Спосіб шарового коксування вугілля в горизонтальних печах з різною висотою камер
Номер патенту: 11002
Опубліковано: 25.12.1996
Автори: Іващенко Володимир Панасович, Рубчевський Валерій Миколайович, Войтенко Борис Іванович, Дроздник Ігор Давидович, Торянік Едуард Ілліч, Васильєв Юрій Семенович, Вірозуб Олександр Іоєлевич, Улановський Марк Леонідович, Чернишов Борис Юрійович
Формула / Реферат
Способ слоевого коксования углей в горизонтальных печах с разной высотой камер, включающий составление шихты по показателю относительной потери массы (ОПМ) и коксование ее с разной скоростью в зависимости от величины ОПМ, отличающийся тем, что шихту для коксования в печах с различной высотой камер составляют по показателю ОПМ от 43,5 - до 52 и для печей с высотой камеры до 4,3 м составляют шихту с ОПМ 48,5-52 и коксуют ее со скоростью подъема температуры в осевой плоскости 66-72 град.ч-1, для печей с высотой камер 5-6 м - шихту с ОПМ 46,5-48,4 и коксуют ее со скоростью 56-62 град.ч-1, а для печей высотой камер 7м - шихту с ОПМ 43,5-46,4% и коксуют ее со скоростью 48-52 град.ч-1.
Текст
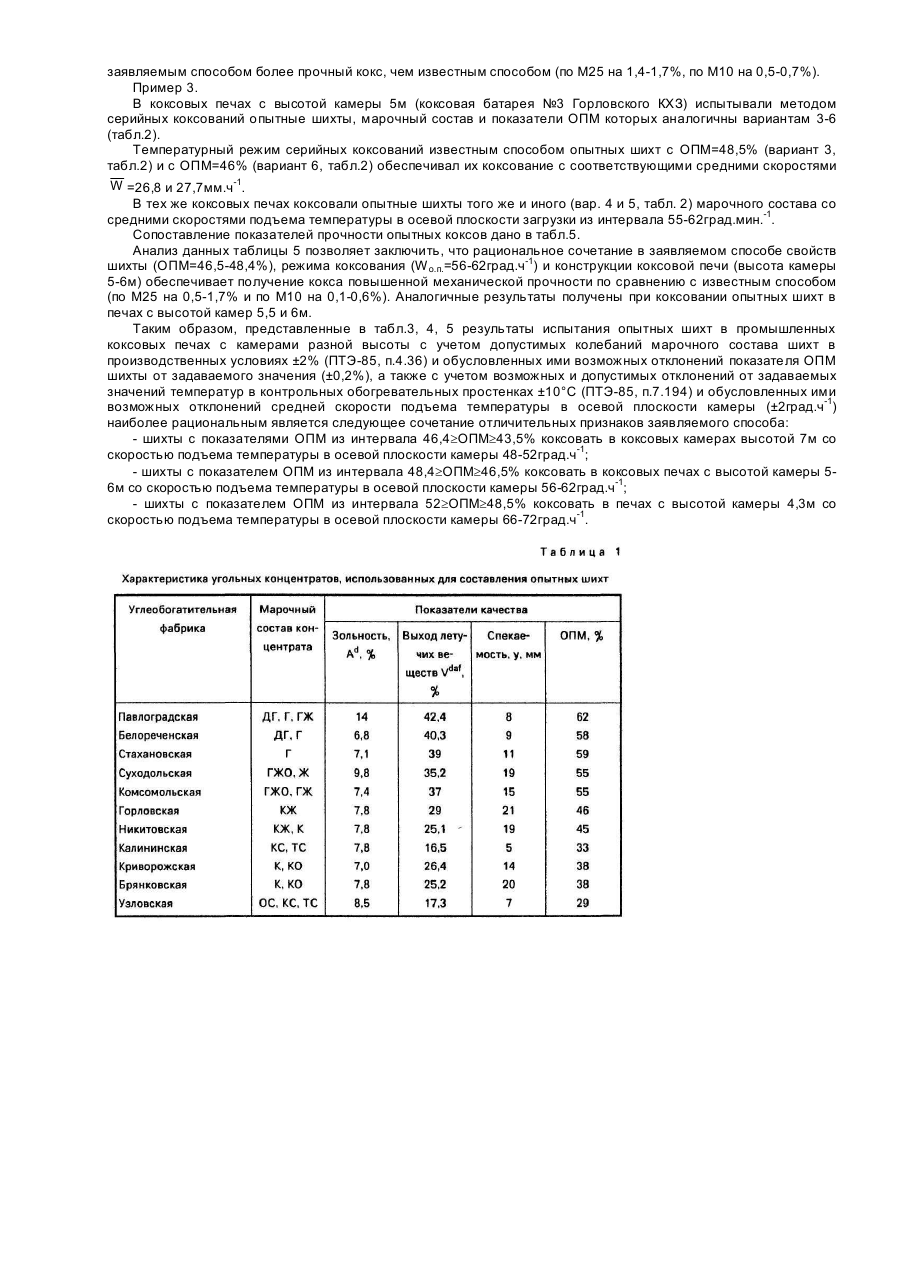
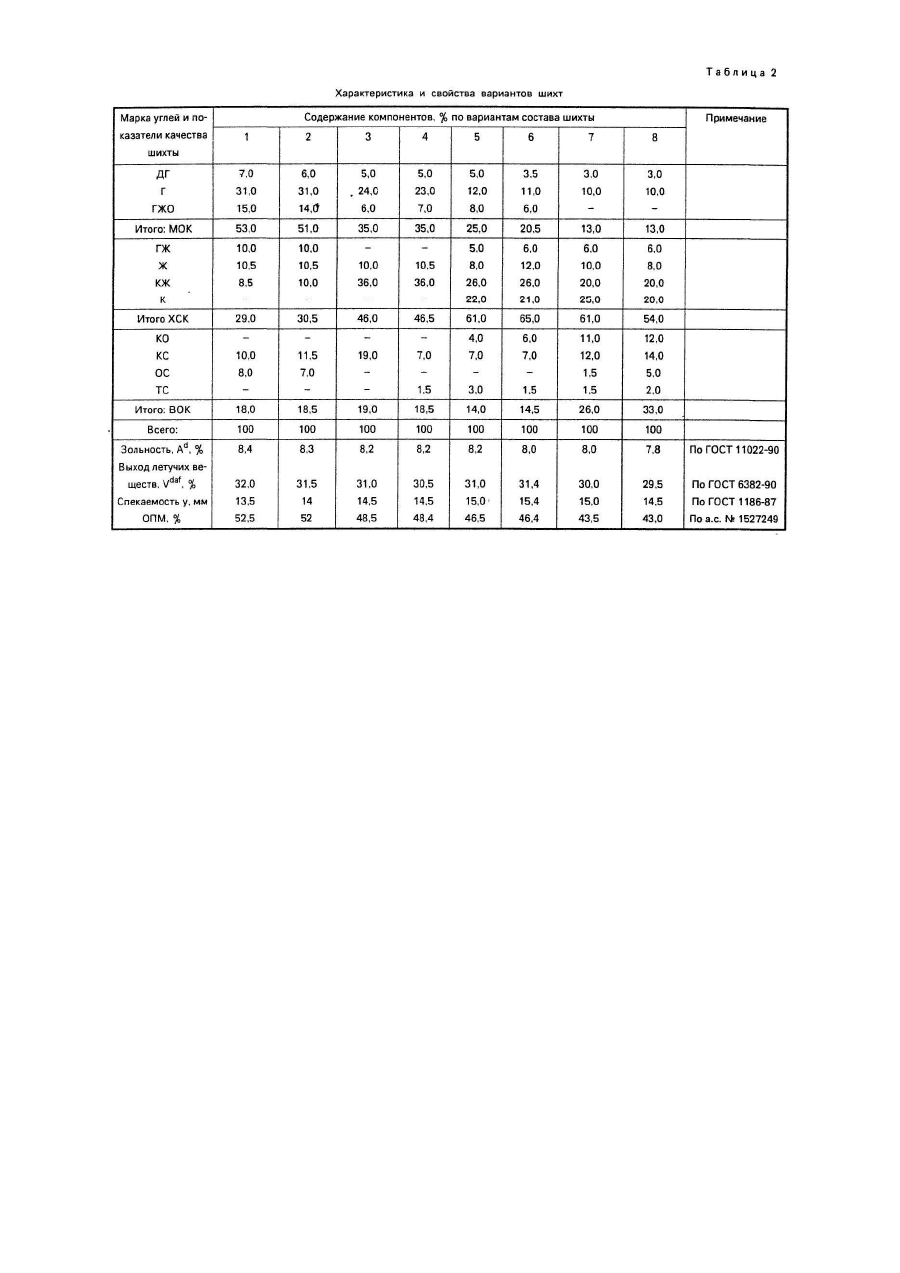
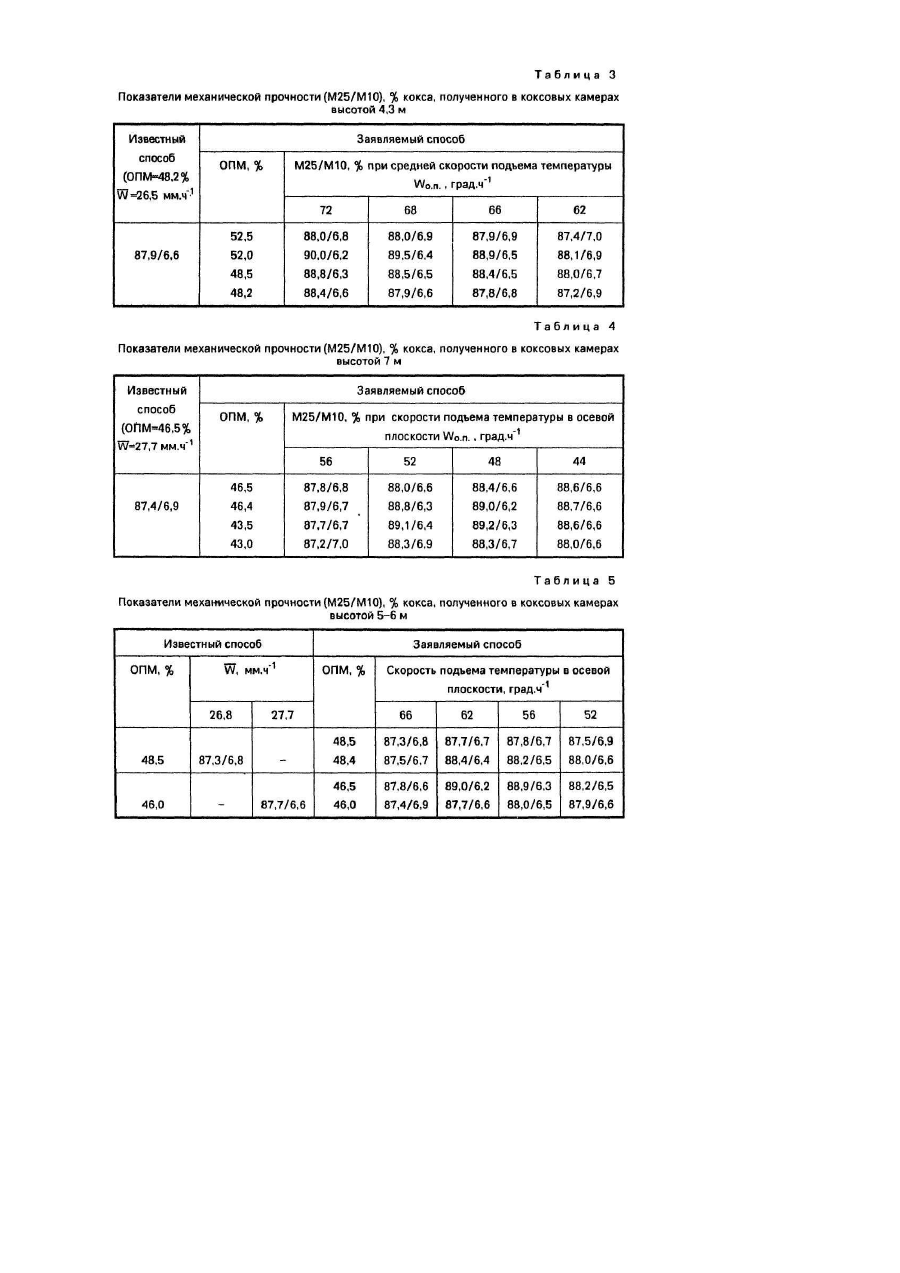
Изобретение относится к термической переработке углей и их смесей и может быть использовано в коксохимической промышленности для определения сырьевой базы и режима коксования в горизонтальных печах с разной высотой камер. Известен способ слоевого коксования углей в горизонтальных печах, включающий составление шихты из индивидуальных компонентов по показателю спекаемости "у" [1], комплексному показателю свойств углей Dt и последующее ее коксование со скоростью, не зависящей от абсолютного значения комплексного показателя и высоты камер коксовой печи. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу является способ слоевого коксования углей, включающий составление шихты по показателям спекаемости и относительной потери массы (ОПМ, %). При этом шихту из отдельных углей составляют так, чтобы 44£ОПМ£51 и шихту с ОПМ, равным 44-47% коксуют со скоростью 27,4-29,0мм/час, а шихту с ОПМ=48-51% - со скоростью 24,027,0мм/час [3]. Основные недостатки известного способа состоят в следующем: 1. Деление шихт по показателю ОПМ только на две группы (44£ОПМ£47 и 48£ОПМ£51) не обеспечивает необходимой глубины дифференциации сырьевой базы с учетом особенностей условий коксования в существующих горизонтальных камерах, обогреваемых через боковые стенки и имеющих конусность (увеличение ширины) с машинной стороны на коксовую сторону. 