Спосіб виготовлення фактурного декоративного скла
Номер патенту: 107714
Опубліковано: 24.06.2016
Автори: Паничевський Ігор Васильович, Хахалкін Олександр Васильович, Хахалкіна Альона Олександрівна

Формула / Реферат
Спосіб виготовлення фактурного декоративного скла, який включає виготовлення форми, укладення на під печі подрібненого вогнетривкого матеріалу, фрагментів композиції, а потім листового скла і нанесення покриття, який відрізняється тим, що металеві частини форми попередньо захищають обмазкою на засаді вогнетривкого матеріалу, як вогнетривкий матеріал, що засипають на під печі, використовують теплоізоляційні вогнетривкі матеріали фракцій 3-60 мм, а фрагменти композиції являють собою металевий дріт, змішаний з вапном, потім здійснюється нанесення спеціального порошку на поверхню теплоізоляційного матеріалу та декоративних фрагментів для захисту від припікання, покриття на скло наносять методом хімічної металізації або мультидуговим методом з іонною очисткою із металів Ag, Ni, Zr, Ті, Αl в суміші з оксидами та елементоорганічними речовинами, випал виробів проводять за режимом: максимальна температура 630-975 °С, підйом температури зі швидкістю 25 °С/хв., витримка 5-10 хв, при 550-600 °С, охолодження від максимальної температури до 300 °C зі швидкістю 15 °С, нижче 300 °С - 3 °С/хв., відпал виробів відсутній.
Текст
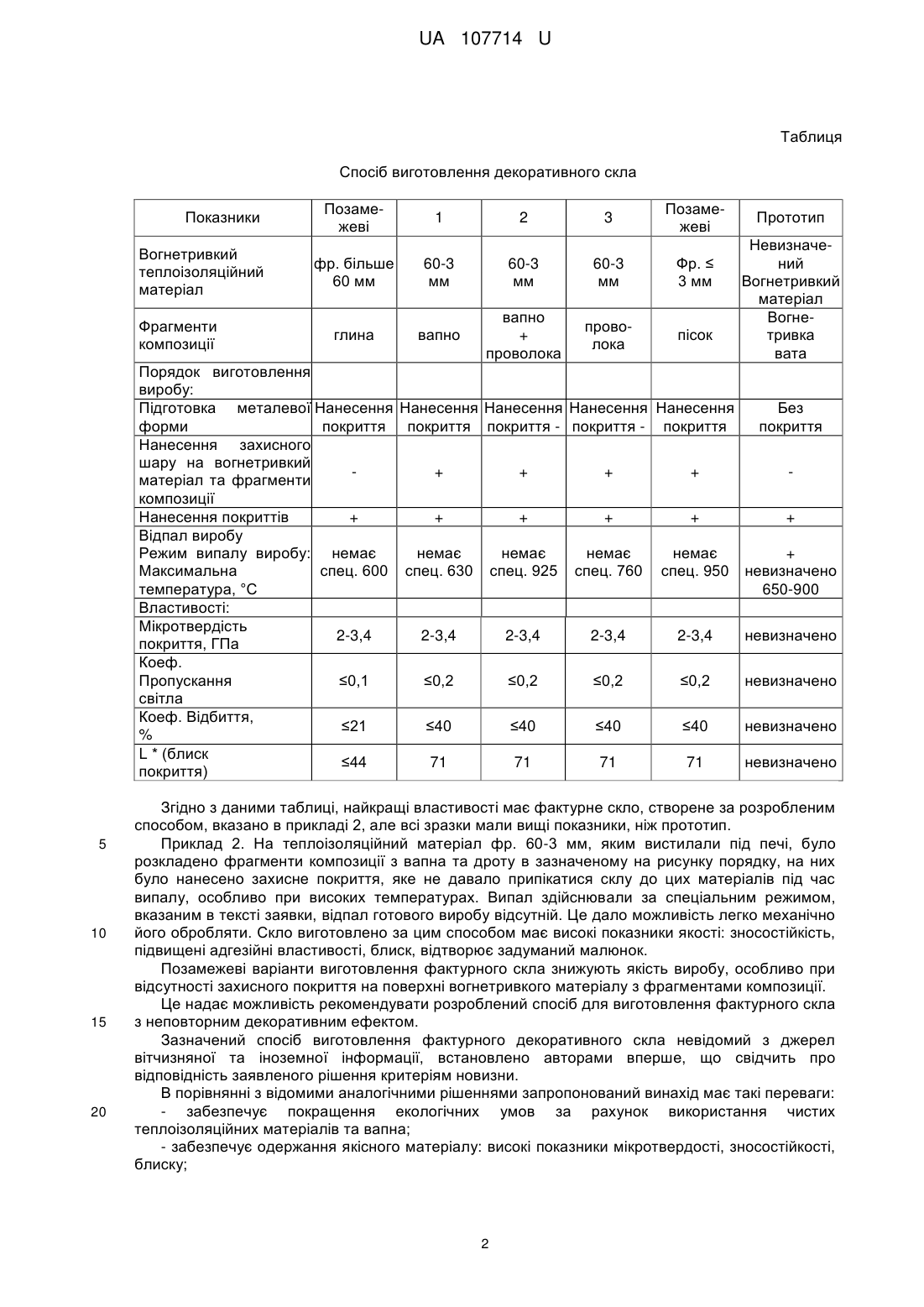
Реферат: Спосіб виготовлення фактурного декоративного скла включає виготовлення форми, укладення на під печі подрібненого вогнетривкого матеріалу, фрагментів композиції, а потім листового скла і нанесення покриття. Металеві частини форми попередньо захищають обмазкою на засаді вогнетривкого матеріалу. Як вогнетривкий матеріал, що засипають на під печі, використовують теплоізоляційні вогнетривкі матеріали фракцій 3-60 мм, а фрагменти композиції являють собою металевий дріт, змішаний з вапном. Потім здійснюється нанесення спеціального порошку на поверхню теплоізоляційного матеріалу та декоративних фрагментів для захисту від припікання. Покриття на скло наносять методом хімічної металізації або мультидуговим методом з іонною очисткою із металів Ag, Ni, Zr, Ті, Αl в суміші з оксидами та елементоорганічними речовинами. Випал виробів проводять за режимом: максимальна температура 630-975 °С, підйом температури зі швидкістю 25 °С/хв., витримка 5-10 хв, при 550600 °С, охолодження від максимальної температури до 300 °C зі швидкістю 15 °С, нижче 300 °С - 3 °С/хв. UA 107714 U (12) UA 107714 U UA 107714 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель, що пропонується, належить до області тугоплавких неметалічних та силікатних матеріалів, а саме до способів виробництва скла. Може бути використана для виготовлення різного фактурного скла, в тому числі, декоративних рам для дзеркал, облицювальної плитки, елементів вітражів, елементів шаф-купе, виготовлення посуду тощо. Близьким за технічною суттю та призначенням є спосіб виготовлення декоративного скла [1], що включає виготовлення форми, укладання листового скла на підготовлену форму, нагрівання скла і форми та відпал