Спосіб визначення дефектності матеріалу

Формула / Реферат
1. Спосіб визначення дефектності матеріалу, який полягає в тому, що збурюють вимушені механічні коливання і вимірюють параметри цих коливань в досліджуваному виробі або в зразку із досліджуваного матеріалу, який відрізняється тим, що визначають моменти часу, в які виріб під дією коливань перебуває в недеформованому стані, визначають значення частини періоду коливань, коли виріб перебуває у стані розтягу, або значення амплітуди коливань в цій частині періоду коливань, і окремо ці ж параметри в частині періоду коливань, коли виріб перебуває у стані стиснення, потім порівнюють значення цих частин періоду або амплітуд між собою для визначення дефектності матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що додатково визначають значення частини періоду коливань або амплітуди коливань за декількох значень розмаху коливань виробу, а висновок про дефектність матеріалу роблять за результатами їх порівняння.
Текст
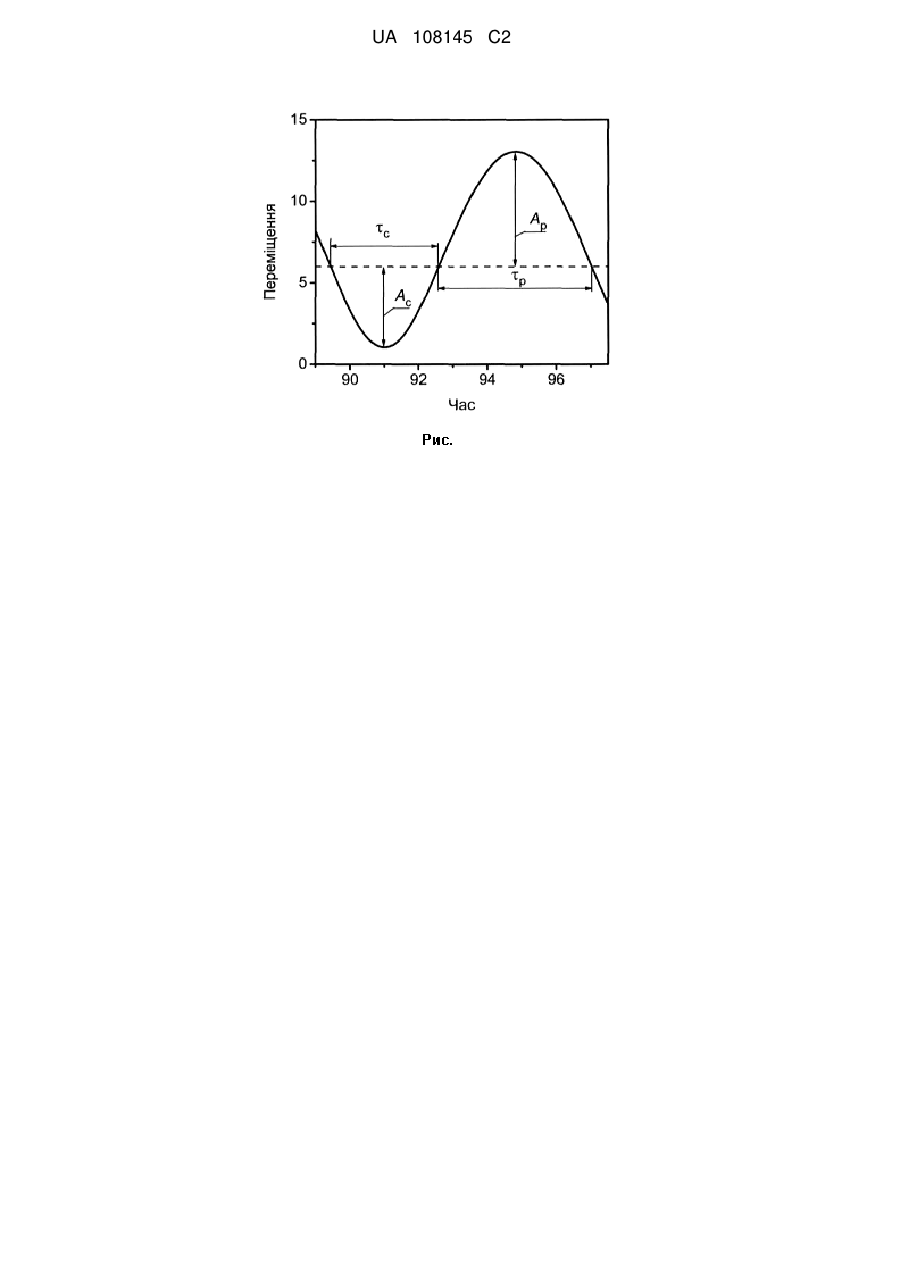
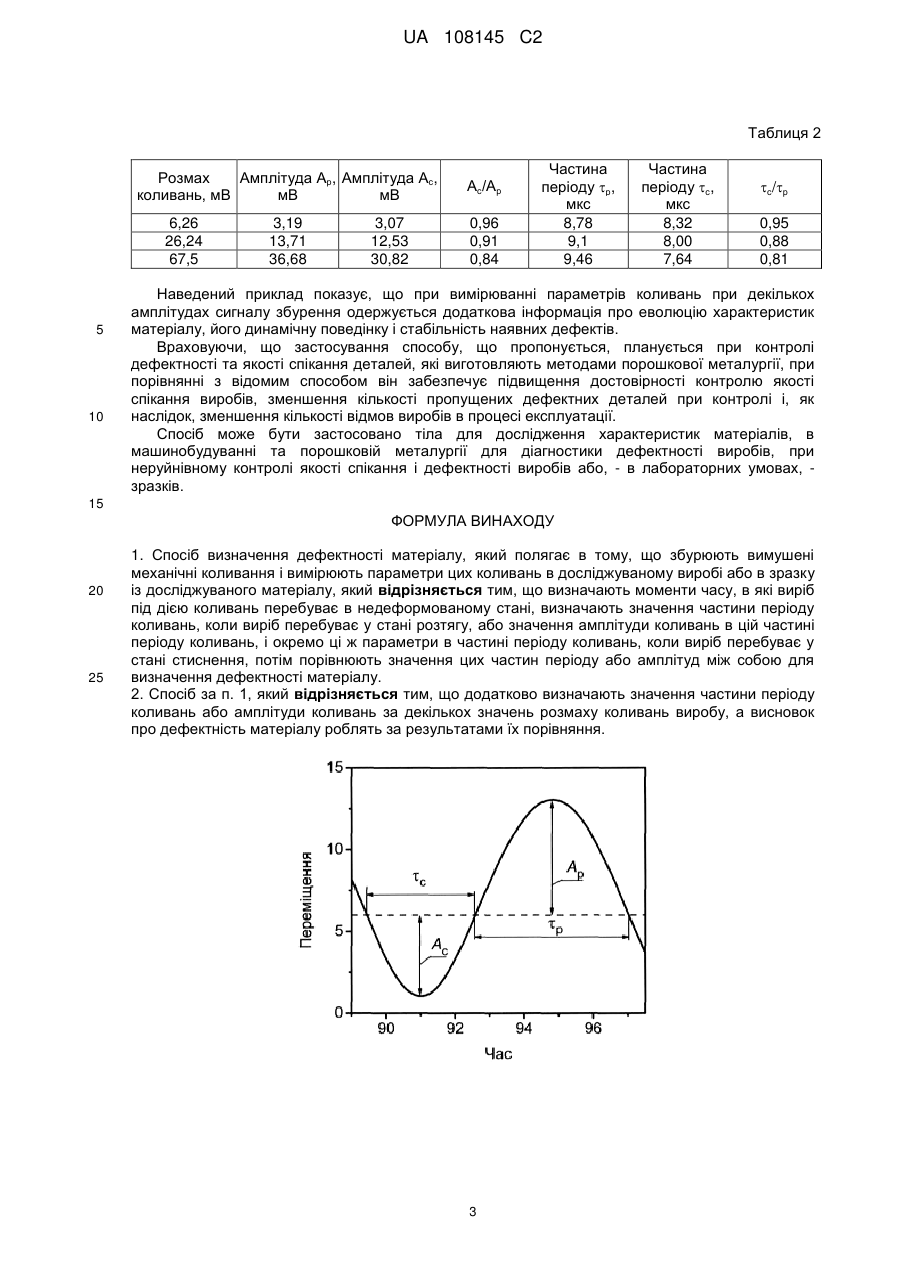
Реферат: Спосіб визначення характеристик матеріалу, який полягає в тому, що в збурюють вимушені механічні коливання і вимірюють параметри цих коливань в досліджуваному виробі або в зразку із досліджуваного матеріалу. Визначають моменти часу, в які виріб під дією коливань перебуває в недеформованому стані, визначають значення частини періоду коливань, коли виріб перебуває у стані розтягу, або значення амплітуди коливань в цій частині періоду коливань, і окремо ці ж параметри в частині періоду коливань, коли виріб перебуває у стані стиснення, потім порівнюють значення цих частин періоду або амплітуд між собою для визначення дефектності матеріалу. Альтернативний варіант у раніше зазначеному способі додатково визначають значення частини періоду коливань або амплітуди коливань за декількох значень розмаху коливань виробу, а висновок про дефектність матеріалу роблять за результатами їх порівняння. UA 108145 C2 (12) UA 108145 C2 UA 108145 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується визначення фізичних властивостей матеріалів, в тому числі пористих та композитних, що вироблені за порошковими технологіями, і може бути використаний для виявлення аномалій та ідентифікації дефектів у твердому тілі за параметрами його коливань. В фізиці твердого тіла, машинобудуванні та порошковій металургії, зокрема при неруйнівному контролі якості спікання і дефектності виробів, застосовують способи, що дозволяють визначати властивості матеріалу за параметрами механічних коливань виробів. Для пористих матеріалів часто важливим є визначити вид дефектів, тобто встановити, чи є дефект об'ємною порою чи тріщиноподібним дефектом, проте відомі способи не дають можливості такої ідентифікації. Більше