Спосіб виготовлення великогабаритних бандажів
Номер патенту: 106716
Опубліковано: 10.05.2016
Автори: Різак Павло Іванович, Кальченко Петро Павлович, Маркова Марина Олександрівна

Формула / Реферат
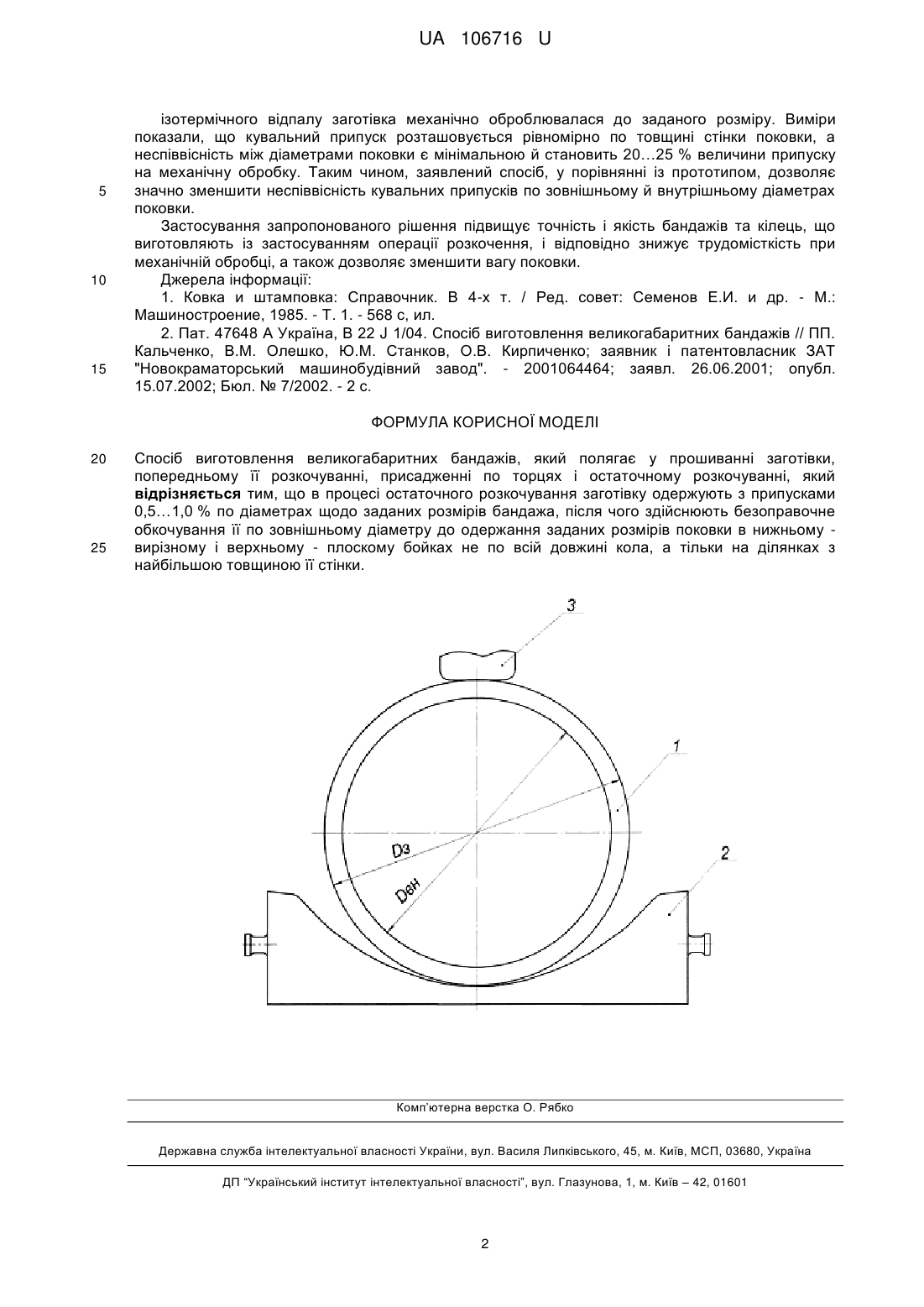
Спосіб виготовлення великогабаритних бандажів, який полягає у прошиванні заготівки, попередньому її розкочуванні, присадженні по торцях і остаточному розкочуванні, який відрізняється тим, що в процесі остаточного розкочування заготівку одержують з припусками 0,5…1,0 % по діаметрах щодо заданих розмірів бандажа, після чого здійснюють безоправочне обкочування її по зовнішньому діаметру до одержання заданих розмірів поковки в нижньому - вирізному і верхньому - плоскому бойках не по всій довжині кола, а тільки на ділянках з найбільшою товщиною її стінки.
