Спосіб зварювання поліетилену
Номер патенту: 111544
Опубліковано: 10.11.2016
Автори: Юрженко Максим Володимирович, Демченко Валерій Леонідович

Формула / Реферат
Спосіб зварювання поліетилену, що включає дотикання до нагрітого інструмента зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, вилучення нагрітого інструмента з технологічною паузою 3 с, стиснення зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, охолодження зразків поліетилену до кімнатної температури, який відрізняється тим, що зварювання проводять під дією постійного магнітного поля.
Текст
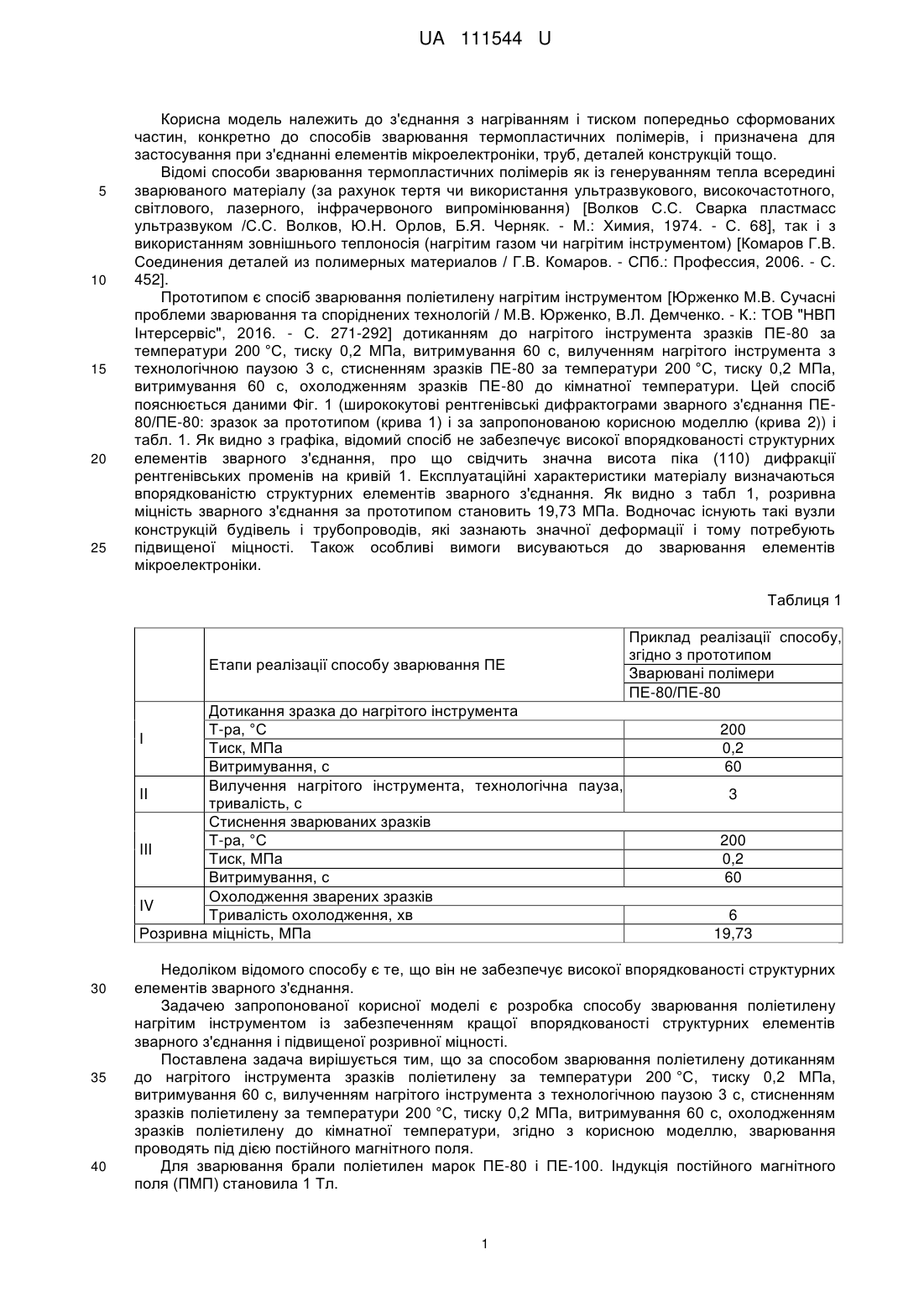
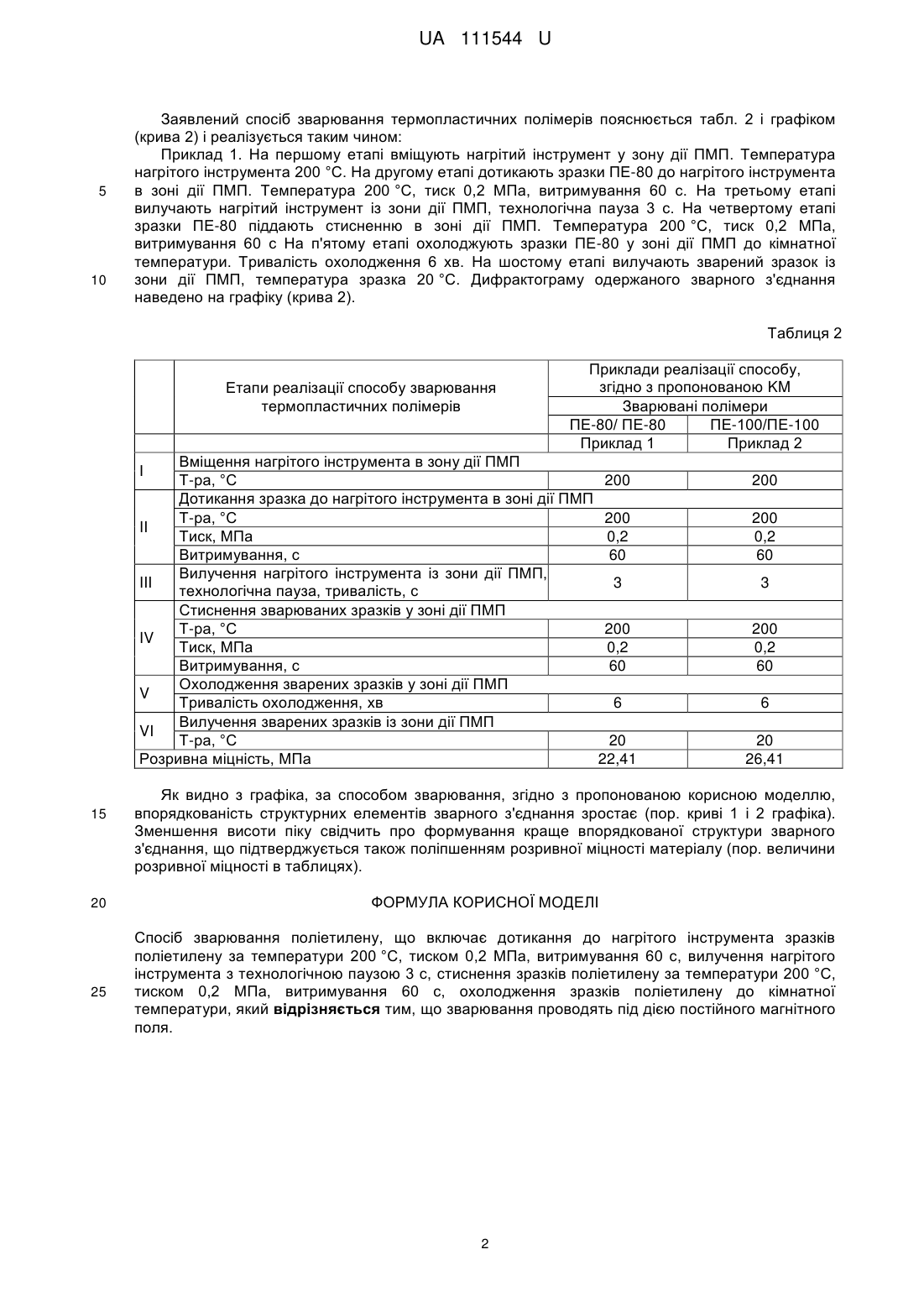
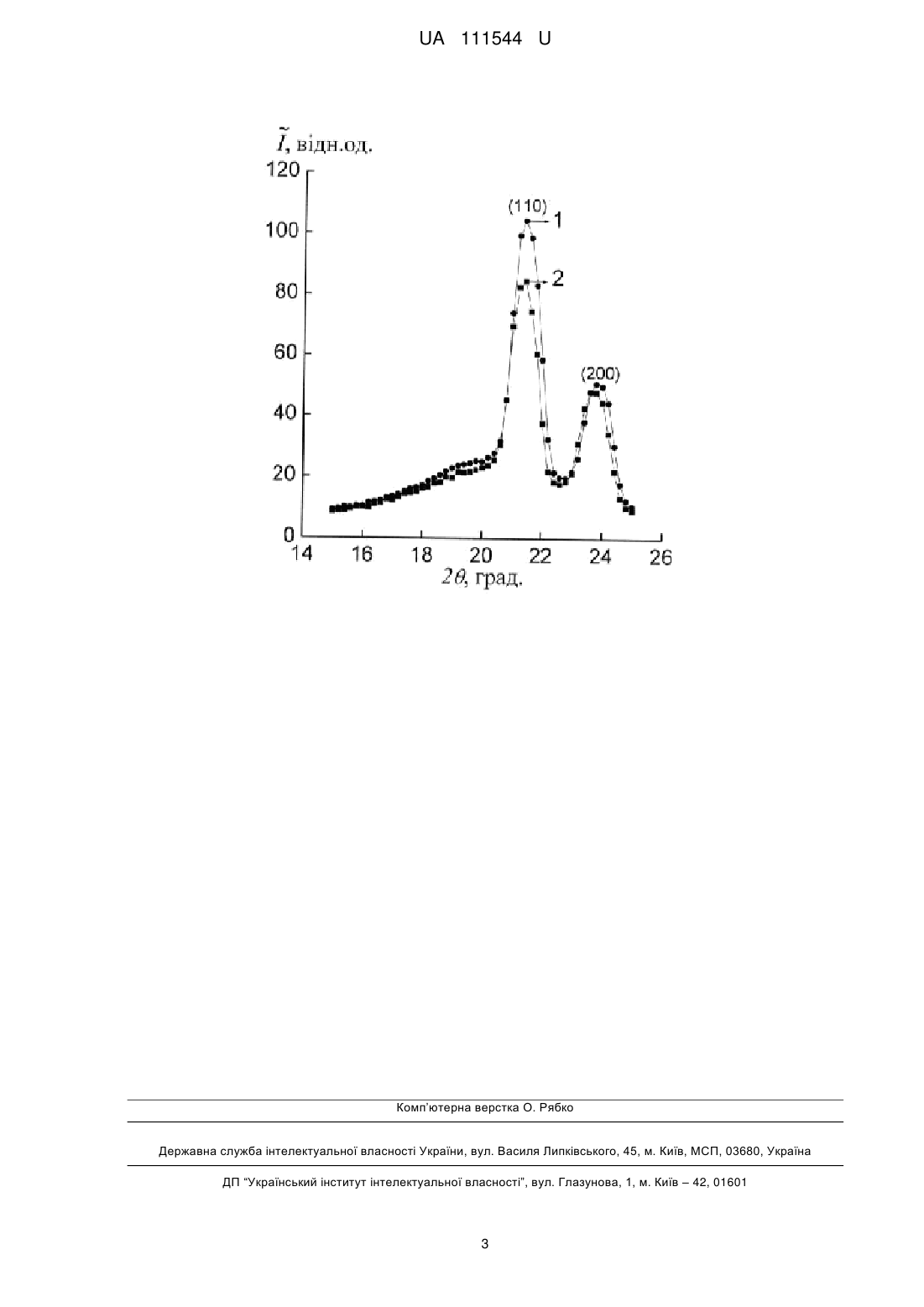
Реферат: UA 111544 U UA 111544 U 5 10 15 20 25 Корисна модель належить до з'єднання з нагріванням і тиском попередньо сформованих частин, конкретно до способів зварювання термопластичних полімерів, і призначена для застосування при з'єднанні елементів мікроелектроніки, труб, деталей конструкцій тощо. Відомі способи зварювання термопластичних полімерів як із генеруванням тепла всередині зварюваного матеріалу (за рахунок тертя чи використання ультразвукового, високочастотного, світлового, лазерного, інфрачервоного випромінювання) [Волков С.С. Сварка пластмасс ультразвуком /С.С. Волков, Ю.Н. Орлов, Б.Я. Черняк. - Μ.: Химия, 1974. - С. 68], так і з використанням зовнішнього теплоносія (нагрітим газом чи нагрітим інструментом) [Комаров Г.В. Соединения деталей из полимерных материалов / Г.В. Комаров. - СПб.: Профессия, 2006. - С. 452]. Прототипом є спосіб зварювання поліетилену нагрітим інструментом [Юрженко М.