Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену та спосіб зварювання нагрітим інструментом труб зі структурованого (зшитого) поліетилену
Номер патенту: 77212
Опубліковано: 15.11.2006
Автори: Костенко Андрій Володимирович, Гурський Олександр Феліксович, Кораб Микола Георгійович, Шестопал Анатолій Миколайович, Гохфельд Володимир Леонідович

Формула / Реферат
1. Комплект з'єднувальних деталей для рознімного з'єднання труб зі структурованого (зшитого) поліетилену, який містить внутрішню і зовнішню з'єднувальні деталі та кільцеву прокладку, призначену для герметизації поверхонь, який відрізняється тим, що внутрішня і зовнішня з'єднувальні деталі виконані зі структурованого (зшитого) поліетилену, як і призначені для зварювання труби, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що і згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі виконані кільцеві кінцеві ділянки довжиною, що дорівнює 150 % товщини стінки призначених для зварювання труб, а після обробки товщини стінок кільцевих кінцевих ділянок складають від 37 до 40 % товщини стінки згаданих труб, причому зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою, при цьому довжина згаданої ділянки дорівнює 200 % товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену, а на обидві сторони кільцевих кінцевих ділянок по ковзній посадці встановлено по одній шайбі, виготовленій механічною обробкою різанням з поліетиленових неструктурованих труб, причому довжина та товщина стінок шайб відповідно складають від 32 до 34 і від 60 до 63 % товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену, при цьому номінальний зовнішній діаметр шайб дорівнює номінальному зовнішньому діаметру згаданих труб, а зовнішня з'єднувальна деталь виготовлена з типорозміру труби на один типорозмір більше, ніж призначені для зварювання труби, при цьому довжина згаданої деталі, що виготовлена механічною обробкою різанням, складає не менше 900 % товщини стінки призначених для зварювання труб, а в оброблюваній внутрішній частині зовнішньої з'єднувальної деталі по ковзній посадці встановлена кільцева прокладка, виготовлена механічною обробкою різанням з поліетиленових неструктурованих труб, більших на один типорозмір, ніж поліетиленові неструктуровані труби, з яких виготовлені шайби, що встановлені на внутрішню з'єднувальну деталь, причому товщина стінки згаданої прокладки складає від 10 до 30 % товщини стінки призначених для зварювання труб, при цьому довжина кільцевої прокладки дорівнює довжині зовнішньої з'єднувальної деталі, а внутрішній діаметр згаданої прокладки перевищує не більше ніж на 0,5 % номінальний зовнішній діаметр призначених для зварювання труб, причому загальна товщина зовнішньої з'єднувальної деталі і кільцевої прокладки не менше товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену.
2. Комплект за п. 1, який відрізняється тим, що зовнішня з'єднувальна деталь виготовлена розрізною в двох місцях у площині поздовжньої осі, причому відстань між частинами в кожному місці розрізної згаданої деталі не перевищує 30 % від товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену.
3. Комплект за п. 1 або п. 2, який відрізняється тим, що кільцева прокладка виготовлена розрізною в одному місці, при цьому відстань між двома частинами розрізної згаданої прокладки не перевищує 30 % від товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену, а розрізане місце в кільцевій прокладці встановлено під 90° до площини розрізної зовнішньої з'єднувальної деталі.
4. Комплект за будь-яким з пп. 1 - 3, який відрізняється тим, що зовнішня з'єднувальна деталь виготовлена з двох однакових ділянок труб, відповідних за довжиною, того ж типорозміру, що і призначені для зварювання труби зі структурованого (зшитого) поліетилену, причому згадані ділянки труб мають оброблені механічною обробкою різанням внутрішні поверхні, перша ділянка розрізана вздовж труби, а в іншій ділянці перпендикулярно торцям вирізана частина труби зі структурованого (зшитого) поліетилену, при цьому периметри зовнішніх поверхонь двох ділянок труб дорівнюють периметру зовнішньої поверхні зовнішньої з'єднувальної деталі, дві ділянки труб розведені механічною обробкою тиском, щоб внутрішній діаметр згаданих ділянок дорівнював внутрішньому діаметру оброблюваної внутрішньої поверхні зовнішньої з'єднувальної деталі.
5. Комплект за будь-яким з пп. 1 - 4, який відрізняється тим, що призначені для зварювання труби та зовнішня і внутрішня з'єднувальні деталі виконані зі структурованого (зшитого) поліетилену того ж самого технологічного методу зшивання.
6. Комплект за будь-яким з пп. 1 - 4, який відрізняється тим, що одна з двох призначених для зварювання труб зі структурованого (зшитого) поліетилену, зовнішня і (або) внутрішня з'єднувальні деталі відрізняються технологічним методом зшивки від іншої, призначеної для зварювання труби зі структурованого (зшитого) поліетилену.
