Спосіб автоматичного управління процесом безперервного шарового коксування у вертикальній коксовій печі
Номер патенту: 3789
Опубліковано: 27.12.1994
Автори: Скляр Михайло Григорович, Соловйов Альберт Васильович, Карпов Олександр Васильович, Гуржи Олександр Сергійович, Ромасько Владислав Семенович, Панкратьєв Олег Миколайович, Кузніченко Вячеслав Михайлович, Журавель Володимир Іванович
Формула / Реферат
Способ автоматического управления процессом непрерывного слоевого коксования в вертикальной коксовой печи С позонным обогревом, состоящий в измерении температуры кладки печи в зоне теплового удара, регулировании расхода газа и воздуха, подаваемых для поддержания заданной температуры в зонах теплового удара, коксования и прокаливания, и в управлении проталкиванием коксуемой массы вдоль указанных зон и выдачей конечного продукта, отличающийся тем, что в период проталкивания измеряют величину давления проталкивания, сравнивают ее с заданными значениями и при отклонениях величины давления проталкивания от заданных значений изменяют величину порции загружаемой шихты до обеспечения заданных значений давления проталкивания.
Текст
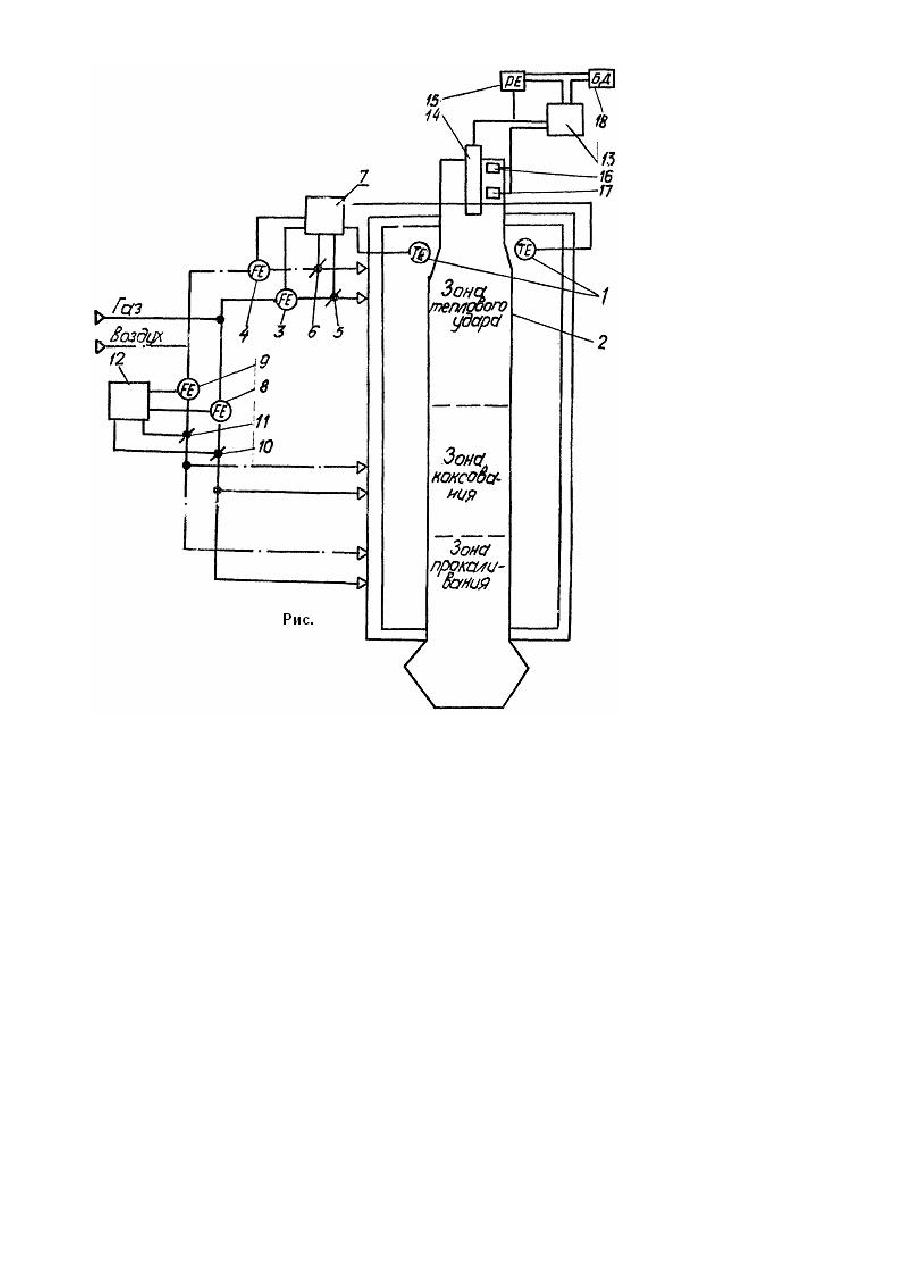
Изобретение относится к способам управления режимом работы коксовых печей и может найти применение в коксовом производстве при управлении режимом работы вертикальных коксовых печей непрерывного слоевого коксования (НСК). Непрерывное слоевое коксование в движущемся слое является одной из перспективных технологий коксования углей, позволяющих из шихт с повышенным содержанием недефицитных, слабоспекающихся углей получать высококачественный кокс. Эта технология осуществляется в специальных вертикальных коксовых печах непрерывного действия с позонным обогревом. Известен способ управления процессом непрерывного слоевого коксования в вертикальной коксовой печи непрерывного действия [1], включающий измерение температуры кладки печи в зоне теплового удара, регулирование дозированного расхода газа, расхода воздуха в требуемом соотношении с расходом газа, подаваемых для поддержания заданной температуры кладки в указанную зону, а также в зоны коксования и прокаливания и ручное управление работой разгрузочного устройства и пресс-толкателя в соответствии с расчетным периодом коксования через определенные промежутки времени без учета измученна свойств коксующейся массы в технологіческих зонах печи. Описанный способ применим для управления процессом непрерывного коксования в вертикально движущемся слое при стабильном вертикальном перемещении коксуемой массы вдоль технологических зон камеры и не предусматривает коррекции параметров, влияющих на стабилизацию режима вертикального перемещения массы в случае возникающих в процессе эксплуатации нарушений этого режима. Практика эксплуатации опытной установки непрерывного слоевого коксования показывает, что давление проталкивания коксуемой массы может отклоняться от заданного значения в большую или меньшую сторону, т.