Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Захаренко Володимир Сергійович, Польшаков Валерій Іванович, Кузьменко Анатолій Петрович

Формула / Реферат
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує діаметра круга.
Текст
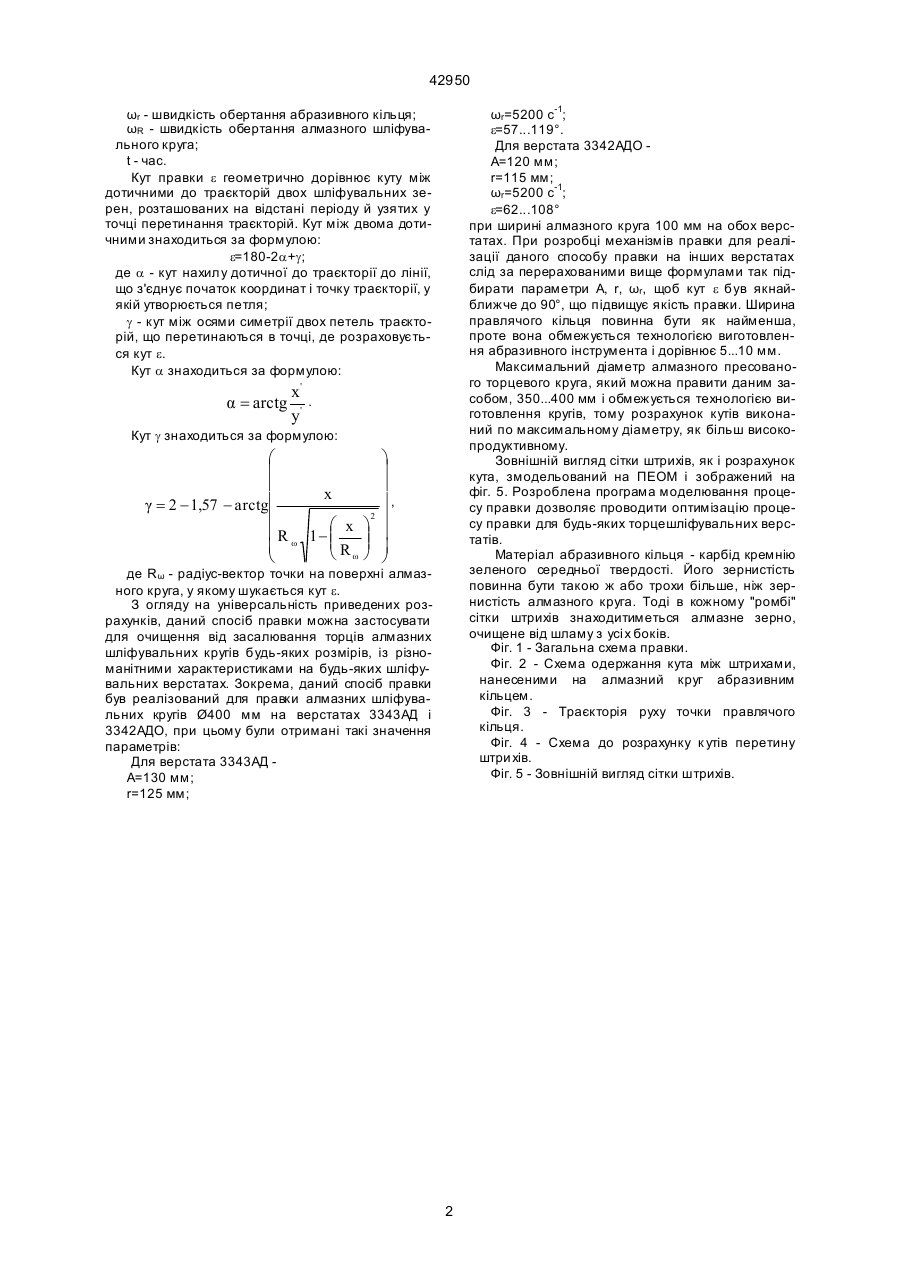
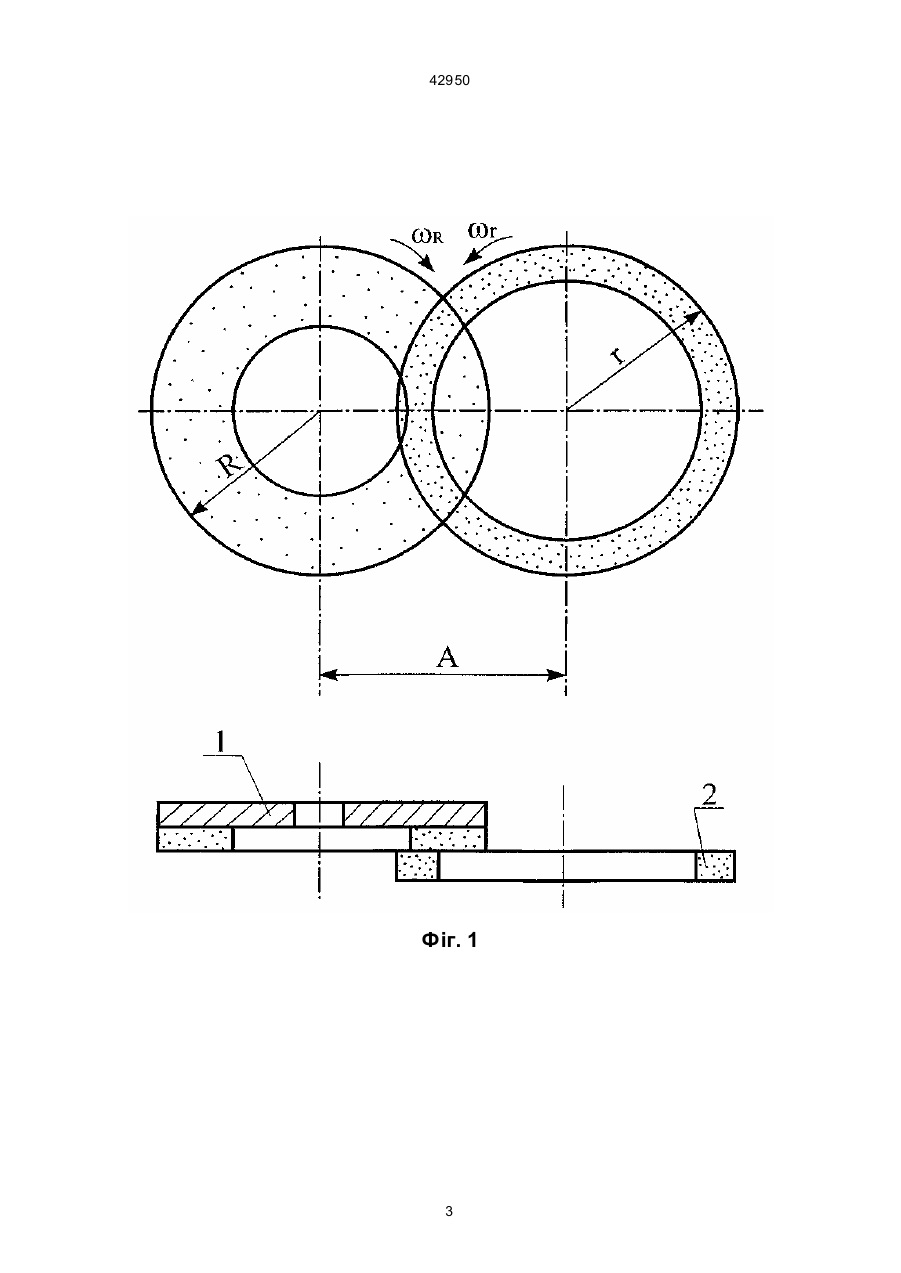
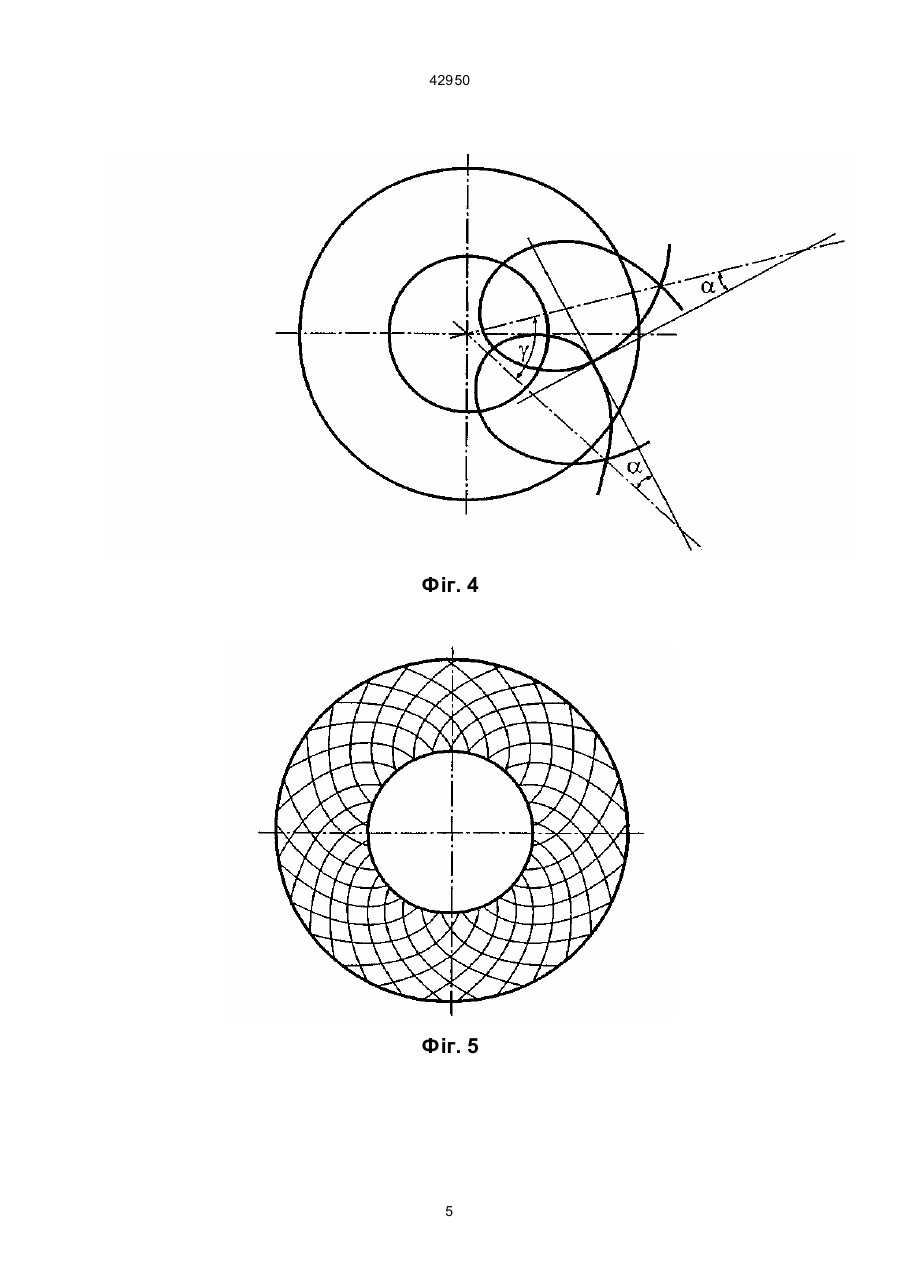
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняє ться тим, що алмазному шлі фувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штри хів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує діаметра круга. (19) (21) 2000063615 (22) 21.06.2000 (24) 15.11.2001 (33) UA (46) 15.11.2001, Бюл. № 10, 2001 р. (72) Польшаков Валерій Іванович, Захаренко Володимир Сергійович, Кузьменко Анатолій Петрович (73) ЧЕРНІГІВСЬКИЙ ДЕРЖАВНИЙ ІНСТИТУТ ЕКОНОМІКИ І УПРАВЛІННЯ, UA 42950 ωr=5200 с-1; e=57...119°. Для верстата 3342АДО А=120 мм; r=115 мм; ωr=5200 с-1; e=62...108° при ширині алмазного круга 100 мм на обох верстатах. При розробці механізмів правки для реалізації даного способу правки на інших верстатах слід за перерахованими вище формулами так підбирати параметри А, r, ωr, щоб кут e був якнайближче до 90°, що підвищує якість правки. Ширина правлячого кільця повинна бути як найменша, проте вона обмежується технологією виготовлення