виробу. Недоліком аналога є те, що при поліруванні як форму використовують незахищену металеву опорну поверхню, що призводить до виникнення дефектів на її поверхні і це викликає необхідність виготовлення нових металічних пластин для кожного нового дзеркального виробу, що економічно невигідно і потребує підвищення матеріальних та трудових затрат. Найбільш близьким за технічною суттю та призначенням є спосіб виготовлення декоративного скла [2], який теж включає виготовлення форми, укладання на під печі подрібненого вогнетривкого матеріалу, укладання на цю поверхню спочатку фрагментів композиції, а потім листового скла повітряною або олов'яною стороною догори, відпал виробу, а потім нанесення покриття. Основним недоліком прототипу є невизначеність використаного вогнетривкого матеріалу та величина його шару, що насипається на під печі, від чого залежить декоративний ефект на отриманому виробі. Також недоліком прототипу є відсутність використання розділюючого порошку для захисту від припікання скла до вогнетривкого матеріалу, що збільшує час на очистку та впливає на якість декоративного ефекту. Крім цього, не вказано параметри відпалу, від яких залежить ефективність механічної обробки виробу та художній стан поверхні. Задача корисної моделі полягає в тому, щоб підвищити ефективність одержання декоративного ефекту на поверхні виробу, зменшити затрати виробництва та удосконалити спосіб одержання виробів з підвищеною тріщиностійкістю. Виконання задачі забезпечується тим, що в рішенні, що пропонується і включає виготовлення форми, укладення на під печі подрібненого вогнетривкого матеріалу, фрагментів композиції, а потім листового скла і нанесення покриття, і відрізняється тим, що металеві частини форми попередньо захищають обмазкою на засаді вогнетривкого матеріалу. Як вогнетривкий матеріал, що засипають на під печі, використовують теплоізоляційні вогнетривкі матеріали фракцій 3-60 мм, а фрагменти композиції являють собою металевий дріт, захищену теплоізоляційним матеріалом, потім здійснюється нанесення спеціального порошку на поверхню теплоізоляційного матеріалу та декоративних фрагментів для захисту від припікання. Покриття на скло наносять мультидуговим методом з іонною очисткою із металів Ag, Ni, Zr, Ті, Αl в суміші з оксидами та елементоорганічними речовинами, випал виробів проводять за режимом: максимальна температура 630-975 °C, підйом температури зі швидкістю 25 °C /хв., витримка 5-10 хв., при 550-600 °C, охолодження від максимальної температури до 300 °C зі швидкістю 15 °C, нижче 300 °C - 3 °C /хв., відпал виробів відсутній. Позитивний результат забезпечується тим, що використання подрібненого до фр. 3-60 мм теплоізоляційного матеріалу, наявність металевого дроту, на які наноситься покриття із спеціального порошку, забезпечує високі декоративні властивості виробу при відсутності припікання скла до фрагментів композиції та теплоізоляційного матеріалу, яким викладена форма. В способі, що пропонується, відсутній відпал виробу після одержання фактурного ефекту, що забезпечує можливість легкої механічної обробки виробу