Спосіб поверхневого комплексного зміцнення титанових сплавів
Номер патенту: 78509
Опубліковано: 25.03.2013
Автори: Заболотна Оксана Юріївна, Хижняк Віктор Гаврилович, Майборода Віктор Станіславович, Заболотний Ігор Володимирович, Бобіна Марина Миколаївна, Соловар Олексій Миколайович


Формула / Реферат
Спосіб поверхневого комплексного зміцнення титанових сплавів, що включає завантаження виробів в герметичну реакційну камеру, вакуумування до тиску 10-1 мм рт. ст., нагрів до необхідної температури насичення 900 °C, наступне вакуумування до тиску 10-1 мм рт. ст., введення технічно чистого азоту, ізотермічну витримку при температурі насичення та охолодження разом з установкою, який відрізняється тим, що перед хіміко-термічною обробкою проводять магнітно-абразивну обробку за режимом: швидкість обробки 2 м/с; швидкість осциляції 8,33 Гц; магнітна індукція 0,2 Тл; час обробки 120 с; порошок ПР Р6М5 (315/200 мкм), а ізотермічну витримку при температурі насичення проводять протягом 2-2,5 годин.
Текст
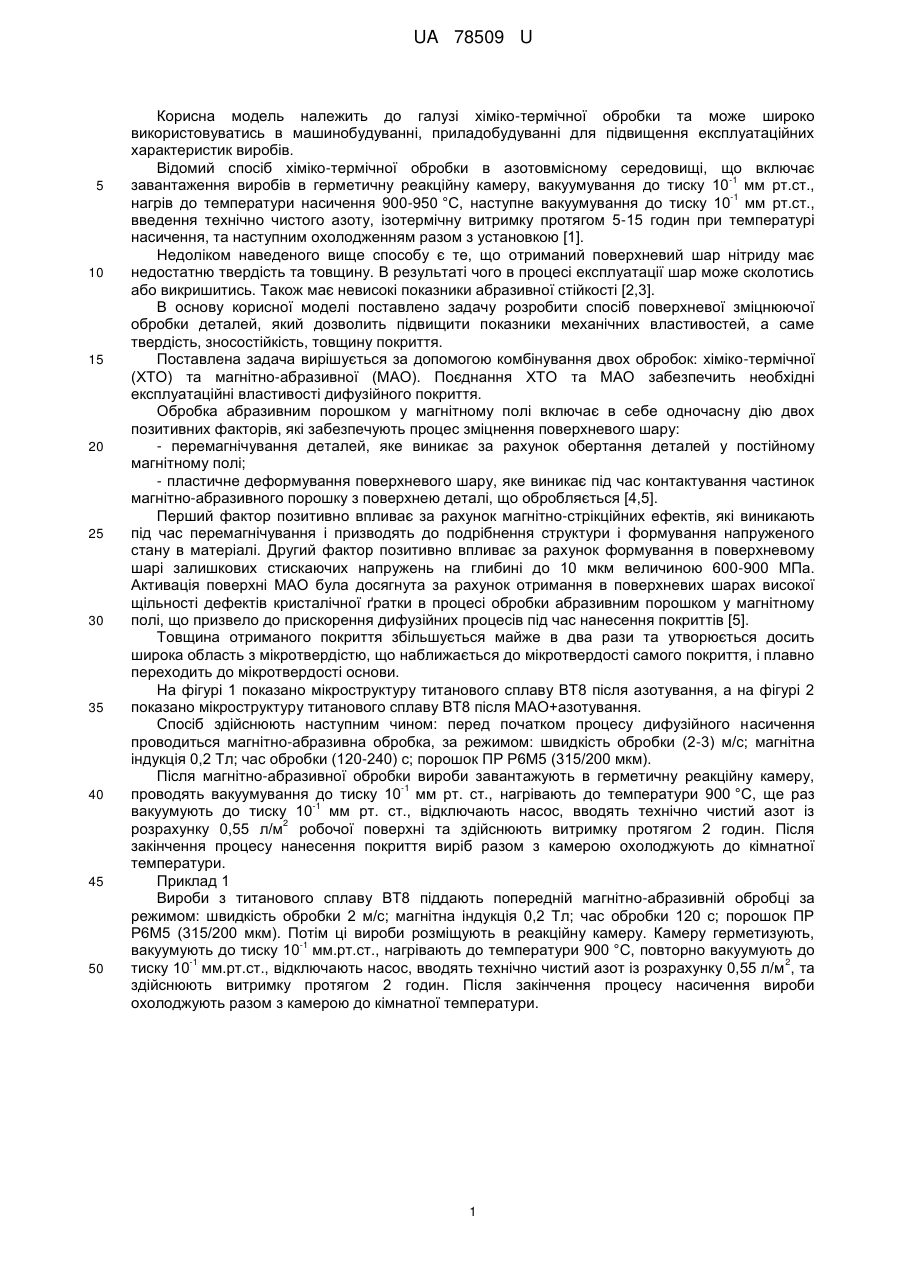
Реферат: Спосіб поверхневого комплексного зміцнення титанових сплавів, що включає завантаження -1 виробів в герметичну реакційну камеру, вакуумування до тиску 10 мм рт.ст., нагрів до -1 необхідної температури насичення 900 °C, наступне вакуумування до тиску 10 мм рт.ст., введення технічно чистого азоту, ізотермічну витримку при температурі насичення та охолодження разом з установкою, причому перед хіміко-термічною обробкою проводять магнітно-абразивну обробку за режимом: швидкість обробки 2 м/с; швидкість осциляції 8,33 Гц; магнітна індукція 0,2 Тл; час обробки 120 с; порошок ПР Р6М5 (315/200 мкм), а ізотермічну витримку при температурі насичення проводять протягом 2-2,5 годин. UA 78509 U (54) СПОСІБ ПОВЕРХНЕВОГО КОМПЛЕКСНОГО ЗМІЦНЕННЯ ТИТАНОВИХ СПЛАВІВ UA 78509 U UA 78509 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі хіміко-термічної обробки та може широко використовуватись в машинобудуванні, приладобудуванні для підвищення експлуатаційних характеристик виробів. Відомий спосіб хіміко-термічної обробки в азотовмісному середовищі, що включає -1 завантаження виробів в герметичну реакційну камеру, вакуумування до тиску 10 мм рт.ст., -1 нагрів до температури насичення 900-950 °C, наступне вакуумування до тиску 10 мм рт.ст., введення технічно чистого азоту, ізотермічну витримку протягом 5-15 годин при температурі насичення, та наступним охолодженням разом з установкою [1]. Недоліком наведеного вище способу є те, що отриманий поверхневий шар нітриду має недостатню твердість та товщину. В результаті чого в процесі експлуатації шар може сколотись або викришитись. Також має невисокі показники абразивної стійкості [2,3]. В основу корисної моделі поставлено задачу розробити спосіб поверхневої зміцнюючої обробки деталей, який дозволить підвищити показники механічних властивостей, а саме твердість, зносостійкість, товщину покриття. Поставлена задача вирішується за допомогою комбінування двох обробок: хіміко-термічної (ХТО) та магнітно-абразивної (МАО). Поєднання ХТО та МАО забезпечить необхідні експлуатаційні властивості дифузійного покриття. Обробка абразивним порошком у магнітному полі включає в себе