того, відомі способи не надають інформації про динаміку та стабільність дефектів і елементів структури матеріалів при зміні характеру навантажень. Відомий спосіб визначення і оцінки характеристик матеріалу (міжнародний патент WO 2004/109222, G01 В, 16.12.2004), який полягає в тому, що в матеріалі в ненавантаженому стані збурюють акустичну хвилю, виявляють відбиття або проходження акустичної хвилі, визначають параметр акустичної хвилі, що пройшла, або відбитої хвилі, повторюють згадані кроки в матеріалі в навантаженому стані, визначають різницю між величиною параметра, визначеного в навантаженому і в ненавантаженому стані, а характеристику матеріалу визначають зі згаданої різниці між величинами параметра. Недоліком відомого способу є необхідність прикладання навантаження до деталі і введення додаткової операції вимірювання в навантаженому стані. Це збільшує трудомісткість контролю і складність технічної реалізації, що призводить до неможливості застосування відомого способу для визначення зміни характеристик матеріалу в ході технологічних процесів виготовлення, наприклад спікання або полімеризації. Відомий, також, спосіб ультразвукового контролю (патент № 2007/0125174 А1 США, G01 Н13/00, 07.06.2007), що за технічною суттю найбільш близький до рішення, що заявляється. Відомий спосіб полягає в збуренні в об'єкті ультразвукової хвилі на основній частоті, прийманні одержаної хвилі від об'єкта на основній частоті і принаймні одній частоті її гармоніки і визначенні параметра нелінійності, який надалі використовується для визначення пошкодження від втоми, розміру зерен в субоб'ємі об'єкта або залишкових напружень. Як варіант збурення хвилі відбувається при різних напругах випромінювача, а параметр нелінійності є функцією амплітуди другої гармоніки і квадрату амплітуди основної частоти. Недоліком відомого способу є низька інформативність параметра, що визначається, пов'язана з тим, що амплітуди гармонік характеризують осереднене за період відхилення форми хвилі від синусоїди основної частоти. Відомо, що характеристики матеріалу з закритими і з відкритими тріщинами та іншими дефектами є різними, і тому форма хвилі на розтягнутій ділянці і на стисненій ділянці деталі буде різною. Проте ця різниця, що містить інформацію про динаміку дефекту і його стабільність при різних видах навантаження, не може бути визначена способом, що пропонується. В основу винаходу поставлена задача визначення параметрів механічної хвилі, які характеризують динаміку матеріалів, що містять аномалії, і стабільність дефектів. Поставлена задача вирішується тим, що збурюють вимушені механічні коливання і вимірюють параметри цих коливань в досліджуваному виробі або в зразку із досліджуваного матеріалу, який відрізняється тим, що визначають моменти часу, в які виріб під дією