Спосіб виготовлення порожнистих сферичних поковок
Номер патенту: 106717
Опубліковано: 10.05.2016
Автори: Кальченко Петро Павлович, Марков Олег Євгенійович, Руденко Наталія Олександрівна


Формула / Реферат
Спосіб виготовлення порожнистих сферичних поковок, що полягає в отриманні порожнистої циліндричної заготівки, обкоченні її до сферичної форми по зовнішньому діаметру і розкочуванні бойком зі сферичним вирізом на оправці до поковочних розмірів, який відрізняється тим, що заготівку розкочують бойком зі сферичним вирізом на оправці з бочкоподібною формою з заміною оправки з меншою бочкою на більшу, що відповідає діаметру отвору зрізаної сферичної заготівки, заміну оправок проводять до забезпечення заданої форми внутрішньої сферичної порожнини поковки.
Текст
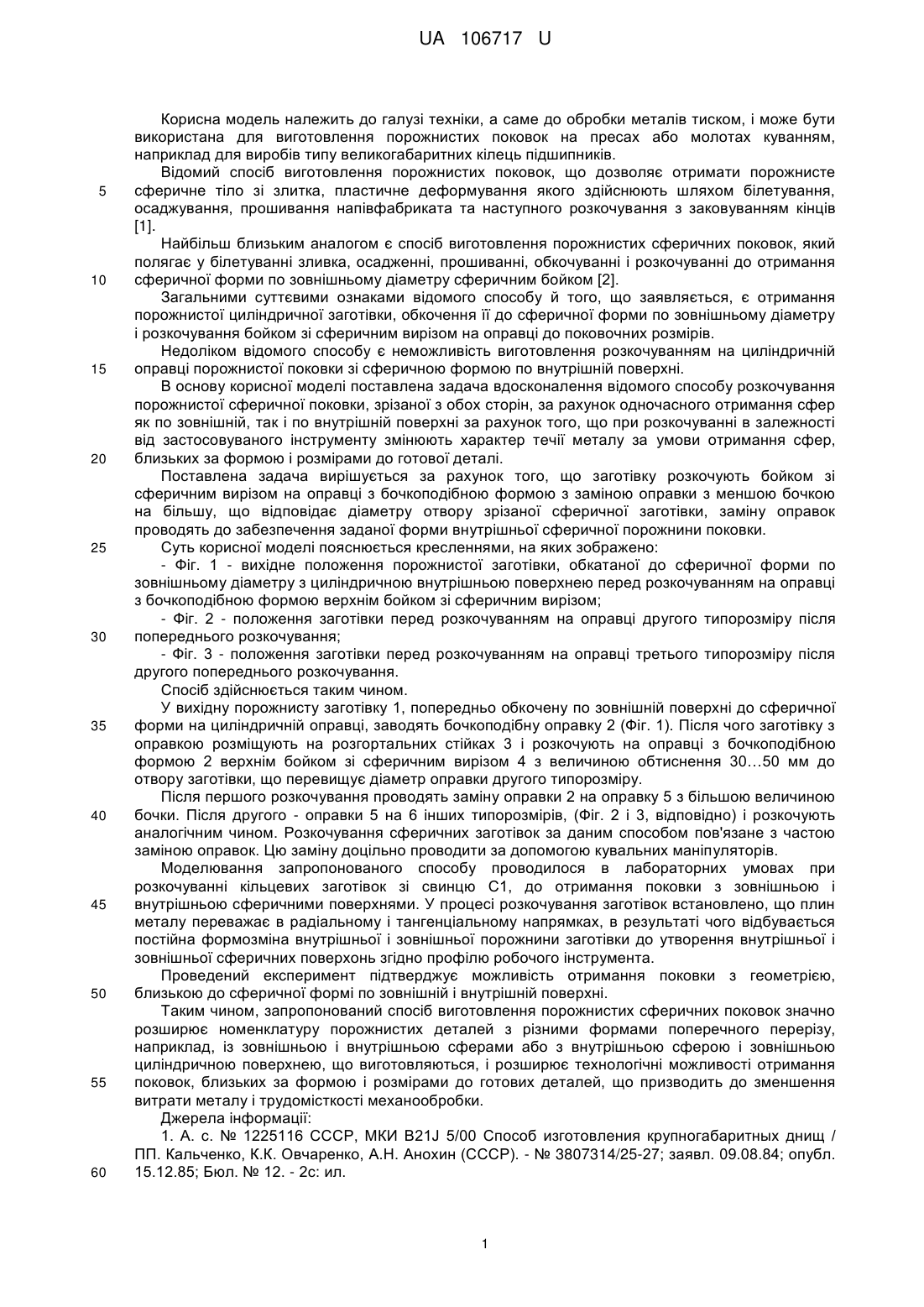
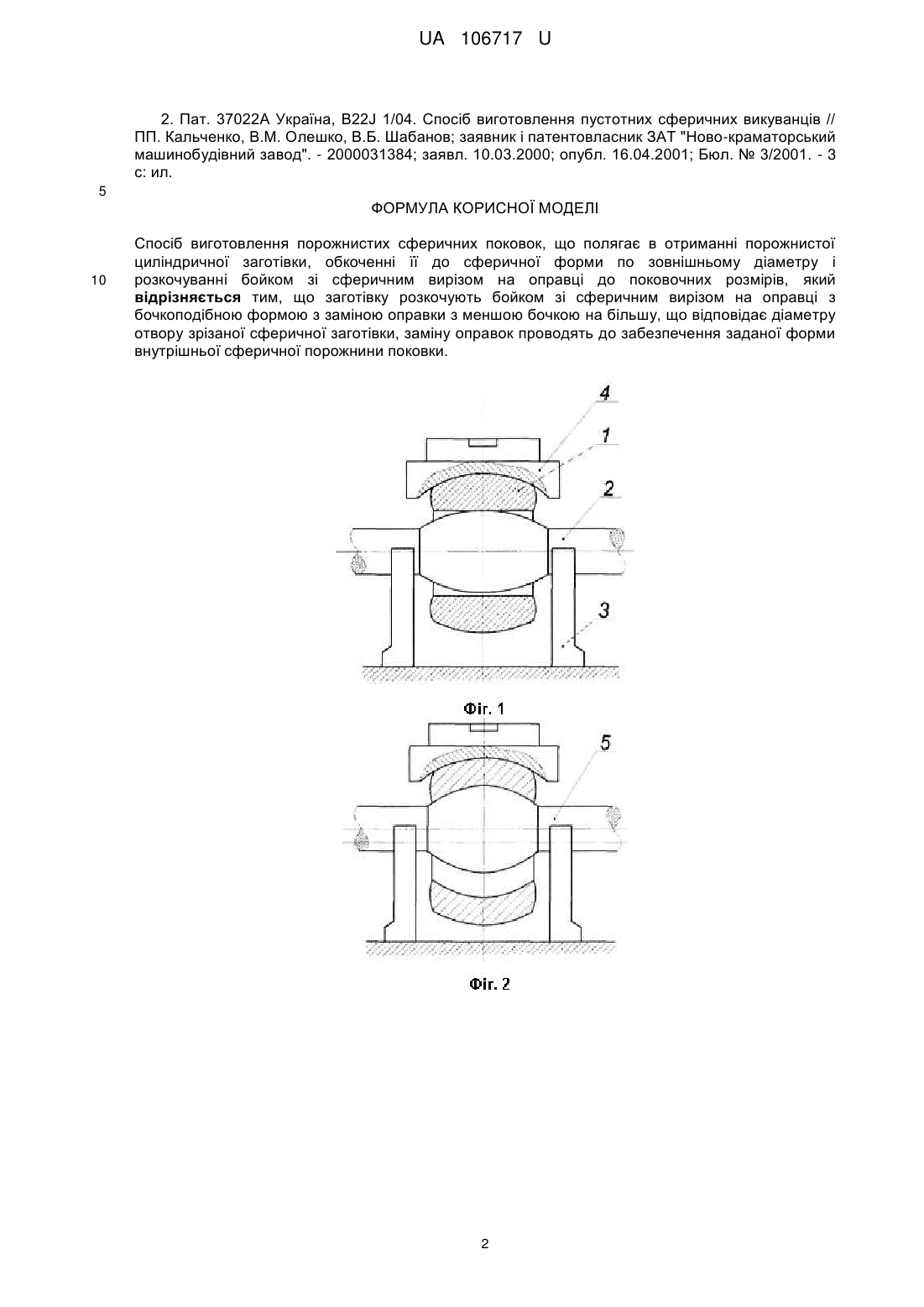
Реферат: Спосіб виготовлення порожнистих сферичних поковок полягає в отриманні порожнистої циліндричної заготівки, обкоченні її до сферичної форми по зовнішньому діаметру і розкочуванні бойком зі сферичним вирізом на оправці до поковочних розмірів. Заготівку розкочують бойком зі сферичним вирізом на оправці з бочкоподібною формою з заміною оправки з меншою бочкою на більшу, що відповідає діаметру отвору зрізаної сферичної заготівки. Заміну оправок проводять до забезпечення заданої форми внутрішньої сферичної порожнини поковки. UA 106717 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ СФЕРИЧНИХ ПОКОВОК UA 106717 U UA 106717 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана для виготовлення порожнистих поковок на пресах або молотах куванням, наприклад для виробів типу великогабаритних кілець підшипників. Відомий спосіб виготовлення порожнистих поковок, що дозволяє отримати порожнисте сферичне тіло зі злитка, пластичне деформування якого здійснюють шляхом білетування, осаджування, прошивання напівфабриката та наступного розкочування з заковуванням кінців [1]. Найбільш близьким аналогом є спосіб виготовлення порожнистих сферичних поковок, який полягає у білетуванні зливка, осадженні, прошиванні, обкочуванні і розкочуванні до отримання сферичної форми по зовнішньому діаметру сферичним бойком [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є отримання порожнистої циліндричної заготівки, обкочення її до сферичної форми по зовнішньому діаметру і розкочування бойком зі сферичним вирізом на оправці до поковочних розмірів. Недоліком відомого способу є неможливість виготовлення розкочуванням на циліндричній оправці порожнистої поковки зі сферичною формою по внутрішній поверхні. В основу корисної моделі поставлена задача вдосконалення відомого способу розкочування порожнистої сферичної поковки, зрізаної з обох сторін, за