В. Сучасні проблеми зварювання та споріднених технологій / М.В. Юрженко, В.Л. Демченко. - К.: ТОВ "НВП Інтерсервіс", 2016. - С. 271-292] дотиканням до нагрітого інструмента зразків ПЕ-80 за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструмента з технологічною паузою 3 с, стисненням зразків ПЕ-80 за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодженням зразків ПЕ-80 до кімнатної температури. Цей спосіб пояснюється даними Фіг. 1 (ширококутові рентгенівські дифрактограми зварного з'єднання ПЕ80/ПЕ-80: зразок за прототипом (крива 1) і за запропонованою корисною моделлю (крива 2)) і табл. 1. Як видно з графіка, відомий спосіб не забезпечує високої впорядкованості структурних елементів зварного з'єднання, про що свідчить значна висота піка (110) дифракції рентгенівських променів на кривій 1. Експлуатаційні характеристики матеріалу визначаються впорядкованістю структурних елементів зварного з'єднання. Як видно з табл 1, розривна міцність зварного з'єднання за прототипом становить 19,73 МПа. Водночас існують такі вузли конструкцій будівель і трубопроводів, які зазнають значної деформації і тому потребують підвищеної міцності. Також особливі вимоги висуваються до зварювання елементів мікроелектроніки. Таблиця 1 Етапи реалізації способу зварювання ПЕ Дотикання зразка до нагрітого інструмента Т-ра, °C І Тиск, МПа Витримування, с Вилучення нагрітого інструмента, технологічна пауза, II тривалість, с Стиснення зварюваних зразків Т-ра, °C III Тиск, МПа Витримування, с Охолодження зварених зразків