Спосіб обробки скла
Формула / Реферат
Спосіб обробки скла шляхом видалення лужних іонів електронним променем у вакуумі, який полягає у нагріванні скла у вакуумі, не більшому за 5·10-4 Па, витримці 5-20 хвилин і обробці електронним променем, який відрізняється тим, що скло нагрівається до температури (Tg-400)...(Tg-80)°С і оброблюється електронним променем при питомій потужності (101...0,5·102) Вт/см2 і при швидкості 0,1...5 см/с.
Текст
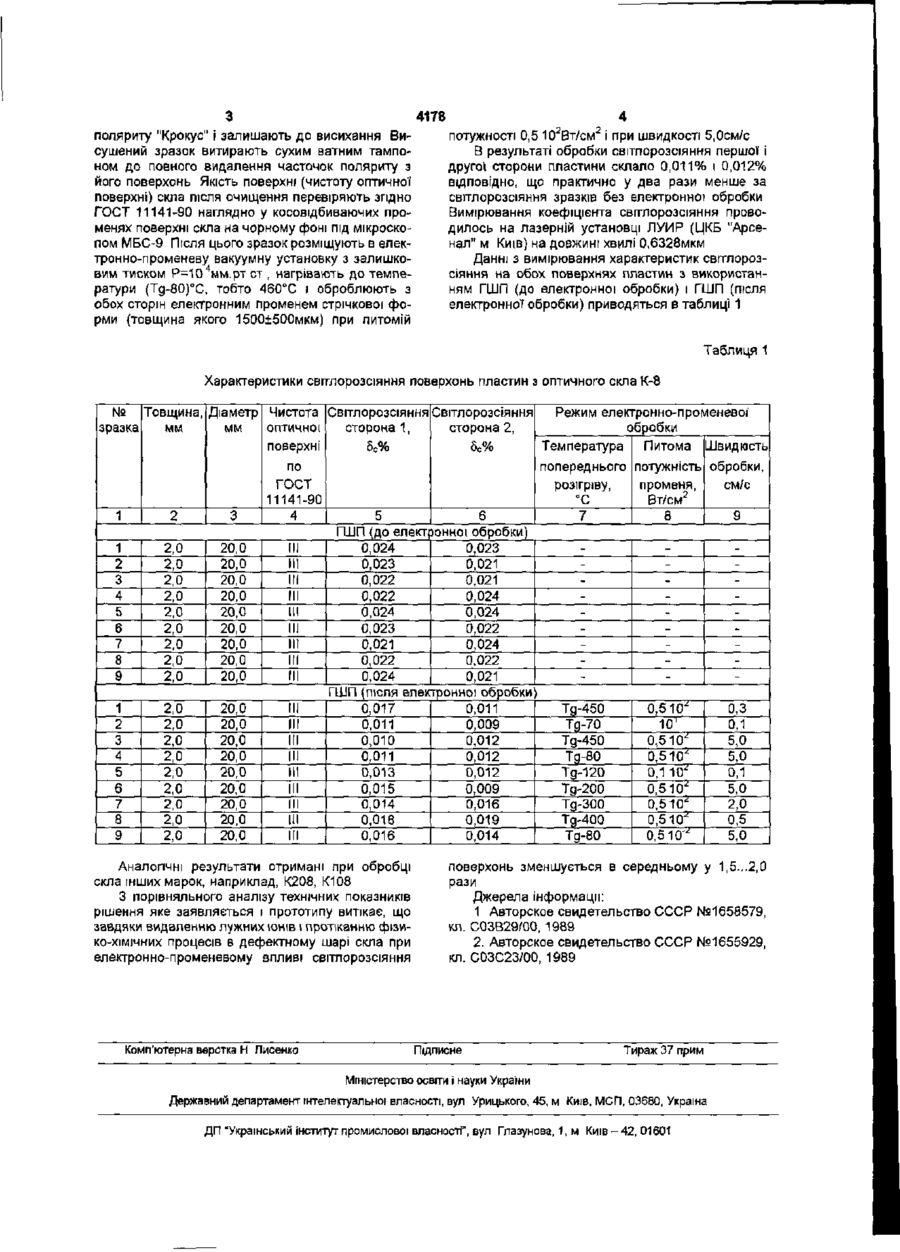
Спосіб обробки скла шляхом видалення луж них ІОНІВ електронним променем у вакуумі, який полягає у нагріванні скла у вакуумі, не більшому за 5 10 4 Па, витримці 5-20 хвилин і обробці електронним променем, який відрізняється тим, що скло нагрівається до температури (Тд-400). (Тд-80)°С і оброблюється електронним променем при питомій Корисна модель відноситься до обробки оптичного скла / може бути використано в скляній і оптичній промисловості, приладобудуванні Відомий спосіб полірування виробів зі скла і ситалу, який включає попередній нагрів виробу і утворення на його поверхні за допомогою електронного пучка стрічкової форми рухомої "рідкої ванни", глибина якої в 2-5 разів перевищує максимальну висоту мікронерівностей на поверхні виробу і шириною, що перевищує в 10-20 разів довжину хвилі нерівностей, які утворились від попередніх видів поверхневої обробки - шліфування і полірування На поверхні "рідкої ванни" за рахунок ди сил поверхневого натягу рідкої фази відбувається вирівнювання нерівностей Таким чином полірується поверхня При поліруванні виробів зі скла і ситалу "рідку ванну" утворюють електронним пучком (товщина якого в 1,5-2,5 рази перевищує ширину "рідкої ванни") з питомою потужністю 1 102-5 104Вт/см2 і переміщують пучок по поверхні виробу із швидкістю 0,4-50см/с [1] діє вибірковістю впливу, тим самим не зберігає, при необхідності (наприклад, з метою вивчення) фіксованої структури приповерхневого дефектного шару в оптичному склі, що утворюється від попередніх стадій шліфування і полірування і який (дефектний шар) може залягати на глибину до 1,0мкм від поверхні Такий дефектний шар завжди заповнений продуктами гідролізу, які негативно впливають на оптичні характеристики скла В основу корисної моделі поставлено задачу покращення оптичних властивостей при електронній обробці скла, рішення якої досягається шляхом зміни верхньої температурної межі до значення (Тд-80)°С, що не призводить до знищення дефектного шару і до деформації оптичних виробів при максимальному значенні питомої потужності Рттґ=0,5 102Вт/см2та мінімальній швидкості 