Спосіб виготовлення алмазного круга на керамічній зв’язці
Номер патенту: 109912
Опубліковано: 12.09.2016
Автори: Лісачук Георгій Вікторович, Пижов Іван Миколайович, Федорович Володимир Олексійович, Федоренко Дмитро Олегович

Формула / Реферат
Спосіб виготовлення алмазного круга на керамічній зв'язці, що включає підготовку абразивної маси із застосуванням алмазних зерен, формування з отриманої маси алмазного інструменту, що піддають обпаленню, оптимальну температуру проведення якого визначають за допомогою критерію впливу на стан алмазних зерен і забезпечують підбором складових керамічної зв'язки, який відрізняється тим, що як критерій для визначення оптимальної температури обпалення використовують коефіцієнт передруйнування алмазних зерен, значення цього коефіцієнта приймають у межах 3-7 %, а оптимальний рівень температури розраховують за емпіричною залежністю:
![]() ,
,
де ![]() - оптимальна температура обпалення, °C;
- оптимальна температура обпалення, °C; ![]() - коефіцієнт передруйнування алмазних зерен, %;
- коефіцієнт передруйнування алмазних зерен, %; ![]() - статична міцність алмазного зерна, Н;
- статична міцність алмазного зерна, Н; ![]() - середній розмір алмазного зерна, мкм.
- середній розмір алмазного зерна, мкм.
Текст
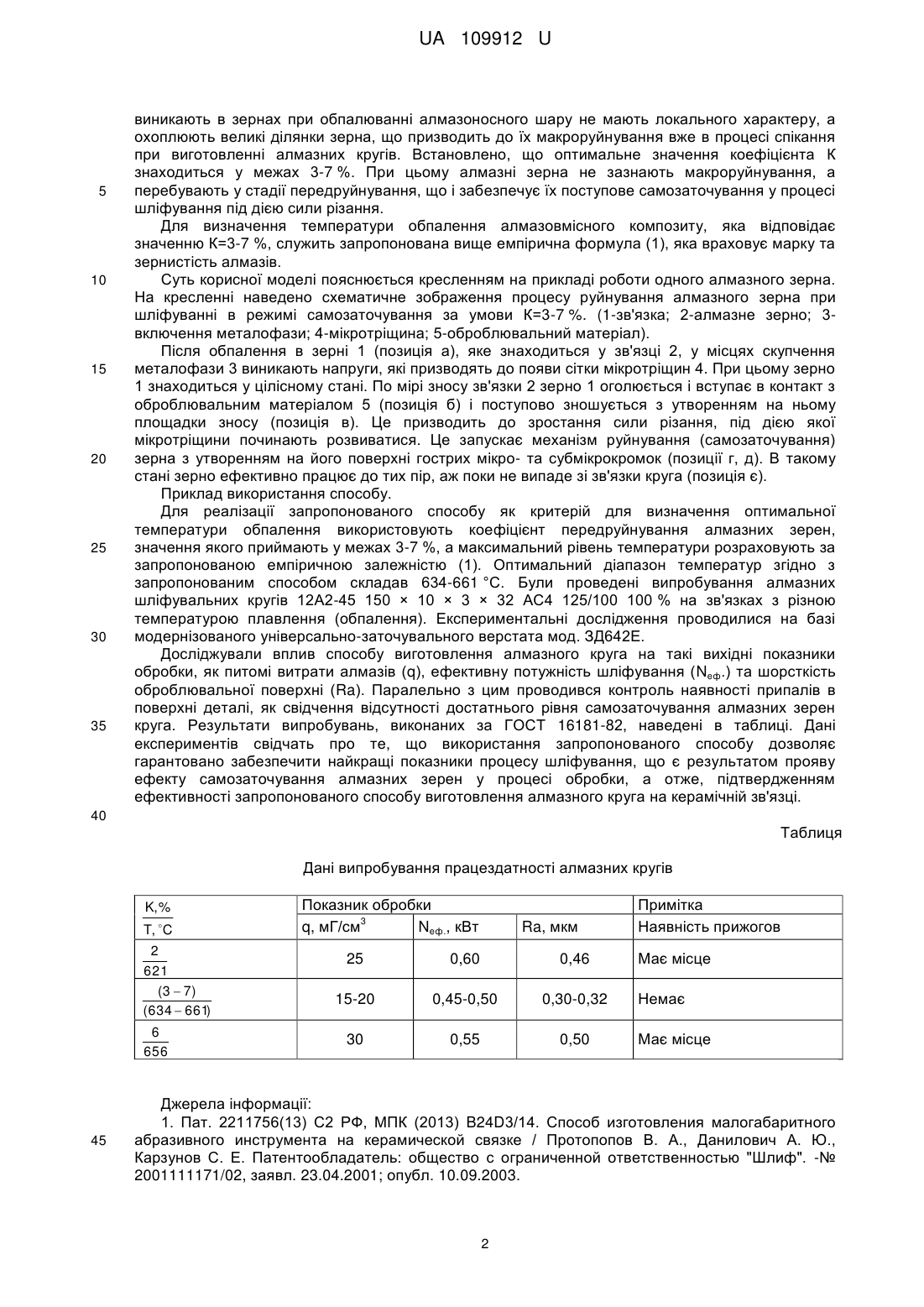
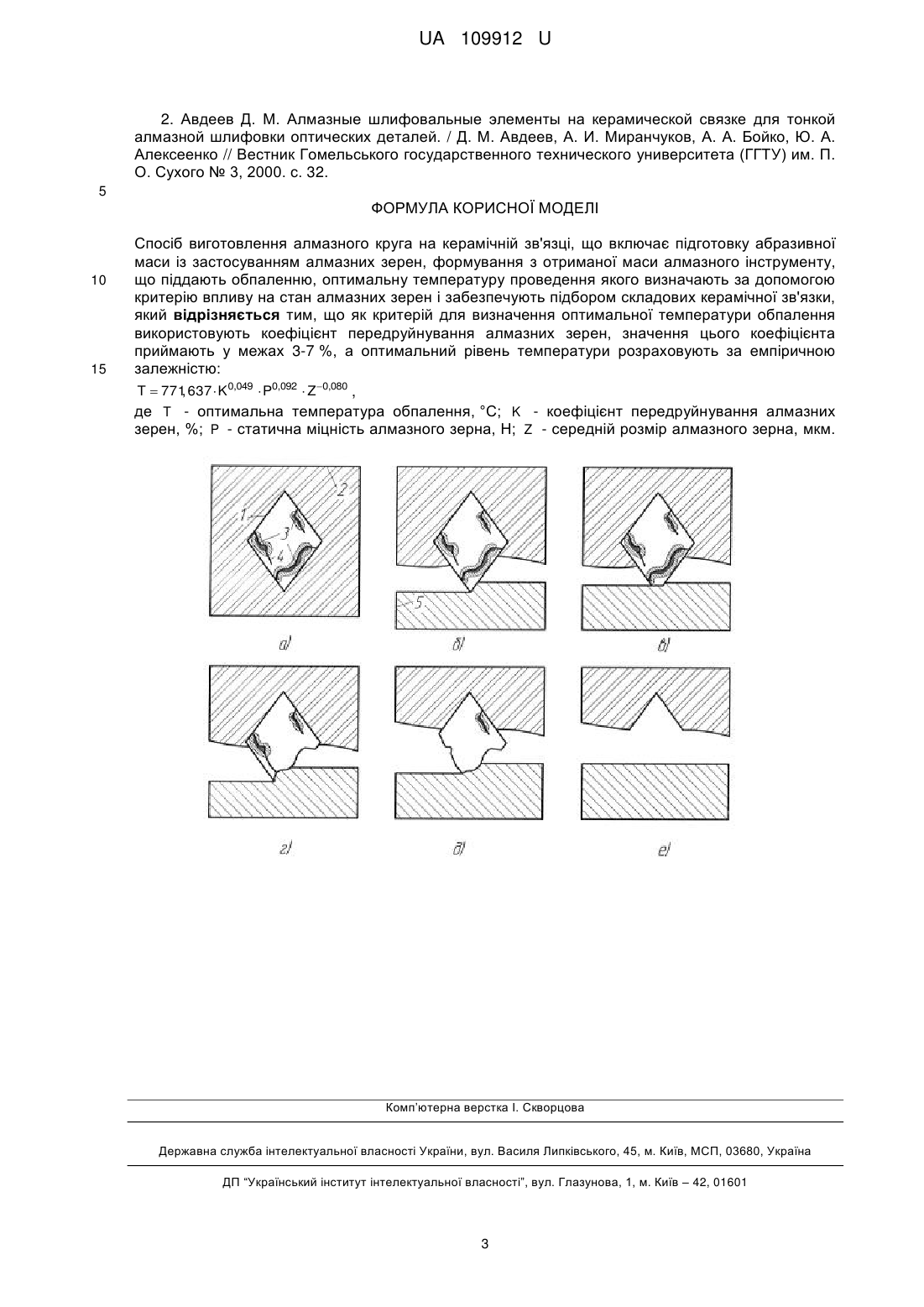
Реферат: Спосіб виготовлення алмазного круга на керамічній зв'язці включає підготовку абразивної маси із застосуванням алмазних зерен, формування з отриманої маси алмазного інструменту, що піддають обпаленню, оптимальну температуру проведення якого визначають за допомогою критерію впливу на стан алмазних зерен і забезпечують підбором складових керамічної зв'язки. Як критерій для визначення оптимальної температури обпалення використовують коефіцієнт передруйнування алмазних зерен. Значення цього коефіцієнта приймають у межах 3-7 %, а оптимальний рівень температури розраховують за емпіричною залежністю. UA 109912 U (12) UA 109912 U UA 109912 U 5 10 15 20 25 30 Корисна модель належить до виробництва абразивного інструменту і може бути використана для виготовлення алмазних кругів на керамічних зв'язках. Відомий спосіб виготовлення абразивного інструменту на керамічній зв'язці, згідно з яким готують абразивну масу з абразивних зерен, керамічного сполучного, рідкого