Лінія виготовлення деревинних композиційних матеріалів із шпону
Номер патенту: 108244
Опубліковано: 11.07.2016
Автори: Бехта Павло Антонович, Форос Віктор Володимирович, Седлячік Ян

Формула / Реферат
Лінія виготовлення деревинних композиційних матеріалів із шпону, що містить верстат для нанесення клею на шпон, пристрій для подачі сухих листів шпону, механізм формування пакета шпону, прес для підпресування пакетів шпону, механізм завантаження етажерки, завантажувальну етажерку, гарячий/холодний прес, розвантажувальну етажерку, яка відрізняється тим, що оснащена пристроєм для попереднього прогрівання одночасно з двох сторін підпресованих пакетів шпону інфрачервоним випромінюванням, який встановлений після преса для підпресування перед пресом для пресування.
Текст
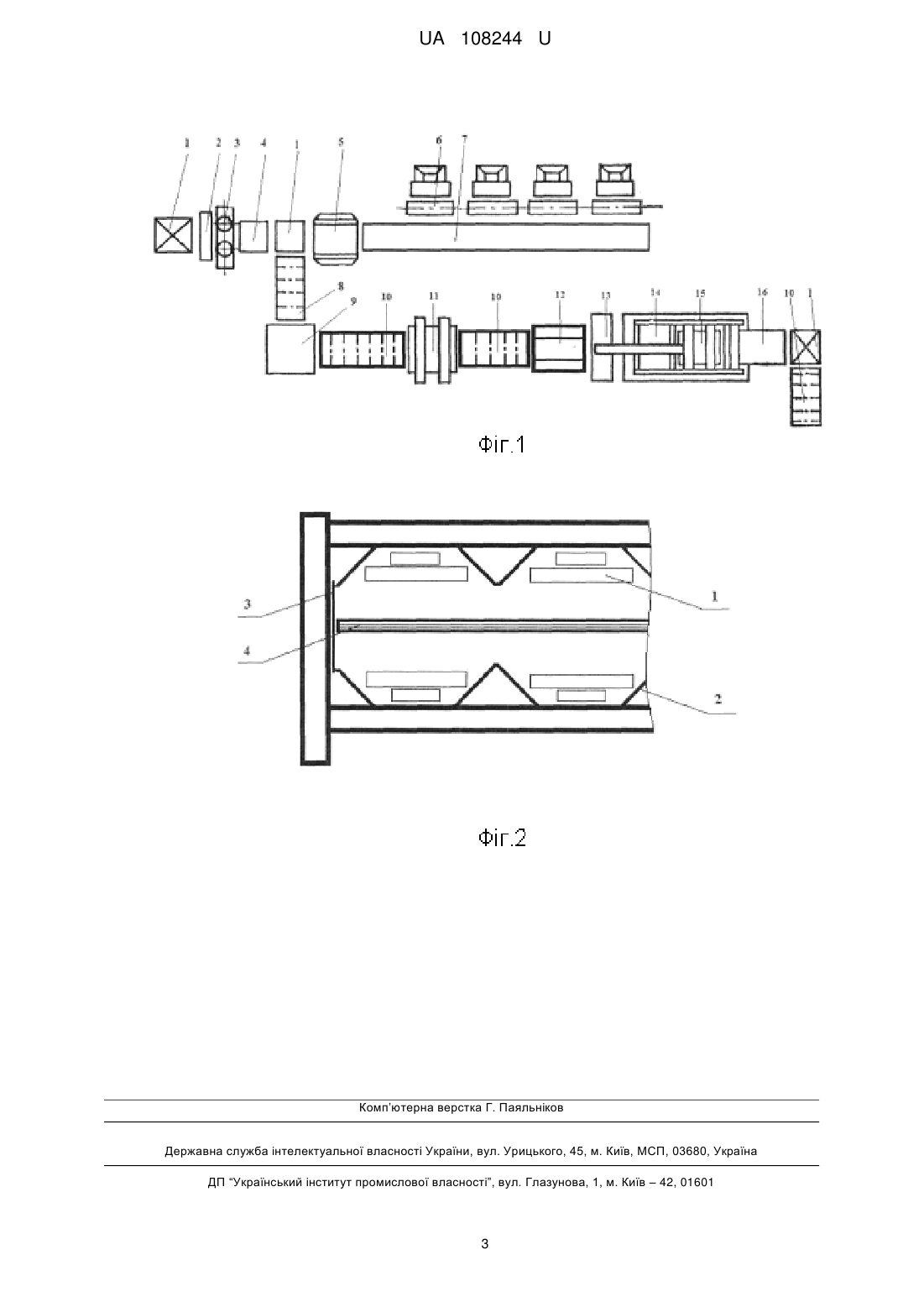
Реферат: Лінія виготовлення деревинних композиційних матеріалів із шпону містить верстат для нанесення клею на шпон, пристрій для подачі сухих листів шпону, механізм формування пакета шпону, прес для підпресування пакетів шпону, механізм завантаження етажерки, завантажувальну етажерку, гарячий/холодний прес, розвантажувальну етажерку. Містить пристрій для попереднього прогрівання одночасно з двох сторін підпресованих пакетів шпону інфрачервоним випромінюванням, який встановлений після преса для підпресування перед пресом для пресування. UA 108244 U (54) ЛІНІЯ ВИГОТОВЛЕННЯ ДЕРЕВИННИХ КОМПОЗИЦІЙНИХ МАТЕРІАЛІВ ІЗ ШПОНУ UA 108244 U UA 108244 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до деревообробки і може бути використана у виробництві композиційних матеріалів із шпону, зокрема фанери і фанерної продукції, клеєних дощок із шпону (LVL), деревинно-шаруватих пластиків. Виробництво композиційних матеріалів із шпону (зокрема, фанери і LVL) включає виконання багатьох технологічних операцій: підготовку сировини до лущення, лущення, сушіння, зберігання, нанесення клею на шпон, формування пакетів шпону, підпресування та пресування пакетів шпону, обробку продукції. Операція пресування є однією з найважливіших, оскільки під час її виконання формуються властивості готового матеріалу, а крім того вона визначає продуктивність всієї лінії. Тому підбір режимів пресування, зокрема тривалості пресування, є надзвичайно важливим завданням. Існуюча технологія виготовлення деревинних композиційних матеріалів із шпону передбачає послідовне виконання низки операцій із застосуванням різноманітного обладнання і не передбачає попереднього підігрівання пакетів шпону перед їх пресуванням. Відома лінія склеювання шпону фірми "RAUTE", яка включає піднімальні столи, клейові вальці, дисковий конвеєр із перекладником, роликові конвеєри, піднімальний ланцюговий конвеєр, завантажувальний стіл, прес для підпресування, вакуумний перекладник, підступне місце для сухого шпону, завантажувальні та розвантажувальні етажерки, гарячий прес [1]. Відома лінія ЛСП-4 склеювання шпону гарячим способом, яка включає піднімальні столи, подавальний ролик, механізм калібрування-дозування клею, клейові вальці, передавальний конвеєр, механізм формування пакета