IV Тривалість охолодження, хв Розривна міцність, МПа 30 35 40 Приклад реалізації способу, згідно з прототипом Зварювані полімери ПЕ-80/ПЕ-80 200 0,2 60 3 200 0,2 60 6 19,73 Недоліком відомого способу є те, що він не забезпечує високої впорядкованості структурних елементів зварного з'єднання. Задачею запропонованої корисної моделі є розробка способу зварювання поліетилену нагрітим інструментом із забезпеченням кращої впорядкованості структурних елементів зварного з'єднання і підвищеної розривної міцності. Поставлена задача вирішується тим, що за способом зварювання поліетилену дотиканням до нагрітого інструмента зразків поліетилену за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструмента з технологічною паузою 3 с, стисненням зразків поліетилену за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодженням зразків поліетилену до кімнатної температури, згідно з корисною моделлю, зварювання проводять під дією постійного магнітного поля. Для зварювання брали поліетилен марок ПЕ-80 і ПЕ-100. Індукція постійного магнітного поля (ПМП) становила 1 Тл. 1 UA 111544 U 5 10 Заявлений спосіб зварювання термопластичних полімерів пояснюється табл. 2 і графіком (крива 2) і реалізується таким чином: Приклад 1. На першому етапі вміщують нагрітий інструмент у зону дії ПМП. Температура нагрітого інструмента 200 °C. На другому етапі дотикають зразки ПЕ-80 до нагрітого інструмента в зоні дії ПМП. Температура 200 °C, тиск 0,2 МПа, витримування 60 с. На третьому етапі вилучають нагрітий інструмент із зони дії ПМП, технологічна пауза 3 с. На четвертому