Спосіб комплексного поверхневого зміцнення сталей
Номер патенту: 108180
Опубліковано: 25.03.2015
Автори: Караваєва Наталя Євгеніївна, Чейлях Олександр Петрович, Чейлях Ян Олександрович


Формула / Реферат
Спосіб комплексного поверхневого зміцнення сталей, що включає цементацію, який відрізняється тим, що після цементації здійснюють плазмовий нагрів при температурі 1000-1400 °C зі швидкістю переміщення плазмотрону V=40-70 см/хв.
Текст
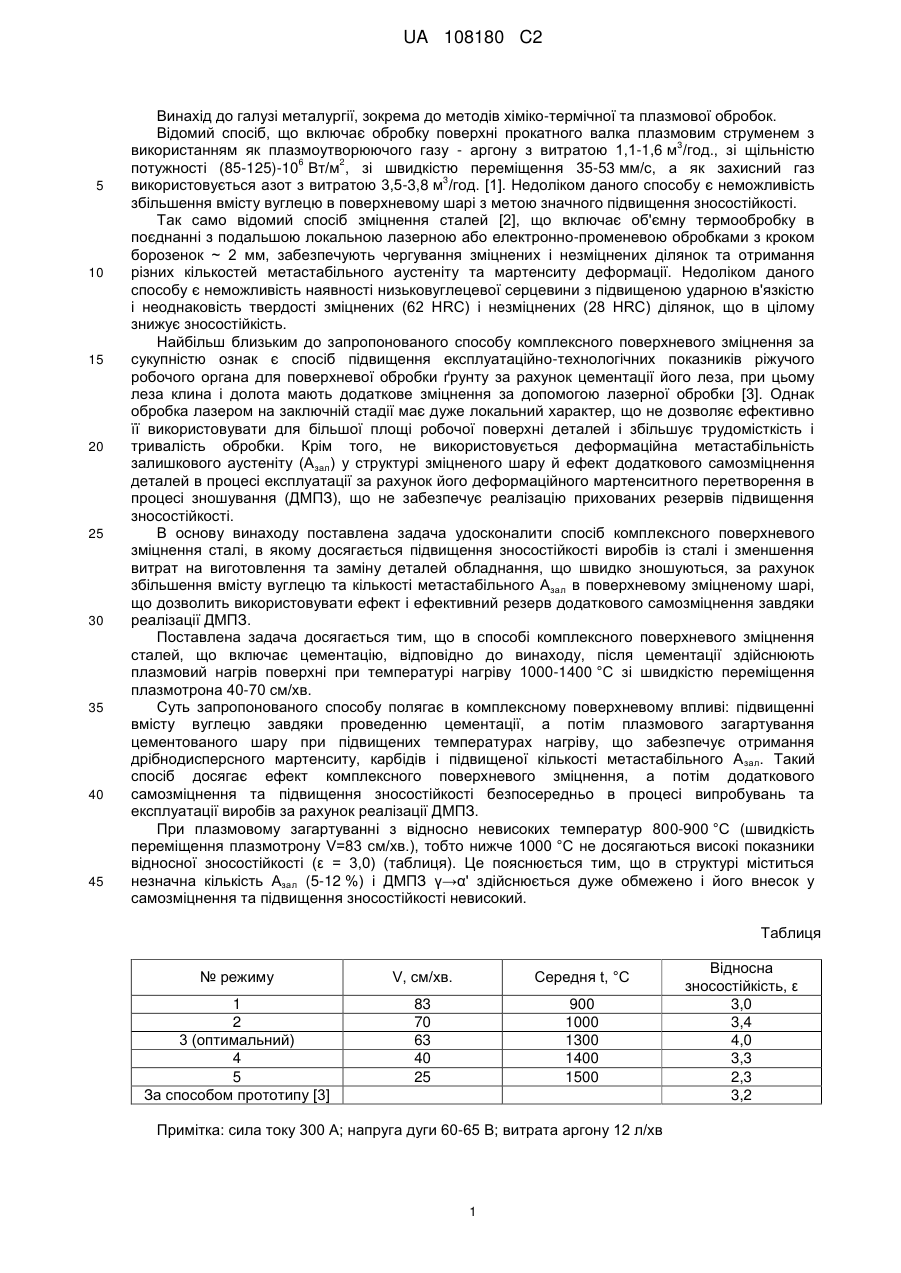
Реферат: Винахід належить до металургії, зокрема до методів хіміко-термічної та плазмової обробок. Спосіб передбачає цементацію сталей, після якої здійснюють плазмовий нагрів при температурі 1000-1400 °C і швидкості переміщення плазмотрона V=40-70 см/хв. Запропонований режим дозволяє отримати необхідну технологічну глибину зміцненого шару мікротвердістю 8700-10500 МПа, і підвищити відносну зносостійкість в 1,25-1,5 рази. UA 108180 C2 (12) UA 108180 C2 UA 108180 C2 5 10 15 20 25 30 35 40 45 Винахід до галузі металургії, зокрема до методів хіміко-термічної та плазмової обробок. Відомий спосіб, що включає обробку поверхні прокатного валка плазмовим струменем з 3 використанням як плазмоутворюючого газу - аргону з витратою 1,1-1,6 м /год., зі щільністю 6 2 потужності (85-125)-10 Вт/м , зі швидкістю переміщення 35-53 мм/с, а як захисний газ 3 використовується азот з витратою 3,5-3,8 м /год. [1]. Недоліком даного способу є неможливість збільшення вмісту вуглецю в поверхневому шарі з метою значного підвищення зносостійкості. Так само відомий спосіб зміцнення сталей [2], що включає об'ємну термообробку в поєднанні з подальшою локальною лазерною або електронно-променевою обробками з кроком борозенок ~ 2 мм, забезпечують чергування зміцнених і незміцнених ділянок та отримання різних кількостей метастабільного аустеніту та мартенситу деформації. Недоліком даного способу є неможливість наявності низьковуглецевої серцевини з підвищеною ударною в'язкістю і неоднаковість твердості зміцнених (62 HRC) і незміцнених (28 HRC) ділянок, що в цілому знижує зносостійкість. Найбільш близьким до запропонованого способу комплексного поверхневого зміцнення за сукупністю ознак є спосіб підвищення експлуатаційно-технологічних показників ріжучого робочого органа для поверхневої обробки ґрунту за рахунок цементації його леза, при цьому леза клина і долота мають додаткове зміцнення за допомогою лазерної обробки [3]. Однак обробка лазером на заключній стадії має дуже локальний характер, що не дозволяє ефективно її використовувати для більшої площі робочої поверхні деталей і збільшує трудомісткість і тривалість обробки. Крім того, не використовується деформаційна метастабільність залишкового аустеніту (Азал) у структурі зміцненого шару й ефект додаткового самозміцнення деталей в процесі експлуатації за рахунок його деформаційного мартенситного перетворення в процесі зношування (ДМПЗ), що не забезпечує реалізацію прихованих резервів підвищення зносостійкості. В основу винаходу поставлена задача удосконалити спосіб комплексного поверхневого зміцнення сталі, в якому досягається підвищення зносостійкості виробів із сталі і зменшення витрат на виготовлення та заміну деталей