Спосіб виготовлення пустотних сферичних викуванців
Номер патенту: 37022
Опубліковано: 16.04.2001
Автори: Олешко Віктор Михайлович, Шабанов Володимир Борисович, Кальченко Петро Павлович
Текст
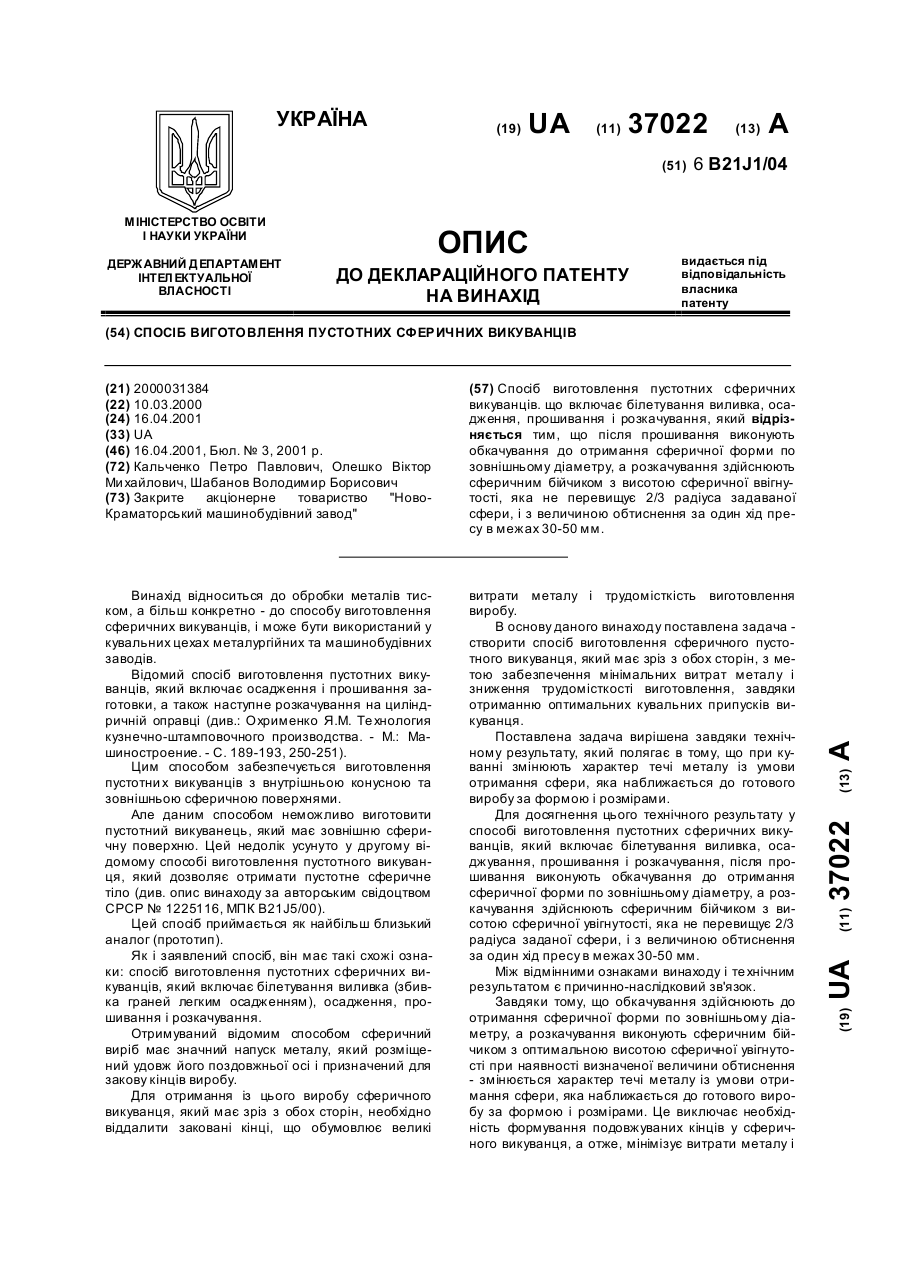
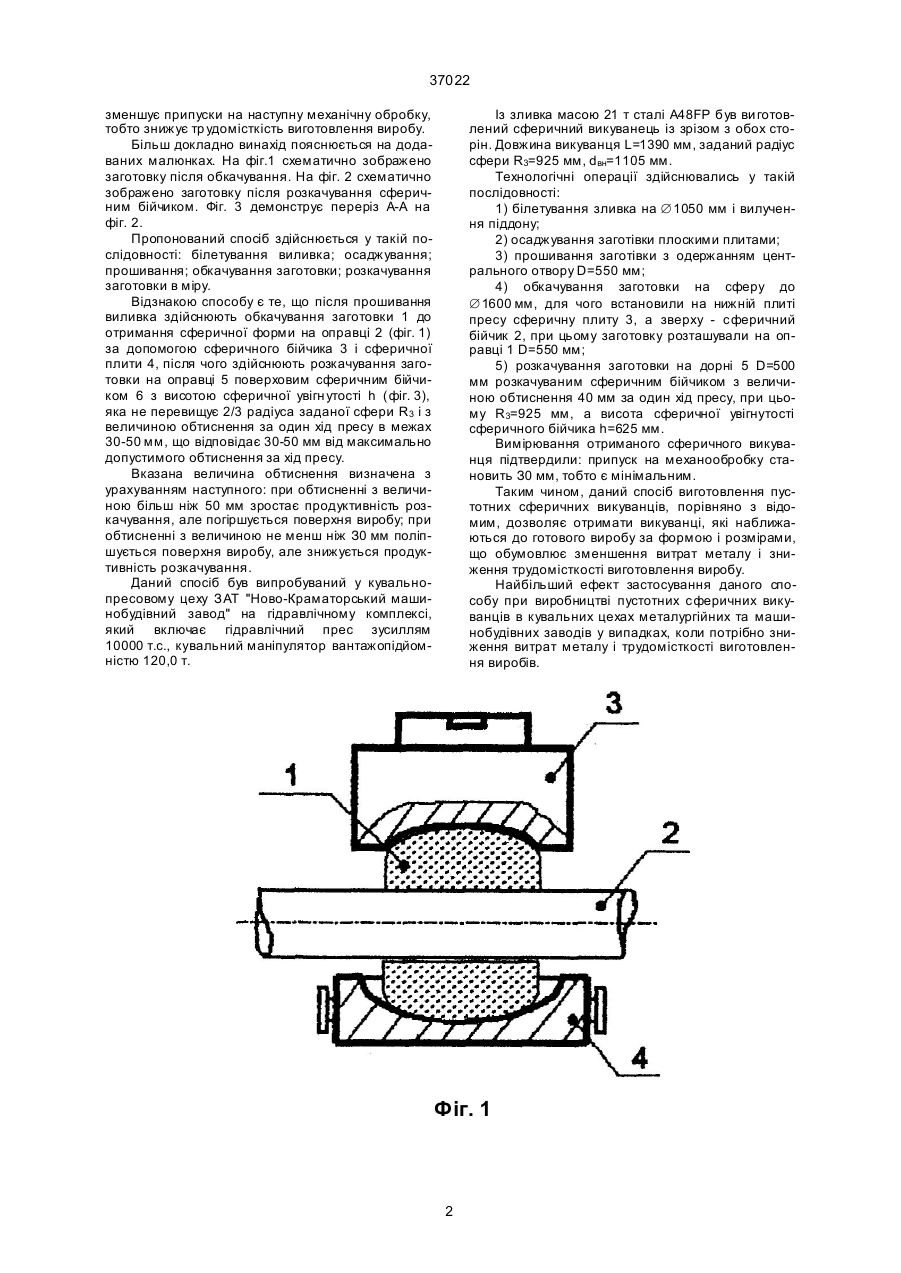
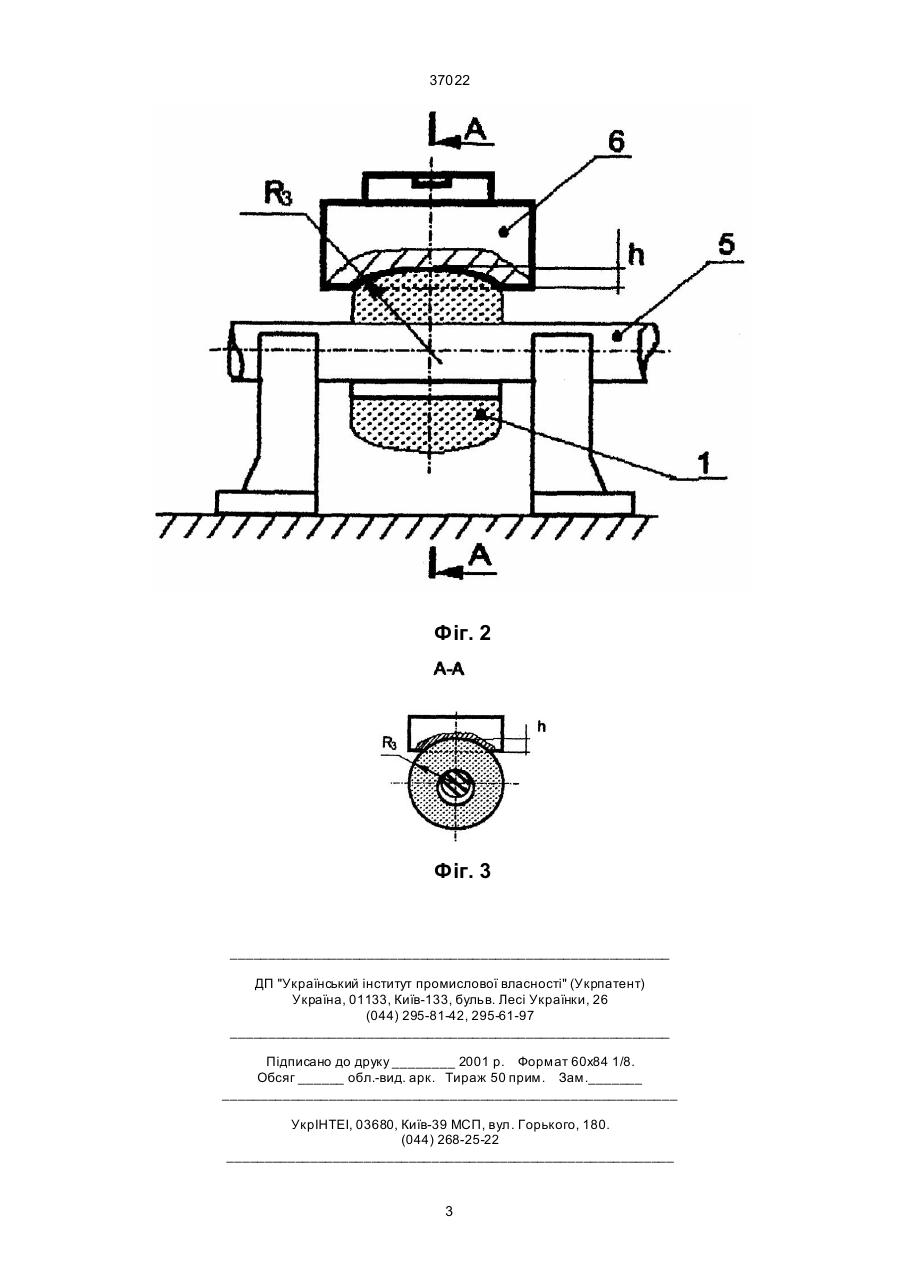
Спосіб виготовлення пустотних сферичних викуванців. що включає білетування виливка, осадження, прошивання і розкачування, який відрізняється тим, що після прошивання виконують обкачування до отримання сферичної форми по зовнішньому діаметру, а розкачування здійснюють сферичним бійчиком з висотою сферичної ввігнутості, яка не перевищує 2/3 радіуса задаваної сфери, і з величиною обтиснення за один хід пресу в межах 30-50 мм. (19) (21) 2000031384 (22) 10.03.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Кальченко Петро Павлович, Олешко Віктор Ми хайлович, Шабанов Володимир Борисович (73) Закрите акціонерне товариство "НовоКраматорський машинобудівний завод" 37022 зменшує припуски на наступну механічну обробку, тобто знижує тр удомісткість виготовлення виробу. Більш докладно винахід пояснюється на додаваних малюнках. На фіг.1 схематично зображено заготовку після обкачування. На фіг. 2 схематично зображено заготовку після розкачування сферичним бійчиком. Фіг. 3 демонструє переріз А-А на фіг. 2. Пропонований спосіб здійснюється у такій послідовності: білетування виливка; осаджування; прошивання; обкачування заготовки; розкачування заготовки в міру. Відзнакою способу є те, що після прошивання виливка здійснюють обкачування заготовки 1 до отримання сферичної форми на оправці 2 (фіг. 1) за допомогою сферичного бійчика 3 і сферичної плити 4, після чого здійснюють розкачування