абразивного інструмента і дорівнює 5...10 мм. Максимальний діаметр алмазного пресованого торцевого круга, який можна правити даним засобом, 350...400 мм і обмежується технологією виготовлення кругів, тому розрахунок кутів виконаний по максимальному діаметру, як більш високопродуктивному. Зовнішній вигляд сітки штрихів, як і розрахунок кута, змодельований на ПЕОМ і зображений на фіг. 5. Розроблена програма моделювання процесу правки дозволяє проводити оптимізацію процесу правки для будь-яких торцешліфувальних верстатів. Матеріал абразивного кільця - карбід кремнію зеленого середньої твердості. Його зернистість повинна бути такою ж або трохи більше, ніж зернистість алмазного круга. Тоді в кожному "ромбі" сітки штрихів знаходитиметься алмазне зерно, очищене від шламу з усі х боків. Фіг. 1 - Загальна схема правки. Фіг. 2 - Схема одержання кута між штрихами, нанесеними на алмазний круг абразивним кільцем. Фіг. 3 - Траєкторія руху точки правлячого кільця. Фіг. 4 - Схема до розрахунку к утів перетину штри хів. Фіг. 5 - Зовнішній вигляд сітки штрихів. ωr - швидкість обертання абразивного кільця; ωR - швидкість обертання алмазного шліфувального круга; t - час. Кут правки e геометрично дорівнює куту між дотичними до траєкторій двох шліфувальних зерен, розташованих на відстані періоду