0,1см/с електронного потоку стрічкової форми Поверхня оптичного скла нагрівається у вакуумі 10"4-10 5 мм рт ст до температури (Тд-400) (Тд-80)°С, витримується 5-20 хвилин і оброблюється електронним променем (товщина променя 5002000мкм) при питомій потужності (10 і 2 2 0,510 )Вт/см 1 ШВИДКОСТІ 0,1-5см/с, чого достатньо для досягнення технічного результату Недоліком даного методу є те, що утворена електронним пучком "рідка ванна" після застигання зменшує вихідні геометричні розміри по товщині виробу Більш близьким з технологічної суті до пропонуємої корисної моделі є спосіб обробки скла шляхом видалення лужних іонів електронним променем у вакуумі і який заключається у підігріві скла у вакуумі не більшому 5 10 Via до температури {Тд400)-Тд°С, витримці 5-20 хвилин і обробці електронним променем (товщина променя 500-2000мкм за один прохід виробу) при питомій потужності (0,5-20) 102Вт/см2 ШВИДКОСТІ 0,5-3,0см/с [2] Недоліком цього методу є те, що він не воло потужності (10 і 0,5 102} Вт/см2 і при ШВИДКОСТІ 0,1 5 см/с. Технічним результатом є змінення світлорозсіяння за рахунок гомогенізації продуктів гідролізу, які заповнюють дефектний шар при вибірковій ди електронного потоку При цьому світлорозсіяння зменшується в 1,5 2,5 рази Приклад Беруть круглу пластину діаметром 20мм товщиною в 2мм із оптичного скла К-8, поверхня якої оброблена за методом глибокого шліфування і полірування (ГШП), протирають тампоном, який змочений у етиловому спирті з добавленням 00 5 4178 поляриту "Крокус" і залишають до висихання Висушений зразок витирають сухим ватним тампоном до повного видалення часточок поляриту з його поверхонь Якість поверхні (чистоту оптичної поверхні) скла після очищення перевіряють згідно ГОСТ 11141-90 наглядно у косовідбиваючих променях поверхні скла на чорному фоні під мікроскопом МБС-9 Після ЦЬОГО зразок розміщують в електронно-променеву вакуумну установку з залишковим тиском Р=104мм.рт ст , нагрівають до температури (Тд-80)"С, тобто 460°С і оброблюють з обох сторін електронним променем стрічкової форми (товщина якого 1500±500мкм) при питомій 2 2 потужності 0,5 10 Вт/см і при ШВИДКОСТІ 5,0СМ/С В результаті обробки світлорозсіяння першої і другої сторони пластини склало 0,011% і 0,012% ВІДПОВІДНО, що практично у два рази менше за світлорозсіяння зразків без електронної обробки Вимірювання коефіцієнта світлорозсіяння проводилось на лазерній установці ЛУИР (ЦКБ "Арсенал" м Київ) на довжині хвилі 0,6328мкм Данні з вимірювання характеристик світлорозсіяння на обох поверхнях пластин з використанням ГШП (до