коливань перебуває в недеформованому стані, визначають значення частини періоду коливань, коли виріб перебуває у стані розтягу або значення амплітуди коливань в цій частині періоду коливань, і окремо амплітуду і частину періоду коливань, коли виріб перебуває у стані стиснення, потім порівнюють значення цих частин періоду коливань або амплітуд коливань між собою для визначення дефектності матеріалу. Крім того, як варіант визначають значення частини періоду коливань або амплітуди коливань за декількох значень розмаху коливань виробу, а висновок про дефектність матеріалу роблять за результатами порівняння. Позитивний ефект у запропонованому винаході досягається за рахунок визначення параметрів коливань окремо в стані розтягу і в стані стиснення. Такими параметрами можуть бути частина періоду, протягом якої деталь або зразок перебуває у стані розтягу та частина періоду, протягом якої зразок перебуває у стані стиснення при поздовжніх коливаннях за першою модою, або найбільші відхилення точки зразка від її положення при недеформованому стані зразка (амплітуда коливань) в частині періоду, протягом якої зразок є розтягненим та в частині періоду, протягом якої він є стисненим. Також, такими параметрами можуть бути відхилення експериментально визначеної форми коливань (функції переміщень точки зразка від часу) від синусоїди в стані розтягу та в стані стиснення, а також інші характеристики, що відбивають нелінійність коливань. 1 UA 108145 C2 5 10 15 20 25 30 35 Вказані відмінності дають змогу характеризувати динаміку матеріалів, що містять аномалії, і стабільність дефектів. Запропонований спосіб визначення характеристик матеріалу переважно реалізується таким чином: 1) в деталі або в зразку з досліджуваного матеріалу збурюють вимушені механічні коливання з частою, що лежить в межах резонансної кривої першої моди власних поздовжніх коливань; 2) одночасно вимірюють і реєструють переміщення вибраної точки зразка протягом часу, за який зразок здійснює принаймні одне повне коливання; 3) визначають моменти часу та/або положення, в яких зразок перебуває в недеформованому стані. Залежно від способу вимірювання, ці моменти часу можуть визначатися за екстремумами (максимумами та мінімумами) похідної функції переміщення за часом, за нулями функції прискорення тощо, а положення, в яких зразок перебуває в недеформованому стані визначають за значенням функції переміщення в ці моменти часу; 4) визначають частину періоду, протягом якої зразок є розтягнутим р як інтервал між відповідними моментами часу, коли зразок перебуває в недеформованому стані, та/або, за виміряною залежністю переміщення від часу, визначають амплітуду коливань під час розтягу Ар як значення максимального переміщення точки зразка в процесі розтягу від її положення в недеформованому стані; 