заготовки на оправці 5 поверховим сферичним бійчиком 6 з висотою сферичної увігн утості h (фіг. 3), яка не перевищує 2/3 радіуса заданої сфери R 3 і з величиною обтиснення за один хід пресу в межах 30-50 мм, що відповідає 30-50 мм від максимально допустимого обтиснення за хід пресу. Вказана величина обтиснення визначена з урахуванням наступного: при обтисненні з величиною більш ніж 50 мм зростає продуктивність розкачування, але погіршується поверхня виробу; при обтисненні з величиною не менш ніж З0 мм поліпшується поверхня виробу, але знижується продуктивність розкачування. Даний спосіб був випробуваний у кувальнопресовому цеху ЗАТ "Ново-Краматорський машинобудівний завод" на гідравлічному комплексі, який включає гідравлічний прес зусиллям 10000 т.с., кувальний маніпулятор вантажопідйомністю 120,0 т. Із зливка масою 21 т сталі А48FР був ви готовлений сферичний викуванець із зрізом з обох сторін. Довжина викуванця L=1390 мм, заданий радіус сфери R3=925 мм, dвн=1105 мм. Технологічні операції здійснювались у такій послідовності: 1) білетування зливка на Æ1050 мм і вилучення піддону; 2) осаджування заготівки плоскими плитами; 3) прошивання заготівки з одержанням центрального отвору D=550 мм; 4) обкачування заготовки на сферу до Æ1600 мм, для чого встановили на нижній плиті пресу сферичну плиту 3, а зверху - сферичний бійчик 2, при цьому заготовку розташували на оправці 1 D=550 мм; 5) розкачування заготовки на дорні 5 D=500 мм розкачуваним сферичним бійчиком з величиною обтиснення 40 мм за один хід пресу, при цьому R3=925 мм, а висота сферичної увігнутості сферичного бійчика h=625 мм. Вимірювання отриманого сферичного викуванця підтвердили: припуск на механообробку становить З0 мм, тобто є