е. оно не является стабильным и может изменяться от 20 до 220 кПа. При этом, оптимальным значением давления проталкивания является величина, равная 60-180 кПа. В указанном диапазоне давлений обеспечивается стабильное вертикальное перемещение коксуемой массы, получение кокса высокого качества. В случае ухудшения спекаемости шихты уменьшается адгезия пластической массы к стенкам камеры коксования, а, следовательно, уменьшается сопротивление проталкиванию коксуемой массы. Уменьшение давления проталкивания приводит к снижению плотности порций шихты, подаваемых пресс-толкателем в загрузочную секцию печи и перемещаемых далее в зону коксования. Это приводит к самопроизвольному опусканию коксуемой загрузки по высоте камеры коксования на расстояние, равное высоте разрыва между шихтококсовым пирогом", находящимся в зоне коксования. и коксовой засыпью, находящейся в зоне прокаливания, т.е. к т.н. обрыву коксуемой массы. В результате обрыва нарушается герметичность зоны загрузки, и газы коксования через загрузочную секцию выходят наружу, создавая аварийную ситуацию. В случае изменения марочного состава шихты или замены одного шихтокомпонента на другой, обладающий более высокой спекаемостью, могут увеличиться адгезионные свойства шихты при переходе ее в пластическое состояние. Увеличение сил адгезии пластической угольной массы к греющим стенам камеры коксования приводит к увеличению сопротивления коксуемой массы при проталкивании ее по ходу технологических зон печи. Это приводит к увеличению плотности загружаемых в печь порций шихты и повышению ее давления раслирания на стены камеры коксования. Максимально допустимым давлением распирания на кладку печи принимают давление порядка 20 кПа. Давления, превышающие указанное значение, считаются опасными, так как приводят к необратимой деформации кладки печи, нарушению ее целостности и в итоге - к разрушению кладки камеры коксования. В основу изобретения поставлена задача разработать способ автоматического управления процессом непрерывного слоевого коксования в вертикальной коксовой печи, где регулирование порции загружаемой шихты обеспечивает заданное давление проталкивания, что предотвратит разрушение кладки печи и обеспечит устойчивое вертикальное перемещение коксуемой массы, в результате чего сохраняется высокое качество кокса. Поставленная задача решается тем, что в способе автоматического управления процессом НСК в вертикальной коксовой печи с позонным обогревом, состоящем в измерении температуры кладки печи в зоне теплового удара, регулировании расхода газа и воздуха, подаваемых для поддержания заданной температуры в зонах теплового удара, коксования и прокаливания, и в управлении проталкиванием коксуемой массы вдоль указанных зон и выдачей конечного продукта, согласно изобретению, в период проталкивания измеряют величину давления проталкивания, сравнивают ее с заданными значениями и при отклонениях величины давления проталкивания от заданных значений изменяют величину порции загружаемой шихты до обеспечения заданных значений давления проталкивания. Совокупность существенных признаков заявляемого способа обеспечивает работу установки непрерывного слоевого коксования в области давлений, при которых гарантируется отсутствие аварийных ситуаций, связанных с нарушением стабильности вертикального перемещения коксуемой массы, а также опасных давлений на кладку камеры коксования, что предотвращает разрушение кладки печи, обеспечивает устойчивое вертикальное перемещение коксуемой массы при сохранении высокого качества конечного продукта. Предлагаемый способ автоматического управления