й узятих у точці перетинання траєкторій. Кут між двома дотичними знаходиться за формулою: e=180-2a+g; де a - кут нахилу дотичної до траєкторії до лінії, що з'єднує початок координат і точку траєкторії, у якій утворюється петля; g - кут між осями симетрії двох петель траєкторій, що перетинаються в точці, де розраховується кут e. Кут a знаходиться за формулою: α = arctg x' y' . Кут g знаходиться за формулою: æ ö ç ÷ ç ÷ x ÷, γ = 2 - 1,57 - arctgç 2 ÷ ç æ ö ç R ω 1- ç x ÷ ÷ çR ÷ ÷ ç è ωø ø è де Rω - радіус-вектор точки на поверхні алмазного круга, у якому шукається кут e. З огляду на універсальність приведених розрахунків, даний спосіб правки можна застосувати для очищення від засалювання торців алмазних шліфувальних кругів будь-яких розмірів, із різноманітними характеристиками на будь-яких шліфувальних верстатах. Зокрема, даний спосіб правки був реалізований для правки алмазних шліфувальних кругів Ø400 мм на верстатах 3343АД і 3342АДО, при цьому були отримані такі значення параметрів: Для верстата 3343АД А=130 мм; r=125 мм; 2 42950 Фіг. 1 3 42950 Фіг. 2 Фіг. 3 4 42950 Фіг. 4 Фіг. 5 5 42950 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dressing the diamond grinding wheel
Автори англійськоюPolshakov Valerii Ivanovych, Zakharenko Volodymyr Serhiiovych, Kuz’menko Anatolii Petrovych