етапі зразки ПЕ-80 піддають стисненню в зоні дії ПМП. Температура 200 °C, тиск 0,2 МПа, витримування 60 с На п'ятому етапі охолоджують зразки ПЕ-80 у зоні дії ПМП до кімнатної температури. Тривалість охолодження 6 хв. На шостому етапі вилучають зварений зразок із зони дії ПМП, температура зразка 20 °C. Дифрактограму одержаного зварного з'єднання наведено на графіку (крива 2). Таблиця 2 Етапи реалізації способу зварювання термопластичних полімерів Приклади реалізації способу, згідно з пропонованою KM Зварювані полімери ПЕ-80/ ПЕ-80 ПЕ-100/ПЕ-100 Приклад 1 Приклад 2 Вміщення нагрітого інструмента в зону дії ПМП Т-ра, °C Дотикання зразка до нагрітого інструмента в зоні дії ПМП Т-ра, °C II Тиск, МПа Витримування, с Вилучення нагрітого інструмента із зони дії ПМП, III технологічна пауза, тривалість, с Стиснення зварюваних зразків у зоні дії ПМП Т-ра, °C IV Тиск, МПа Витримування, с Охолодження зварених зразків у зоні дії ПМП V Тривалість охолодження, хв Вилучення зварених зразків із зони дії ПМП VI Т-ра, °C Розривна міцність, МПа І 15 20 25 200 200 200 0,2 60 200 0,2 60 3 3 200 0,2 60 200 0,2 60 6 6 20 22,41 20 26,41 Як видно з графіка, за способом зварювання, згідно з пропонованою корисною моделлю, впорядкованість структурних елементів зварного з'єднання зростає (пор. криві 1 і 2 графіка). Зменшення висоти піку свідчить про формування краще впорядкованої структури зварного з'єднання, що підтверджується також поліпшенням розривної міцності матеріалу (пор. величини розривної міцності в таблицях). ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб зварювання поліетилену, що включає дотикання до нагрітого інструмента зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, вилучення нагрітого інструмента з технологічною паузою 3 с, стиснення зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, охолодження зразків поліетилену до кімнатної температури, який відрізняється тим, що зварювання проводять під дією постійного магнітного поля. 2 UA 111544 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 65/02
Мітки: зварювання, поліетилену, спосіб
Код посилання
<a href="https://ua.patents.su/5-111544-sposib-zvaryuvannya-polietilenu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання поліетилену</a>
Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену і спосіб терморезисторного зварювання труб зі стуктурованого (зшитого) поліетилену
Номер патенту: 78073
Опубліковано: 15.02.2007
Автори: Костенко Андрій Володимирович, Кораб Микола Георгійович, Шестопал Анатолій Миколайович, Гурський Олександр Феліксович, Гохфельд Володимир Леонідович
МПК: F16L 47/00, B29C 65/18
Мітки: з'єднувальних, зварювання, терморезисторного, деталей, комплект, спосіб, структурованого, стуктурованого, поліетилену, труб, зшитого
Формула / Реферат:
1. Комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену, що містить внутрішню і зовнішню з'єднувальні деталі, виготовлені з того ж матеріалу і тим же або іншим технологічним методом зшивання труб зі структурованого (зшитого) поліетилену, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що й згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою...