одночасну дію двох позитивних факторів, які забезпечують процес зміцнення поверхневого шару: - перемагнічування деталей, яке виникає за рахунок обертання деталей у постійному магнітному полі; - пластичне деформування поверхневого шару, яке виникає під час контактування частинок магнітно-абразивного порошку з поверхнею деталі, що обробляється [4,5]. Перший фактор позитивно впливає за рахунок магнітно-стрікційних ефектів, які виникають під час перемагнічування і призводять до подрібнення структури і формування напруженого стану в матеріалі. Другий фактор позитивно впливає за рахунок формування в поверхневому шарі залишкових стискаючих напружень на глибині до 10 мкм величиною 600-900 МПа. Активація поверхні МАО була досягнута за рахунок отримання в поверхневих шарах високої щільності дефектів кристалічної ґратки в процесі обробки абразивним порошком у магнітному полі, що призвело до прискорення дифузійних процесів під час нанесення покриттів [5]. Товщина отриманого покриття збільшується майже в два рази та утворюється досить широка область з мікротвердістю, що наближається до мікротвердості самого покриття, і плавно переходить до мікротвердості основи. На фігурі 1 показано мікроструктуру титанового сплаву ВТ8 після азотування, а на фігурі 2 показано мікроструктуру титанового сплаву ВТ8 після МАО+азотування. Спосіб здійснюють наступним чином: перед початком процесу дифузійного насичення проводиться магнітно-абразивна обробка, за режимом: швидкість обробки (2-3) м/с; магнітна індукція 0,2 Тл; час обробки (120-240) с; порошок ПР Р6М5 (315/200 мкм). Після магнітно-абразивної обробки вироби завантажують в герметичну реакційну камеру, -1 проводять вакуумування до тиску 10 мм рт. ст., нагрівають до температури 900 °C, ще раз -1 вакуумують до тиску 10 мм рт. ст., відключають насос, вводять технічно чистий азот із 2 розрахунку 0,55 л/м робочої поверхні та здійснюють витримку протягом 2 годин. Після закінчення процесу нанесення покриття виріб разом з камерою охолоджують до кімнатної температури. Приклад 1 Вироби з титанового сплаву ВТ8 піддають попередній магнітно-абразивній обробці за режимом: швидкість обробки 2 м/с; магнітна індукція 0,2 Тл; час обробки 120 с; порошок ПР Р6М5 (315/200 мкм). Потім ці вироби розміщують в реакційну камеру. Камеру герметизують, -1 вакуумують до тиску 10 мм.рт.ст., нагрівають до температури 900 °C, повторно вакуумують до -1 2 тиску 10 мм.рт.ст., відключають насос, вводять технічно чистий азот із розрахунку 0,55 л/м , та здійснюють витримку протягом 2 годин. Після закінчення процесу насичення вироби охолоджують разом з камерою до кімнатної температури. 1 UA 78509 U Таблиця Характеристики покриття на титановому сплаві ВТ8 після відомого та пропонованого способу обробки Спосіб обробки відомий пропонований 5 10 15 Твердість поверхні, ГПа 13,5 16,0 Товщина нітриду титану, мкм 1,0 5-6 Товщина твердого розчину азоту в титані, мкм 40-50 60-70 Втрата маси при абразивному зношуванні, 2 кг/м с 6,5 2,3 Показники шорсткості поверхні, Ra, мкм 0,4-0,5 0,16-0,2 В результаті на поверхні виробів виготовлених з титанового сплаву ВТ8 товщина нітридної зони після попередньої активації поверхні магнітно-абразивною обробкою збільшилася до (5-6) мкм (фіг. 2). Без активації товщина нітридного шару складала (1,0-1,2) мкм (фіг. 1). Збільшилась і мікротвердість ( + )-твердого розчину азоту в титані від 8,43 ГПа одразу під нітридним шаром на неактивованих поверхнях до 10 ГПа після азотування лопаток, підданих МАО. Відповідно збільшилась товщина зони твердого розчину з 40 мкм до 60-70 мкм (табл.). Джерела інформації: 1. Горынин И.