шпону, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп, механізм подачі стопи під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну та розвантажувальну етажерки, гарячий прес [2]. Недоліком відомих ліній є їх низька продуктивність, внаслідок тривалого процесу пресування фанери і пресування по одному пакету шпону між плитами преса. Зменшення тривалості пресування за рахунок підвищення температури пресування не завжди є можливим, особливо у разі пресування товстого багатошарового матеріалу. В основі корисної моделі поставлена задача створити лінію виготовлення деревинних композиційних матеріалів із шпону, в якій завдяки пристрою для попереднього прогрівання одночасно з двох сторін підпресованих пакетів шпону інфрачервоним (14) випромінюванням перед операцією пресування забезпечується рівномірне та швидке (одночасне) прогрівання склеюваного пакета за його товщиною, зменшення тривалості пресування, можливість одночасного розміщення по кілька пакетів шпону між плитами преса, а отже, збільшується продуктивність лінії. Поставлена задача вирішується тим, що у лінії включає верстат для нанесення клею на шпон, пристрій для подачі сухих листів шпону, механізм формування пакета шпону, прес для підпресування пакетів шпону, завантажувальну етажерку, гарячий/холодний прес для пресування, розвантажувальну етажерку, згідно з корисною моделлю, лінія оснащена пристроєм для попереднього прогрівання одночасно з двох сторін підпресованих пакетів шпону із застосуванням інфрачервоного випромінювання, розміщеним між пресом для підпресування і гарячий/холодний пресом. На Фіг 1 схематично зображено лінію виготовлення деревинних композиційних матеріалів із шпону, на рис.2 - поперечний розріз пристрою для попереднього прогрівання пакетів шпону із застосуванням інфрачервоного випромінювання. Лінія виготовлення деревинних композиційних матеріалів із шпону (Фіг. 1) включає піднімальні столи 1, подавальний ролик 2, верстат для нанесення клею З, передавальний конвеєр 4, механізм формування пакета 5, пристрій для подачі сухих листів шпону 6, конвеєр подачі листів шпону 7,нагромаджувач набраних стоп 8, механізм подачі стоп під кутом 9, роликові конвеєри подачі стоп 10, прес для підпресування 11, пристрій для інфрачервоного прогрівання 12, механізм завантаження етажерки 13, завантажувальну етажерку 14, прес 15, розвантажувальну етажерку 16. Пристрій для попереднього прогрівання пакетів шпону інфрачервоним випромінюванням (Фіг. 2) являє собою камеру прохідного типу, оснащену верхніми та нижніми керамічними ІЧвипромінювачами 1 з довжиною хвилі £ 3,0 мкм, розміщеними симетрично щодо пакету шпону, рефлекторами 2 для запобігання розсіювання ІЧ-випромінювання (для рівномірного розподілу опромінення, а також для виключення втрат енергії внаслідок розсіювання). Внутрішні поверхні пристрою оснащені рефлекторами 3, які, маючи високу відбивну здатність, призначені для скерування спадного на них випромінювання у напрямку поверхні пакета шпону. Лінія виготовлення деревинних композиційних матеріалів із шпону працює так. Листи сухого лущеного шпону, на поверхню яких