електронної обробки) і ҐШП (після електронної обробки) приводяться в таблиці 1 Таблиця 1 Характеристики світлорозсіяння поверхонь пластин з оптичного скла К-8 № Товщина, Діаметр Чистота Світлорозсіяння Світлорозсіяння Режим електронно-променевої1 зразка мм мм сторона 1, сторона 2, обробки оптичної Питома ІІВИДКІСТЬ 5C% Температура поверхні Sc% по попереднього потужність обробки, ГОСТ променя, см/с розігріву, °С Вт/см2 11141-90 1 4 І 5 __. 6 9 2 3 7 8 ГШП (до електронної обробки) III 0,024 1 2,0 20,0 0,023 20,0 2 2,0 11 1 0,023 0,021 3 2,0 20,0 III 0,021 0,022 4 20,0 III 0,024 2,0 0,022 5 II! 0,024 2,0 20,0 0,024 6 20,0 Ill 2,0 0,023 0,022 7 20,0 11 1 2,0 0,021 0,024 8 III 2,0 20,0 0,022 0,022 9 2,0 20,0 III 0,024 0,021 ГШП (після електронної обробки) 1 2,0 Г 20,0 III 0,017 0,011 ^ Тд-450 0,510 z 0,3 2 2,0 20,0 0,011 Тд-70 10 і III 0,009 0,1 3 2,0 20,0 5,0 III 0,010 0,012 Тд-450 0,5 10/ 4 20,0 0,011 5,0 2,0 III 0,012 Тд-80 0,510^ 20,0 5 2,0 III 0,013 0,012 Тд-120 0,1 1ЇҐ 0,1 5,0 6 2,0 20,0 III 0,015 0,009 Тд-200 0,5 10 z 2,0 III 7 20,0 0,014 0,016 Тд-300 0,510^ 2,0 8 20,0 11 1 0,018 0,019 Тд-400 0,510^ 0,5 2,0 9 2,0 20,0 Тд-80 0,510" 5,0 III 0,016 0,014 Аналогічні результати отримані при обробці скла інших марок, наприклад, К208, К108 З порівняльного аналізу технічних показників рішення яке заявляється і прототипу витікає, що завдяки видаленню лужних ІОНІВ І протіканню фізиКО-ХІМІЧНИХ процесів в дефектному шарі скла при електронно-променевому впливі світлорозсіяння Комп'ютерна верстка Н Лисенко поверхонь зменшується в середньому у 1,5...2,0 рази Джерела інформації: 1 Авторское свидетельство СССР №1658579, кл. С03В29/00, 1989 2. Авторское свидетельство СССР №1655929, кл. С03С23/00, 1989 Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the treatment of glass
Автори англійськоюKanashevych Heorhii Viktorovych
Назва патенту російськоюСпособ обработки стекла
Автори російськоюКанашевич Георгий Викторович
МПК / Мітки
МПК: C03B 29/00, C03C 23/00
Код посилання
<a href="https://ua.patents.su/2-4178-sposib-obrobki-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки скла</a>
Спосіб обробки плюмбійсилікатного скла
Номер патенту: 19667
Опубліковано: 25.12.1997
Автори: Ящишин Йосип Миколайович, Тягнирядко Лілія Володимирівна, Козій Оксана Іванівна
МПК: C03C 23/00
Мітки: обробки, скла, плюмбійсилікатного, спосіб
Формула / Реферат:
Спосіб обробки плюмбійсилікатного скла газоподібним азотом при підвищених температурах, який відрізняється тим, що обробку проводять при 300-450°С під тиском 0,12 МПа протягом 0,5-20 год.