2. Расчет скорости коксования (W, мм.ч-1), как отношения средней ширины камеры (в, мм) к периоду коксования (п.к., ч.) не учитывает существенного влияния на эту величину конусности камеры. Поскольку в известном способе скорости коксования менее 27мм.час-1 соответствуют шихты с ОПМ 48-51%, а скорости коксования более 27,4мм.час-1 - шихты с ОПМ 44-47%, то, следовательно, по известному способу коксовую камеру шириной 410мм при нормативном п.к.=15ч. нужно от машинной стороны до середины загружать шихтой одного марочного состава (с ОПМ=48-51%), а от середины до коксовой стороны - другого состава (с ОПМ=44-47%), что технически не осуществимо. Таким образом, принятая в известном способе форма выражения скорости коксования и связанная с ней дифференциация сырьевой базы коксования по показателю ОПМ не учитывают влияния конусности камеры и нуждаются в уточнении, прежде всего, - для наиболее распространенных коксовых печей со средней шириной камеры 410мм. 3. Известный способ не отражает влияния на качество кокса также и другого важного фактора - высоты камеры коксования. В существующих коксовых печах с высотой камеры от 4,3 до 7м для получения кокса с заданными показателями качества необходимо обеспечить равномерный прогрев загруженной шихты по высоте, а также устойчивость коксового пирога. Для этого применяют специальные приемы подбора и коксования шихты, не предусмотренные в известном способе. 4. Заявленному в известном способе интервалу средней скорости коксования (24£ W £29мм.ч-1) при средней ширине большинства находящихся в промышленной эксплуатации камер коксовых печей 410мм соответствует интервал значений периода коксования от 14,1,до 17ч. Вместе с тем, на практике устанавливают значительно большие периоды коксования (20 и даже 25ч.), для которых рациональные значения ОПМ шихты и скорости ее коксования известным способом не могут быть определены. Все это приводит к ухудшению показателей качества кокса. Задачей, решаемой предлагаемым способом, является повышение качественных показателей (механической прочности) кокса, получаемого в коксовых печах с разной высотой камер за счет более глубокой дифференциации сырьевой базы коксования по показателю ОПМ и выбора соответствующих ему наиболее рациональных условий коксования по показателю скорости подъема температуры в осевой (продольной) плоскости загрузки (W о.