Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену і спосіб терморезисторного зварювання труб зі стуктурованого (зшитого) поліетилену
Номер патенту: 78073
Опубліковано: 15.02.2007
Автори: Шестопал Анатолій Миколайович, Костенко Андрій Володимирович, Гохфельд Володимир Леонідович, Кораб Микола Георгійович, Гурський Олександр Феліксович

Формула / Реферат
1. Комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену, що містить внутрішню і зовнішню з'єднувальні деталі, виготовлені з того ж матеріалу і тим же або іншим технологічним методом зшивання труб зі структурованого (зшитого) поліетилену, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що й згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі виготовлені кільцеві кінцеві ділянки довжиною, що дорівнює 150% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, а після обробки, товщина стінок кінцевих ділянок складає від 37 до 40% товщини стінок згаданих труб, причому зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою, а на обидві сторони кінцевих ділянок по ковзній посадці установлено по одній шайбі, що виготовлені механічною обробкою різанням із поліетиленових неструктурованих труб, причому товщина стінок шайб складає від 60 до 63% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, при цьому номінальний зовнішній діаметр шайб дорівнює 100% номінальному зовнішньому діаметру згаданих труб, причому зовнішня з'єднувальна деталь виготовлена з типорозміру труби на один типорозмір більше, ніж призначені для зварювання труби зі структурованого (зшитого) поліетилену, який відрізняється тим, що довжина центральної ділянки внутрішньої з'єднувальної деталі складає від 124 до 125% товщини стінок труби зі структурованого (зшитого) поліетилену, а довжина шайб складає від 70 до 72% товщини стінок згаданих труб, а у внутрішній частині зовнішньої з'єднувальної деталі механічною обробкою різанням виготовлена кільцева заглибина, яка закінчується з обох сторін кільцевими кінцевими виступами профілю згаданої деталі, причому довжина згаданих виступів з кожної сторони складає не менше 100% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, а до заглибини шляхом безперервного намотування встановлено виріб, що складається з металевого дроту з високим питомим електричним опором зовнішнім діаметром від 0,457 до 1,143 мм та ізоляцією, виготовленою із неструктурованої композиції поліетилену, причому товщина стінки ізоляції складає (0,5±0,05) мм, при цьому глибина заглибини дорівнює сумі діаметра дроту і подвійної товщини ізоляції, причому загальна товщина зовнішньої з'єднувальної деталі, зі згаданим виробом, складає не менше 100% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, а на зовнішню поверхню кільцевих кінцевих виступів з обох сторін виведені ділянки згаданого виробу, причому довжина ізоляції кожної ділянки над зовнішньою поверхнею зовнішньої з'єднувальної деталі складає від 5 до 9 мм, при цьому до оголених закінчень металевого дроту згаданих ділянок жорстко прикріплені два штекери, а довжина безперервно намотаного згаданого виробу складає не менше 800% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену.
2. Спосіб терморезисторного зварювання труб зі структурованого (зшитого) поліетилену, при якому механічною обробкою різанням виготовляють розтруб на внутрішній поверхні кожної із згаданих труб, причому довжину розтруба виконують в границях від 118 до 120% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, а після обробки товщина кільцевих ділянок розтруба складає від 61 до 62% товщини стінок згаданих труб, потім зовнішню з'єднувальну деталь повністю встановлюють на одну із призначених для зварювання труб зі структурованого (зшитого) поліетилену, після чого вставляють внутрішню з'єднувальну деталь з встановленими на ній шайбами в розтруби призначених для зварювання труб зі структурованого (зшитого) поліетилену, потім встановлюють згадані труби в затискні пристосування центратора, після чого з зусиллям від 100 до 200 Н придавлюють одну до одної призначені для зварювання труби зі структурованого (зшитого) поліетилену і жорстко фіксують їх в центраторі, потім переміщують зовнішню з'єднувальну деталь в протилежну сторону, щоб кожна половина згаданої деталі перекрила зовнішні поверхні половини центральної ділянки внутрішньої деталі, шайбу і призначену для зварювання частину труби зі структурованого (зшитого) поліетилену, встановлюють бандаж на зовнішню поверхню зовнішньої з'єднувальної деталі, причому при збиранні згаданих частин в зафіксованому положенні внутрішня поверхня бандажа являє собою кругову циліндричну порожнину, при цьому внутрішній діаметр згаданої порожнини дорівнює 100% номінальному зовнішньому діаметру зовнішньої з'єднувальної деталі, який відрізняється тим, що на зовнішній та внутрішній поверхнях обох кільцевих ділянок призначених для зварювання труб виконують фаски під кутом 45°, при цьому катет фасок складає від 20 до 21% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, а згаданий бандаж встановлюють, до початку зварювання, між двома ділянками, що виведені на зовнішню поверхню зовнішньої з'єднувальної деталі, виробу, призначеного для терморезисторного зварювання труб зі структурованого (зшитого) поліетилену, після чого бандаж жорстко фіксують, за допомогою затискача, при цьому довжина бандажа дорівнює 105% довжини безперервно намотаного виробу, що складається із металевого дроту та ізоляції з неструктурованої композиції поліетилену, потім подають електричну напругу на два штекери та витримують бандаж на згаданій деталі, причому час витримки бандажа дорівнює часу нагріву згаданого виробу та часу охолодження комплекту з'єднувальних деталей і ділянок труб зі структурованого (зшитого) поліетилену, що зварюються, при цьому час охолодження згаданого комплекту в десять разів перевищує час нагріву згаданого виробу.
