, С03С23/00. Спосіб обробки скла Г.В. Канашевич. - № 2004021258; заявл. 20.02.2004; опубл. 17.01.2005. Бюл. № 1-2 с. 3. Пат. 3384 Україна, МПК7 С30В33/00, С03С23/00. Спосіб о гримання ювенільних поверхонь на склі /Г.В. Канашевич. - № 2004020860; заявл. 06.02.2004; опубл. 15.11.2004, Бюл. № 11. - 2 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки скла, який включає нагрівання скла до температури (Tg-400)…(Tg-80) °С і 1 2 2 обробку поверхні електронним променем при питомій потужності 10 …0,5∙10 Вт/см і при швидкості 0,1…5 см/с, який відрізняється тим, що товщину електронного потоку збільшують від 2000 до 5000 мкм, після чого обробку поверхні матеріалу проводять товщиною цього електронного потоку, що забезпечує отримання на одній і тій же поверхні паралельних смут, з проплавленою та непроплавленою поверхнею, ширина яких відповідає товщині електронного потоку 500…5000 мкм. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП“Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for glass processing
Автори англійськоюKanashevych Heorhii Viktorovych, Holub Mykola Vasyliovych, Matsepa Serhii Mykhailovych
Назва патенту російськоюСпособ обработки стекла
Автори російськоюКанашевич Георгий Викторович, Голуб Николай Васильевич, Мацепа Сергей Михайлович
МПК / Мітки
МПК: C03B 23/00, C03B 29/00, C03B 33/00
Код посилання
<a href="https://ua.patents.su/5-106000-sposib-obrobki-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки скла</a>
Спосіб обробки скла
Номер патенту: 105758
Опубліковано: 11.04.2016
Автори: Канашевич Георгій Вікторович, Голуб Микола Васильович, Коваленко Юрій Іванович
МПК: C03B 33/00, C03B 29/00
Формула / Реферат:
Спосіб обробки поверхні скла стрічковим електронним потоком шляхом проплавлення поверхні скла через маску з питомою потужністю 1▪102-1,2▪105 Вт/см2, охолодження протягом часу до 40 хвилин та відшарування поверхневого шару товщиною до 150 мкм, який відрізняється тим, що оплавлена поверхня охолоджується протягом часу більше 40 хвилин, на неї наносяться механічним способом риски глибиною більше 150 мкм, протилежна сторона...
Спосіб обробки скла
Номер патенту: 4178
Опубліковано: 17.01.2005
Автор: Канашевич Георгій Вікторович
МПК: C03B 29/00, C03C 23/00
Формула / Реферат:
Спосіб обробки скла шляхом видалення лужних іонів електронним променем у вакуумі, який полягає у нагріванні скла у вакуумі, не більшому за 5·10-4 Па, витримці 5-20 хвилин і обробці електронним променем, який відрізняється тим, що скло нагрівається до температури (Tg-400)...(Tg-80)°С і оброблюється електронним променем при питомій потужності (101...0,5·102) Вт/см2 і при швидкості 0,1...5 см/с.
Спосіб обробки плюмбійсилікатного скла
Номер патенту: 19667
Опубліковано: 25.12.1997
Автори: Козій Оксана Іванівна, Тягнирядко Лілія Володимирівна, Ящишин Йосип Миколайович
МПК: C03C 23/00
Мітки: обробки, спосіб, скла, плюмбійсилікатного
Формула / Реферат:
Спосіб обробки плюмбійсилікатного скла газоподібним азотом при підвищених температурах, який відрізняється тим, що обробку проводять при 300-450°С під тиском 0,12 МПа протягом 0,5-20 год.
Композиція для обробки поверхні скла, її застосування, спосіб обробки скла, скло та скловолокно, оброблені цим способом
Номер патенту: 94029
Опубліковано: 11.04.2011
Автори: Дюффрене Анн-Валентін, Бессон Софі, Бартель Ет'єн, Лоу Стефан, Хайтц Каролін, Бріар Рено
МПК: C03C 17/28, C03C 25/10
Мітки: поверхні, скло, обробки, застосування, спосіб, скла, способом, композиція, скловолокно, цим, оброблені
Формула / Реферат:
1. Композиція для обробки поверхні скла, а саме плоского скла або порожнистого скла, або скла у формі волокна, причому вказана композиція здатна для нанесення на вказане скло у вигляді тонкого шару, яка відрізняється тим, що вона містить у водному середовищі наступні компоненти (А) і (В):(A) щонайменше одну сполуку, яка містить щонайменше одну функціональну групу f(A), і(B) щонайменше одну сполуку, яка містить щонайменше одну...
Спосіб декоративної обробки скла під кристал
Номер патенту: 63048
Опубліковано: 15.01.2004
Автор: Пронін Ігорь Владіміровіч
МПК: C03C 17/02
Мітки: спосіб, кристал, декоративної, скла, обробки
Формула / Реферат:
Спосіб декоративної обробки скла під кристал, що включає обробку скла попередньо підготовленими розчинами з наступним сушінням, який відрізняється тим, що як розчин використовують суміш 4 % розчину альгінату натрію і столярного клею, до якого додають 6 % по вазі галунів, суміш підігрівають до 30 - 35 °С і наносять на поверхню оброблюваного скла, через 30 - 40 хвилин процес нанесення розчину повторюють, після чого виріб залишають на одну добу...
Попередній патент: Золь-гель спосіб одержання сферично гранульованого високопоруватого цирконійсилікату
Наступний патент: Глушник звуку пострілу вогнепальної зброї (гч-3)
Випадковий патент: Вузол тертя для дослідження мастильних шарів при випробуваннях