п.) для печей с разной высотой камер печей. Эта задача достигается тем, что в способе слоевого коксования углей в горизонтальных печах, включающем составление шихты по показателю относительной потери массы (ОПМ) и коксование ее с разной скоростью в зависимости от величины ОПМ, шихту для коксования составляют по показателю ОПМ так, чтобы 43,5£ОПМ£52, а в качестве показателя скорости коксования используют среднюю скорость подъема температуры в осевой плоскости коксуемой загрузки, при этом для печей с высотой камеры до 4,3м составляют шихту с ОПМ 48,5-52% и коксуют ее со скоростью подъема температуры в осевой плоскости 66-72град.ч-1, а для печей с высотой камер 5-6м -шихту с ОПМ 46,5-48,4% и коксуют ее со скоростью 56-62град.ч-1, а для печей с высотой камер 7м- шихту с ОПМ 43,5-46,4% и коксуют ее со скоростью 48-52 град.ч-1. Отличительные признаки способа обеспечивают: - Более широкий диапазон изменений значений показателя ОПМ и более глубокая дифференциация по величине этого показателя расширяют возможность обеспечения сырьевой базой коксовых печей разной высоты. - Выбор в качестве показателя скорости коксования средней скорости подъема температуры в продольной осевой плоскости коксуемой загрузки позволяет повысить равномерность прогрева коксуемой загрузки по длине и высоте камеры коксования и вследствие этого повысить качество получаемого кокса. - Взаимосвязь между численными значениями показателей ОПМ, скорости подъема температуры в осевой плоскости коксуемой загрузки и высотой камеры коксования делает возможным поддерживать рациональный режим коксования, а, следовательно обеспечивает улучшение качества кокса, усиливая его механические свойства. Таким образом, каждый из признаков позволяет, а вся совокупность обеспечивает решение поставленной задачи. Сущность способа заключается в следующем. Пробы индивидуальных компонентов, подлежащих шихтованию, нагревают от 400 до 700°С и определяют потерю массы в интервалах температур 400-500 и 400-700°С. По результатам этого определения рассчитывают показатель ОПМ как отношение потерь массы в температурных интервалах 400-500 и 400-700°С. После этого составляют шихту так, чтобы для нее обеспечивалось соотношение 43,5£ОПМ£52. Составленную таким образом шихту с ОПМ 48,5-52% коксуют в печах с высотой камер 4,3м со скоростью подъема температуры в осевой плоскости коксуемой загрузки, равной 66-72 град.