Назва патенту російськоюСпособ правки алмазного шлифовального круга
Автори російськоюПольшаков Валерий Иванович, Захаренко Владимир Сергеевич, Кузьменко Анатолий Петрович
МПК / Мітки
МПК: B24B 53/00
Мітки: правки, шліфувального, круга, алмазного, спосіб
Код посилання
<a href="https://ua.patents.su/6-42950-sposib-pravki-almaznogo-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки алмазного шліфувального круга</a>
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович, Хорват Матяш
МПК: B24B 53/04
Мітки: переривчастою, електропровідний, зв'язці, шліфувального, пристрій, круга, робочою, поверхнею, правки
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Прилад для правки шліфувального кола
Номер патенту: 8668
Опубліковано: 30.09.1996
Автори: Кшистан Микола Войцехович, Татаренко Анатолій Олександрович, Занін Анатолій Якович, Шейнкман Володимир Давидович
МПК: B24B 53/06, B23F 3/00
Мітки: прилад, правки, кола, шліфувального
Формула / Реферат:
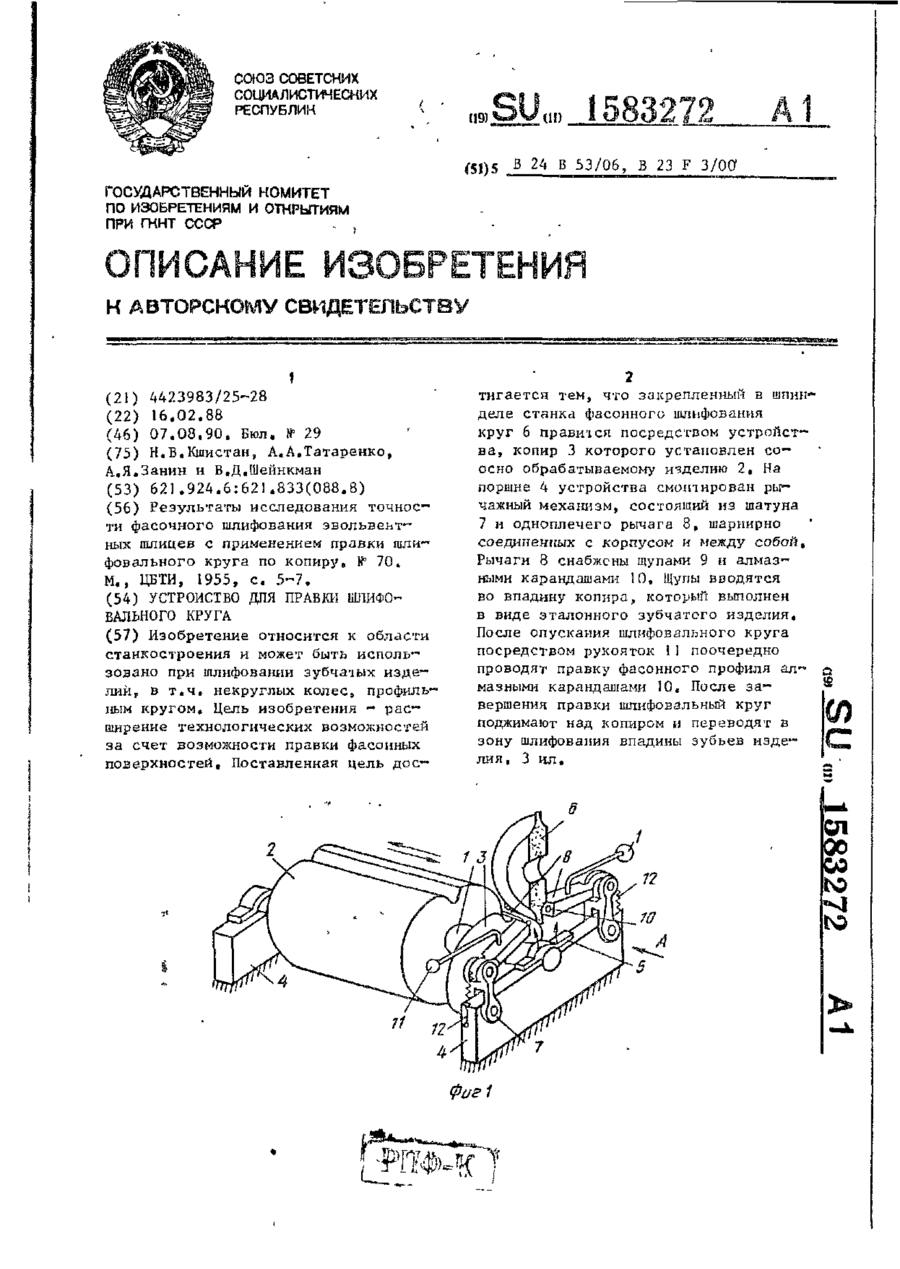
Устройство для правки шлифовального круга, в корпусе которого закреплен рычажный механизм, несущий щуп и алмазный карандаш, и содержащее копир, отличающееся тем, что, с целью расширения технологических возможностей за счет правки фасонных кругов, рычажный механизм выполнен в виде закрепленного в корпусе кривошипа и одноплечего рычага, один конец которого шарнирно закреплен на кривошипе, а на другом размещены щуп и алмазный карандаш,...
