Спосіб визначення дефектності виробу
Формула / Реферат
Спосіб визначення дефектності виробу, який полягає в тому, що в різних деталях контрольованого виробу та еталонного виробів ударом послідовно збуджують пружні коливання еталонного і контрольованого виробів, реєструють в кожному випадку коливання виробу, визначають обвідні пружних коливань, який відрізняється тим, що збуджують пружні коливання в ідентичних точках контрольованого та еталонного виробів, визначають модуль різниці обвідних коливань цих же виробів, інтегрують його протягом заданого інтервалу часу, а дефектність виробу визначають за результатом порівняння значення інтегрованого модуля різниці обвідних коливань з еталонним значенням за формулою
де ![]() - час інтегрування;
- час інтегрування;
![]() - обвідна напруги, отримана у результаті зондування контрольованого виробу;
- обвідна напруги, отримана у результаті зондування контрольованого виробу;
![]() - обвідна напруги, отримана у результаті зондування еталонного виробу;
- обвідна напруги, отримана у результаті зондування еталонного виробу;
![]() - порогова напруга джерела опорної напруги.
- порогова напруга джерела опорної напруги.
Текст
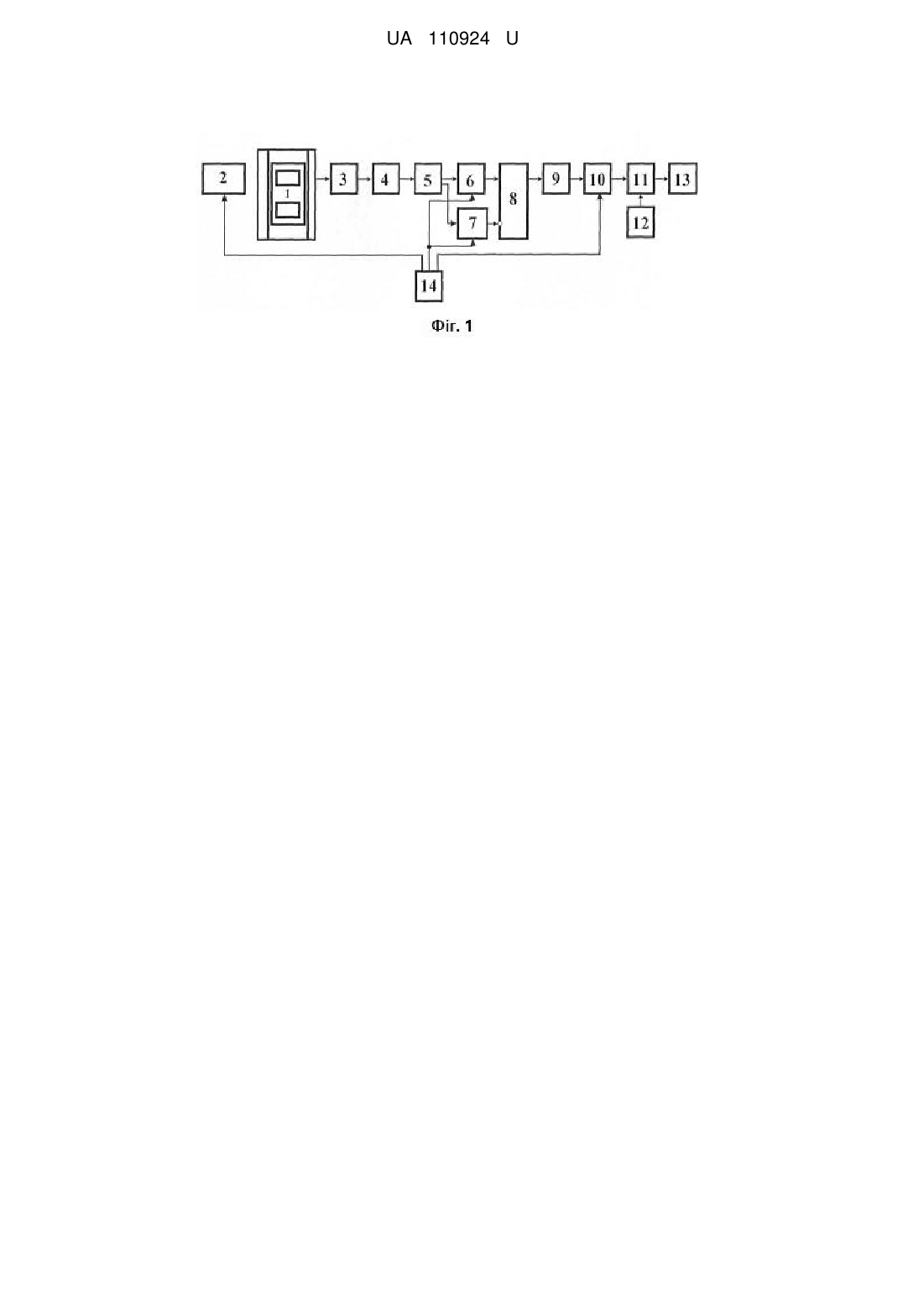
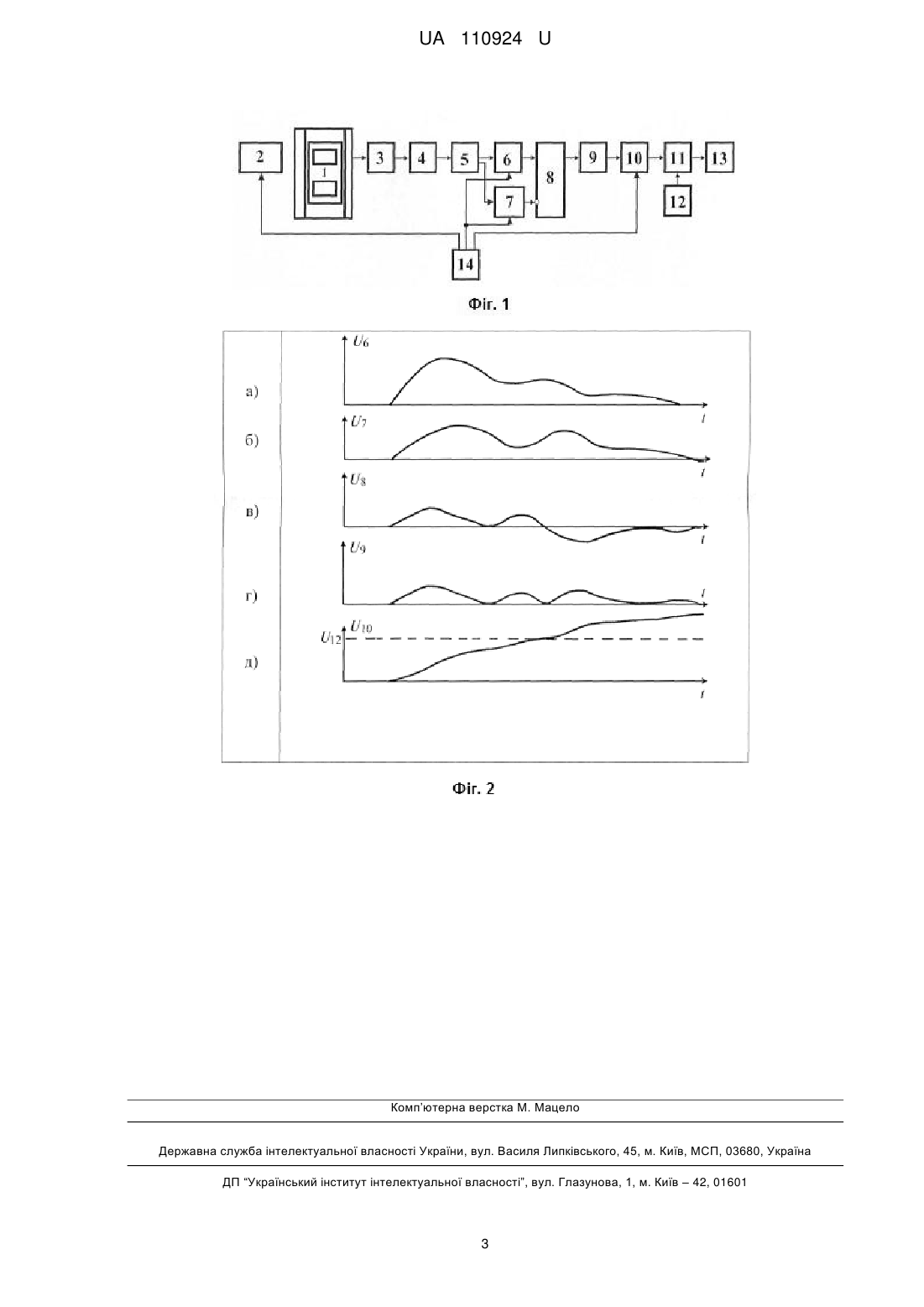
Реферат: UA 110924 U UA 110924 U 5 10 15 20 25 30 35 40 Корисна модель належить до неруйнівного контролю і її можна використати для діагностування складових частин виробів за параметрами їх коливань. Відомий спосіб визначення дефектності виробів, який полягає в тому, що в різних зонах контрольованого виробу віброударом послідовно збуджують пружні коливання, реєструють в кожному випадку коливання виробу, вимірюють частоту цих коливань з максимальною амплітудою, порівнюють її з еталонною і за результатами порівняння визначають дефектність виробу [Глаговский Б.А., Московенко И.Б. Низкочастотные акустические методы контроля в машиностроении. - Л.: Машиностроение, 1977. - С.49-52]. Однак спосіб не дає можливість визначення дефектності складених деталей в виробі і виробів складної форми. Відомий також спосіб визначення дефектності виробів, який полягає в тому, що в різних деталях контрольованого складного виробу ударом послідовно збуджують пружні коливання, реєструють в кожному випадку коливання виробу, визначають коливання виробу з максимальною амплітудою і за обвідною амплітуди цього коливання встановлюють наявність зазору у виробі [Авторское свидетельство СССР №1167492, МПК G01N 29/04. Заявлено 12.01.1983 г. Опубл.15.07.1985. Бюл. №26]. У складних виробах і деталях складної форми обвідна реєстрованого коливального процесу визначається не тільки власними коливаннями ділянки збудження, але і інших ділянок деталі або деталями складного виробу. При цьому обвідна коливального процесу може мати не один екстремум, як для деталей простої форми, який розглядається у вказаному способі, а декілька екстремумів [Тюлин В.