рахунок одночасного отримання сфер як по зовнішній, так і по внутрішній поверхні за рахунок того, що при розкочуванні в залежності від застосовуваного інструменту змінюють характер течії металу за умови отримання сфер, близьких за формою і розмірами до готової деталі. Поставлена задача вирішується за рахунок того, що заготівку розкочують бойком зі сферичним вирізом на оправці з бочкоподібною формою з заміною оправки з меншою бочкою на більшу, що відповідає діаметру отвору зрізаної сферичної заготівки, заміну оправок проводять до забезпечення заданої форми внутрішньої сферичної порожнини поковки. Суть корисної моделі пояснюється кресленнями, на яких зображено: - Фіг. 1 - вихідне положення порожнистої заготівки, обкатаної до сферичної форми по зовнішньому діаметру з циліндричною внутрішньою поверхнею перед розкочуванням на оправці з бочкоподібною формою верхнім бойком зі сферичним вирізом; - Фіг. 2 - положення заготівки перед розкочуванням на оправці другого типорозміру після попереднього розкочування; - Фіг. 3 - положення заготівки перед розкочуванням на оправці третього типорозміру після другого попереднього розкочування. Спосіб здійснюється таким чином. У вихідну порожнисту заготівку 1, попередньо обкочену по зовнішній поверхні до сферичної форми на циліндричній оправці, заводять бочкоподібну оправку 2 (Фіг. 1). Після чого заготівку з оправкою розміщують на розгортальних стійках 3 і розкочують на оправці з бочкоподібною формою 2 верхнім бойком зі сферичним вирізом 4 з величиною обтиснення 30…50 мм до отвору заготівки, що перевищує діаметр оправки другого типорозміру. Після першого розкочування проводять заміну оправки 2 на оправку 5 з більшою величиною бочки. Після другого - оправки 5 на 6 інших типорозмірів, (Фіг. 2 і 3, відповідно) і розкочують аналогічним чином. Розкочування сферичних заготівок за даним способом пов'язане з частою заміною оправок. Цю заміну доцільно проводити за допомогою кувальних маніпуляторів. Моделювання запропонованого способу проводилося в лабораторних умовах при розкочуванні кільцевих заготівок зі свинцю С1, до отримання поковки з зовнішньою і внутрішньою сферичними поверхнями. У процесі розкочування заготівок встановлено, що плин металу переважає в радіальному і тангенціальному напрямках, в результаті чого відбувається постійна формозміна внутрішньої і зовнішньої порожнини заготівки до утворення внутрішньої і зовнішньої сферичних поверхонь згідно профілю робочого інструмента. Проведений експеримент підтверджує можливість отримання поковки з геометрією, близькою до сферичної формі по зовнішній і внутрішній поверхні. Таким чином, запропонований спосіб виготовлення порожнистих сферичних поковок значно розширює номенклатуру порожнистих