7. Спосіб зварювання труб зі структурованого (зшитого) поліетилену з використанням зварювального устаткування у вигляді профільованого нагрівального елемента, який відрізняється тим, що механічною обробкою різанням утворюють розтруб на внутрішній поверхні кожної зі згаданих труб, причому довжину розтруба виконують у межах від 118 до 120 % товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену, а після обробки товщина кільцевих ділянок розтруба складає від 61 до 62 % товщини стінки згаданих труб, потім зовнішню з'єднувальну деталь з кільцевою прокладкою повністю встановлюють на одну з призначених для зварювання труб зі структурованого (зшитого) поліетилену, після чого вставляють внутрішню з'єднувальну деталь з встановленими на неї шайбами в розтруби призначених для зварювання труб зі структурованого (зшитого) поліетилену, потім встановлюють згадані труби до затискних пристосувань центратора, після чого з зусиллям від 100 до 200 Н придавлюють одна до одної призначені для зварювання труби зі структурованого (зшитого) поліетилену та їх жорстко фіксують в центраторі, потім переміщують зовнішню з'єднувальну деталь з кільцевою прокладкою в протилежну сторону, щоб кожна половина згаданої деталі перекрила зовнішні поверхні половини центральної ділянки внутрішньої деталі, шайбу та призначену для зварювання частину труби зі структурованого (зшитого) поліетилену, після чого встановлюють і жорстко фіксують за допомогою затискача два нагрітих до температури від 260 до 280°С нагрівальних інструменти з внутрішніми порожнинами на зовнішню з'єднувальну деталь симетрично згаданій деталі, причому при складанні згаданих інструментів у фіксованому положенні створюється кругова циліндрична порожнина, при цьому внутрішній діаметр згаданої порожнини дорівнює номінальному зовнішньому діаметру призначених для зварювання труб зі структурованого (зшитого) поліетилену, потім витримують нагрівальні інструменти на зовнішній з'єднувальній деталі до отримання високоеластичного стану з'єднувальних деталей і зварюваних частин труб зі структурованого (зшитого) поліетилену, причому при такому стані згаданих елементів кільцева прокладка і шайба, що виготовлені з поліетиленових неструктурованих труб, переходять у в'язкотекучий стан і взаємодіють між собою, а також згадані елементи, що виготовлені з поліетиленових неструктурованих труб, взаємодіють зі з'єднувальними деталями і зварюваними частинами труб зі структурованого (зшитого) поліетилену, після чого знімають нагрівальні інструменти, потім встановлюють і жорстко фіксують за допомогою затискача бандаж на зовнішній з'єднувальній деталі симетрично згаданій деталі, при цьому бандаж складається із двох частин, товщиною не менше товщини стінки призначених для зварювання труб зі структурованого (зшитого) поліетилену, і виготовлений із матеріалу з коефіцієнтом теплопровідності одного порядку, що і призначені для зварювання труби зі структурованого (зшитого) поліетилену, причому при складанні згаданих частин у зафіксованому положенні внутрішня поверхня бандажа являє собою кругову циліндричну порожнину, при цьому внутрішній діаметр згаданої порожнини дорівнює номінальному зовнішньому діаметру призначених для зварювання труб зі структурованого (зшитого) поліетилену, а довжина бандажа не менше ніж на 10 % перевищує довжину зовнішньої з'єднувальної деталі, потім витримують бандаж на згаданій деталі, причому час витримки бандажа у десять разів перевищує час нагріву комплекту з'єднувальних деталей і зварюваних ділянок труб зі структурованого (зшитого) поліетилену.