Н. Введение в теорию излучения и рассеяния звука.- М.: Наука, 1976. - С. 227-231]. Однак спосіб має низьку надійність визначення дефектності виробу, оскільки про наявність дефекту судять за обмеженим числом параметрів коливального процесу, наприклад, амплітуді екстремума, його часовому положенню і крутизні обвідної одного екстремума. Крім цього, пошук місця прикладення удару в контрольованому виробі, описаний у способі, для максимізації амплітуди коливального процесу, який не відповідає місцю прикладення удару в еталонному виробі, підвищуючи рівень сигналу, погіршує можливості ідентифікації коливального процесу контрольованого процесу з еталонним. В основу корисної моделі поставлено задачу створити спосіб визначення дефектності виробів, в якому введення нових операцій та зв'язків дає змогу підвищити надійність визначення складних виробів і виробів складної форми. Поставлена задача вирішується тим, що в способі виявлення дефектності виробу, який полягає у тому, що в різних деталях контрольованого та еталонного виробу ударом послідовно збуджують пружні коливання в еталонному і контрольованому виробах, реєструють в кожному випадку коливання виробу, визначають обвідні пружних коливань, згідно з корисною моделлю, пружні коливання збуджують в ідентичних точках контрольованого та еталонного виробів, визначають модуль різниці обвідних коливань цих же виробів, інтегрують його протягом заданого інтервалу часу, а дефектність виробів визначають за результатом порівняння значення інтегрованого модуля різниці обвідних коливань з еталонним пороговим значенням за формулою Ti Ud (t ) Ue (t ) dt U0, (1) 0 де Ti - час інтегрування; Ud(t ) - обвідна напруги, отримана у результаті зондування контрольованого виробу; 45 50 55 Ue (t ) - обвідна напруги, отримана у результаті зондування еталонного виробу; U0 - порогова напруга джерела опорної напруги. Введення додаткових дій та операцій дає змогу досягнути поставленого завдання, зокрема, запропонований спосіб дає змогу підвищити надійність контролю дефектності складових виробів і виробів складної форми, оскільки використання ідентичних точок збудження еталонного і контрольованого виробів, а також інтегральне часове порівняння модулів обвідних коливальних процесів надійніше характеризує дефектність виробу, бо на відміну від прототипу, про наявність дефекту судять не за обмеженим числом параметрів коливального процесу, зокрема амплітуді екстремума, його часовому положенню і крутизні обвідної тільки