Спосіб декоративної обробки скла під кристал
Номер патенту: 63048
Опубліковано: 15.01.2004
Автор: Пронін Ігорь Владіміровіч
МПК: C03C 17/02
Мітки: декоративної, скла, кристал, обробки, спосіб
Формула / Реферат:
Спосіб декоративної обробки скла під кристал, що включає обробку скла попередньо підготовленими розчинами з наступним сушінням, який відрізняється тим, що як розчин використовують суміш 4 % розчину альгінату натрію і столярного клею, до якого додають 6 % по вазі галунів, суміш підігрівають до 30 - 35 °С і наносять на поверхню оброблюваного скла, через 30 - 40 хвилин процес нанесення розчину повторюють, після чого виріб залишають на одну добу...
Спосіб хімічної обробки скла
Номер патенту: 4382
Опубліковано: 17.01.2005
Автори: Семенченко Оксана Олександрівна, Новіков Олександр Олександрович, Новікова Лідія Володимирівна
МПК: C03C 21/00
Мітки: скла, хімічної, спосіб, обробки
Формула / Реферат:
Спосіб хімічної обробки скла шляхом іонного обміну в розчинах солей металів під впливом випромінювання, який відрізняється тим, що обробку ведуть у розчині гліцерату міді при температурі 50-55°С протягом 20-25 хв. з наступною електромагнітною обробкою частотою 1 ГГц, потужністю 1-5 Вт і тривалістю 30-35 хв.
Спосіб обробки поверхні скла
Номер патенту: 36222
Опубліковано: 16.04.2001
Автори: Дановський Валерій Володимирович, Сергієнко Анатолій Григорович
МПК: B44D 5/00, C03C 15/00
Мітки: обробки, поверхні, скла, спосіб
Текст:
...рахунок пористої струкПриклад 1. На заздалегідь оброблену поверхтури плівки, електроліт, що витравляє її, досягає ню підложки зі скла іонно-плазмовим методом наповерхні скла як би в точках - острівцях, здійснююпилюють вакуумну плівку нітриду титан у то вщиною чи рівномірне і швидке по всій поверхні скла трав30 мкм. Потім учиняють травлення розчином елеклення, внаслідок чого отримують якісну матову троліту 50% плавикової кислоти. Максимальну...