Текст
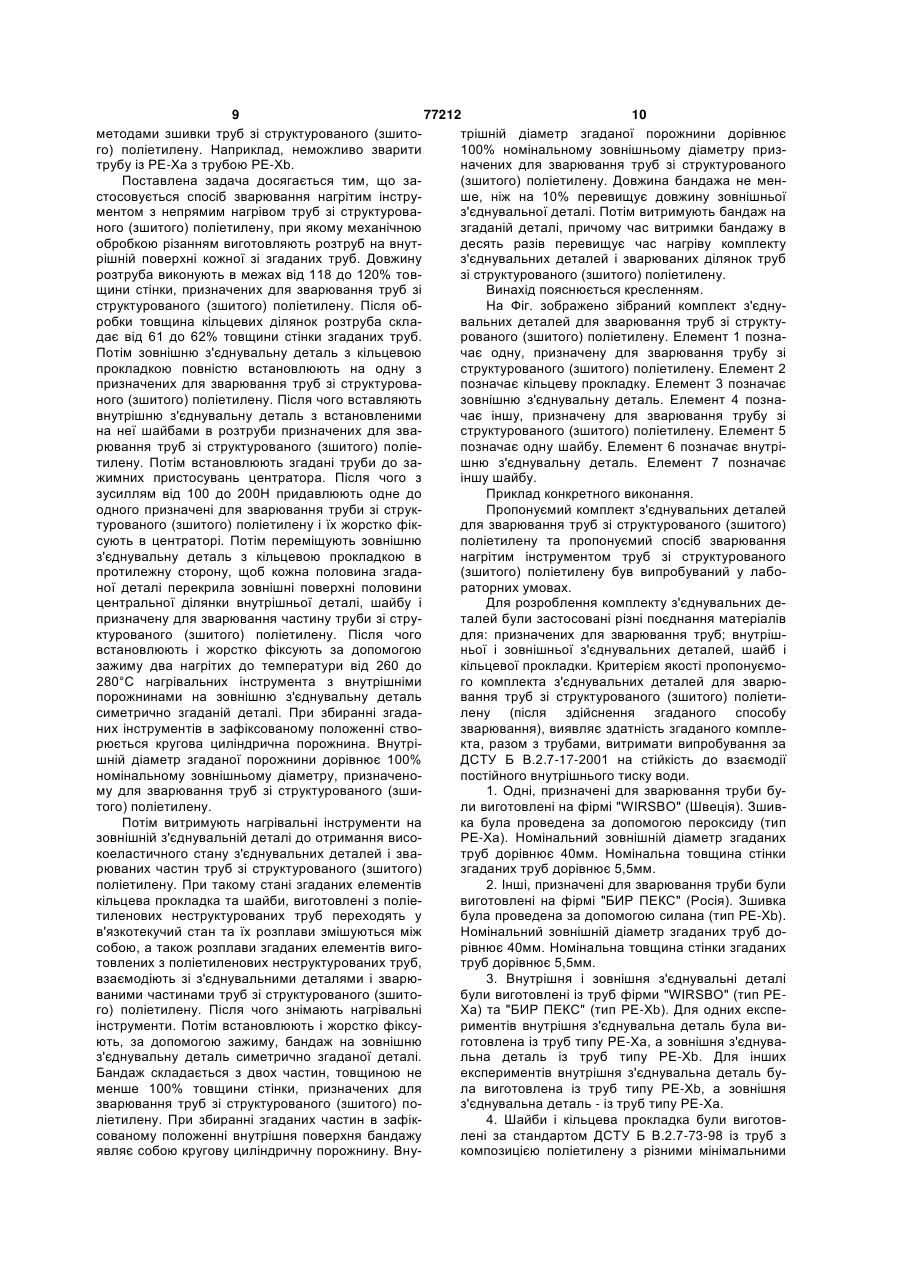
1. Комплект з'єднувальних деталей для рознімного з'єднання труб зі структурованого (зшитого) поліетилену, який містить внутрішню і зовнішню з'єднувальні деталі та кільцеву прокладку, призначену для герметизації поверхонь, який відрізняється тим, що внутрішня і зовнішня з'єднувальні деталі виконані зі структурованого (зшитого) поліетилену, як і призначені для зварювання труби, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що і згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою різанням зовнішньої поверхні згаданої деталі виконані кільцеві кінцеві ділянки довжиною, що дорівнює 150 % товщини стінки призначених для зварювання труб, а після обробки товщини стінок кільцевих кінцевих ділянок складають від 37 до 40 % товщини стінки згаданих труб, причому зовнішня поверхня центральної ділянки внутрішньої з'єднувальної деталі залишається необробленою, при цьому довжина згаданої ділянки дорівнює 200 % товщини стінки призначених для зварювання труб зі структурованого (зши 2 (19) 1 3 77212 4 вищує 30 % від товщини стінки призначених для давлюють одна до одної призначені для зварюзварювання труб зі структурованого (зшитого) повання труби зі структурованого (зшитого) поліетиліетилену, а розрізане місце в кільцевій прокладці лену та їх жорстко фіксують в центраторі, потім встановлено під 90° до площини розрізної зовнішпереміщують зовнішню з'єднувальну деталь з кіньої з'єднувальної деталі. льцевою прокладкою в протилежну сторону, щоб 4. Комплект за будь-яким з пп. 1 - 3, який відрізкожна половина згаданої деталі перекрила зовніняється тим, що зовнішня з'єднувальна деталь шні поверхні половини центральної ділянки внутвиготовлена з двох однакових ділянок труб, відпорішньої деталі, шайбу та призначену для зварювідних за довжиною, того ж типорозміру, що і привання частину труби зі структурованого (зшитого) значені для зварювання труби зі структурованого поліетилену, після чого встановлюють і жорстко (зшитого) поліетилену, причому згадані ділянки фіксують за допомогою затискача два нагрітих до труб мають оброблені механічною обробкою рітемператури від 260 до 280°С нагрівальних інзанням внутрішні поверхні, перша ділянка розріструменти з внутрішніми порожнинами на зовнішзана вздовж труби, а в іншій ділянці перпендикуню з'єднувальну деталь симетрично згаданій делярно торцям вирізана частина труби зі талі, причому при складанні згаданих інструментів структурованого (зшитого) поліетилену, при цьому у фіксованому положенні створюється кругова периметри зовнішніх поверхонь двох ділянок труб циліндрична порожнина, при цьому внутрішній дорівнюють периметру зовнішньої поверхні зовнідіаметр згаданої порожнини дорівнює номінальшньої з'єднувальної деталі, дві ділянки труб розному зовнішньому діаметру призначених для зваведені механічною обробкою тиском, щоб внутрірювання труб зі структурованого (зшитого) поліешній діаметр згаданих ділянок дорівнював тилену, потім витримують нагрівальні інструменти внутрішньому діаметру оброблюваної внутрішньої на зовнішній з'єднувальній деталі до отримання поверхні зовнішньої з'єднувальної деталі. високоеластичного стану з'єднувальних деталей і 5. Комплект за будь-яким з пп. 1 - 4, який відріззварюваних частин труб зі структурованого (зшиняється тим, що призначені для зварювання трутого) поліетилену, причому при такому стані згаби та зовнішня і внутрішня з'єднувальні деталі даних елементів кільцева прокладка і шайба, що виконані зі структурованого (зшитого) поліетилену виготовлені з поліетиленових неструктурованих того ж самого технологічного методу зшивання. труб, переходять у в'язкотекучий стан і взаємоді6. Комплект за будь-яким з пп. 1 - 4, який відрізють між собою, а також згадані елементи, що вигоняється тим, що одна з двох призначених для товлені з поліетиленових неструктурованих труб, зварювання труб зі структурованого (зшитого) повзаємодіють зі з'єднувальними деталями і зварюліетилену, зовнішня і (або) внутрішня з'єднувальні ваними частинами труб зі структурованого (зшитодеталі відрізняються технологічним методом зшиго) поліетилену, після чого знімають нагрівальні вки від іншої, призначеної для зварювання труби зі інструменти, потім встановлюють і жорстко фіксуструктурованого (зшитого) поліетилену. ють за допомогою затискача бандаж на зовнішній 7. Спосіб зварювання труб зі структурованого з'єднувальній деталі симетрично згаданій деталі, (зшитого) поліетилену з використанням зварювапри цьому бандаж складається із двох частин, льного устаткування у вигляді профільованого товщиною не менше товщини стінки призначених нагрівального елемента, який відрізняється тим, для зварювання труб зі структурованого (зшитого) що механічною обробкою різанням утворюють поліетилену, і виготовлений із матеріалу з коефірозтруб на внутрішній поверхні кожної зі згаданих цієнтом теплопровідності одного порядку, що і труб, причому довжину розтруба виконують у мепризначені для зварювання труби зі структуроважах від 118 до 120 % товщини стінки призначених ного (зшитого) поліетилену, причому при складанні для зварювання труб зі структурованого (зшитого) згаданих частин у зафіксованому положенні внутполіетилену, а після обробки товщина кільцевих рішня поверхня бандажа являє собою кругову циділянок розтруба складає від 61 до 62 % товщини ліндричну порожнину, при цьому внутрішній діастінки згаданих труб, потім зовнішню з'єднувальну метр згаданої порожнини дорівнює номінальному деталь з кільцевою прокладкою повністю встановзовнішньому діаметру призначених для зварюванлюють на одну з призначених для зварювання ня труб зі структурованого (зшитого) поліетилену, труб зі структурованого (зшитого) поліетилену, а довжина бандажа не менше ніж на 10 % перепісля чого вставляють внутрішню з'єднувальну вищує довжину зовнішньої з'єднувальної деталі, деталь з встановленими на неї шайбами в розтрупотім витримують бандаж на згаданій деталі, приби призначених для зварювання труб зі структурочому час витримки бандажа у десять разів переваного (зшитого) поліетилену, потім встановлюють вищує час нагріву комплекту з'єднувальних детазгадані труби до затискних пристосувань централей і зварюваних ділянок труб зі структурованого тора, після чого з зусиллям від 100 до 200 Н при(зшитого) поліетилену. Винахід відноситься до галузі будівництва та ремонту трубопроводів мереж холодного, гарячого водозабезпечення та опалення, транспортуючих воду з температурою від 5°С до 95°С, в тому числі для господарчо-питного водозабезпечення та ін ших рідких і газоподібних середовищ, до яких труби зі структурованого (зшитого) поліетилену хімічно стійкі. За аналогом запропонованого винаходу прийнято комплект з'єднувальних деталей для розні 5 77212 6 много з'єднання труб зі структурованого (зшитого) Держбуд України, Київ 2001"]. поліетилену, що описаний в ["Проектирование, При монтажі комплекту, спочатку на вільному строительство и эксплуатация трубопроводов из кінці однієї труби зі структурованого (зшитого) пополимерных материалов" (А.Н. Шестопал, В.С. ліетилену по зовнішньому діаметру згаданої труби Ромейко, В.Е. Бухин и др.; Под ред. А.Н. Шестопанадівають зовнішню з'єднувальну деталь. Потім по ла и В.С. Ромейко. - М.:Стройиздат, 1985г. - 304с. внутрішньому діаметру вільного кінця згаданої ил. - Справочник проектировщика, п.14.3, труби вставляють до упору зовнішню частину внуРис.14.4)]. Комплект вироблено з металевих детатрішньої з'єднувальної деталі з тієї сторони, де лей (простого ніпеля, накидної гайки, конічної знаходиться кільцева прокладка. Після чого провставки та різьбового ніпеля). водять стиск зовнішньої з'єднувальної деталі, виПри монтажі комплекта, спочатку на вільному конаної у вигляді розрізної втулки, до з'єднання її кінці однієї труби зі структурованого (зшитого) почастин по всієї площині розрізу. Для з'єднання ліетилену надівають різьбовий ніпель. Потім медвох труб зі структурованого (зшитого) поліетилеханічною обробкою тиском розводять кінцеву діну необхідно використовувати два комплекту з'єдлянку згаданої труби до упору її зовнішньої нувальних деталей