Текст
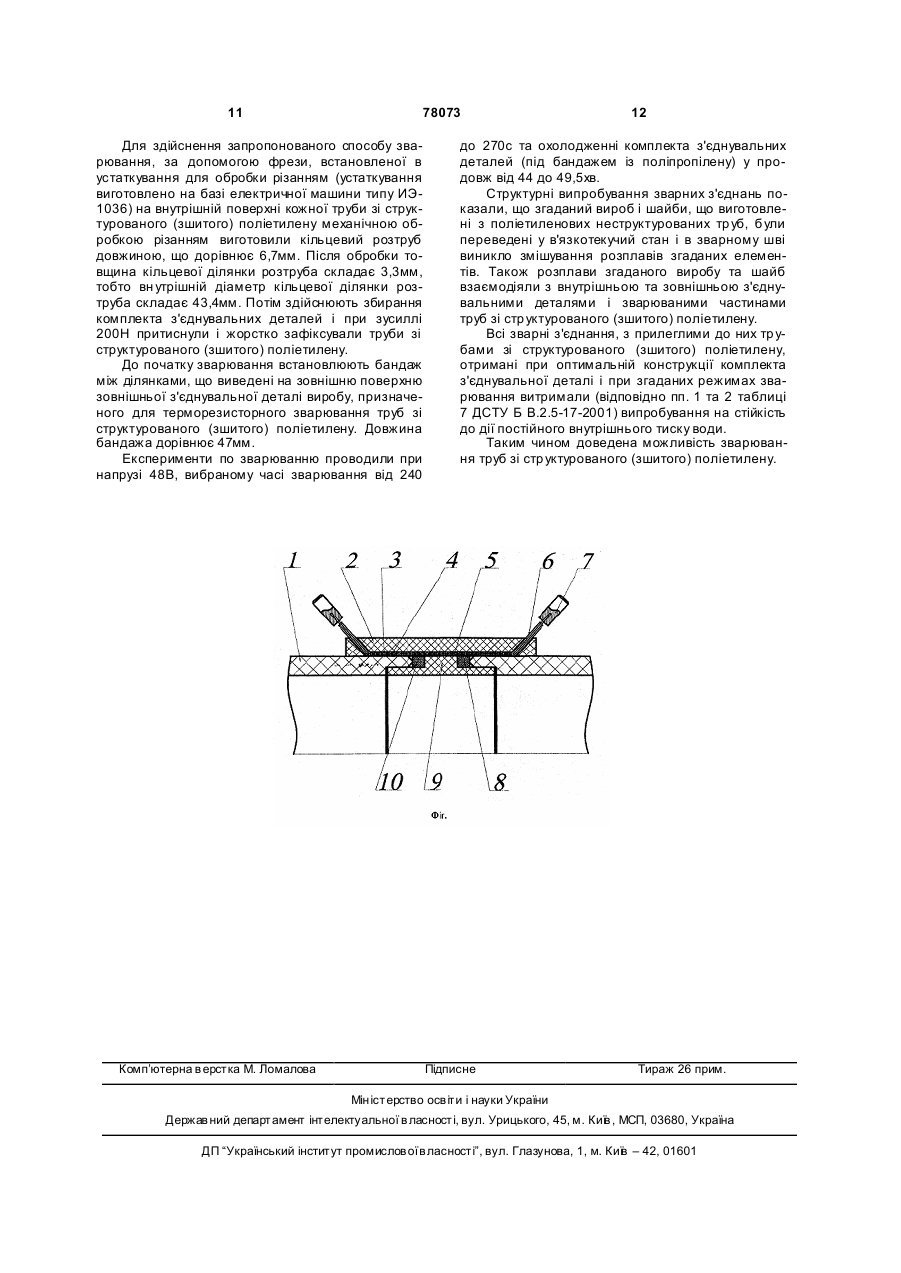
1. Комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену, що містить внутрішню і зовнішню з'єднувальні деталі, виготовлені з того ж матеріалу і тим же або іншим технологічним методом зшивання труб зі структурованого (зшитого) поліетилену, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що й згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі виготовлені кільцеві кінцеві ділянки довжиною, що дорівнює 150% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, а після обробки, товщина стінок кінцевих ділянок складає від 37 до 40% товщини стінок згаданих труб, причому зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою, а на обидві сторони кінцевих ділянок по ковзній посадці установлено по одній шайбі, що виготовлені механічною обробкою різанням із поліетиленових неструктурованих тр уб, причому товщина стінок шайб складає від 60 до 63% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, при цьому номінальний зовнішній діаметр шайб дорівнює 100% номінальному зовнішньому діаметру згаданих труб, причому зовнішня з'єднувальна деталь виготовлена з типорозміру тр уби на один типорозмір більше, ніж призначені для зварювання 2 (19) 1 3 78073 4 кільцевих ділянок розтруба складає від 61 до 62% товщини стінок згаданих труб, потім зовнішню з'єднувальну деталь повністю встановлюють на одну із призначених для зварювання труб зі структурованого (зшитого) поліетилену, після чого вставляють внутрішню з'єднувальну деталь з встановленими на ній шайбами в розтруби призначених для зварювання труб зі структурованого (зшитого) поліетилену, потім встановлюють згадані труби в затискні пристосування центратора, після чого з зусиллям від 100 до 200Н придавлюють одну до одної призначені для зварювання труби зі структурованого (зшитого) поліетилену і жорстко фіксують їх в центраторі, потім переміщують зовнішню з'єднувальну деталь в протилежну сторону, щоб кожна половина згаданої деталі перекрила зовнішні поверхні половини центральної ділянки внутрішньої деталі, шайбу і призначену для зварювання частину труби зі стр уктурованого (зшитого) поліетилену, встановлюють бандаж на зовнішню поверхню зовнішньої з'єднувальної деталі, причому при збиранні згаданих частин в зафіксованому положенні внутрішня поверхня бандажа являє собою кругову циліндричну порожнину, при цьому внутрішній діаметр згаданої порожнини дорівнює 100% номінальному зовнішньому діаметру зовніш ньої з'єднувальної деталі, який відрізняється тим, що на зовнішній та внутрішній поверхнях обох кільцевих ділянок призначених для зварювання труб виконують фаски під кутом 45°, при цьому катет фасок складає від 20 до 21% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену, а згаданий бандаж встановлюють, до початку зварювання, між двома ділянками, що виведені на зовнішню поверхню зовнішньої з'єднувальної деталі, виробу, призначеного для терморезисторного зварювання труб зі структурованого (зшитого) поліетилену, після чого бандаж жорстко фіксують, за допомогою затискача, при цьому довжина бандажа дорівнює 105% довжини безперервно намотаного виробу, що складається із металевого дроту та ізоляції з неструктурованої композиції поліетилену, потім подають електричну напругу на два штекери та витримують бандаж на згаданій деталі, причому час витримки бандажа дорівнює часу нагріву згаданого виробу та часу о холодження комплекту з'єднувальних деталей і ділянок труб зі стр уктурованого (зшитого) поліетилену, що зварюються, при цьому час охолодження згаданого комплекту в десять разів перевищує час нагріву згаданого виробу. Винахід відноситься до галузі будівництва та ремонту трубопроводів мереж холодного, гарячого водозабезпечення та опалення, транспортуючих воду з температурою від 5°С до 95°С, в тому числі для господарчо-питного водозабезпечення та інших рідких і газоподібних середовищ, до яких труби зі структурованого (зшитого) поліетилену хімічно стійкі. За аналогом запропонованого винаходу прийнято комплект з'єднувальних деталей для рознімного з'єднання труб зі структурованого (зшитого) поліетилену, що описаний в [томі 2 ДБН В.2.5-222002 „Кодекс усталеної практики. Звід правил", „Інженерне обладнання будівель і споруд. Зовнішні мережі і споруди. Зовнішні мережі гарячого водозабезпечення та водяного опалення