мінімальним. Таким чином, даний спосіб виготовлення пустотних сферичних викуванців, порівняно з відомим, дозволяє отримати викуванці, які наближаються до готового виробу за формою і розмірами, що обумовлює зменшення витрат металу і зниження трудомісткості виготовлення виробу. Найбільший ефект застосування даного способу при виробництві пустотних сферичних викуванців в кувальних цехах металургійних та машинобудівних заводів у випадках, коли потрібно зниження витрат металу і трудомісткості виготовлення виробів. Фіг. 1 2 37022 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of spherical forgings
Автори англійськоюKalchenko Petro Pavlovych, Oleshko Viktor Mykhailovych, Shabanov Volodymyr Borysovych
Назва патенту російськоюСпособ изготовления полых сферических поковок
Автори російськоюКальченко Петр Павлович, Олешко Виктор Михайлович, Шабанов Владимир Борисович
МПК / Мітки
МПК: B21J 1/04
Мітки: пустотних, спосіб, сферичних, викуванців, виготовлення
Код посилання
<a href="https://ua.patents.su/3-37022-sposib-vigotovlennya-pustotnikh-sferichnikh-vikuvanciv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пустотних сферичних викуванців</a>
Спосіб виготовлення піци
Номер патенту: 35898
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: піци, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення піци, який передбачає процеси виготовлення заготовки з тіста, нанесення на поверхню заготовки начинки з твердого сиру і запікання в печі, який відрізняється тим, що до начинки додають ріпчасту цибулю і плоди оливи при такому співвідношенні компонентів, від загальної маси %:сир твердий 25,3-35,0 ріпчаста цибуля 7,0-9,5консервовані плоди оливи ...
Спосіб виготовлення виробів з оптичних та сцинтиляційних матеріалів