поясняется чертежом, на котором в качестве примера представлена структурная схема системы управления, реализующей данный способ. Схема включает датчики 1 температуры кладки коксовой печи 2 в зоне теплового удара, датчики 3 и 4 расхода соответственно газа и воздуха, подаваемых в зону теплового удара, исполнительные механизмы 5 и 6, установленные соответственно на трубопроводах газа и воздуха, подаваемых в зону теплового удара, и связанную с ними систему 7 регулирования температуры кладки в зоне теплового удара; датчики расхода 8 и 9 соответственно газа и воздуха, подаваемых в зоны коксования и прокаливания, исполнительные механизмы 10 и 11, установленные соответственно на трубопроводах газа и воздуха, подаваемых в зоны коксования и прокаливания, и связанную с ними систему регулирования 12 соотношения газа и воздуха, подаваемых в зоны коксования и прокаливания; систему управления 13 пресс-толкателем 14, датчик давления 15 масла в системе привода пресс-толкателя 14, датчики положения толкателя верхний 16 и нижний 17, блок управления 18 дозирующим устройством, связанный с датчиком давления 15 и системой управления 13 пресс-толкателя 14. Способ осуществляется следующим образом. Датчики температуры 1 кладки коксовой печи 2 в зоне теплового удара перед очередным проталкиванием измеряют текущие значения температуры кладки, которые поступают на вход системы регулирования 7 температуры кладки в зоне теплового удара, на входы которой также поступают текущие значения расходов газа и воздуха, подаваемых в зону теплового удара, измеряемые датчиками 3 и 4. Система регулирования 7 температуры кладки в зоне теплового удара формирует управляющие сигналы на исполнительный механизм 5, установленный на трубопроводе газа, в зависимости от текущего значения температуры кладки в зоне теплового удара и на исполнительный механизм 6, установленный на трубопроводе воздуха, в соответствии с заданных, соотношением расходов газа и воздуха. На входы системы регулирования 12 соотношения газа и воздуха поступают текущие значения расхода газа и воздуха подаваемых в зоны коксования и прокаливания, измеряемые датчиками 8 и 9. Система регулирования 12 соотношения газа и воздуха, подаваемых в зоны коксования и прокаливания, формирует управляющие сигналы на исполнительный механизм 10, установленный на трубопроводе газа, и на исполнительный механизм 11, установленный на трубопроводе воздуха, в соответствии с заданным соотношением расходов газа и воздуха. При уменьшении давления масла в системе привода пресс-толкателя 14 ниже заданного значения, определяемого датчиком 15, система управления 13 пресс-толкателем 14 после достижения им нижнего положения, определяемого датчиком 17, выдает команду на блок управления 18 дозирующим устройством на увеличение порции подаваемой шихты в зависимости от степени снижения давления. Блок управления 18 построен на принципе жесткого задания количества порций угля в зависимости от давления проталкивания. При увеличении давления масла в системе привода пресс-толкателя 14 выше заданного, определяемого датчиком 15, система управления 13 после достижения нижнего положения пресс-толкателя 14, определяемого датчиком 17, выдает команду на блок управления 18 дозирующим устройством на уменьшение порции подаваемой в печь