скла і наповнювача: формують з отриманої маси абразивний інструмент, піддають його термічній обробці, яка включає в себе обпалення шляхом нагрівання до температури 1250±10 °C, витримку впродовж 1,5 години і охолодження [1]. Недоліком відомого способу є те, що він ведеться при високих температурах, що призводить до графітизації і навіть вигоряння значної маси алмазів. А це суттєво знижує ступінь корисного використання алмазів. Відомий також спосіб виготовлення абразивно-алмазного інструменту на керамічних зв'язках, згідно з яким використовують низькотемпературні керамічні зв'язки, готують абразивну масу з застосуванням алмазних зерен, формують з отриманої маси алмазний інструмент і піддають обпаленню, а як критерій вибору температури ведення процесу приймають її вплив на стан алмазних зерен [2]. Недоліком відомого способу є те, що шліфувальні круги, отримані таким чином, мають знижену здатність до самозаточування шляхом мікроруйнування алмазних зерен, що знижує їх працездатність у процесі експлуатації. В основу корисної моделі поставлена задача підвищення працездатності шліфувальних кругів за рахунок створення ще у процесі їх виготовлення передумов для самозаточування алмазних зерен шляхом мікроруйнування на етапі їх експлуатації. Завдяки цьому на ріжучій поверхні зерен постійно утворюються гострі мікро- та субмікрокромки, що позитивно впливає на працездатність кругів в цілому. Поставлена задача вирішується тим, що у відомому способі, згідно з яким готують абразивну масу з застосуванням алмазних зерен, формують з отриманої маси алмазний інструмент і піддають його обпаленню, оптимальну температуру проведення якого визначають за допомогою критерію впливу на стан алмазних зерен і забезпечують підбором складових керамічної зв'язки, відповідно до корисної моделі як критерій для визначення оптимальної температури обпалення використовують коефіцієнт передруйнування алмазних зерен, значення цього коефіцієнта приймають у межах 3-7 %, а оптимальний рівень температури розраховують за емпіричною залежністю: T 771 637 K 0,049 P0,092 Z 0,080 , , T - оптимальна температура обпалення, °C; K - коефіцієнт передруйнування алмазних де зерен, %; P - статична міцність алмазного зерна, Н; Z - середній розмір алмазного зерна, мкм. 35 40 45 50 Технічний результат полягає в тому, що для забезпечення