Спосіб формування переривчастої робочої поверхні шліфувального круга
Номер патенту: 37932
Опубліковано: 15.05.2001
Автори: Грабченко Анатолій Іванович, Уварова Юлія Леонідівна, Хорват Матяш, Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: B24B 53/00
Мітки: робочої, шліфувального, переривчастої, формування, поверхні, спосіб, круга
Текст:
...можливість керування формою поперечного профілю робочої поверхні алмазного круга електрохімічним методом шляхом зміни форми напруги в імпульсі. Формування западин на робочій поверхні круга робили на круглошліфувальному верстаті мод. ЗБ12, модернізованому для здійснення запропонованого способу. Як алмазні круги використовували круги АПП 300 х 25 х 5 АСВ 100/80 МВ1-100%. Як електроліт використовували водяний розчин NaNО3 - 5%, NaNО2 -...
Механізм тонкої подачі шліфувального круга
Номер патенту: 4014
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Шилле Андрій Ігоревич, Довгоборець Вадим Петрович
МПК: B24B 47/00
Мітки: подачі, механізм, тонкої, круга, шліфувального
Формула / Реферат:
Механизм тонкой подачи шлифовального круга, содержащий корпус шлифовальной бабки, несущий опоры шпинделя шлифовального круга, одна из которых связана с корпусом шлифовальной бабки с помощью упругого элемента, силовой упругий элемент, один конец которого жестко связан с корпусом шлифовальной бабки, а другой - с корпусом упомянутой опоры шпинделя, и привод силового упругого элемента в виде червячного редуктора, отличающийся тем, что, с целью...
Спосіб анодно-механічної правки абразивного інструменту
Номер патенту: 2161
Опубліковано: 26.12.1994
Автори: Хімач Олег Васильович, Покладій Георгій Григорович
МПК: B23P 6/00
Мітки: анодно-механічної, правки, абразивного, інструменту, спосіб
Формула / Реферат:
Способ анодно-механической правки абразивного инструмента на токопроводящей связке в условиях взаимного перемещения контактирующих поверхностей правящего электрода и абразивного инструмента, отличающийся тем, что, с целью повышения производительности и качества правки путем повышения плотности тока, процесс ведут электродом в виде металлической щетки, на ворсинах которой закреплены абразивные зерна, а разность линейных скоростей...
Попередній патент: Спосіб одержання срібного каталізатора окисної конверсії метанолу у формальдегід
Наступний патент: Спосіб моделювання статичного положення рідини в слабкому полі масових сил
Випадковий патент: Пристрій для імпульсних переміщень електродного дроту