з використанням труб зі стр уктурованного поліетилену з тепловою ізоляцією зі спіненого поліетилену та захисною гофрованою поліетиленовою оболонкою, Держбуд України, Київ, 2002"]. Комплект вироблено з латуні або бронзи і містить внутрішню або зовнішню з'єднувальні деталі. На зовнішній поверхні внутрішньої з'єднувальної деталі, з однієї сторони згаданої деталі, виконана канавка, в яку встановлена кільцева прокладка з матеріалу призначеного для герметизації поверхонь. З другої сторони на зовнішній поверхні внутрішньої з'єднувальної деталі виконана різьба. Зовнішня з'єднувальна деталь виконана у вигляді розрізної втулки. Труби зі структурованого (зшитого) поліетилену ви готовляються за стандартом [ДСТУ Б В.2.517-2001 "Інженерне обладнання будівель і споруд. Зовнішні мережі і споруди. Труби зі структуровано го поліетилену для мереж холодного, гарячого водозабезпечення і опалення. Технічні умови", Держбуд України, Київ 2001"]. При монтажі комплекта, спочатку на вільному кінці однієї труби зі структурованого (зшитого) поліетилену по зовнішньому діаметру згаданої труби надівають зовнішню з'єднувальну деталь. Потім по внутрішньому діаметру вільного кінця згаданої труби вставляють до упору зовнішню частину внутрішньої з'єднувальної деталі з тієї сторони, де знаходиться кільцева прокладка. Після чого проводять стиск зовнішньої з'єднувальної деталі, виконаної у вигляді розрізної втулки, до з'єднання її частини по всієї площині розрізу. Для з'єднання двох тр уб зі структурованого (зшитого) поліетилену необхідно використовувати два комплекта з'єднувальних деталей і металеву муфту, в якої з обох сторін виконана різьба того ж типорозміру, що і різьба на зовнішній поверхні внутрішньої з'єднувальної деталі. Недолік аналогу полягає в тому, що застосування згаданих металевих вузлів порушують зв'язаний з матеріалом діапазон властивостей структурованого (зшитого) поліетилену. Крім того, при експлуатації трубопроводів при температурі середовища від 5°С до 95°С, можлива втрата герметичності в рознімних з'єднаннях з причини різного термічного розширення комплектів з'єднувальних деталей та труб зі структурованого (зшитого) поліетилену. За прототип запропонованого винаходу прийнято комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену і спосіб зварювання нагрітим інструментом 5 78073 труб зі стр уктурованого (зшитого) поліетилену [заявка №20040503660 від 17 травня 2004р.]. Комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену містить внутрішню і зовнішню з'єднувальні деталі з того ж матеріалу і того ж те хнологічного методу зшивки труб зі структурованого (зшитого) поліетилену, що призначені для зварювання труби зі структурованого (зшитого) поліетилену. На обох сторонах зовнішньої поверхні внутрішньої з'єднувальної деталі механічною обробкою різанням виготовлені кільцеві кінцеві ділянки, довжиною, що дорівнює 150% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. Після згаданої обробки товщина стінок кільцевих кінцевих ділянок складає від 37 до 40% товщини стінок згаданих труб. Зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою, при цьому довжина згаданої ділянки дорівнює 200% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. На обидві сторони кільцевих кінцевих ділянок по ковзній посадці встановлені по одній шайбі, що виготовлені механічною обробкою різанням з поліетиленових неструктурованих тр уб. Поліетиленові неструктуровані труби являють собою труби із композиції поліетилену MRS 8,0 МПа (ПЕ 80) або із MRS 10МПа (ПЕ 100), що виготовлені за стандартом [ДСТУ Б В.2.7-73-98 "Будівельні матеріали. Труби для подачі горючих газів. Технічні умови, Держбуд України, Київ, 1998"]. Або виготовлені за технічними умовами [ТУ У В.2.7-21547843.006-2001 "Труби з поліетилену марок ПЕ 80 та ПЕ 100 для подачі холодної води, 2001"]. Довжина і товщина стінок шайб відповідно складає від 32 до 34 та від 60 до 63% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, при цьому номінальний зовнішній діаметр шайб дорівнює 100% номінальному зовнішньому діаметру згаданих труб. Зовнішня з'єднувальна деталь виготовлена з типорозміру труби на один типорозмір більше, ніж призначені для зварювання труби зі структурованого (зшитого) поліетилену. Довжина згаданої деталі, що виготовлена механічною обробкоюрізанням складає