та заощаджує витрати енергії. В способі, що пропонується, металеві покриття наносять методом хімічної металізації (без вакууму), що сприяє одержанню підвищеної блискучості. Дзеркальне покриття одержують мультидуговим методом з іонною очисткою, що сприяє підвищенню твердості, корозійної стійкості, адгезійних властивостей скла та покращує його декоративні якості, блискучість, відтворює задуманий малюнок. Захисні шари наносяться краскою або лаком. В результаті використання запропонованого способу виготовлення фактурного декоративного скла завдяки використанню як вогнетривкого матеріалу, яким покривається під печі, теплоізоляційного матерілу фракцій 3-60 мм та фрагментів композиції у вигляді кусків вапна та металевого дроту, що перемішуються, відсутності відпалу виробів, але шляхом використання спеціального режиму випалу досягається значний декоративний ефект, економляться ресурси матеріальні та енергетичні. Конкретні приклади виготовлення флюсу вказано в таблиці. 1 UA 107714 U Таблиця Спосіб виготовлення декоративного скла Показники Вогнетривкий теплоізоляційний матеріал Фрагменти композиції Позамежеві 1 2 3 Позамежеві фр. більше 60 мм 60-3 мм 60-3 мм 60-3 мм Фр. ≤ 3 мм глина вапно вапно + проволока проволока пісок Порядок виготовлення виробу: Підготовка металевої Нанесення Нанесення Нанесення Нанесення Нанесення форми покриття покриття покриття - покриття - покриття Нанесення захисного шару на вогнетривкий + + + + матеріал та фрагменти композиції Нанесення покриттів + + + + + Відпал виробу Режим випалу виробу: немає немає немає немає немає Максимальна спец. 600 спец. 630 спец. 925 спец. 760 спец. 950 температура, °C Властивості: Мікротвердість 2-3,4 2-3,4 2-3,4 2-3,4 2-3,4 покриття, ГПа Коеф. Пропускання ≤0,1 ≤0,2 ≤0,2 ≤0,2 ≤0,2 світла Коеф. Відбиття, ≤21 ≤40 ≤40 ≤40 ≤40 % L * (блиск ≤44 71 71 71 71 покриття) 5 10 15 20 Прототип Невизначений Вогнетривкий матеріал Вогнетривка вата Без покриття + + невизначено 650-900 невизначено невизначено невизначено невизначено Згідно з даними таблиці, найкращі властивості має фактурне скло, створене за розробленим способом, вказано в прикладі 2, але всі зразки мали вищі показники, ніж прототип. Приклад 2. На теплоізоляційний матеріал фр. 60-3 мм, яким вистилали під печі, було розкладено фрагменти композиції з вапна та дроту в зазначеному на рисунку порядку, на них було нанесено захисне покриття, яке не давало припікатися склу до цих матеріалів під час випалу, особливо при високих температурах. Випал здійснювали за спеціальним режимом, вказаним в тексті заявки, відпал готового виробу відсутній. Це дало можливість легко механічно його обробляти. Скло виготовлено за цим способом має високі показники якості: зносостійкість, підвищені адгезійні властивості, блиск, відтворює задуманий малюнок. Позамежеві варіанти виготовлення фактурного скла знижують якість виробу, особливо при відсутності захисного покриття на поверхні вогнетривкого матеріалу з фрагментами композиції. Це надає можливість рекомендувати розроблений спосіб для виготовлення фактурного скла з неповторним декоративним