Текст
Реферат: Спосіб виготовлення великогабаритних бандажів включає прошивання заготовки, попереднє її розкочуванні, присадження по торцях і остаточне розкочування. В процесі остаточного розкочування заготівку одержують з припусками. Потім здійснюють безоправочне обкочування її по зовнішньому діаметру до одержання заданих розмірів поковки в нижньому - вирізному і верхньому - плоскому бойках не по всій довжині кола, а тільки на ділянках з найбільшою товщиною її стінки. UA 106716 U (54) СПОСІБ ВИГОТОВЛЕННЯ ВЕЛИКОГАБАРИТНИХ БАНДАЖІВ UA 106716 U UA 106716 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана в ковальсько-пресовому виробництві переважно при куванні великогабаритних поковок типу бандажів, обичайок і кілець. Відомий спосіб виготовлення великогабаритних бандажів на оправці плоским бойком, при якому відбувається збільшення діаметрів заготівок за рахунок зменшення товщини їх стінки [1]. Найближчим аналогом є спосіб виготовлення великогабаритних бандажів, який полягає в прошиванні заготівки, попередньому її розкочуванні, присадженні по торцях і остаточному розкочуванні [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є прошивання заготівки, попереднє її розкочування, присадження по торцях і остаточне розкочування. Недоліком відомого способу є низька точність поковок по діаметрах через недосконалість процесів кантування заготівки на заданий кут, оскільки оправка при обертанні силами тертя повертає заготівку, що не гарантує заданого кута повороту перед кожним її обтисненням. Крім того, відомий спосіб не забезпечує рівномірного розташування кувальних припусків по діаметрах поковки, пов'язаних з утворенням еліпсності, прогину й т. п. на її поверхні. У результаті чого поперечний переріз заготівки стає овальним, тобто набуває неправильної форми, що значно знижує точність виробів. В основу корисної моделі поставлена задача вдосконалення відомого способу, що забезпечує підвищення точності і якості поковок, які розкочують, за рахунок максимального зменшення неспіввісності кувальних припусків по зовнішньому й внутрішньому діаметрах, а також усунення еліпсності й прогину на їхній поверхні. Поставлена задача вирішується тим, що спосіб виготовлення великогабаритних бандажів полягає у прошиванні заготівки, попередньому її розкочуванні, присадженні по торцях і остаточному розкочуванні, згідно з корисною моделлю, в процесі остаточного розкочування заготівку одержують з припусками 0,5…1,0 % по діаметрах щодо заданих розмірів бандажа, після чого здійснюють безоправочне обкочування її по зовнішньому діаметру до одержання заданих розмірів поковки в нижньому - вирізному і верхньому - плоскому бойках не по всій довжині кола, а тільки на ділянках з найбільшою товщиною її стінки. Суть корисної моделі пояснюється кресленням, на якому зображена схема безоправочного обкатування заготівки по зовнішньому діаметру в нижньому - вирізному і верхньому - плоскому бойках. Спосіб здійснюється таким чином. Прошиту заготівку 1 попередньо розкочують, присаджують по торцях і остаточно розкочують із припусками 0,5…1,0 % по діаметрах щодо заданих розмірів виробу. Після чого здійснюють безоправочне обкочування її по зовнішньому діаметру невеликими обтисненнями до одержання заданих розмірів поковки в нижньому - вирізному 2 і верхньому - плоскому 3 бойках, де більш надійно фіксується форма й розміри діаметрів поковки, усуваючи при цьому остаточні нерівності по зовнішньому діаметру з одночасним заковуванням металу по внутрішньому діаметру до гладкої поверхні поковки й доведення її до заданих розмірів. При цьому заготівку перекочують не по всій довжині кола, а тільки на ділянках з найбільшою товщиною стінки. У процесі остаточного розкочування відбувається вирівнювання неспіввісності кувальних припусків по діаметрах поковки, одночасно усувається еліпсність, прогин й т. п. Зазначена величина припусків на стадії остаточного розкочування заготівки визначена з урахуванням того що: при розкочуванні поковок із висотою Н=600…800 мм і зовнішнім діаметром