і металеву муфту, в якої з обох поверхні з внутрішньою поверхнею різьбового ністорін виконана різьба того ж типорозміру, що і пеля. Після чого на вільному кінці другої труби зі різьба на зовнішній поверхні внутрішньої з'єднуваструктурованого (зшитого) поліетилену надівають льної деталі. накидну гайку та простий ніпель. Потім механічною Недолік прототипу полягає в тому, що застообробкою тиском розводять кінцеву ділянку другої сування згаданих металевих вузлів порушують труби до упору її зовнішньої поверхні з внутрішзв'язаний з матеріалом діапазон властивостей ньою поверхнею простого ніпеля. Після чого, в структурованого (зшитого) поліетилену. Крім того, розвальцьовані ділянки між обома трубами встапри експлуатації трубопроводів при температурі новлюють конічну вставку. Потім здійснюють засередовища від 5°С до 95°С, можлива втрата геркручування різьби накидної гайки на різьбовий метичності в рознімних з'єднаннях по причині різніпель до упору зовнішньої поверхні конічної встаного термічного розширення комплектів з'єднувавки з розведеними внутрішніми поверхнями обох льних деталей та труб зі структурованого труб. (зшитого) поліетилену. Недолік аналога полягає в тому, що застосуВ основу винаходу поставлена задача ствовання конічної вставки порушує зв'язаний з матерення комплекта з'єднувальних деталей для зваріалом діапазон властивостей структурованого рювання труб зі структурованого (зшитого) поліе(зшитого) поліетилену. Крім того, при експлуатації тилену і спосіб зварювання нагрітим інструментом трубопроводів при температурі середовища від труб зі структурованого (зшитого) поліетилену. 5°С до 95°С, можлива втрата герметичності в місПоставлена задача досягається тим, що комцях контакту конічної вставки з внутрішніми поверплект з'єднувальних деталей для зварювання труб хнями труб зі структурованого (зшитого) поліетизі структурованого (зшитого) поліетилену містить лену по причині різного термічного розширення внутрішню і зовнішню з'єднувальні деталі з того ж різьбового ніпеля з накидною гайкою та труб зі матеріалу і того ж технологічного методу зшивки структурованого (зшитого) поліетилену. труб зі структурованого (зшитого) поліетилену, що За прототип запропонованого винаходу припризначені для зварювання труби зі структуровайнято комплект з'єднувальних деталей для розніного (зшитого) поліетилену. На обох сторонах зовмного з'єднання труб зі структурованого (зшитого) нішньої поверхні внутрішньої з'єднувальної деталі поліетилену, що описаний [в томі 2 ДБН В.2.5-22механічною обробкою різанням виготовлені кіль2002 "Кодекс усталеної практики. Звід правил. Інцеві кінцеві ділянки, довжиною, що дорівнює 150% женерне обладнання будівель і споруд. Зовнішні товщини стінки, призначених для зварювання труб мережі і споруди. Зовнішні мережі гарячого водозі структурованого (зшитого) поліетилену. Після забезпечення та водяного опалення з використанзгаданої обробки товщини стінок кільцевих кінценям труб зі структурованого поліетилену з теплових ділянок складають від 37 до 40% товщини стівою ізоляцією зі спіненого поліетилену і захисною нок згаданих труб. Зовнішня поверхня центральної гофрованою поліетиленовою оболонкою, Держбуд ділянки внутрішньої з'єднувальної деталі залишаУкраїни, Київ 2002"]. Комплект вироблено з латуні ється необробленою, при цьому довжина згаданої або бронзи і містить внутрішню і зовнішню з'єднуділянки дорівнює 200% товщини стінки, призначевальні деталі. На зовнішній поверхні внутрішньої них для зварювання труб зі структурованого (зшиз'єднувальної деталі, з однієї сторони згаданої того) поліетилену. На обидві сторони кільцевих деталі, виконана канавка, в яку встановлена кількінцевих ділянок по ковзній посадці встановлюють цева прокладка з матеріалу призначеного для гепо одній шайбі, що виготовлені механічною обробрметизації поверхонь. З іншої сторони на зовнішкою різанням з поліетиленових неструктурованих ній поверхні внутрішньої з'єднувальної деталі труб. Поліетиленові неструктуровані труби являвиконана різьба. Зовнішня з'єднувальна деталь ють собою труби із композиції поліетилену MRS виконана у вигляді розрізної втулки. 