шихты в зависимости от степени увеличения давления проталкивания. При этом температурный режим печи и режим проталкивания коксуемой массы поддерживают такими же, как и при последнем проталкивании, выполняемом без изменения величины порции загружаемой шихты. После выхода установки в заданный диапазон давлений проталкивания управление ею осуществляется по температуре в зоне теплового удара датчиками температуры 1, системой регулирования температуры 7 с помощью исполнительных механизмов 5 и 6. Предлагаемый способ в сравнении с известным позволяет достаточно быстро (за 3- 8 ч) восстановить заданный (60-180 кПа) диапазон давлений проталкивания и предотвратить уменьшение или увеличение величины давлений проталкивания до критических значении. Следовательно, исключаются аварийные ситуации, предотвращается разрушение кладки печи, обеспечивается устойчивое вертикальное перемещение коксуемой массы при сохранении высокого качества конечного продукта и исключаются случаи прекращения задачи кокса, т.е. поддерживается заданная производительность установки.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method for the auto control of the process of continuous laminar coking in the vertical coke oven
Автори англійськоюSkliar Mykhailo Hryhorovych, Karpov Oleksandr Vasyliovych, Kuznichenko Viacheslav Mykhailovych, Hurzhy Oleksandr Serhiiovych, Romasko Vladyslav Semenovych, Pankratiev Oleh Mykolaiovych, ZHURAVEL VOLODYMYR IVANOVYCH, Soloviov Al`bert Vasyliovych
Назва патенту російськоюСпособ автоматического управления процессом непрерывного cлоевого коксования в вертикальной коксовой печи
Автори російськоюСкляр Михаил Григорьевич, Карпов Александр Васильевич, Кузьниченко Вячеслав Михайлович, Гуржи Александр Сергеевич, Ромасько Владислав Семенович, Панкратьев Олег Николаевич, ЖУРАВЕЛЬ ВЛАДИМИР ИВАНОВИЧ, Соловйов Альберт Васильевич
МПК / Мітки
МПК: C10B 47/00, G05D 27/00, C10B 3/00
Мітки: вертикальний, коксування, управління, безперервного, автоматичного, шарового, коксовій, процесом, спосіб, печі
Код посилання
<a href="https://ua.patents.su/3-3789-sposib-avtomatichnogo-upravlinnya-procesom-bezperervnogo-sharovogo-koksuvannya-u-vertikalnijj-koksovijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління процесом безперервного шарового коксування у вертикальній коксовій печі</a>
Спосіб автоматичного управління процесом приготування композиції з послідовною її розпилювальною сушкою
Номер патенту: 2856
Опубліковано: 26.12.1994
Автори: Соломко Микола Миколайович, Парфенова Ірина Петрівна, Степанова Олександра Леонтієвна, Кабанюк Вероніка Васильєвна, Миголь Володимир Іванович, Ковальов Віктор Максимович, Иващенко Володимир Кирилович
МПК: F26B 21/06, F26B 25/22
Мітки: процесом, сушкою, розпилювальною, автоматичного, управління, спосіб, приготування, послідовною, композиції
Формула / Реферат:
Способ автоматического управления процессом приготовления композиции с последующей ее распылительной сушкой, путем измерения температуры теплоносителя, стабилизации температуры теплоносителя изменением подачи топлива и первичного воздуха, регулирования насыпной плотности готового продукта, давления распыла композиции изменением числа оборотов насоса, измерения вязкости и композиции, отличающийся тем, что, с целью повышения точности...