ефектом. Зазначений спосіб виготовлення фактурного декоративного скла невідомий з джерел вітчизняної та іноземної інформації, встановлено авторами вперше, що свідчить про відповідність заявленого рішення критеріям новизни. В порівнянні з відомими аналогічними рішеннями запропонований винахід має такі переваги: - забезпечує покращення екологічних умов за рахунок використання чистих теплоізоляційних матеріалів та вапна; - забезпечує одержання якісного матеріалу: високі показники мікротвердості, зносостійкості, блиску; 2 UA 107714 U - забезпечує відсутність припікання скла до вогнетривкого матеріалу та фрагментів композиції, що спрощує очистку готового виробу після випалу; - забезпечує економію електроенергії на виробництво виробу. 5 Джерела інформації: 1. А.С. СССР № 676569 С03В23/02, БИ № 28, 1979. 2. Патент на корисну модель № 101310 U, C03C 17/06,…БИ № 17, 2015. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 Спосіб виготовлення фактурного декоративного скла, який включає виготовлення форми, укладення на під печі подрібненого вогнетривкого матеріалу, фрагментів композиції, а потім листового скла і нанесення покриття, який відрізняється тим, що металеві частини форми попередньо захищають обмазкою назасаді вогнетривкого матеріалу, як вогнетривкий матеріал, що засипають на під печі, використовують теплоізоляційні вогнетривкі матеріали фракцій 3-60 мм, а фрагменти композиції являють собою металевий дріт, змішаний з вапном, потім здійснюється нанесення спеціального порошку на поверхню теплоізоляційного матеріалу та декоративних фрагментів для захисту від припікання, покриття на скло наносять методом хімічної металізації або мультидуговим методом з іонною очисткою із металів Ag, Ni, Zr, Ті, Αl в суміші з оксидами та елементоорганічними речовинами, випал виробів проводять за режимом: максимальна температура 630-975 °С, підйом температури зі швидкістю 25 °С/хв., витримка 510 хв, при 550-600 °С, охолодження від максимальної температури до 300 °C зі швидкістю 15 °С, нижче 300 °С - 3 °С/хв., відпал виробів відсутній. 25 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C03C 17/06
Мітки: декоративного, виготовлення, скла, спосіб, фактурного
Код посилання
<a href="https://ua.patents.su/5-107714-sposib-vigotovlennya-fakturnogo-dekorativnogo-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фактурного декоративного скла</a>
Спосіб виготовлення декоративного скла
Номер патенту: 101310
Опубліковано: 10.09.2015
Автори: Фомічов Сергій Костянтинович, Бабіченко Аркадій Вікторович, Фомічов Ігор Костянтинович
МПК: C03C 17/23, C03C 17/06
Мітки: спосіб, виготовлення, скла, декоративного
Формула / Реферат:
1. Спосіб виготовлення декоративного скла, що включає виготовлення форми, укладання листового скла на підготовлену форму, нагрівання скла і форми та відпал виробу, який відрізняється тим, що форму виготовляють наступним чином: укладають на під печі подрібнений вогнетривкий матеріал, вирівнюють отриману поверхню в горизонтальній площині та на отриману поверхню укладають фрагменти композиції, листове скло на підготовлену форму укладають...