високого рівня працездатності алмазного круга, потрібно ще на етапі його виготовлення створити умови для реалізації відомого ефекту самозаточування алмазних зерен, коли у процесі шліфування на їх поверхні постійно утворюються гострі мікро- та субмікрокромки, що сприяє постійному оновленню ріжучої поверхні зерен, а отже, і ефективному видаленню оброблювального матеріалу. Зазначений технічний результат досягнутий завдяки тому, що у даному випадку в алмазних зернах заздалегідь (ще на етапі виготовлення круга), шляхом цілеспрямованої температурної дії створюють умови для виникнення руйнівних напружень заданої величини, наявність яких в умовах експлуатації шліфувального круга призводить до постійного самозаточування зерен. Вказане реалізується шляхом вибору температури обпалення за рахунок ґрунтовного вибору складу і властивостей основних компонентів легкоплавкої керамічної зв'язки з урахуванням марки та зернистості алмазних зерен. Фізичною основою такого підходу є наявність в алмазних зернах металічних включень (металофази) коефіцієнт лінійного розширення яких значно перевищує цей показник для алмазу. При нагріванні до заданої температури в зернах утворюються залишкові напруги, які при поширенні в певному об'ємі зерна викликають появу мікротріщин в алмазах, що створює передумови для реалізації процесу самозаточування алмазних зерен при шліфуванні. Дослідження показали, що як критерій для визначення раціональної температури обпалення можна використовувати коефіцієнт передруйнування, який з фізичної точки зору можна представити як відношення: K 55 V 100%, Vs де V - об'єм зерна, в якому виникають напруги руйнування алмазів, мкм ; Vз - загальний 3 об'єм алмазного зерна, мкм . Встановлено, що за умови К7 %, напруги, що 3 1 UA 109912 U 5 10 15 20 25 30 35 виникають в зернах при обпалюванні алмазоносного шару не мають локального характеру, а охоплюють великі ділянки зерна, що призводить до їх макроруйнування вже в процесі спікання при виготовленні алмазних кругів. Встановлено, що оптимальне значення коефіцієнта К знаходиться у межах 3-7 %. При цьому алмазні зерна не зазнають макроруйнування, а перебувають у стадії передруйнування, що і забезпечує їх поступове самозаточування у процесі шліфування під дією сили різання. Для визначення температури обпалення алмазовмісного композиту, яка