D33000 мм припуск щодо зовнішнього її діаметра доцільно призначати 0,5 %; при розкочуванні високих поковок Н=800…2500 мм і зовнішнім діаметром D3=3000…5000 мм припуск щодо зовнішнього її діаметра доцільно призначати 1,0 %. Заявлений спосіб був випробуваний у ковальсько-пресовому цеху на гідравлічному пресі зі злитка масою 39000 кг сталі 45ХНМ при виготовленні бандажа із заданими розмірами: D3=4340 = мм; DВН 3760 мм і Н=820 мм. Технологічний процес кування бандажа проводився в наступній послідовності: білетування злитка на Ø1290 мм і вирубка заготівки довжиною 2780 мм; осадження заготівки до Ø2500 мм і висоти 700 мм; прошивання отвору пустотілим прошивнем Ø700/400 мм; попереднє розкочування до Ø3-2800 мм; присадження заготівки до висоти 800 мм; остаточне розкочування до D3=4380 мм і DВН=3800 мм; = обкатування до поковочних розмірів: D3=4350 мм; DВН 3750 мм і Н=825 мм. Після кування заготівку відправили в термічний відділ на ізотермічний відпал. Після 1 UA 106716 U 5 10 15 ізотермічного відпалу заготівка механічно оброблювалася до заданого розміру. Виміри показали, що кувальний припуск розташовується рівномірно по товщині стінки поковки, а неспіввісність між діаметрами поковки є мінімальною й становить 20…25 % величини припуску на механічну обробку. Таким чином, заявлений спосіб, у порівнянні із прототипом, дозволяє значно зменшити неспіввісність кувальних припусків по зовнішньому й внутрішньому діаметрах поковки. Застосування запропонованого рішення підвищує точність і якість бандажів та кілець, що виготовляють із застосуванням операції розкочення, і відповідно знижує трудомісткість при механічній обробці, а також дозволяє зменшити вагу поковки. Джерела інформації: 1. Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Семенов Е.И. и др. - М.: Машиностроение, 1985. - Т. 1. - 568 с, ил. 2. Пат. 47648 А Україна, В 22 J 1/04. Спосіб виготовлення великогабаритних бандажів // ПП. Кальченко, В.М. Олешко, Ю.М. Станков, О.В. Кирпиченко; заявник і патентовласник ЗАТ "Новокраматорський машинобудівний завод". - 2001064464; заявл. 26.06.2001; опубл. 15.07.2002; Бюл. № 7/2002. - 2 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб виготовлення великогабаритних бандажів, який полягає у прошиванні заготівки, попередньому її розкочуванні, присадженні по торцях і остаточному розкочуванні, який відрізняється тим, що в процесі остаточного розкочування заготівку одержують з припусками 0,5…1,0 % по діаметрах щодо заданих розмірів бандажа, після чого здійснюють безоправочне обкочування її по зовнішньому діаметру до одержання заданих розмірів поковки в нижньому вирізному і верхньому - плоскому бойках не по всій довжині кола, а тільки на ділянках з найбільшою товщиною її стінки. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing large-sized bandages
Автори англійськоюKalchenko Petro Pavlovych, Markova Maryna Oleksandrivna, Rizak Pavlo Petrovych
Назва патенту російськоюСпособ изготовления крупногабаритных бандажей
Автори російськоюКальченко Петр Павлович, Маркова Марина Александровна, Ризак Павел Иванович
МПК / Мітки
МПК: B21J 1/04
Мітки: великогабаритних, бандажів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-106716-sposib-vigotovlennya-velikogabaritnikh-bandazhiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великогабаритних бандажів</a>
Спосіб виготовлення великогабаритних бандажів
Номер патенту: 47648
Опубліковано: 15.07.2002
Автори: Станков Юрій Миколаєвич, Кальченко Петро Павлович, Олешко Віктор Михайлович, Кирпиченко Александр Вікторович
МПК: B21J 1/04
Мітки: спосіб, великогабаритних, виготовлення, бандажів
Формула / Реферат:
Спосіб виготовлення великогабаритних бандажів, при якому після прошивання заготівки проводять її попереднє обкачування, потім її присаджують по торцях і проводять залишкове обкачування, який відрізняється тим, що попереднє обкачування заготівки ведуть до 0,85-0,9 зовнішнього діаметра бандажа, а залишкове - при температурі нагрівання металу під кування у останньому виносі 1000-1050°С.