обладнання, що швидко зношуються, за рахунок збільшення вмісту вуглецю та кількості метастабільного Азал в поверхневому зміцненому шарі, що дозволить використовувати ефект і ефективний резерв додаткового самозміцнення завдяки реалізації ДМПЗ. Поставлена задача досягається тим, що в способі комплексного поверхневого зміцнення сталей, що включає цементацію, відповідно до винаходу, після цементації здійснюють плазмовий нагрів поверхні при температурі нагріву 1000-1400 °C зі швидкістю переміщення плазмотрона 40-70 см/хв. Суть запропонованого способу полягає в комплексному поверхневому впливі: підвищенні вмісту вуглецю завдяки проведенню цементації, а потім плазмового загартування цементованого шару при підвищених температурах нагріву, що забезпечує отримання дрібнодисперсного мартенситу, карбідів і підвищеної кількості метастабільного А зал. Такий спосіб досягає ефект комплексного поверхневого зміцнення, а потім додаткового самозміцнення та підвищення зносостійкості безпосередньо в процесі випробувань та експлуатації виробів за рахунок реалізації ДМПЗ. При плазмовому загартуванні з відносно невисоких температур 800-900 °C (швидкість переміщення плазмотрону V=83 см/хв.), тобто нижче 1000 °C не досягаються високі показники відносної зносостійкості (ε = 3,0) (таблиця). Це пояснюється тим, що в структурі міститься незначна кількість Азал (5-12 %) і ДМПЗ γ→α' здійснюється дуже обмежено і його внесок у самозміцнення та підвищення зносостійкості невисокий. Таблиця № режиму V, см/хв. Середня t, °C 1 2 3 (оптимальний) 4 5 За способом прототипу [3] 83 70 63 40 25 900 1000 1300 1400 1500 Примітка: сила току 300 А; напруга дуги 60-65 В; витрата аргону 12 л/хв 1 Відносна зносостійкість, ε 3,0 3,4 4,0 3,3 2,3 3,2 UA 108180 C2 5 10 15 20 25 30 35 40 45 50 55 Після плазмового загартування з нагрівом в інтервалі температур ≈1200-1300 °C (V=63 см/хв.) у цементованому шарі крім мартенситу і карбідів цементитного типу утворюється значно більша кількість метастабільного Азал (40-50 %), ніж після загальноприйнятого загартування цементованих сталей з температури 780-800 °C, коли на поверхні досягається дуже висока мікротвердість Н◊0,98≈8700-10500 МПа. Зносостійкість в умовах сухого тертя - ковзання метал по металу зразків ε = 4,0 (таблиця), що в ≈1,5 рази вище, ніж після звичайного загартування з пічним нагріванням. Це можна пояснити формуванням метастабільної аустенітно-мартенситокарбідної структури. Додатковий, і дуже значний, внесок у зміцнення і підвищення зносостійкості в цьому випадку вносить ДМПЗ γ→α'. Це перетворення супроводжується додатковим самозміцненням тонкого поверхневого шару в процесі зношування, оскільки мартенсит деформації має більшу дисперсність і твердість, ніж мартенсит загартування. Крім того, на це перетворення витрачається значна частина механічної енергії тертя, яка підводиться до зразка, відповідно менша її частина залишається на зародження мікротріщин і руйнування металу. Після плазмової обробки з нагріванням при температурах 1450-1500 °C (V=25 см/хв.), коли відбувається мікрооплавлення поверхні, структура зміцненого шару істотно змінюється: спостерігається безліч карбідів і досить протяжна зона Азал. В