одного, а не декількох екстремумів, а за інтегральним значенням модуля коливального процесу, яке перевищило порогове еталонне значення. На фіг. 1 зображено функціональну схему пристрою для визначення дефектності виробів; на фіг. 2 - часові діаграми, що пояснюють суть способу: фіг. 2а - обвідна коливальних процесів в ідентичних точках еталонного виробу; фіг. 2б - обвідна коливальних процесів в ідентичних 1 UA 110924 U 5 10 15 20 25 30 35 точках контрольованого виробу; фіг. 2в - різниця обвідних коливальних процесів в ідентичних точках еталонного та контрольованого виробу; фіг. 2г - модуль різниці обвідних коливальних процесів в ідентичних точках еталонного та контрольованого виробу; фіг. 2д - інтеграл модуля різниці обвідних коливальних процесів в ідентичних точках еталонного та контрольованого виробу і порогове значення модуля. Контрольований виріб 1 розташовують між пристосуванням 2, яке створює удар, і приймальним перетворювачем 3, який послідовно з'єднано з підсилювачем 4, пристроєм виділення обвідної 5, який зв'язаний із запам'ятовувальними пристроями 6 і 7. Пристрої 6 і 7 з'єднано з пристроєм віднімання 8, який послідовно з'єднано з детектором 9, інтегратором 10, пристроєм порівняння 11 і реєстратором 13. До другого входу пристрою 11 приєднано джерело опорної напруги 12. Блок керування 14 приєднано першим виходом з пристосуванням 2, а другим виходом із входами пристроїв запам'ятовування 6 і 7 і третім виходом - з інтегратором 10. Блок керування 14 доцільно виконати на мікропроцесорній базі. Решта вузлів пристрою достатньо детально описано в літературі. Спосіб визначення дефектності виробу здійснюється так. За сигналом блока керування 14 в еталонному і контрольованому 1 виробах в ідентичних вибраних точках послідовно збуджують пружні коливання з допомогою пристосування 2, яке створює короткочасний механічний удар заданої сили і тривалості впливу. Причому, збуджують пружні коливання послідовно у всіх деталях складного контрольованого виробу 1. Звукові хвилі, що виникають при коливанні контрольованого виробу 1, надходять на вхід приймального перетворювача 3 і через підсилювач 4 надходять на пристрій 5 виділення обвідної. Потім обвідні коливальних процесів реєструють в запам'ятовувальних пристроях 6 - для еталонного виробу і 7 - для контрольованого. Наявність дефектів у виробі призводить до погіршення добротності контрольованого виробу 1 за рахунок перерозподілу енергії між спряженими деталями і збільшенню втрат при коливанні. Дефектність контрольованого виробу визначається інтегральним часовим порівнянням обвідних, які попередньо запам'ятали, (фіг. 2 а, б) коливальних процесів в ідентичних точках еталонного і контрольованого