В., Чечулин Б.Б. Титан в машиностроении. - М.: Машиностроение, 1990 2. Титановые сплавы в машиностроении / Под ред. Г.И. Капырша. - Л.: Машиностроение, 1977; 3. Федірко В.М., Погрелюк І.М. Азотування титану та його сплавів. - Київ: Наукова думка, 1995; Обработка поверхности и надежность материалов: Пер. с англ… / Под ред. Дж. Бурке, Ф. Вайса. - М.: Мир, 1984 4. Технология абразивной обработки в магнитном поле [Текст]: навч. посіб. / [Ю. М. Барон]. Л.: Машиностроение, 1975.-128 с. 5. Майборода B.C. Магнитно-абразивная обработка специальных деталей (на примере лопаток компрессоров ГТД) [Текст]: автореф. дис… канд. техн.наук. - К., 1988.-19 с. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб поверхневого комплексного зміцнення титанових сплавів, що включає завантаження -1 виробів в герметичну реакційну камеру, вакуумування до тиску 10 мм рт. ст., нагрів до -1 необхідної температури насичення 900 °C, наступне вакуумування до тиску 10 мм рт. ст., введення технічно чистого азоту, ізотермічну витримку при температурі насичення та охолодження разом з установкою, який відрізняється тим, що перед хіміко-термічною обробкою проводять магнітно-абразивну обробку за режимом: швидкість обробки 2 м/с; швидкість осциляції 8,33 Гц; магнітна індукція 0,2 Тл; час обробки 120 с; порошок ПР Р6М5 (315/200 мкм), а ізотермічну витримку при температурі насичення проводять протягом 2-2,5 годин. 2 UA 78509 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for complex surface hardening of titanium alloys
Автори англійськоюSolovar Oleksii Mykolaiovych, Bobina Maryna Mykolaivna, Maiboroda Viktor Stanislavovych, Khyzhniak Viktor Havrylovych, Zabolotna Oksana Yuriivna, Zabolotniy Ihor Volodymyrovich
Назва патенту російськоюСпособ поверхностного комплексного укрепления титановых сплавов
Автори російськоюСоловар Алексей Николаевич, Бобина Марина Николаевна, Майборода Виктор Станиславович, Хижняк Виктор Гаврилович, Заболотная Оксана Юрьевна, Заболотный Игорь Владимирович
МПК / Мітки
МПК: C23C 12/00
Мітки: поверхневого, титанових, зміцнення, сплавів, комплексного, спосіб
Код посилання
<a href="https://ua.patents.su/5-78509-sposib-poverkhnevogo-kompleksnogo-zmicnennya-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого комплексного зміцнення титанових сплавів</a>
Спосіб поверхневого зміцнення деталей з титанових сплавів
Номер патенту: 41429
Опубліковано: 17.09.2001
Автори: Перемітько Валерій Вікторович, Трубнік Михайло Володимирович
МПК: C23C 8/24
Мітки: спосіб, титанових, поверхневого, деталей, сплавів, зміцнення
Формула / Реферат:
Способ поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, отличающийся тем, что используют дугу косвенного действия, при высоте подъема электродов над изделиями 12-15 мм и подают аргон к електродам расходом 3-4 л/мин.