8,0МПа (ПЕ 80) або із MRS 10,0МПа (ПЕ 100), виТруби зі структурованого (зшитого) поліетилеготовлені за [стандартом ДСТУ Б В.2.7-73-98 "Буну виготовляються за [стандартом ДСТУ Б В.2.5дівельні матеріали. Труби для подачі горючих га17-2001 "Інженерне обладнання будівель і споруд. зів. Технічні умови, Держбуд України, Київ, 1998". Зовнішні мережі і споруди. Труби зі структурованоАбо виготовлені за технічними умовами ТУ У го поліетилену для мереж холодного, гарячого В.2.7-21547843.006-2001 "Труби з поліетилену водозабезпечення і опалення. Технічні умови", марок ПЕ 80 та ПЕ 100 для подачі холодної води, 7 77212 8 2001"]. Довжина і товщина стінок шайб відповідно них для зварювання труб зі структурованого (зшискладають від 32 до 34 та від 60 до 63% товщини того) поліетилену, зовнішня і (або) внутрішня з'єдстінки, призначених для зварювання труб зі струкнувальні деталі можуть відрізнятися технологічним турованого (зшитого) поліетилену, при цьому нометодом зшивки від іншої, призначеної для зварюмінальний зовнішній діаметр шайб дорівнює 100% вання труби зі структурованого (зшитого) поліетиномінальному зовнішньому діаметру згаданих лену. [Класифікація технологічних методів зшивки труб. труб зі структурованого поліетилену наведена в Зовнішня з'єднувальна деталь виготовлена з додатку Γ ДСТУ Б В.2.5-17-2001]. За згаданою типорозміру труби на один типорозмір більше, ніж класифікацією існують труби типів: РЕ-Ха; РЕ-Xb; призначені для зварювання труби зі структуроваPE-Xc; PE-Xd. ного (зшитого) поліетилену. Довжина згаданої деЗа аналог запропонованого способу зварюталі, що виготовлена механічною обробкою різанвання прийнято спосіб зварювання труб зі струкням складає не менше 900% товщини стінки, турованого (зшитого) поліетилену з використанням призначених для зварювання труб зі структуровазварювального устаткування у вигляді плоского ного (зшитого) поліетилену, а в оброблену внутрінагрівального інструменту, температура якого шню частину зовнішньої з'єднувальної деталі по складає не менше 450°С. Час прогріву торців труб ковзній посадці встановлюють кільцеву прокладку, 8с. Після віддалення нагрівального інструменту виготовлену механічною обробкою різанням з потруби з'єднують під високим тиском, який підтриліетиленових неструктурованих труб, більших на мують, поки що зона зварного з'єднання не охолоодин типорозмір, ніж поліетиленові неструктуродиться до температури навколишнього середовані труби, з яких виготовлені шайби, що встановвища. лені на внутрішню з'єднувальну деталь. Товщина Аналог описаний у патенті Германії DD-WP стінки згаданої прокладки складає від 10 до 30% №139544 (1/1980). товщини стінки, призначених для зварювання труб Недолік аналогу полягає у тому, що темперазі структурованого (зшитого) поліетилену, при тура нагрівального інструменту не менше 450°С, цьому довжина кільцевої прокладки дорівнює що перевищує температуру запалення труб зі 100% довжини зовнішньої з'єднувальної деталі. структурованого (зшитого) поліетилену [відповідно Внутрішній діаметр кільцевої прокладки перевип.6.2 ДСТУ Б В.2.5-17-2001. Температура запащує не більш ніж на 0,5% номінальний зовнішній лення, визначена за ГОСТ 4337-87 "Нефтепродукдіаметр, призначених для зварювання труб зі ты. Методы определения температур вспышки и структурованого (зшитого) поліетилену, причому, воспламенения в открытом тигле", не менше загальна товщина зовнішньої з'єднувальної деталі 365°С]. і кільцевої прокладки складає не менше 100% тоТому цей спосіб зварювання є пожежнонебезвщині стінки згаданих труб. печним та ненадійним способом зварювання труб Крім того, зовнішня з'єднувальна деталь може зі структурованого (зшитого) поліетилену. бути виготовлена розрізною в двох місцях у плоЗа прототип запропонованого способу зварющині поздовжньої осі, причому, відстань між часвання прийнято спосіб зварювання труб зі структинами в кожному місці розрізної згаданої деталі турованого (зшитого) поліетилену з використанням