Спосіб виявлення дефектного приповерхневого шару оптичного скла
Номер патенту: 67516
Опубліковано: 15.06.2004
Автори: Бондаренко Максим Олексійович, Дубровська Галина Миколаївна, Канашевич Георгій Вікторович
МПК: C03C 15/00
Мітки: скла, приповерхневого, дефектного, оптичного, шару, спосіб, виявлення
Формула / Реферат:
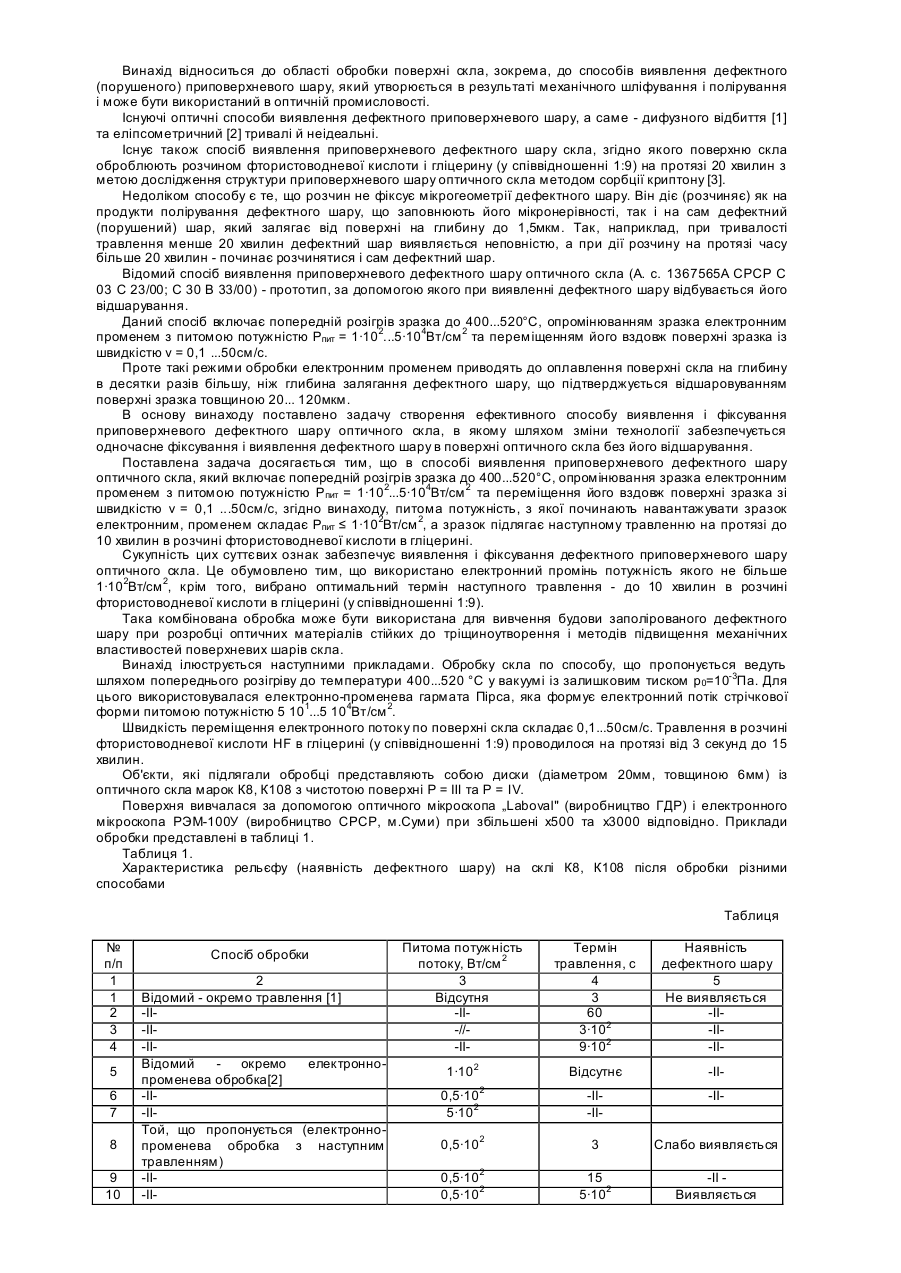
Спосіб виявлення дефектного приповерхневого шару оптичного скла, що включає попередній розігрів зразка до 400...520°С, опромінювання зразка електронним потоком та переміщення його вздовж поверхні зразка зі швидкістю 0,1...50 см/с, який відрізняється тим, що питома потужність, з якою ведуть навантаження зразка електронним потоком складає , а зразок підлягає наступному...
Попередній патент: Пристрій для електронно-променевого полірування виробів
Наступний патент: Спосіб подрібнення твердого сипкого матеріалу в барабанному млині
Випадковий патент: Спосіб навчання стрільби з пістолета на основі дії зворотного зв'язку з ціллю