результаті підвищується кількість Азал і ступінь його стабільності, що зменшує обсяг ДМПЗ і знижується відносна зносостійкість до ε=2,3. У результаті обробки сталі за способом прототипу зносостійкість збільшується, але залишається нижче, ніж після комплексного поверхневого зміцнення за запропонованим технічним рішенням (таблиця). Приклад Прямокутні зразки зі сталі 20 × 2Н4А розміром 20 × 15 × 10 мм піддавали цементації у твердому карбюризаторі на глибину 1,2 мм протягом 12 годин при температурі 930-950 °C. Загартування цементованих зразків здійснювали шляхом нагріву плазмовим струменем в плазмотроні побічної дії зі швидкістю переміщення плазмотрона 63 см/хв. і температурою нагріву 1300 °C. Охолодження зразків до кімнатної температури здійснювалося природним шляхом завдяки тепловідводу в глиб металу. Випробування зразків на зношування в умовах сухого тертя ковзання проводилися на машині МІ-1М за схемою колодка (випробуваний зразок) - ролик (контрольне тіло). Час зношування становив: приватний - між двома зважуваннями -3 хв, загальний час зношування 30 хв. Твердість ролика дорівнювала 45 HRC. Зразок випробується за вибраною схемою тертя -1 об ролик, що обертається зі швидкістю 500 хв (лінійна швидкість в зоні тертя 1,31 м/с). У процесі зношування визначали втрати ваги зразків зважуванням за ГОСТ-2764-88 з похибкою ±0,0001 г до і після випробувань. Відносну зносостійкість визначали за такою формулою: m е ; mзр де mе, mзр - втрати маси еталона і зразка за однаковий час зношування 30 хв. Як еталон використовувалася сталь 45 у відпаленому стані з твердістю 160-180 НВ. Варіанти здійснення способу зі змінами швидкості переміщення плазмотрону і температури нагріву представлені в таблиці, з якої видно, що оптимальними є швидкість 63 см/хв. і температура нагріву 1300 °C. Запропонований оптимальний діапазон параметрів режиму плазмового поверхневого впливу дозволив отримати необхідну технологічну глибину зміцненого шару зі структурою мартенситу, метастабільного залишкового аустеніту і карбідів, мікротвердістю 8700-10500 МПа, і підвищення відносної зносостійкості в ≈1,5 рази, ніж після звичайного загартування з пічним нагріванням, і в ≈1,25 рази, в порівнянні з обробкою за прототипом. Джерела інформації: 1. Способ термической обработки прокатных валков - патент на изобретение РФ № 2298043, владелец Открытое акционерное общество "Западно-сибирский металлургический комбинат" ОАО "ЗСМК" / Саломыкин В. В. 2. Спосіб обробки сталей - патент на винахід України № 12399, патентовласник ДВНЗ "Приазовський державний технічний університет" / Малінов Л.С. 3. Режущий рабочий орган для обработки почвы - патент на изобретение РФ № 2206190, владелец Волгоградская государственная сельскохозяйственная академия / Пындак В.И., Чернов Л.В., Емельянов В.А., Антонов В.В., Чернов О.Л. 2 UA 108180 C2 ФОРМУЛА ВИНАХОДУ 5 Спосіб комплексного поверхневого зміцнення сталей, що включає цементацію, який відрізняється тим, що після цементації здійснюють плазмовий нагрів при температурі 10001400 °C зі швидкістю переміщення плазмотрону V=40-70 см/хв. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ– 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюCheiliakh Yan Oleksanrdovych, Cheiliakh Oleksandr Petrovych