не перевищує 30% від товщини стінки, призначезварювального устаткування у вигляді профільоних для зварювання труб зі структурованого (зшиваного нагрівального інструменту, при якому тортого) поліетилену, а кільцева прокладка може бути цеві поверхні просторово сплавляють за допомовиготовленою розрізною в одному місці, при цьому гою робочих поверхонь нагрівального елементу, відстань між двома частинами розрізаної згаданої споряджених радіальними зубцями, температура прокладки не перевищує 30% від товщини стінки, якого складає більше 420°С, але менше 450°С. призначених для зварювання труб зі структуроваПрототип описаний у патенті США "Ν US 6, ного (зшитого) поліетилену. Розрізане місце в кі524, 425 В1 від 25 февраля 2003г. Тобиас и др.". льцевій прокладці встановлюють під 90° до плоНедолік прототипу полягає у тому, що темпещини розрізаної зовнішньої з'єднувальної деталі. ратура нагрівального інструменту досягає 450°С, Крім того, зовнішня з'єднувальна деталь може що перевищує температуру запалення труб зі бути виготовлена з двох однакових ділянок труб, структурованого (зшитого) поліетилену [відповідно відповідних довжиною, того ж типорозміру, що і п.6.2 ДСТУ Б В.2.5-17-2001. Температура запапризначені для зварювання труби зі структуровалення, визначена за ГОСТ 4333-87 "Нефтепродукного (зшитого) поліетилену. Механічною обробкою ты. Методы определения температур вспышки и різанням спочатку оброблені внутрішні поверхні воспламенения в открытом тигле", не менше згаданих ділянок труб. Потім розрізана вздовж 365°С]. труби перша ділянка, а в іншій ділянці перпендиТому цей спосіб зварювання є пожежнонебезкулярно торцям вирізана частина труби зі структупечним та ненадійним способом зварювання труб рованого (зшитого) поліетилену, при цьому перизі структурованого (зшитого) поліетилену. метри зовнішніх поверхонь двох ділянок труб Інший недолік прототипу полягає в тому, що повинні відповідати 100% периметру зовнішньої згаданий спосіб призначений переважно для зваповерхні зовнішньої з'єднувальної деталі. Після рювання труб діаметрів більше 90мм, тобто проточого механічною обробкою тиском розведені дві тип не може гарантувати якість зварювання труб ділянки труб, щоб внутрішній діаметр згаданих діаметром менше 90мм. ділянок дорівнював 100% внутрішньому діаметру Третій недолік прототипу полягає в тому, що обробленої внутрішньої поверхні зовнішньої з'єдзгаданим способом неможливо забезпечити званувальної деталі. Крім того, одна з двох призначерювання труб отриманих різними технологічними 9 77212 10 методами зшивки труб зі структурованого (зшитотрішній діаметр згаданої порожнини дорівнює го) поліетилену. Наприклад, неможливо зварити 100% номінальному зовнішньому діаметру призтрубу із РЕ-Ха з трубою РЕ-Хb. начених для зварювання труб зі структурованого Поставлена задача досягається тим, що за(зшитого) поліетилену. Довжина бандажа не менстосовується спосіб зварювання нагрітим інструше, ніж на 10% перевищує довжину зовнішньої ментом з непрямим нагрівом труб зі структуроваз'єднувальної деталі. Потім витримують бандаж на ного (зшитого) поліетилену, при якому механічною згаданій деталі, причому час витримки бандажу в обробкою різанням виготовляють розтруб на внутдесять разів перевищує час нагріву комплекту рішній поверхні кожної зі згаданих труб. Довжину з'єднувальних деталей і зварюваних ділянок труб розтруба виконують в межах від 118 до 120% товзі структурованого (зшитого) поліетилену. щини стінки, призначених для зварювання труб зі Винахід пояснюється кресленням. структурованого (зшитого) поліетилену. Після обНа Фіг. зображено зібраний комплект з'єднуробки товщина кільцевих ділянок розтруба склавальних деталей для зварювання труб зі структудає від 61 до 62% товщини стінки згаданих труб. рованого (зшитого) поліетилену. Елемент 1 познаПотім зовнішню з'єднувальну деталь з кільцевою чає одну, призначену для зварювання трубу зі прокладкою повністю встановлюють на одну з структурованого (зшитого) поліетилену. Елемент 2 призначених для зварювання труб зі