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу
Номер патенту: 45553
Опубліковано: 10.11.2009
Автори: Трегубов Микола Федорович, Чаловський Михайло Федорович, Зінченко Станіслав Володимирович, Крючкова Євгенія Григорівна
МПК: C03C 10/00, C04B 35/18
Мітки: складної, літійалюмосилікатного, виробів, виготовлення, великогабаритних, форми, спосіб, сіталу
Формула / Реферат:
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу, який полягає в подрібненні матеріалу мокрим способом, формуванні виробів методом шлікерного литва в пористі гіпсові форми та термообробці, який відрізняється тим, що формування заготовок виконується свіжоприготовленим шлікером зі щільністю 1,8...1,9 г/см3, вологістю 18...20 %, тониною помолу 1...5,5 %, в'язкістю 10...20 сек., витримується у формі до...
Спосіб виготовлення металовиробу для з’єднання великогабаритних деталей
Номер патенту: 27209
Опубліковано: 25.10.2007
Автори: Бакум Микола Васильович, Нікітіна Олена Станіславівна, Бакум Наталія Миколаївна, Нікітін Станіслав Петрович
МПК: F16B 35/00
Мітки: виготовлення, деталей, металовиробу, з'єднання, спосіб, великогабаритних
Формула / Реферат:
Спосіб виготовлення металовиробу для з'єднання великогабаритних деталей, який включає виготовлення головки, робочої частини з різьбою та циліндричного хвостовика, який відрізняється тим, що хвостовик металовиробу профілюють під інструмент, яким утримують металовиріб при монтажі.
Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, виготовлення, заготовок, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який...
Сплав для виготовлення великогабаритних лопаток газових турбін
Номер патенту: 48317
Опубліковано: 15.08.2002
Автори: Скляревська Вікторія Миколаївна, Санчугов Євгеній Львович, Гайдук Ганна Валентинівна, Андрієнко Анатолій Георгійович, Петрик Ігор Андрійович, Коваль Анатолій Данилович, Шмирко Віра Іванівна, Михайлов Сергій Борисович, Гайдук Сергій Валентинович
МПК: C22C 19/03, C22C 19/05
Мітки: газових, лопаток, турбін, сплав, виготовлення, великогабаритних
Формула / Реферат:
Сплав для виготовлення великогабаритних лопаток газових турбін на основі нікелю, що містить вуглець, хром, алюміній, титан, вольфрам, молібден, ніобій, марганець, залізо, цирконій, бор, кремній, який відрізняється тим, що сплав містить вказані компоненти в такому співвідношенні, мас. %: вуглець 0,10 - 0,20 хром 14,0 -18,0 алюміній 1,0-1,5 ...
Попередній патент: Спосіб кування дисків
Наступний патент: Спосіб виготовлення порожнистих сферичних поковок
Випадковий патент: Спосіб прогнозування розвитку остеопорозу у хворих на системний червоний вовчак