деталей з різними формами поперечного перерізу, наприклад, із зовнішньою і внутрішньою сферами або з внутрішньою сферою і зовнішньою циліндричною поверхнею, що виготовляються, і розширює технологічні можливості отримання поковок, близьких за формою і розмірами до готових деталей, що призводить до зменшення витрати металу і трудомісткості механообробки. Джерела інформації: 1. А. с. № 1225116 СССР, МКИ В21J 5/00 Способ изготовления крупногабаритных днищ / ПП. Кальченко, К.К. Овчаренко, А.Н. Анохин (СССР). - № 3807314/25-27; заявл. 09.08.84; опубл. 15.12.85; Бюл. № 12. - 2с: ил. 1 UA 106717 U 2. Пат. 37022А Україна, В22J 1/04. Спосіб виготовлення пустотних сферичних викуванців // ПП. Кальченко, В.М. Олешко, В.Б. Шабанов; заявник і патентовласник ЗАТ "Ново-краматорський машинобудівний завод". - 2000031384; заявл. 10.03.2000; опубл. 16.04.2001; Бюл. № 3/2001. - 3 с: ил. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення порожнистих сферичних поковок, що полягає в отриманні порожнистої циліндричної заготівки, обкоченні її до сферичної форми по зовнішньому діаметру і розкочуванні бойком зі сферичним вирізом на оправці до поковочних розмірів, який відрізняється тим, що заготівку розкочують бойком зі сферичним вирізом на оправці з бочкоподібною формою з заміною оправки з меншою бочкою на більшу, що відповідає діаметру отвору зрізаної сферичної заготівки, заміну оправок проводять до забезпечення заданої форми внутрішньої сферичної порожнини поковки. 2 UA 106717 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hollow spherical forgings
Автори англійськоюKalchenko Petro Pavlovych, Markov Oleh Yevhenovych, Rudenko Natalia Oleksandrivna
Назва патенту російськоюСпособ изготовления полых сферических поковок
Автори російськоюКальченко Петр Павлович, Марков Олег Евгеньевич, Руденко Наталья Александровна
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, поковок, сферичних, порожнистих, виготовлення
Код посилання
<a href="https://ua.patents.su/5-106717-sposib-vigotovlennya-porozhnistikh-sferichnikh-pokovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих сферичних поковок</a>
Спосіб кування східчастих порожнистих поковок

Номер патенту: 68893
Опубліковано: 16.08.2004
Автори: Кальченко Петро Павлович, Лиманський Олександр Вадимович, Конєва Ольга Григорівна, Олешко Віктор Михайлович
Мітки: поковок, спосіб, кування, східчастих, порожнистих
Формула / Реферат:
Спосіб кування порожнистих східчастих поковок, що включає осадку, прошивку, попереднє розкочування, формування протяганням на оправці східчастої поковки й остаточне розкочування за кілька проходів, який відрізняється тим, що остаточне розкочування здійснюють послідовно по ступенях кування з однаковим ступенем деформації кожного ступеня і починають її з обтиснення ступеня з найбільшим зовнішнім діаметром.