відповідає значенню К=3-7 %, служить запропонована вище емпірична формула (1), яка враховує марку та зернистість алмазів. Суть корисної моделі пояснюється кресленням на прикладі роботи одного алмазного зерна. На кресленні наведено схематичне зображення процесу руйнування алмазного зерна при шліфуванні в режимі самозаточування за умови К=3-7 %. (1-зв'язка; 2-алмазне зерно; 3включення металофази; 4-мікротріщина; 5-оброблювальний матеріал). Після обпалення в зерні 1 (позиція а), яке знаходиться у зв'язці 2, у місцях скупчення металофази 3 виникають напруги, які призводять до появи сітки мікротріщин 4. При цьому зерно 1 знаходиться у цілісному стані. По мірі зносу зв'язки 2 зерно 1 оголюється і вступає в контакт з оброблювальним матеріалом 5 (позиція б) і поступово зношується з утворенням на ньому площадки зносу (позиція в). Це призводить до зростання сили різання, під дією якої мікротріщини починають розвиватися. Це запускає механізм руйнування (самозаточування) зерна з утворенням на його поверхні гострих мікро- та субмікрокромок (позиції г, д). В такому стані зерно ефективно працює до тих пір, аж поки не випаде зі зв'язки круга (позиція є). Приклад використання способу. Для реалізації запропонованого способу як критерій для визначення оптимальної температури обпалення використовують коефіцієнт передруйнування алмазних зерен, значення якого приймають у межах 3-7 %, а максимальний рівень температури розраховують за запропонованою емпіричною залежністю (1). Оптимальний діапазон температур згідно з запропонованим способом складав 634-661 °C. Були проведені випробування алмазних шліфувальних кругів 12А2-45 150 × 10 × 3 × 32 АС4 125/100 100 % на зв'язках з різною температурою плавлення (обпалення). Експериментальні дослідження проводилися на базі модернізованого універсально-заточувального верстата мод. ЗД642Е. Досліджували вплив способу виготовлення алмазного круга на такі вихідні показники обробки, як питомі витрати алмазів (q), ефективну потужність шліфування (Neф.) та шорсткість оброблювальної поверхні (Ra). Паралельно з цим проводився контроль наявності припалів в поверхні деталі, як свідчення відсутності достатнього рівня самозаточування алмазних зерен круга. Результати випробувань, виконаних за ГОСТ 16181-82, наведені в таблиці. Дані експериментів свідчать про те, що