не менше 900% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, а в оброблену внутрішню частину зовнішньої з'єднувальної деталі по ковзній посадці встановлюють кільцеву прокладку, виготовлену механічною обробкою різанням з поліетиленових неструктурованих тр уб, більши х на один типорозмір, ніж поліетиленові неструктуровані труби, з яких виготовлені шайби, що встановлені на внутрішню з'єднувальну деталь. Товщина стінки згаданої прокладки складає від 10 до 30% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену, при цьому довжина кільцевої прокладки дорівнює 100% довжині зовнішньої з'єднувальної деталі. Внутрішній діаметр кільцевої прокладки перевищує не більш ніж на 0,5% номінальний зовнішній діаметр, призначених для зварювання труб зі структурованого (зшитого) поліетилену, причому, 6 загальна товщина зовнішньої з'єднувальної деталі і кільцевої прокладки складає не менше 100% товщині стінок згаданих труб. Крім того, зовнішня з'єднувальна деталь може бути виготовлена розрізною в двох місцях у площині поздовжньої вісі, причому, відстань між частинами в кожному місці розрізної згаданої деталі не перевищує 30% від товщини стінок, призначених для зварювання труб зі стр уктурованого (зшитого) поліетилену, а кільцева прокладка може бути виготовленою розрізною в одному місці, при цьому відстань між двома частинами розрізаної згаданої прокладки не перевищує 30% від товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. Розрізане місце в кільцевій прокладці встановлюють під 90° до площини розрізаної зовнішньої з'єднувальної деталі. Крім того, зовнішня з'єднувальна деталь може бути виготовлена з дво х однакових ділянок труб, відповідних довжиною, того ж типорозміру, що і призначені для зварювання труби зі структурованого (зшитого) поліетилену. Ме ханічною обробкою різанням спочатку оброблені внутрішні поверхні згаданих ділянок труб. Потім розрізана вздовж труби перша ділянка, а в іншій ділянці перпендикулярно торцям вирізана частина труби зі структурованого (зшитого) поліетилену, при цьому периметри зовнішніх поверхонь двох ділянок труб повинні відповідати 100% периметру зовнішньої поверхні зовнішньої з'єднувальної деталі. Після чого механічною обробкою тиском розведені дві ділянки труб, щоб внутрішній діаметр згаданих ділянок дорівнював 100% внутрішньому діаметру обробленої внутрішньої поверхні зовнішньої з'єднувальної деталі. Крім того, одна з двох призначених для зварювання труб зі стр уктурованого (зшитого) поліетилену, зовнішня і (або) внутрішня з'єднувальні деталі можуть відрізнятися технологічним методом зшивки від іншої, призначеної для зварювання труби зі структурованого (зшитого) поліетилену. (Класифікація технологічних методів зшивки труб зі структурованого поліетилену наведена в додатку Г ДСТУ Б В.2.5-17-2001). За згаданою класифікацією існують труби типів: РЕ-Ха; PEXb; PE-Xc; PE-Xd. Недолік прототипу полягає в тому, що конструкція комплекта створена таким чином, щоб при зварюванні труб зі структурованого (зшитого) поліетилену, спочатку необхідно прогріти зовнішню з'єднувальну деталь, а потім за рахунок теплопровідності, тепловий потік повинен перенестися на: кільцеву прокладку, частини тр уб зі стр уктурованого (зшитого) поліетилену, що зварюються, внутрішню з'єднувальну деталь. Тому, при отриманні зварного з'єднання з застосуванням згаданого комплекта і труб з товщиною стінок більше 6мм необхідно витратити значну кількість енергії. В основу винаходу поставлена задача створення комплекта з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену для зменшення витрат енергії та підвищення рівня техніки безпеки. Поставлена задача досягається тим, що комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену містить 7 78073 внутрішню і зовнішню з'єднувальні деталі з того ж матеріалу і того ж (або різного) технологічного методу зшивки труб зі структурованого (зшитого) поліетилену. Внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що й згадані труби. З обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі виготовлені кільцеві кінцеві ділянки, довжиною, що дорівнює 150% товщини стінок призначених для зварювання труб зі структурованого (зшитого) поліетилену. Після обробки, товщина стінок кінцевих ділянок складає від 37 до 40% товщини стінок згаданих