Спосіб азотування титанових сплавів в атмосфері технічного азоту
Номер патенту: 74754
Опубліковано: 12.11.2012
Автори: Заболотна Оксана Юріївна, Бобіна Марина Миколаївна, Соловар Олексій Миколайович, Хижняк Віктор Гаврилович
МПК: C23C 12/00
Мітки: титанових, сплавів, атмосфери, азоту, спосіб, технічного, азотування
Формула / Реферат:
Спосіб азотування титанових сплавів в атмосфері технічного азоту, що включає завантаження виробів в герметичну реакційну камеру, вакуумування до тиску 10-1 мм.рт.ст., нагрів, наступне вакуумування до тиску 10-1 мм.рт.ст., введення технічно чистого азоту, ізотермічну витримку при температурі насичення та охолодження разом з установкою, який відрізняється тим, що нагрівання проводять до 1050 °C, а витримку здійснюють протягом 2-3 год.
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Писаренко Георгій Степанович, Гліксон Ігор Леонідович, Банас Федір Павлович, Лук'янов Валентин Семенович, Богуслаев Вячеслав Олександрович, Петренко Петро Васильович, Мельнікова Наталія Олександрівна, Куліш Микола Полікарпович, Леонець Віктор Адамович
МПК: C21D 8/00
Мітки: спосіб, титанових, сплавів, лопаток, зміцнення
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Спосіб зміцнення виробів з титанових сплавів шляхом дорнування отворів у них
Номер патенту: 57288
Опубліковано: 25.02.2011
Автори: Матвієнко Валерій Андрійович, Кривов Георгій Олексійович, Резніков Віталій Анатолійович, Шулепов Віктор Миколайович
МПК: B21D 19/00, B21D 22/00, B21D 31/00
Мітки: них, сплавів, дорнування, зміцнення, шляхом, титанових, отворів, виробів, спосіб
Формула / Реферат:
1. Спосіб зміцнення виробів з титанових сплавів шляхом дорнування отворів в них, що включає протягування дорна крізь отвір, що оброблюється, причому діаметр дорна більший за діаметр отвору, який відрізняється тим, що діаметр дорна перевищує діаметр отвору на 0,2 % - 0,7 % відносно діаметра отвору.2. Спосіб за п. 1, який відрізняється тим, що перед дорнуванням виконують попередній отвір, розмір діаметра якого дорівнює заданому діаметру...
Спосіб поверхневого зміцнення ріжучих пластин з твердих сплавів
Номер патенту: 43255
Опубліковано: 10.08.2009
Автори: Самотугін Сергій Савелійович, Кудінова Катерина Віталіївна, Самотугіна Юлія Сергіївна
МПК: C21D 9/22
Мітки: зміцнення, поверхневого, спосіб, сплавів, пластин, твердих, ріжучих
Формула / Реферат:
Спосіб поверхневого зміцнення ріжучих пластин з твердих сплавів, при якому діють на оброблювану поверхню висококонцентрованим джерелом нагріву, який відрізняється тим, що обробку здійснюють передньої поверхні ріжучої пластини плазмовим струменем під прямим кутом.
Попередній патент: Спосіб визначення місця локалізації магнітної фази в околі біомембрани клітин
Наступний патент: Пристрій для фотопружної мікроскопії твердих тіл та їх структур
Випадковий патент: Мішень мультимедійного тиру