Спосіб керування процесом складання шихти для коксування
Номер патенту: 4424
Опубліковано: 27.12.1994
Автори: Малевич Василь Костянтинович, Цебрій Людмила Семенівна, Гапотченко Микола Петрович, Ковальов Євген Тихонович, Барандес Вікторія Захарівна, Улановський Марк Леонідович, Дроздник Ігор Давидович, Мамулошвілі Анатолій Іванович, Гуртовник Петро Фройлович, Світличний Іван Федорович
МПК: G01N 21/00, G05D 27/02
Мітки: шихти, складання, коксування, керування, процесом, спосіб
Формула / Реферат:
Способ управлення процессом составления шихты для коксования, включающим определение физических параметров исходных компонентов, а также шихт заданного и испытуемого составов, сравнение полученных значений и корректировку дозирования исходных компонентов шихты, отличающийся тем, что, с целью упрощения и повышения точности измерений контроль физических параметров исходных компонентов и шихт испытуемого состава осуществляют для углей с...
Спосіб автоматичного управління процесом сгущення та пристрій для його здійснення
Номер патенту: 3190
Опубліковано: 26.12.1994
Автори: Ульшин Віталій Олександрович, Золотарьов Олександр Іванович, Кіпа Володимир Кіндратович, Лопаєнко Олексій Федорович
МПК: B01D 21/00
Мітки: спосіб, здійснення, управління, пристрій, сгущення, автоматичного, процесом
Формула / Реферат:
1. Способ автоматического управления процессом сгущения путем регулирования расхода флокулянта, подаваемого в сгуститель, по весовому расходу твердого в исходной пульпе при стабилизации содержания твердого в сгущенном продукте изменением его расхода, отличающийся тем, что измеряют текущее значение высоты осветленного слоя, задают верхнее и нижнее предельные его значения, расход флокулянта корректируют пропорционально положительному отклонению...
Система автоматичного управління відбором пічного газу
Номер патенту: 4449
Опубліковано: 27.12.1994
Автори: Павленко Микола Михайлович, Кухтєнков Констянтин Михайлович, Фільшин Віталій Євгенович, Леонт'єв Олексій Матвійович
МПК: F27D 19/00
Мітки: автоматичного, система, відбором, газу, пічного, управління
Формула / Реферат:
Система автоматического управления отбором печного гдза из известковоожигательных печей в производстве кальцинированной соды, содержащая в каждой печи датчик давления, регулятор сброса газа в атмосферу, регулятор давления печи, исполнительный механизм регулирующего органа сброса в атмосферу и исполнительный механизм регулирующего органа отбора газа из печи, причем в каждой печи датчик давления соединен с первым входом регулятора сброса газа...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Боровой Валентин Михайлович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: автоматичного, програмного, пристрій, стикового, управління, контактного, зварювання, оплавленням, процесом
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Попередній патент: Шафа комплектного розподільного пристрою
Наступний патент: Полімерна паста для виробництва важкозаймистих конвеєрних стрічок
Випадковий патент: Стіновий блок для зовнішніх стін