ч-1, с ОПМ 46,5-48,4% - в печах с высотой камер 5-6м со скоростью 56-62 град.ч-1, а с ОПМ 43,5-46,4 - в печах 7м со скоростью 48-52 град.ч-1. Скорость подъема температуры в осевой плоскости коксуемой загрузки (W о.п.) рассчитывают по известному уравнению: 1050 ± 50 Wо.п. = , град / ч, п.к. где: 1050±50 - средняя конечная температура в осевой плоскости коксового пирога, °С; п.к. - период коксования, ч. На основании эмпирических знаний с корректировкой на конкретные условия (конструкция и состояние печей, вид отопительного газа и др.) обеспечивают соблюдение требуемого температурного режима коксования и обогрева коксовых печей в соответствии с правилами технической эксплуатации [4]. Примеры осуществления способа. Для испытания заявляемого способа готовили опытные шихты разного марочного состава из концентратов ряда обогатительных фабрик (табл. 1, 2). Марочный состав и показатели качества восьми вариантов опытных шихт, содержащих разные массовые доли этих концентратов и соответственно разные количества малометаморфизованных отощающих компонентов (МОК), хорошо спекающихся компонентов (ХСК) и высокометаморфизованных отощающих компонентов (ВОК), представлены в таблице 2. Опытные шихты испытывали методом серийных коксований на разных коксохимических заводах в печах с камерами шириной 410мм и высотой от 4,3 до 7м. Пример 1. На коксовой батарее № 5 Запорожского коксохимического завода в камерах высотой 4,3м проводили серийные коксования опытной шихты (табл.2, вар.4). По известному способу эту шихту с ОПМ=48,2% (из интервала 51³ОПМ³48) следует коксовать со скоростью из интервала 27³ W ³24 мм.ч-1. Заданную скорость достигали при температурах в контрольных вертикалях машинной и коксовой сторон 410 W= = 26,5мм.ч-1. 15,5 соответственно - 1270 и 1310°С. Период коксования составил 15,5ч., т.е. При этом на коксовой стороне камеры скорость коксования значительно больше 435 -1 Wк.с. = = 28,1 мм.ч 15,5 ), что по известному способу отвечает условиям коксования шихты других состава и ( качества (из интервала 47³ОПМ³44%), т.