Внутрішня з’єднувальна деталь для зварювання труб зі структурованого (зшитого) поліетилену і спосіб терморезисторного зварювання труб зі структурованого (зшитого) поліетилену з додатковим армуванням зовнішньої
Номер патенту: 86115
Опубліковано: 25.03.2009
Автори: Гурський Олександр Феліксович, Гохфельд Володимир Леонідович, Шестопал Анатолій Миколайович, Костенко Андрій Володимирович, Кораб Микола Георгійович, Кабиш Сергій Володимирович
МПК: B29C 63/26
Мітки: зшитого, спосіб, зовнішньої, внутрішня, поліетилену, структурованого, деталь, додатковим, армуванням, терморезисторного, з'єднувальна, труб, зварювання
Формула / Реферат:
1. Внутрішня з'єднувальна деталь для зварювання труб зі структурованого (зшитого) поліетилену, що виготовлена з того ж матеріалу і тим же або іншим технологічним методом зшивання труб зі структурованого (зшитого) поліетилену, причому внутрішня з'єднувальна деталь виготовлена того ж типорозміру, що й згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі...
Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену та спосіб зварювання нагрітим інструментом труб зі структурованого (зшитого) поліетилену
Номер патенту: 77212
Опубліковано: 15.11.2006
Автори: Шестопал Анатолій Миколайович, Костенко Андрій Володимирович, Гурський Олександр Феліксович, Кораб Микола Георгійович, Гохфельд Володимир Леонідович
МПК: B29C 65/18
Мітки: спосіб, зварювання, комплект, зшитого, інструментом, нагрітим, труб, деталей, поліетилену, з'єднувальних, структурованого
Формула / Реферат:
1. Комплект з'єднувальних деталей для рознімного з'єднання труб зі структурованого (зшитого) поліетилену, який містить внутрішню і зовнішню з'єднувальні деталі та кільцеву прокладку, призначену для герметизації поверхонь, який відрізняється тим, що внутрішня і зовнішня з'єднувальні деталі виконані зі структурованого (зшитого) поліетилену, як і призначені для зварювання труби, причому внутрішня з'єднувальна деталь виготовлена з того ж...
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію
Номер патенту: 75698
Опубліковано: 10.12.2012
Автори: Надеждін Юрій Львович, Плітченко Сергій Олександрович, Вакуленко Ігор Олексійович
МПК: B23K 1/00
Мітки: спосіб, перемішуванням, тертям, зварювання, основі, сплавів, алюмінію
Формула / Реферат:
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію, який визначається швидкістю обертання робочого інструмента навколо власної осі та переміщення його уздовж лінії зварювання, що забезпечує необхідний розігрів кромок металу, який відрізняється тим, що швидкість обертання робочого інструмента має значення в інтервалі 800-1000 хв.-1 та швидкість його переміщення уздовж шва 25...40 мм/хв., яка забезпечує необхідний нагрів...
Спосіб виготовлення газонаповненого поліетилену
Номер патенту: 56719
Опубліковано: 15.05.2003
Автори: Пупкова Наталія Генадіївна, Мельник Людмила Олексіївна, Нестеров Дмитро Анатолійович, Савельєва Ніна Василівна
МПК: C08F 10/02, C08J 9/00
Мітки: спосіб, газонаповненого, виготовлення, поліетилену
Формула / Реферат:
1. Спосіб виготовлення газонаповненого поліетилену, який включає виготовлення полімерної композиції та формування її під тиском, який відрізняється тим, що виготовлення полімерної композиції проводять у 2 стадії, а її формування в 1 стадію при температурі 160-175°С протягом 15-20 хвилин.2. Спосіб за п. 1, який відрізняється тим, що на першій стадії виготовлення полімерної композиції поліетилен піддають пластикації на вальцях при...