труб. Зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою. На обидві сторони кінцевих ділянок по ковзній посадці установлені по одній шайбі, що виготовлені механічною обробкою різанням із поліетиленових неструктурованих тр уб. Товщина стінок шайб складає від 60 до 63% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. Номінальний зовнішній діаметр шайб дорівнює 100% номінальному зовнішньому діаметру згаданих тр уб. Зовнішня з'єднувальна деталь виготовлена з типорозміру тр уби на один типорозмір більше, ніж призначені для зварювання труби зі структурованого (зшитого) поліетилену. Довжина центральної ділянки внутрішньої з'єднувальної деталі зменшена і складає від 124 до 125% товщини стінок труб зі структурованого (зшитого) поліетилену. Довжина шайб збільшена і складає від 70 до 72% товщини стінок згаданих труб. У вн утрішній частині зовнішньої з'єднувальної деталі механічною обробкою різанням виготовлена кільцева западина, що закінчується з обох сторін кільцевими кінцевими виступами профіля згаданої деталі. Довжина згаданих виступів з кожної сторони складає не менше 100% товщини стінок, призначених для зварювання труб зі структурованого поліетилену. До западини методом безперервного намотування встановлено виріб, що складається з металевого дроту з високим питомим електричним опором зовнішнім діаметром від 0,457 до 1,143мм та ізоляцією, виготовленою зі неструктурованої композиції поліетилену. Товщина стінки ізоляції складає (0,5±0,05)мм. Глибина западини дорівнює сумі діаметра дроту та подвійній товщині ізоляції. Загальна товщина зовнішньої з'єднувальної деталі, зі згаданим виробом, складає не менше 100% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. На зовнішню поверхню кільцевих кінцевих виступів з обох сторін виведені ділянки згаданого виробу. Довжина ізоляції кожної ділянки над зовнішньою поверхнею зовнішньої з'єднувальної деталі складає від 5 до 9мм. До оголених кінців металевого дроту згаданих ділянок жорстко прикріплені два штекери. Довжина безперервно намотування згаданого виробу складає не менше 800% товщини стінок, призначених для зварювання труб зі стр уктурованого (зшитого) поліетилену. За аналог запропонованого способу зварювання прийнято спосіб зварювання труб зі структурованого (зшитого) поліетилену з використанням зварювального устаткування у вигляді профільо 8 ваного нагрівального елементу, при якому торцьові поверхні труб просторово сплавляють за допомогою робочих поверхонь нагрівального елементу, споряджених радіальними зубцями, температура якого складає більше 420°С, але менше 450°С. Прототип описаний у [патенті США "N US 6, 524, 425 В1 від 25 февраля 2003г. Тобиас и др."]. Недолік аналогу полягає у тому, що температура нагрівального інструменту досягає 450°С, що перевищує температур у запалення труб зі структурованого (зшитого) поліетилену [відповідно п.6.2 ДСТУ Б В.2.5-17-2001. Температура запалення, визначена за ГОСТ 4333-87 "Нефтепродукты. Методы определения температур вспышки и воспламенения в открытом тигле", не менше 365°С]. Тому цей спосіб зварювання є пожежнонебезпечним та ненадійним способом зварювання труб зі структурованого (зшитого) поліетилену. Інший недолік аналогу полягає в тому, що згаданий спосіб призначений переважно для зварювання труб діаметрів більше 90мм, тобто прототип не може гарантувати якість зварювання труб діаметром менше 90мм. Третій недолік аналогу полягає в тому, що згаданим способом неможливо забезпечити зварювання труб отриманих різними технологічними методами зшивки труб зі структурованого (зшитого) поліетилену. Наприклад, неможливо зварити трубу із РЕ-Ха з тр убою РЕ-Хb. За прототип запропонованого способу зварювання прийнято спосіб зварювання нагрітим інструментом труб зі структурованого (зшитого) поліетилену. Прототип описаний в [заявці на подачу патента України від 17 травня 2004р. №20040503660]. Недолік прототипу полягає в тому, що при зварюванні труб зі структурованого (зшитого) поліетилену, з товщиною стінки труби більше 6мм, необхідно витратити значну кількість енергії. Другий недолік прототипу полягає в тому, що робочі поверхні двох нагрівальних елементів нагріті до температури від 260 до 280°С, тому при установці згаданих інструментів на зовнішню поверхню зовнішньої з'єднувальної деталі зварних пластмас може отримати опік на