виробу. Ступінь зміни коливальних властивостей виробу визначається різницею обвідних у пристрої віднімання 8 (фіг. 2в). При багатоекстремальному характері обвідних коливальних процесів різниця обвідних може приймати вигляд знакозмінної кривої. Для підвищення надійності визначення дефектності виробу визначають модуль цієї різниці в пристрої детектування 9 (фіг. 2г), після чого модуль різниці подають на індикатор 10 і інтегрують протягом заданого інтервалу часу, який задає блок керування 14. Отриманий інтеграл модуля різниці обвідних (фіг. 2д) порівнюють з пороговим значенням джерела опорної напруги 12 в пристрої порівняння 11. У випадку перевищення порогового опорного рівня в реєстраторі 13 фіксується дефектність контрольованого виробу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб визначення дефектності виробу, який полягає в тому, що в різних деталях контрольованого виробу та еталонного виробів ударом послідовно збуджують пружні коливання еталонного і контрольованого виробів, реєструють в кожному випадку коливання виробу, визначають обвідні пружних коливань, який відрізняється тим, що збуджують пружні коливання в ідентичних точках контрольованого та еталонного виробів, визначають модуль різниці обвідних коливань цих же виробів, інтегрують його протягом заданого інтервалу часу, а дефектність виробу визначають за результатом порівняння значення інтегрованого модуля різниці обвідних коливань з еталонним значенням за формулою Ti Ud (t) Ue (t) dt U0 , 0 50 де Ti - час інтегрування; Ud (t ) - обвідна напруги, отримана у результаті зондування контрольованого виробу; Ue (t ) - обвідна напруги, отримана у результаті зондування еталонного виробу; U0 - порогова напруга джерела опорної напруги. 2 UA 110924 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/04
Мітки: визначення, дефектності, виробу, спосіб
Код посилання
<a href="https://ua.patents.su/5-110924-sposib-viznachennya-defektnosti-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення дефектності виробу</a>
Спосіб визначення дефектності матеріалу
Номер патенту: 103716
Опубліковано: 11.11.2013
Автор: Вдовиченко Олександр Васильович
МПК: G01N 29/04, G01H 13/00
Мітки: дефектності, спосіб, матеріалу, визначення
Формула / Реферат:
1. Спосіб визначення дефектності матеріалів, який полягає в тому, що в контрольованому виробі або в зразку із досліджуваного матеріалу збурюють механічні коливання і вимірюють амплітуду коливань А0 виробу з частотою збурення f0 та одночасно вимірюють амплітуду принаймні однієї гармоніки коливань Аn виробу з частотою nf0, який відрізняється тим, що змінюють декілька разів параметри сигналу збурення випромінювача так, щоб амплітуда коливань А0...