5) відповідним чином визначають частину періоду, протягом якої зразок є стисненим с, та/або амплітуду коливань під час стиснення Ас; 6) обчислюють різницю або відношення значення с до р та/або різницю або відношення значення Ас до Ар; 7) за результатами обчислень роблять висновок про характеристики матеріалу. Приклад реалізації запропонованого способу. Вимірювання проводили на зразках оксиду алюмінію: зразок 1 пористістю 0,236, спечений за температури Ts=1673 K, що практично не містив тріщиноподібних дефектів та зразок 2 пористістю 0,299, температура спікання Ts=1623 K, який містив такі дефекти. Зразок встановлювали між двома п'єзоелектричними перетворювачами, один з яких використовувався для збурення коливань в зразку, а інший - для реєстрації параметрів коливань зразка, таким чином, щоб забезпечити вільні коливання зразка. На перший перетворювач з цифрового генератора подавали електричний сигнал синусоїдальної форми амплітудою 10 В. З другого перетворювача електричний сигнал надходив на цифровий осцилоскоп. Вимірювання переміщень проводили на частотах, близьких до резонансної частоти першої моди поздовжніх коливань стрижневого зразка. Положення, в яких зразок перебував в недеформованому стані, визначали в момент часу, коли похідні функції переміщень за часом мали екстремум. Результати визначення амплітуд наведені в таблиці 1. Таблиця 1 Відомий спосіб Амплітуда Зра Амплітуда другої зок основної гармоніки А2, частоти А0, мВ мВ 1 86,60 0,45 2 23,31 1,5 40 45 Спосіб, що пропонується Джерело Амплітуда Ар, нелінійності мВ невідоме 121,01 36,68 Амплітуда Ас, мВ Ас/Ар Джерело нелінійності 122,73 30,82 1,01 0,84 різноопірність Наведений приклад показує, що, на відміну від відомого способу, спосіб, що пропонується, дає змогу встановити, що джерелом нелінійності коливань, про яку свідчить наявність другої гармоніки, є різноопірність матеріалу, тобто той факт, що пружність в умовах розтягу є меншою за таку в умовах стиснення, що, ймовірно, спричиняється присутністю тріщиноподібних дефектів. Другий приклад реалізації запропонованого способу. Вимірювання проводили на зразку 2 з оксиду алюмінію пористістю 0,299 спеченого за Ts=1623 K описаним вище методом на частоті 58440 Гц, близькій до частоти резонансу. Для одержання коливань з різним розмахом, вимірювання проводили при декількох амплітудах сигналу збурення. Результати наведені в таблиці 2. 