буде наноситися клей, з піднімального стола 1 поштучно 1 UA 108244 U 5 10 15 20 25 30 подавальним роликом 2 подаються у верстат для нанесення клею 3. Листи шпону із нанесеним на їх поверхню клеєм за допомогою конвеєра 4 подаються на місце формування пакета шпону 5. Одночасно з цим, сухі листи шпону, на які не буде наноситися клей, із підстопних місць для сухого шпону за допомогою подавальних пристроїв 6 конвеєром подачі листів шпону 7 подаються на механізм формування пакета шпону 5, в якому здійснюється формування пакета шпону з почерговим укладанням листа сухого шпону і листа шпону з нанесеним на його поверхню клеєм. Після формування пакета шпону він надходить конвеєрами 8 до механізму подачі стоп під кутом 9 та конвеєром 10 подається у прес 11 для підпресування. Після підпресування пакет шпону подається у пристрій для попереднього прогрівання 12 з використанням інфрачервоного випромінювання. Під час проходження через пристрій за допомогою ланцюгових конвеєрів (на рис. 2 не зображено) підпресований пакет шпону 4 (рис. 2) прогрівається одночасно з двох сторін (площин) по всій товщині до заданої температури за допомогою керамічних ІЧвипромінювачів 1 (рис. 2). Параметри ІЧ-випромінювачів, їх відстань до поверхні пакета шпону та тривалість операції залежать від величини режимних параметрів, які підбираються залежно від товщини (кількості шарів) пакета шпону. Пристрій оснащено рефлекторами 2, 3 (рис. 2), що дозволяє зберегти до 95 % енергії, котру випромінює задня стінка випромінювача і бокові стінки пристрою, та скеровувати її в напрямку поверхні пакета шпону. Після ІЧ прогрівання пакет шпону подається завантажувальним механізмом 13 з етажерки 14 на пресування у прес 15 (холодний або гарячий). Після холодного/гарячого пресування листи подаються до розвантажувальної етажерки 16. Готові листи матеріалу укладаються в стопи на піднімальному столі і роликовим конвеєром спрямовуються на подальші технологічні операції. Попереднє прогрівання пакетів шпону за допомогою ІЧ-випромінювання перед завантаженням їх у прес для пресування дозволяє на 30-50 % (при звичайній тривалості у 3 хв.) та 2,5-3,5 рази (при тривалості у 6 хв.) зменшити тривалість пресування, а отже збільшити продуктивність преса. Операція ІЧ випромінювання є короткотривалою, що дає змогу застосовувати вищі температури пресування без небезпеки передчасного затвердіння клею у зовнішніх шарах. Крім того, оскільки пакети шпону рівномірно прогріті по всій їх товщині, це дає змогу розміщувати по кілька пакетів в одному проміжку між плитами преса. Джерела інформації: 1. Бехта П.А. Виробництво фанери. - Київ: Основа, 2003. - С182, рис. 58. 2. Бехта П.А. Виробництво фанери. - Київ: Основа, 2003. - С182, рис. 57. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Лінія виготовлення деревинних композиційних матеріалів із шпону, що містить верстат для нанесення клею на шпон, пристрій для подачі сухих листів шпону, механізм формування пакета шпону, прес для підпресування пакетів шпону, механізм завантаження етажерки, завантажувальну етажерку, гарячий/холодний прес, розвантажувальну етажерку, яка відрізняється тим, що оснащена пристроєм для попереднього прогрівання одночасно з двох сторін підпресованих пакетів шпону інфрачервоним випромінюванням, який встановлений після преса для підпресування перед пресом для пресування. 2 UA 108244 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори російськоюSedliacik Jan