Автори російськоюЧейлях Ян Александрович, Чейлях Александр Петрович
МПК / Мітки
МПК: C21D 1/08
Мітки: зміцнення, комплексного, спосіб, поверхневого, сталей
Код посилання
<a href="https://ua.patents.su/5-108180-sposib-kompleksnogo-poverkhnevogo-zmicnennya-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб комплексного поверхневого зміцнення сталей</a>
Спосіб поверхневого комплексного зміцнення титанових сплавів
Номер патенту: 78509
Опубліковано: 25.03.2013
Автори: Майборода Віктор Станіславович, Соловар Олексій Миколайович, Заболотна Оксана Юріївна, Бобіна Марина Миколаївна, Заболотний Ігор Володимирович, Хижняк Віктор Гаврилович
МПК: C23C 12/00
Мітки: сплавів, поверхневого, спосіб, зміцнення, титанових, комплексного
Формула / Реферат:
Спосіб поверхневого комплексного зміцнення титанових сплавів, що включає завантаження виробів в герметичну реакційну камеру, вакуумування до тиску 10-1 мм рт. ст., нагрів до необхідної температури насичення 900 °C, наступне вакуумування до тиску 10-1 мм рт. ст., введення технічно чистого азоту, ізотермічну витримку при температурі насичення та охолодження разом з установкою, який відрізняється тим, що перед хіміко-термічною обробкою...
Спосіб поверхневого зміцнення коліс суцільнокатаних
Номер патенту: 87796
Опубліковано: 10.08.2009
Автори: Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович, Федченко Ірина Іванівна, Остапчук Віктор Миколайович
МПК: C21D 8/00, C23C 8/00, C21D 9/34
Мітки: суцільнокатаних, спосіб, коліс, зміцнення, поверхневого
Формула / Реферат:
Спосіб поверхневого зміцнення коліс суцільнокатаних, який включає їх штамповку, механічну обробку, загартування і середній відпуск при t = 450-500 °С до одержання заданої структури тростит, який відрізняється тим, що загартування проводять при t = 860 °С, а перед середнім відпуском колеса суцільнокатані поміщують в 20-25 % водний розчин алюмофосфатів.
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Бережницька Марія Пилипівна, Черватюк Володимир Арсенович, Ткачов Володимир Іванович
МПК: C21D 1/34
Мітки: поверхневого, зміцнення, спосіб, металевих, виробів
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Кошеленко Павло Іванович, Левшун Павло Володимирович
Мітки: спосіб, обробкою, зміцнення, деталі, поверхневого, комбінованою
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Спосіб поверхневого загартування сталей з низькою прогартовуваністю
Номер патенту: 54030
Опубліковано: 17.02.2003
Автори: Лебедєв Юрій Михайлович, Мартиненко Володимир Олександрович
МПК: C21D 1/09
Мітки: сталей, спосіб, загартування, низькою, прогартовуваністю, поверхневого
Формула / Реферат:
1. Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200-1250 °С, охолоджують зі швидкістю 450-500 °С/С.2. Спосіб за п. 1, який відрізняється тим, що кількість послідовних прогрівів залежить від довжини шляху...
Попередній патент: Керована вібраційна машина зі спіральною робочою камерою
Наступний патент: Спосіб керування потоком ротора тягових асинхронних двигунів моторвагонного електротранспорту
Випадковий патент: Пристрій обробки білизни і спосіб керування таким пристроєм