2 UA 108145 C2 Таблиця 2 Розмах Амплітуда Ар, Амплітуда Ас, коливань, мВ мВ мВ 6,26 26,24 67,5 5 10 3,19 13,71 36,68 3,07 12,53 30,82 Ас/Ар 0,96 0,91 0,84 Частина періоду р, мкс 8,78 9,1 9,46 Частина періоду с, мкс 8,32 8,00 7,64 с/р 0,95 0,88 0,81 Наведений приклад показує, що при вимірюванні параметрів коливань при декількох амплітудах сигналу збурення одержується додаткова інформація про еволюцію характеристик матеріалу, його динамічну поведінку і стабільність наявних дефектів. Враховуючи, що застосування способу, що пропонується, планується при контролі дефектності та якості спікання деталей, які виготовляють методами порошкової металургії, при порівнянні з відомим способом він забезпечує підвищення достовірності контролю якості спікання виробів, зменшення кількості пропущених дефектних деталей при контролі і, як наслідок, зменшення кількості відмов виробів в процесі експлуатації. Спосіб може бути застосовано тіла для дослідження характеристик матеріалів, в машинобудуванні та порошковій металургії для діагностики дефектності виробів, при неруйнівному контролі якості спікання і дефектності виробів або, - в лабораторних умовах, зразків. 15 ФОРМУЛА ВИНАХОДУ 20 25 1. Спосіб визначення дефектності матеріалу, який полягає в тому, що збурюють вимушені механічні коливання і вимірюють параметри цих коливань в досліджуваному виробі або в зразку із досліджуваного матеріалу, який відрізняється тим, що визначають моменти часу, в які виріб під дією коливань перебуває в недеформованому стані, визначають значення частини періоду коливань, коли виріб перебуває у стані розтягу, або значення амплітуди коливань в цій частині періоду коливань, і окремо ці ж параметри в частині періоду коливань, коли виріб перебуває у стані стиснення, потім порівнюють значення цих частин періоду або амплітуд між собою для визначення дефектності матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що додатково визначають значення частини періоду коливань або амплітуди коливань за декількох значень розмаху коливань виробу, а висновок про дефектність матеріалу роблять за результатами їх порівняння. 3 UA 108145 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюVdovychenko Oleksandr Vasyliovych
Автори російськоюВдовиченко Александр Васильевич
МПК / Мітки
МПК: G01N 29/00, G01H 13/00
Мітки: спосіб, матеріалу, дефектності, визначення
Код посилання
<a href="https://ua.patents.su/6-108145-sposib-viznachennya-defektnosti-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення дефектності матеріалу</a>
Спосіб визначення дефектності матеріалу
Номер патенту: 103716
Опубліковано: 11.11.2013
Автор: Вдовиченко Олександр Васильович
МПК: G01H 13/00, G01N 29/04
Мітки: спосіб, дефектності, визначення, матеріалу
Формула / Реферат:
1. Спосіб визначення дефектності матеріалів, який полягає в тому, що в контрольованому виробі або в зразку із досліджуваного матеріалу збурюють механічні коливання і вимірюють амплітуду коливань А0 виробу з частотою збурення f0 та одночасно вимірюють амплітуду принаймні однієї гармоніки коливань Аn виробу з частотою nf0, який відрізняється тим, що змінюють декілька разів параметри сигналу збурення випромінювача так, щоб амплітуда коливань А0...