Спосіб виготовлення декоративного скла
Номер патенту: 84231
Опубліковано: 10.10.2013
Автори: Фомічов Сергій Костянтинович, Фомічов Ігор Костянтинович, Бабіченко Аркадій Вікторович
МПК: C03C 17/23, C03C 17/06
Мітки: спосіб, виготовлення, декоративного, скла
Формула / Реферат:
1. Спосіб виготовлення декоративного скла, який включає виготовлення форми, укладку листового скла на підготовлену форму, нагрів скла і форми та відпал виробу, який відрізняється тим, що форму виготовляють наступним чином: укладають на під печі подрібнений вогнетривкий матеріал, вирівнюють отриману поверхню в горизонтальній площині та на отриману поверхню укладають фрагменти композиції, листове скло на підготовлену форму укладають повітряною...
Спосіб виготовлення декоративного скла
Номер патенту: 96797
Опубліковано: 10.02.2015
Автор: Нечитайло Святослав Ігорович
МПК: C03B 9/31, C03B 37/00
Мітки: спосіб, скла, виготовлення, декоративного
Формула / Реферат:
1. Спосіб виготовлення декоративного скла, який включає виготовлення шихти, варку скломаси, стулку, вироблення виробу, відпал, який відрізняється тим, що у скломасу, що рухається в каналі живильника, додають реагент у формі порошку, який рівномірно розподіляється в скломасі та в результаті його розкладання утворюється вуглекислий газ, що формує декоративну бульбашку.2. Спосіб виготовлення декоративного скла за п. 1, який відрізняється...
Спосіб отримання декоративного зображення на поверхні скла
Номер патенту: 58515
Опубліковано: 11.04.2011
Автори: Єгоров Максим, Бегунов Анатолій Анатолійович
МПК: C03C 19/00, B24C 1/00, C03C 17/00
Мітки: поверхні, зображення, отримання, декоративного, скла, спосіб
Формула / Реферат:
1. Спосіб отримання декоративного зображення на поверхні скла, що передбачає матування однієї поверхні скла і нанесення трафарету з відповідним малюнком на глянсову поверхню скла, який відрізняється тим, що малюнок піддають піскоструминній обробці доти, поки глибина малюнка не досягне 0,1-1 мм, потім малюнок забарвлюють, сушать, знімають трафарет і на окремі частини забарвленого малюнка наклеюють накладні декоративні елементи.2. Спосіб...
Спосіб виготовлення декоративного покриття деревних матеріалів
Номер патенту: 36577
Опубліковано: 27.10.2008
Автори: Стефанів Володимир Михайлович, Мартенюк Віктор Миколайович, Грод Михайло Степанович
МПК: B44C 1/00, A47B 97/00
Мітки: покриття, матеріалів, спосіб, деревних, виготовлення, декоративного
Формула / Реферат:
1. Спосіб виготовлення декоративного покриття деревних матеріалів, що включає нанесення клею на базову основу, накладання на його поверхню окремо виготовленого і зібраного облицювального матеріалу і декоративного елемента інкрустації з подальшим гарячим пресуванням пакета, який відрізняється тим, що як матеріал для облицювання та інкрустації поверхні використовується полівінілхлоридна плівка (ПВХ).2. Спосіб за п. 1, який відрізняється...
Попередній патент: Спосіб отримання імунного електрохімічного біосенсора для реєстрації антигенів патогенних мікроорганізмів
Випадковий патент: Технологічна лінія для виготовлення цементу