е. часть шихты коксуют при нерациональном режиме, что снижает качество кокса. Поскольку в печах высотой 4,3м прогрев загрузки по высоте происходит достаточно равномерно, опытные шихты вариантов 1-3 (табл.2) коксовали по заявленному способу при повышенных температурах в обогревательных простенках машинной и коксовой сторон (1280-1290 и 1320-1330°С соответственно), что -1 обеспечило заданный темп подъема температуры в осевой плоскости загрузки ( Wо.п. = 66 - 72град.ч ). В таблице 3 сопоставлены показатели механической прочности кокса, полученного известным и заявляемым способами. Данные таблицы 3 подтверждают возможность улучшения механических свойств кокса при использовании заявляемого способа коксования вместо известного: при коксовании в печах с камерой высотой 4,3м шихты с показателем ОПМ из интервала 48,5-52% со скоростью подъема температуры в осевой плоскости загрузки из интервала 66-72град.ч-1 обеспечивается снижение дробимости (по М25 на 0,5-2,1%) и истираемости (по М10 на 0,1-0,4%) кокса. При другом сочетании свойств шихты (ОПМ=48,2 или 52,5%) и режима коксования (Wo.п.=62град.ч-1) эффект упрочнения кокса снижается или вообще отсутствует. Увеличение скорости подъема температуры в осевой плоскости загрузки сверх испытанного значения 72град.ч-1 не может быть реализовано, поскольку из уравнения (1) следует, что для этого период коксования должен быть меньше минимально допустимого по условиям обслуживания промышленных коксовых печей (14,3ч.) Пример 2. На коксовой батарее № 1-бис Запорожского коксохимического завода в камерах высотой 7м проводили серийные коксования опытной шихты (табл.2, вариант 5). По известному способу эту шихту с ОПМ=46,5% (из интервала 47³ОПМ³44) следует коксовать со скоростью из интервала 29³ W ³27,4мм.ч-1, для обеспечения которой устанавливали температуру в контрольных вертикалах машинной и коксовой сторон соответственно 1290 и 1330°С. 410 W= = 27,7 мм.ч -1. 14,8 При этом на машинной стороне камеры Период коксования составил 14,8ч., т.е. 385 = 26,0 мм.ч -1 14,8 ,что соответствует условиям коксования другой шихты (с скорость коксования была ОПМ из интервала 48-51%), т.е. и в этом примере часть загрузки коксовали известным способом в нерациональном режиме. В тех же печах коксовали заявляемым способом опытные шихты (табл.2, варианты 58), причем, учитывая недостаточно равномерный прогрев загрузки по высоте 7-метровых камер, а также необходимость повысить устойчивость коксового пирога, принимали более низкие, чем в примере 1 скорости подъема температуры в осевой плоскости загрузки (W o.