Номер патенту: 29878
Опубліковано: 15.11.2000
Автори: Трохименко Володимир Васильович, Давиденко Микола Іванович
МПК: C30B 35/00
Мітки: спосіб, сцинтиляційних, виготовлення, виробів, матеріалів, оптичних
Формула / Реферат:
1. Спосіб виготовлення виробів із оптичних та сцинтиляційних матеріалів, включаючий різання циліндричної заготовки аксіально її бокової поверхні на оболонки товщиною h, нагрівання оболонки для переведення її в область пластичності і розгортання у виріб, який відрізняється тим, що оболонку вирізають довжиною І, причому І<4pR, де R - радіус оболонки, а розгортають оболонку за допомогою розгортаючого пристрою при цьому перемішують...
Спосіб виготовлення піци
Номер патенту: 35872
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, виготовлення, піци
Текст:
...на 35872 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: виготовлення, гільзи, артилерійської, заготовок, деталей, піддону, спосіб, подібних, інших
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення збірних залізобетонних елементів
Номер патенту: 34113
Опубліковано: 15.02.2001
Автори: Бережна Катерина Вікторівна, Тер-Степанян Еміль Шаваршович, Шмуклер Валерій Семенович
МПК: B28B 5/00
Мітки: виготовлення, збірних, спосіб, елементів, залізобетонних
Текст:
...витрат. З метою виконання поставленої задачі при виготовленні конструкцій застосовуються наджорст кі суміші та форми зі знімними додатковими днищами. Джерела інформації 1. Афанасьев А.А. Бетонные работы. - М.: Высшая школа, 1991. - С. 258-284. Таблиця 1 № партії Фракція щебня (мм) 1 20 2 20 Осідання конуса, см / В/Ц 0-1 0,45 0-1 0,42 Витрати складових матеріалів на 1 м3, кг Кубикова міцність, R, МПА Марка цемента Цемент,кг ...