МПК / Мітки
МПК: C09J 5/00, B27N 3/00, B27D 1/00
Мітки: шпону, композиційних, деревинних, виготовлення, матеріалів, лінія
Код посилання
<a href="https://ua.patents.su/5-108244-liniya-vigotovlennya-derevinnikh-kompozicijjnikh-materialiv-iz-shponu.html" target="_blank" rel="follow" title="База патентів України">Лінія виготовлення деревинних композиційних матеріалів із шпону</a>
Спосіб виготовлення деревинних композиційних матеріалів із шпону
Номер патенту: 97207
Опубліковано: 10.03.2015
Автори: Бехта Павло Антонович, Седлячік Ян, Лізонь Борис
Мітки: шпону, композиційних, виготовлення, спосіб, деревинних, матеріалів
Формула / Реферат:
Спосіб виготовлення деревинних композиційних матеріалів із шпону, що включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що попередня обробка шпону здійснюється ущільненням листів шпону будь-яким способом (між нагрітими/холодними плитами преса...
Лінія склеювання шпону
Номер патенту: 17133
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: лінія, шпону, склеювання
Формула / Реферат:
1. Лінія склеювання шпону, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подавання сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Лінія склеювання шпону
Номер патенту: 21443
Опубліковано: 15.03.2007
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: шпону, лінія, склеювання
Формула / Реферат:
1. Лінія склеювання шпону, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, механізми калібрування-ущільнення листів...
Лінія виготовлення фанери
Номер патенту: 17140
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, виготовлення, лінія
Формула / Реферат:
1. Лінія виготовлення фанери, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Спосіб виготовлення деревних композиційних матеріалів
Номер патенту: 3752
Опубліковано: 15.12.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: композиційних, виготовлення, деревних, спосіб, матеріалів
Формула / Реферат:
1. Спосіб виготовлення деревних композиційних матеріалів (фанери, стружкових плит, плит MDF, плит OSB тощо), що включає операції формування пакета, підпресування, пресування і обробку охолодженням, шліфуванням, обрізуванням, опорядженням готових матеріалів, який відрізняється тим, що після операції гарячого пресування готові нагріті матеріали піддають ущільнюванню прокатуванням між притискними елементами при кімнатній температурі 18-25°С, а...
Попередній патент: Зонд для декомпресії шлунка із катетером для ентерального харчування
Наступний патент: Спосіб виготовлення деревинних композиційних матеріалів із шпону
Випадковий патент: N-[2-гідрокси-3-(1-піперидиніл)пропокси]піридин-1-оксид-3-карбоксіімідоїлхлорид, фармацевтична композиція та спосіб лікування інсулінорезистентності з його використанням