Спосіб визначення дефектності матеріалу
Номер патенту: 108145
Опубліковано: 25.03.2015
Автор: Вдовиченко Олександр Васильович
МПК: G01H 13/00, G01N 29/00
Мітки: матеріалу, спосіб, дефектності, визначення
Формула / Реферат:
1. Спосіб визначення дефектності матеріалу, який полягає в тому, що збурюють вимушені механічні коливання і вимірюють параметри цих коливань в досліджуваному виробі або в зразку із досліджуваного матеріалу, який відрізняється тим, що визначають моменти часу, в які виріб під дією коливань перебуває в недеформованому стані, визначають значення частини періоду коливань, коли виріб перебуває у стані розтягу, або значення амплітуди коливань в цій...
Спосіб визначення дефектності двошарової ізоляції емальдроту
Номер патенту: 49286
Опубліковано: 26.04.2010
Автори: Голик Оксана В'ячеславівна, Гурин Анатолій Григорович
МПК: G01N 27/00
Мітки: дефектності, двошарової, емальдроту, спосіб, ізоляції, визначення
Формула / Реферат:
Спосіб визначення дефектності двошарової ізоляції емальдроту, який включає в себе те, що емальдріт пропускають через пристрій, який має приймально-розкладальний блок, ролики, електроди випробувального блока, записуючий блок, який відрізняється тим, що емальдріт пропускають через додатково установлений електрод, який виконано як ролик попереднього заряджання ізоляції, який розміщено у випробувальному блоці.
Спосіб контролю дефектності матеріалу
Номер патенту: 90002
Опубліковано: 25.03.2010
Автор: Вдовиченко Олександр Васильович
МПК: G01H 13/00, G01N 29/04
Мітки: дефектності, контролю, матеріалу, спосіб
Формула / Реферат:
Спосіб контролю дефектності матеріалу, який полягає в тому, що в контрольованому зразку або виробі із досліджуваного матеріалу збуджують вимушені механічні коливання в області резонансу, знімають амплітудно-частотну характеристику, вимірюють частоту резонансу f0, вимірюють частоти f1 і f2, а дефектність матеріалу визначають за симетрією f1 і f2 відносно f0, який відрізняється тим, що додатково вимірюють амплітуду коливань зразка в умовах...
Спосіб визначення дефектності металоконструкцій криволінійної форми
Номер патенту: 93226
Опубліковано: 25.09.2014
Автори: Васинюк Іван Мойсейович, Войналович Олександр Володимирович, Писаренко Георгій Георгійович
МПК: G01N 27/00, G01N 3/00, G01R 19/00
Мітки: криволінійної, визначення, форми, спосіб, дефектності, металоконструкцій
Формула / Реферат:
Спосіб визначення дефектності металоконструкцій криволінійної форми, який характеризується тим, що феритовий стержень датчика жорстко вмонтовують у кондуктор з діелектричного матеріалу із внутрішнім криволінійним (циліндричним) вирізом, радіус якого відповідає радіусу криволінійності досліджуваної металоконструкції, а під час наступного провертання кондуктора щодо контрольованої поверхні досліджуваної металоконструкції зондують...
Попередній патент: Резонансний вібраційний модуль
Наступний патент: Елемент регулярної насадки масообмінного апарата
Випадковий патент: Спосіб визначення схильності до спайкової хвороби