використання запропонованого способу дозволяє гарантовано забезпечити найкращі показники процесу шліфування, що є результатом прояву ефекту самозаточування алмазних зерен у процесі обробки, а отже, підтвердженням ефективності запропонованого способу виготовлення алмазного круга на керамічній зв'язці. 40 Таблиця Дані випробування працездатності алмазних кругів K, % T, C 2 621 (3 7 ) (634 661) 6 656 45 Показник обробки 3 q, мГ/см Neф., кВт Ra, мкм 25 0,60 0,46 15-20 0,45-0,50 0,30-0,32 30 0,55 0,50 Примітка Наявність прижогов Має місце Немає Має місце Джерела інформації: 1. Пат. 2211756(13) С2 РФ, МПК (2013) B24D3/14. Способ изготовления малогабаритного абразивного инструмента на керамической связке / Протопопов В. А., Данилович А. Ю., Карзунов С. Е. Патентообладатель: общество с ограниченной ответственностью "Шлиф". -№ 2001111171/02, заявл. 23.04.2001; опубл. 10.09.2003. 2 UA 109912 U 2. Авдеев Д. М. Алмазные шлифовальные элементы на керамической связке для тонкой алмазной шлифовки оптических деталей. / Д. М. Авдеев, А. И. Миранчуков, А. А. Бойко, Ю. А. Алексеенко // Вестник Гомельського государственного технического университета (ГГТУ) им. П. О. Сухого № 3, 2000. с. 32. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення алмазного круга на керамічній зв'язці, що включає підготовку абразивної маси із застосуванням алмазних зерен, формування з отриманої маси алмазного інструменту, що піддають обпаленню, оптимальну температуру проведення якого визначають за допомогою критерію впливу на стан алмазних зерен і забезпечують підбором складових керамічної зв'язки, який відрізняється тим, що як критерій для визначення оптимальної температури обпалення використовують коефіцієнт передруйнування алмазних зерен, значення цього коефіцієнта приймають у межах 3-7 %, а оптимальний рівень температури розраховують за емпіричною залежністю: T 771 637 K0,049 P0,092 Z0,080 , , де T - оптимальна температура обпалення, °C; K - коефіцієнт передруйнування алмазних зерен, %; P - статична міцність алмазного зерна, Н; Z - середній розмір алмазного зерна, мкм. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: зв'язці, круга, виготовлення, алмазного, керамічний, спосіб
Код посилання
<a href="https://ua.patents.su/5-109912-sposib-vigotovlennya-almaznogo-kruga-na-keramichnijj-zvyazci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алмазного круга на керамічній зв’язці</a>