Спосіб контролю дефектності матеріалу
Номер патенту: 90002
Опубліковано: 25.03.2010
Автор: Вдовиченко Олександр Васильович
МПК: G01N 29/04, G01H 13/00
Мітки: матеріалу, контролю, дефектності, спосіб
Формула / Реферат:
Спосіб контролю дефектності матеріалу, який полягає в тому, що в контрольованому зразку або виробі із досліджуваного матеріалу збуджують вимушені механічні коливання в області резонансу, знімають амплітудно-частотну характеристику, вимірюють частоту резонансу f0, вимірюють частоти f1 і f2, а дефектність матеріалу визначають за симетрією f1 і f2 відносно f0, який відрізняється тим, що додатково вимірюють амплітуду коливань зразка в умовах...
Спосіб оцінки дефектності зерен порошкового матеріалу (варіанти)
Номер патенту: 65129
Опубліковано: 15.03.2004
Автори: Ільницька Галина Дмитриївна, Невструєв Георгій Феодосович
МПК: G01N 27/12
Мітки: зерен, порошкового, спосіб, варіанти, дефектності, матеріалу, оцінки
Формула / Реферат:
1. Спосіб оцінки дефектності поверхні зерен порошкового матеріалу, який передбачає нанесення на дефектні мікроділянки поверхні зерен часток речовини у вигляді моношару, по кількісному визначенню яких оцінюють дефектність поверхні зерен порошкового матеріалу, який відрізняється тим, що як частки речовини використовують мікрочастки твердого матеріалу і додатково визначають масу часток речовини у вигляді моношару, що закріпилися на зернах, а...
Спосіб визначення міри дефектності приповерхневих шарів монокристалів германію або кремнію
Номер патенту: 97999
Опубліковано: 10.04.2012
Автори: Уколов Олексій Іванович, Надточій Віктор Олексійович
МПК: G01N 27/87
Мітки: кремнію, приповерхневих, визначення, шарів, германію, міри, монокристалів, дефектності, спосіб
Формула / Реферат:
Спосіб визначення міри дефектності приповерхневих шарів монокристалів германію або кремнію полягає у встановленні точкового контакту із зразком монокристалу, через який в пропускному напрямі подають два рознесені у часі прямокутні імпульси струму, інжектований і вимірювальний, який відрізняється тим, що проводять часову затримку вимірювального імпульсу до 1t, де t - час життя нерівноважних носіїв заряду, мкс.
Спосіб визначення дефектності металоконструкцій криволінійної форми
Номер патенту: 93226
Опубліковано: 25.09.2014
Автори: Войналович Олександр Володимирович, Васинюк Іван Мойсейович, Писаренко Георгій Георгійович
МПК: G01N 27/00, G01N 3/00, G01R 19/00
Мітки: криволінійної, дефектності, спосіб, визначення, металоконструкцій, форми
Формула / Реферат:
Спосіб визначення дефектності металоконструкцій криволінійної форми, який характеризується тим, що феритовий стержень датчика жорстко вмонтовують у кондуктор з діелектричного матеріалу із внутрішнім криволінійним (циліндричним) вирізом, радіус якого відповідає радіусу криволінійності досліджуваної металоконструкції, а під час наступного провертання кондуктора щодо контрольованої поверхні досліджуваної металоконструкції зондують...
Попередній патент: Суп-пюре вегетаріанський
Наступний патент: Суміш для меліорації ґрунтів
Випадковий патент: Спосіб тест-визначення кверцетину