п.). Показатели качества кокса, полученного известным и заявляемым способами, сопоставлены в табл.4. Анализ данных табл.4 позволяет заключить, что рациональное сочетание свойств шихты (ОПМ=43,5-46,4%) и условий ее коксования (W о.п.=48-52град.ч-1) позволяет в коксовых печах с камерой высотой 7м получать Wм.с . = заявляемым способом более прочный кокс, чем известным способом (по М25 на 1,4-1,7%, по М10 на 0,5-0,7%). Пример 3. В коксовых печах с высотой камеры 5м (коксовая батарея №3 Горловского КХЗ) испытывали методом серийных коксований опытные шихты, марочный состав и показатели ОПМ которых аналогичны вариантам 3-6 (табл.2). Температурный режим серийных коксований известным способом опытных шихт с ОПМ=48,5% (вариант 3, табл.2) и с ОПМ=46% (вариант 6, табл.2) обеспечивал их коксование с соответствующими средними скоростями W =26,8 и 27,7мм.ч-1. В тех же коксовых печах коксовали опытные шихты того же и иного (вар. 4 и 5, табл. 2) марочного состава со средними скоростями подъема температуры в осевой плоскости загрузки из интервала 55-62град.мин.-1. Сопоставление показателей прочности опытных коксов дано в табл.5. Анализ данных таблицы 5 позволяет заключить, что рациональное сочетание в заявляемом способе свойств шихты (ОПМ=46,5-48,4%), режима коксования (W o.п.=56-62град.ч-1) и конструкции коксовой печи (высота камеры 5-6м) обеспечивает получение кокса повышенной механической прочности по сравнению с известным способом (по М25 на 0,5-1,7% и по М10 на 0,1-0,6%). Аналогичные результаты получены при коксовании опытных шихт в печах с высотой камер 5,5 и 6м. Таким образом, представленные в табл.3, 4, 5 результаты испытания опытных шихт в промышленных коксовых печах с камерами разной высоты с учетом допустимых колебаний марочного состава шихт в производственных условиях ±2% (ПТЭ-85, п.4.36) и обусловленных ими возможных отклонений показателя ОПМ шихты от задаваемого значения (±0,2%), а также с учетом возможных и допустимых отклонений от задаваемых значений температур в контрольных обогревательных простенках ±10°С (ПТЭ-85, п.7.194) и обусловленных ими возможных отклонений средней скорости подъема температуры в осевой плоскости камеры (±2град.ч-1) наиболее рациональным является следующее сочетание отличительных признаков заявляемого способа: - шихты с показателями ОПМ из интервала 46,4³ОПМ³43,5% коксовать в коксовых камерах высотой 7м со скоростью подъема температуры в осевой плоскости камеры 48-52град.