Спосіб виготовлення збірного алмазного круга
Номер патенту: 103767
Опубліковано: 25.12.2015
Автори: Лавріненко Валерій Іванович, Скрябін Валерій Олексійович
МПК: B24D 5/00
Мітки: виготовлення, круга, алмазного, спосіб, збірного
Формула / Реферат:
Спосіб виготовлення збірного алмазного круга, що включає виготовлення корпусів брусків з напресуванням алмазоносного шару на робочі поверхні брусків, виконання проточок на торцевих поверхнях корпусів брусків для стяжних кілець та збирання їх у замкнуте коло запресуванням стяжних кілець у проточки, який відрізняється тим, що при виготовленні брусків спочатку виконують проточки для стяжних кілець, а потім виконують напресування алмазоносного...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Кузьменко Анатолій Петрович, Захаренко Володимир Сергійович, Польшаков Валерій Іванович
МПК: B24B 53/00
Мітки: шліфувального, алмазного, круга, правки, спосіб
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Спосіб виготовлення алмазного інструменту
Номер патенту: 56685
Опубліковано: 25.01.2011
Автор: Кондратюк Віктор Іванович
МПК: B24D 3/06
Мітки: інструменту, алмазного, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення алмазного інструменту, що складається з алмазних сегментів (брусків) на металевій зв'язці, який відрізняється тим, що алмазний порошок шляхом шаржування закріплюється на металевих пластинах, які скріплюються між собою, при цьому товщина пластин визначається у співвідношенні:d=(1,0-8,0)´d,де:d - товщина металевої пластини;d - діаметр алмазного зерна.
Пристрій для закріплення алмазного круга
Номер патенту: 61436
Опубліковано: 17.11.2003
Автори: Азарова Наталя Вікторовна, Матюха Петро Григорович, Полтавець Валерій Васильович
МПК: B24B 45/00
Мітки: алмазного, пристрій, круга, закріплення
Формула / Реферат:
Пристрій для закріплення алмазного круга, що складається з корпусу з торцевою і циліндричною поверхнями для базування, фланця для притискування, регулюючих елементів, що розташовані на фланці для притискування, і регулюючих гвинтів, який відрізняється тим, що регулюючі елементи виконані в вигляді стержнів, один кінець яких встановлено з можливістю контактування з циліндричною поверхнею фланця для притискування, а на протилежному кінці...