руці. Поставлена задача досягається тим, що застосовується спосіб терморезисторного зварювання зі структурованого (зшитого) поліетилену, при якому механічною обробкою різанням виготовляють розтруб, на внутрішній поверхні кожної із згаданих труб. Довжину розтрубу виконують в границях від 118 до 120% товщини стінок, призначених для зварювання труб зі стр уктурованого (зшитого) поліетилену. Після обробки товщина кільцевих ділянок розтруба складає від 61 до 62% товщини стінок згаданих труб. Зовнішню з'єднувальну деталь γ повністю встановлюють на одну із призначених для зварювання труб зі структурованого (зшитого) поліетилену. Після чого вставляють внутрішню з'єднувальну деталь з встановленими на ній шайбами в розтруби призначених для зварювання труб зі структурованого (зшитого) поліетилену. Потім встановлюють згадані труби в затискні пристосування центратора. Після чого з зусиллям від 100 до 200Н придавлюють один до 9 78073 одного призначені для зварювання труби зі структурованого (зшитого) поліетилену і їх жорстко фіксують в центраторі. Потім переміщують зовнішню з'єднувальну деталь в протилежну сторону, щоб кожна половина згаданої деталі перекрила зовнішні поверхні половини центральної ділянки внутрішньої деталі, шайбу і призначену для зварювання частину труби зі стр уктурованого (зшитого) поліетилену. На зовнішній та внутрішній поверхнях обох кільцевих ділянок виконують фаски під кутом 45°. Катет фасок складає від 20 до 21% товщини стінок, призначених для зварювання труб зі структурованого (зшитого) поліетилену. До початку зварювання встановлюють бандаж між двома ділянками, що виведені на зовнішню поверхню зовнішньої з'єднувальної деталі, виробу, призначеного для терморезисторного зварювання труб зі структурованого (зшитого) поліетилену. Після чого бандаж жорстко фіксують за допомогою затискача. Довжина бандажа дорівнює 105% довжині безперервно намотування виробу, що складається з металевого дроту та ізоляції зі неструктурованої композиції поліетилену. Потім подають електричну напругу на обидва штекери. Витримують бандаж на згаданій деталі. Час витримки бандажа дорівнює часу нагріву згаданого виробу та часу охолодження комплекта з'єднувальних деталей і ділянок труб зі стр уктурованого (зшитого) поліетилену, що зварюються. Час охолодження згаданого комплекта в десять разів перевищує час нагріву згаданого виробу. Винахід пояснюється кресленням. На Фіг.1 зображено зібраний комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену. Елемент 1 позначає одну, призначену для зварювання трубу зі структурованого (зшитого) поліетилену. Елемент 2 позначає зовнішню з'єднувальну деталь. Елемент 3 позначає вироб, що складається з металевого дроту з високим питомим опором та ізоляцією виготовленою зі неструктурованого поліетилену. Елемент 4 позначає металевий дрот з високим питомим опором. Елемент 5 позначає ізоляцію виготовлену зі неструктурованого поліетилену. Елемент 6 позначає одну з двох ділянок згаданого вироба над зовнішньою поверхнею зовнішньої з'єднувальної деталі. Елемент 7 позначає один з двох штекерів, призначений для з'єднання з контактом установки для терморезисторного зварювання полімерних тр уб. Елемент 8 позначає одну шайбу. Елемент 9 позначає внутрішню з'єднувальну деталь. Елемент 10 позначає другу шайбу. Приклад конкретного виконання. Пропонуємий комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену та пропонуємий спосіб терморезисторного зварювання труб зі структурованого (зшитого) поліетилену був випробуваний у лабораторних умовах. Для розроблення комплекту з'єднувальних деталей були застосовані різні поєднання матеріалів для: призначених для зварювання труб; внутрішньої і зовнішньої з'єднувальних деталей, шайб і кільцевої прокладки. Критерієм якості пропонуємого комплекта з'єднувальних деталей для зварю 10 вання труб зі структурованого (зшитого) поліетилену (після здійснення згаданого способу зварювання), виявляє здатність згаданого комплекта, разом з трубами, витримати випробування за ДСТУ Б В.2.7-17-2001 на стійкість до взаємодії постійного внутрішнього тиску води. 1. Одні, призначені для зварювання труби були виготовлені на фірмі" WIRSBO" (Швеція). Зшивка була проведена за допомогою пероксиду (тип РЕ-Ха). Номінальний зовнішній діаметр згаданих труб дорівнює 50мм. Номінальна товщина