Спосіб виготовлення пустотних сферичних викуванців
Номер патенту: 37022
Опубліковано: 16.04.2001
Автори: Кальченко Петро Павлович, Шабанов Володимир Борисович, Олешко Віктор Михайлович
МПК: B21J 1/04
Мітки: сферичних, викуванців, виготовлення, пустотних, спосіб
Текст:
...не менш ніж З0 мм поліпшується поверхня виробу, але знижується продуктивність розкачування. Даний спосіб був випробуваний у кувальнопресовому цеху ЗАТ "Ново-Краматорський машинобудівний завод" на гідравлічному комплексі, який включає гідравлічний прес зусиллям 10000 т.с., кувальний маніпулятор вантажопідйомністю 120,0 т. Із зливка масою 21 т сталі А48FР був ви готовлений сферичний викуванець із зрізом з обох сторін. Довжина викуванця...
Спосіб виготовлення поковок із отвором
Номер патенту: 68991
Опубліковано: 25.04.2012
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: виготовлення, отвором, спосіб, поковок
Формула / Реферат:
Спосіб виготовлення поковок із отвором розкочуванням на оправці порожнистої заготівки із буртом на зовнішній поверхні, який відрізняється тим, що конусне кільце встановлюють на плоску нижню плиту і осаджують його плоскою верхньою плитою до висоти, яка дорівнює товщині стінки напівфабрикату.
Спосіб виготовлення порожнистих поковок і кувальний комплекс для його здійснення
Номер патенту: 96403
Опубліковано: 25.10.2011
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04, B21K 21/00
Мітки: комплекс, порожнистих, здійснення, кувальний, виготовлення, спосіб, поковок
Формула / Реферат:
1. Спосіб виготовлення порожнистих поковок, що включає нагрівання порожнистої заготовки до температури деформації, установку в її порожнину оправки і наступне кування в чотирибойковому кувальному пристрої за один або кілька проходів одночасно чотирма бойками шляхом обтиснення із зсувними деформаціями в поперечній площині заготовки при кожному одиничному обтисненні, у процесі якого верхній бойок переміщається вниз, до нерухливого нижнього...
Спосіб кування днищ
Номер патенту: 102649
Опубліковано: 10.11.2015
Автори: Кальченко Петро Павлович, Руденко Наталія Олександрівна, Марков Олег Євгенійович, Різак Павло Іванович
МПК: B21J 5/06
Формула / Реферат:
Спосіб кування днищ, що включає виготовлення заготівки у вигляді порожнистої сфери з подальшим розрізанням її на частини, який відрізняється тим, що розкочування порожнистої сферичної заготівки здійснюється на діжкоподібній оправці бойком зі сферичним вирізом.
Попередній патент: Спосіб виготовлення великогабаритних бандажів
Наступний патент: Спосіб визначення зварюваності різнорідних металів
Випадковий патент: Система для одержання дифузійного соку