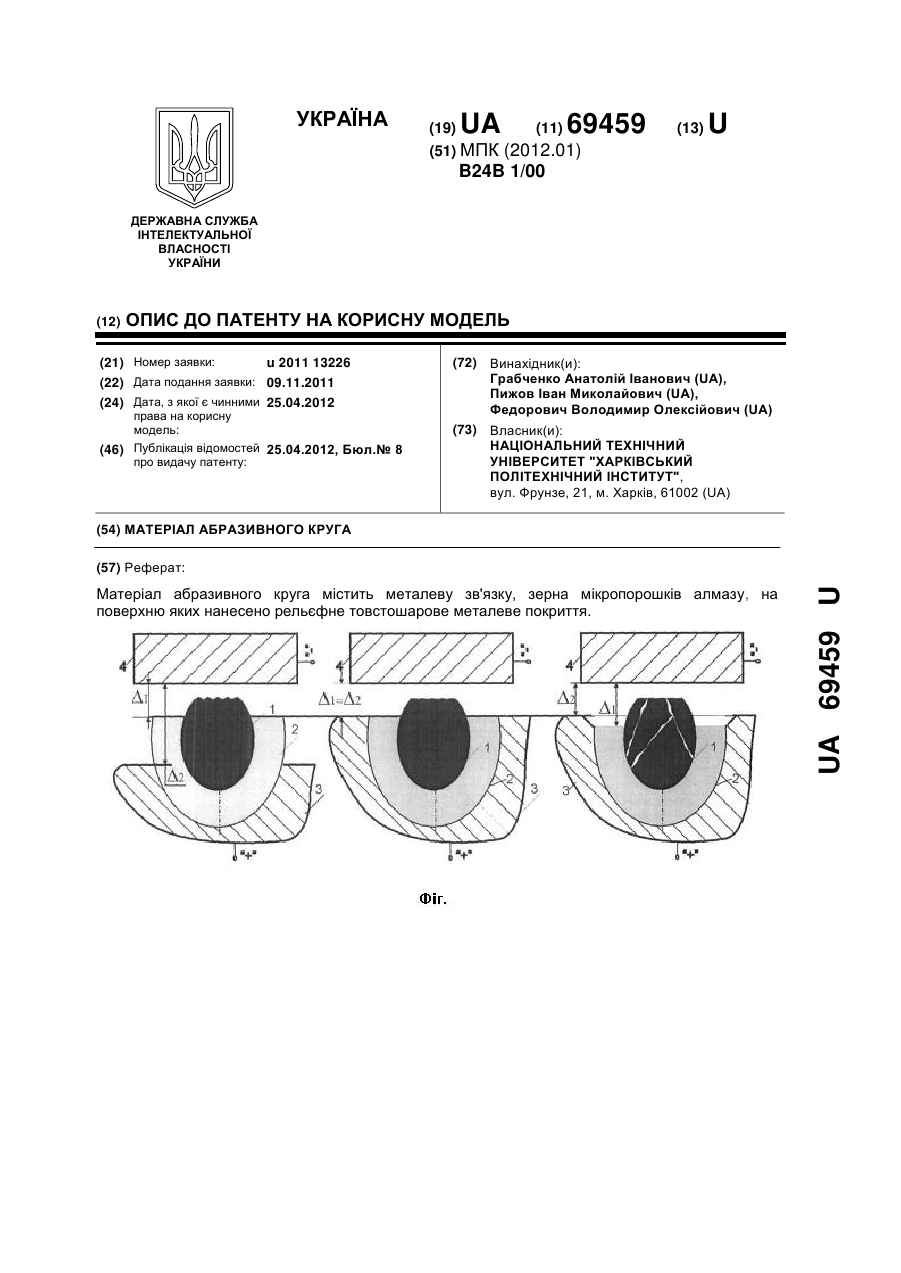
Матеріал абразивного круга
Номер патенту: 69459
Опубліковано: 25.04.2012
Автори: Грабченко Анатолій Іванович, Пижов Іван Миколайович, Федорович Володимир Олексійович
МПК: B24B 1/00
Мітки: круга, абразивного, матеріал
Формула / Реферат:
Матеріал абразивного круга, що містить металеву зв'язку й зерна мікропорошків алмазу, на поверхню яких нанесено рельєфне товстошарове металеве покриття, який відрізняється тим, що використовується металеве покриття, товщина якого дорівнює (40-60) % від початкового середнього розміру алмазного зерна, граничне значення концентрації круга з покритими зернами задається за формулою:
Попередній патент: Муфта пружна
Наступний патент: Спосіб терапії гіпергомоцистеїнемії у неплідних жінок, хворих на синдром полікістозних яєчників
Випадковий патент: Спосіб виготовлення сітчастого полотна "піранья" з колючо-ріжучої стрічки