стінки згаданих труб дорівнює 5,6мм. 2. Інші, призначені для зварювання труби були виготовлені на фірмі "REVEL s.r.o" (Чеська республіка). Зшивка була проведена за допомогою силана (тип РЕ-Хb). Номінальний зовнішній діаметр згаданих труб дорівнює 50мм. Номінальна товщина стінки згаданих тр уб дорівнює 5,6мм. 3. Внутрішня і зовнішня з'єднувальні деталі були виготовлені із труб фірми "WIRSBO" (тип РЕХа) та " REVEL s.r.o" (тип РЕ-Хb). Для одних експериментів внутрішня з'єднувальна деталь була виготовлена із труб типу РЕ-Ха, а зовнішня з'єднувальна деталь із труб типу РЕ-Хb. Для інших експериментів внутрішня з'єднувальна деталь була виготовлена із труб типу РЕ-Хb, а зовнішня з'єднувальна деталь - із труб типу РЕ-Ха. 4. Шайби були виготовлені за стандартом ДСТУ Б В.2.7-73-98 із труб з композицією поліетилену з різними мінімальними довготривалими міцностями MRS 8,0МПа (ПЕ 80) або MRS 10,0МПа (ПЕ 100). Для одних експериментів шайби були виготовлені із труб з композиції поліетилену ПЕ 80, а для інших експериментів - із ПЕ 100. 5. Ізоляція для згаданого вироба була виготовлена із композиції поліетилену з різними мінімальними міцностями MRS 8,0МПа (ПЕ 80) або MRS 10,0МПа (ПЕ 100). Для одних експериментів ізоляція була виготовлена із композиції поліетилену ПЕ 80, а для інших експериментів - із ПЕ 100. 6. Номінальний діаметр труб, із яких були виготовлені шайби, дорівнює 50мм, а номінальна товщина стінки згаданих тр уб дорівнює 4,6мм. Оптимальна конструкція комплекта з'єднувальних деталей для зварювання труб типорозміру (50´5,6)мм зі структурованого (зшитого) поліетилену має наступні розміри. Внутрішня з'єднувальна деталь: 1.1. Довжина кожної кільцевої кінцевої ділянки дорівнює 8,4мм. 1.2. Товщина стінки кожної кільцевої кінцевої ділянки дорівнює 2,2мм, тобто зовнішній діаметр кільцевої кінцевої ділянки складає 43,2мм. 1.3. Довжина центральної ділянки дорівнює 7мм. 2. Довжина зовнішньої з'єднувальної деталі дорівнює 56,0мм. 2.1. Довжина безперервного намотування виробу складається з металевого дроту та ізоляції, виготовленої зі неструктурованої композиції поліетилену дорівнює 44,8мм. 3. Шайби: 3.1. Довжина дорівнює 4,0мм. 3.2. Товщина стінки дорівнює 3,4мм. 11 78073 Для здійснення запропонованого способу зварювання, за допомогою фрези, встановленої в устаткування для обробки різанням (устаткування виготовлено на базі електричної машини типу ИЭ1036) на внутрішній поверхні кожної труби зі структурованого (зшитого) поліетилену механічною обробкою різанням виготовили кільцевий розтруб довжиною, що дорівнює 6,7мм. Після обробки товщина кільцевої ділянки розтруба складає 3,3мм, тобто вн утрішній діаметр кільцевої ділянки розтруба складає 43,4мм. Потім здійснюють збирання комплекта з'єднувальних деталей і при зусиллі 200Н притиснули і жорстко зафіксували труби зі структурованого (зшитого) поліетилену. До початку зварювання встановлюють бандаж між ділянками, що виведені на зовнішню поверхню зовнішньої з'єднувальної деталі виробу, призначеного для терморезисторного зварювання труб зі структурованого (зшитого) поліетилену. Довжина бандажа дорівнює 47мм. Експерименти по зварюванню проводили при напрузі 48В, вибраному часі зварювання від 240 Комп’ютерна в ерстка М. Ломалова 12 до 270с та охолодженні комплекта з'єднувальних деталей (під бандажем із поліпропілену) у продовж від 44 до 49,5хв. Структурні випробування зварних з'єднань показали, що згаданий вироб і шайби, що виготовлені з поліетиленових неструктурованих тр уб, були переведені у в'язкотекучий стан і в зварному шві виникло змішування розплавів згаданих елементів. Також розплави згаданого виробу та шайб взаємодіяли з внутрішньою та зовнішньою з'єднувальними деталями і зварюваними частинами труб зі стр уктурованого (зшитого) поліетилену. Всі зварні з'єднання, з прилеглими до них тр убами зі структурованого (зшитого) поліетилену, отримані при оптимальній конструкції комплекта з'єднувальної деталі і при згаданих режимах зварювання витримали (відповідно пп. 1 та 2 таблиці 7 ДСТУ Б В.2.5-17-2001) випробування на стійкість до дії постійного внутрішнього тиску води. Таким чином доведена можливість зварювання труб зі стр уктурованого (зшитого) поліетилену. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComplete set of connecting parts for welding of pipes made of structured (cross-linked) polyethylene and method of thermal resistance welding of pipes of structured (cross-linked) polyethylene