ч-1; - шихты с показателем ОПМ из интервала 48,4³ОПМ³46,5% коксовать в коксовых печах с высотой камеры 56м со скоростью подъема температуры в осевой плоскости камеры 56-62град.ч-1; - шихты с показателем ОПМ из интервала 52³ОПМ³48,5% коксовать в печах с высотой камеры 4,3м со скоростью подъема температуры в осевой плоскости камеры 66-72град.ч-1.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for layerwise carbonization of coal in horizontal coke-ovens with the different height of the boxes
Автори англійськоюUlanovskyi Mark Leonidovych, Torianik Eduard Illich, Virozub Oleksandr Ioielevych, Vasyliev Yurii Semenovych, Drozdnyk Ihor Davydovych, Ivaschenko Volodymyr Panasovych, Voitenko Borys Ivanovych, Rubchevskyi Valerii Mykolaiovych, Chernyshov Borys Yuriiovych
Назва патенту російськоюСпособ шарового коксирования угля в горизонтальных печах с разной высотой камер
Автори російськоюУлановский Марк Леонидович, Торяник Эдуард Иллич, Вирозуб Александр Иоелевич, Васильев Юрий Семенович, Дроздник Игорь Давидович, Иващенко Владимир Афанасьевич, Войтенко Борис Иванович, Рубчевский Валерий Николаевич, Чернышов Борис Юрьевич
МПК / Мітки
МПК: C10B 57/00
Мітки: камер, висотою, вугілля, коксування, різною, шарового, горизонтальних, спосіб, печах
Код посилання
<a href="https://ua.patents.su/5-11002-sposib-sharovogo-koksuvannya-vugillya-v-gorizontalnikh-pechakh-z-riznoyu-visotoyu-kamer.html" target="_blank" rel="follow" title="База патентів України">Спосіб шарового коксування вугілля в горизонтальних печах з різною висотою камер</a>
Спосіб шарового коксування вугілля
Номер патенту: 4817
Опубліковано: 28.12.1994
Автори: Дроздник Ігор Давидович, Чернишов Юрій Олексійович, Данилов Сергій Миколайович, Улановський Марк Леонідович, Зінгерман Юрій Валентинович, Рубчевський Валерій Миколайович
МПК: C10B 57/00
Мітки: шарового, коксування, вугілля, спосіб
Формула / Реферат:
Способ слоевого коксования углей, включающий составление угольной шихты из углей по показателям спекаемости и свойств углей, коксование шихты, отличающийся тем, что, с целью повышения механической прочности кокса, для каждого угля определяют показатель относительной потери массы (ОПМ, %) как отношение потерь массы в температурных интервалах 400-500°С и 400-700°С, при этом шихту из отдельных углей составляют так, чтобы 44 £ ОПМ...
Спосіб автоматичного управління процесом безперервного шарового коксування у вертикальній коксовій печі
Номер патенту: 3789
Опубліковано: 27.12.1994
Автори: Гуржи Олександр Сергійович, Журавель Володимир Іванович, Кузніченко Вячеслав Михайлович, Панкратьєв Олег Миколайович, Скляр Михайло Григорович, Карпов Олександр Васильович, Соловйов Альберт Васильович, Ромасько Владислав Семенович
МПК: C10B 3/00, C10B 47/00, G05D 27/00
Мітки: процесом, шарового, коксування, автоматичного, спосіб, коксовій, вертикальний, управління, безперервного, печі
Формула / Реферат:
Способ автоматического управления процессом непрерывного слоевого коксования в вертикальной коксовой печи С позонным обогревом, состоящий в измерении температуры кладки печи в зоне теплового удара, регулировании расхода газа и воздуха, подаваемых для поддержания заданной температуры в зонах теплового удара, коксования и прокаливания, и в управлении проталкиванием коксуемой массы вдоль указанных зон и выдачей конечного продукта, отличающийся...
Вертикальна піч безперервного шарового коксування
Номер патенту: 4176
Опубліковано: 27.12.1994
Автори: Гуржи Олександр Сергійович, Карпов Олександр Васильович, Кожин Володимир Опанасович, Скляр Михайло Григорович, Кузніченко Вячеслав Михайлович, Ромасько Владислав Семенович
МПК: C10B 3/00
Мітки: піч, вертикальна, шарового, безперервного, коксування
Формула / Реферат:
Вертикальная печь непрерывного слоевого коксования, содержащая необогреваемую металлическую загрузочную секцию, пресс-толкатель, камеру термообработки. снабженную обогревательными простенками, анкерные колонны с пружинными узлами для горизонтального армирования кладки обогревательных простенков, и несущие колонны, отличающаяся тем, что загрузочная секция установлена над камерой термообработки без зазора и выполнена высотой, равной 2,3-3,0...
Спосіб одержання котельного палива на основі продуктів коксування вугілля, що містять вуглеводні
Номер патенту: 8110
Опубліковано: 26.12.1995
Автори: Войтенко Борис Іванович, Ткалич Григорій Михайлович, Данилов Сергій Миколайович, Озерський Юрій Григорович, Компанієць Олександр Іванович, Рубчевський Валерій Миколайович, Овчиннікова Світлана Олександрівна, Чернишов Юрій Олексійович
МПК: C10L 1/04
Мітки: котельного, коксування, одержання, продуктів, основі, спосіб, вуглеводні, палива, вугілля, містять
Формула / Реферат:
Способ получения котельного топлива на основе углеводородсодержащих продуктов коксования углей, предусматривающий последовательное введение в реакционный объем пековых дистиллятов или смеси пековых дистиллятов с нафталинсодержащим маслом, нагретых до 60-80°С, нагретых полимеров бензольного отделения, кубовых остатков ректификации сырого бензола, а также нафталиновой фракции при перемешивании упомянутых компонентов до получения однородного...
Спосіб одержання котельного палива на основі продуктів коксування вугілля, що містять вуглеводні
Номер патенту: 3420
Опубліковано: 01.01.1993
Автори: Войтенко Борис Іванович, Компанієць Олександр Іванович, Рубчевський Валерій Миколайович, Овчиннікова Світлана Олександрівна, Чернишов Юрій Олексійович, Ткалич Григорій Михайлович, Озерський Юрій Григорович, Данилов Сергій Миколайович
Мітки: продуктів, вуглеводні, вугілля, спосіб, основі, коксування, містять, одержання, палива, котельного
Формула / Реферат:
Способ получения котельного топлива на основе углеводородсодержащих продуктов коксования углей, предусматривающий последовательное введение в реакционный объем пековых дистиллятов или смеси пековых дистиллятов с нафталинсодержащим маслом, нагретых до 60-80°С, нагретых полимеров бензольного отделения, кубовых остатков ректификации сырого бензола, а также нафталиновой фракции при перемешивании упомянутых компонентов до получения однородного...
Попередній патент: Діелектрична паста для одержання елементів мікроелектроніки
Наступний патент: Спосіб одержання біостимулюючого засобу
Випадковий патент: Спосіб діагностики електричної негомогенності міокарда шлуночків у хворих на гіпертонічну хворобу старшого віку