Автори англійськоюKorab Mykola Heorhiiovych, Shestopal Anatolii Mykolaiovych, Hokhfeld Volodymyr Leonidovych, Hurskyi Oleksandr Feliksovych, Kostenko Andrii Volodymyrovych
Назва патенту російськоюКомплект соединительных деталей для сварки труб из структурированного (сшитого) полиэтилена и способ терморезисторной сварки труб из структурированного (сшитого) полиэтилена
Автори російськоюКораб Николай Георгиевич, Шестопал Анатолий Николаевич, Гохфельд Владимир Леонидович, Гурский Александр Феликсович, Костенко Андрей Владимирович
МПК / Мітки
МПК: F16L 47/00, B29C 65/18
Мітки: спосіб, стуктурованого, зшитого, деталей, зварювання, з'єднувальних, труб, комплект, терморезисторного, поліетилену, структурованого
Код посилання
<a href="https://ua.patents.su/6-78073-komplekt-zehdnuvalnikh-detalejj-dlya-zvaryuvannya-trub-zi-strukturovanogo-zshitogo-polietilenu-i-sposib-termorezistornogo-zvaryuvannya-trub-zi-stukturovanogo-zshitogo-polietilenu.html" target="_blank" rel="follow" title="База патентів України">Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену і спосіб терморезисторного зварювання труб зі стуктурованого (зшитого) поліетилену</a>
Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену та спосіб зварювання нагрітим інструментом труб зі структурованого (зшитого) поліетилену
Номер патенту: 77212
Опубліковано: 15.11.2006
Автори: Кораб Микола Георгійович, Шестопал Анатолій Миколайович, Гурський Олександр Феліксович, Костенко Андрій Володимирович, Гохфельд Володимир Леонідович
МПК: B29C 65/18
Мітки: структурованого, деталей, нагрітим, поліетилену, труб, зварювання, зшитого, комплект, інструментом, з'єднувальних, спосіб
Формула / Реферат:
1. Комплект з'єднувальних деталей для рознімного з'єднання труб зі структурованого (зшитого) поліетилену, який містить внутрішню і зовнішню з'єднувальні деталі та кільцеву прокладку, призначену для герметизації поверхонь, який відрізняється тим, що внутрішня і зовнішня з'єднувальні деталі виконані зі структурованого (зшитого) поліетилену, як і призначені для зварювання труби, причому внутрішня з'єднувальна деталь виготовлена з того ж...
Композиція на основі поліетилену, спосіб виготовлення зчленувань для труб та спосіб виготовлення труб

Номер патенту: 59355
Опубліковано: 15.09.2003
Автори: Коппан Вім, Шелан Андре
МПК: C08K 3/34, B29C 47/00, C08L 23/04, C08J 3/20, B29C 45/00, C08J 5/00
Мітки: основі, композиція, зчленувань, виготовлення, спосіб, поліетилену, труб
Формула / Реферат:
1. Композиція на основі поліетилену, яка відрізняється тим, що поліетилен має стандартну об'ємну масу, виміряну при 23 °С згідно з нормою ASTM D 972, більшу за 940 кг/м3 і тим, що вона містить тальк в кількості меншій за 1 мас. частину на 100 мас. частин поліетилену.2. Композиція на основі поліетилену за п. 1, яка відрізняється тим, що тальк має в основному пластинчату структуру.3. Композиція на основі поліетилену за п. 1 або 2,...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: електродугового, труб, автоматичного, спосіб, зварювання, обсадних
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Спосіб зварювання труб з трубними ґратами
Номер патенту: 53059
Опубліковано: 15.01.2003
Автори: Паненко Роман Миколайович, Гедрович Анатолій Іванович
МПК: B23K 31/00
Мітки: труб, трубними, ґратами, зварювання, спосіб
Формула / Реферат:
Спосіб зварювання труб з трубними ґратами, згідно з яким з'єднують труби з трубними ґратами, розвальцьовують труби, зсувають електрод пальника на деяку відстань від лінії з'єднання елементів та охолоджують за рахунок тепловідводів, виконаних у вигляді циліндричних Т-подібних елементів, горизонтальна частина яких контактує з поверхнею трубних ґрат, який відрізняється тим, що розвальцьовування труб здійснюють на величину (Z), що перевищує...
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович
МПК: B23K 20/12
Мітки: м'який, зварювання, прошарок, труб, спосіб
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Попередній патент: Захисна гідрофобізуюча речовина
Наступний патент: Спосіб оцінки якості внутрішньовиробничого середовища
Випадковий патент: Пристрій для виготовлення виробів з полімерного матеріалу