структуровапозначає кільцеву прокладку. Елемент 3 позначає ного (зшитого) поліетилену. Після чого вставляють зовнішню з'єднувальну деталь. Елемент 4 познавнутрішню з'єднувальну деталь з встановленими чає іншу, призначену для зварювання трубу зі на неї шайбами в розтруби призначених для зваструктурованого (зшитого) поліетилену. Елемент 5 рювання труб зі структурованого (зшитого) поліепозначає одну шайбу. Елемент 6 позначає внутрітилену. Потім встановлюють згадані труби до зашню з'єднувальну деталь. Елемент 7 позначає жимних пристосувань центратора. Після чого з іншу шайбу. зусиллям від 100 до 200Η придавлюють одне до Приклад конкретного виконання. одного призначені для зварювання труби зі струкПропонуємий комплект з'єднувальних деталей турованого (зшитого) поліетилену і їх жорстко фікдля зварювання труб зі структурованого (зшитого) сують в центраторі. Потім переміщують зовнішню поліетилену та пропонуємий спосіб зварювання з'єднувальну деталь з кільцевою прокладкою в нагрітим інструментом труб зі структурованого протилежну сторону, щоб кожна половина згада(зшитого) поліетилену був випробуваний у лабоної деталі перекрила зовнішні поверхні половини раторних умовах. центральної ділянки внутрішньої деталі, шайбу і Для розроблення комплекту з'єднувальних депризначену для зварювання частину труби зі струталей були застосовані різні поєднання матеріалів ктурованого (зшитого) поліетилену. Після чого для: призначених для зварювання труб; внутрішвстановлюють і жорстко фіксують за допомогою ньої і зовнішньої з'єднувальних деталей, шайб і зажиму два нагрітих до температури від 260 до кільцевої прокладки. Критерієм якості пропонуємо280°С нагрівальних інструмента з внутрішніми го комплекта з'єднувальних деталей для зварюпорожнинами на зовнішню з'єднувальну деталь вання труб зі структурованого (зшитого) поліетисиметрично згаданій деталі. При збиранні згадалену (після здійснення згаданого способу них інструментів в зафіксованому положенні ствозварювання), виявляє здатність згаданого комплерюється кругова циліндрична порожнина. Внутрікта, разом з трубами, витримати випробування за шній діаметр згаданої порожнини дорівнює 100% ДСТУ Б В.2.7-17-2001 на стійкість до взаємодії номінальному зовнішньому діаметру, призначенопостійного внутрішнього тиску води. му для зварювання труб зі структурованого (зши1. Одні, призначені для зварювання труби бутого) поліетилену. ли виготовлені на фірмі "WIRSBO" (Швеція). ЗшивПотім витримують нагрівальні інструменти на ка була проведена за допомогою пероксиду (тип зовнішній з'єднувальній деталі до отримання висоРЕ-Ха). Номінальний зовнішній діаметр згаданих коеластичного стану з'єднувальних деталей і зватруб дорівнює 40мм. Номінальна товщина стінки рюваних частин труб зі структурованого (зшитого) згаданих труб дорівнює 5,5мм. поліетилену. При такому стані згаданих елементів 2. Інші, призначені для зварювання труби були кільцева прокладка та шайби, виготовлені з поліевиготовлені на фірмі "БИР ПЕКС" (Росія). Зшивка тиленових неструктурованих труб переходять у була проведена за допомогою силана (тип ΡΕ-Xb). в'язкотекучий стан та їх розплави змішуються між Номінальний зовнішній діаметр згаданих труб дособою, а також розплави згаданих елементів вигорівнює 40мм. Номінальна товщина стінки згаданих товлених з поліетиленових неструктурованих труб, труб дорівнює 5,5мм. взаємодіють зі з'єднувальними деталями і зварю3. Внутрішня і зовнішня з'єднувальні деталі ваними частинами труб зі структурованого (зшитобули виготовлені із труб фірми "WIRSBO" (тип РЕго) поліетилену. Після чого знімають нагрівальні Ха) та "БИР ПЕКС" (тип ΡΕ-Xb). Для одних експеінструменти. Потім встановлюють і жорстко фіксуриментів внутрішня з'єднувальна деталь була виють, за допомогою зажиму, бандаж на зовнішню готовлена із труб типу РЕ-Ха, а зовнішня з'єднуваз'єднувальну деталь симетрично згаданої деталі. льна деталь із труб типу ΡΕ-Xb. Для інших Бандаж складається з двох частин, товщиною не експериментів внутрішня з'єднувальна деталь буменше 100% товщини стінки, призначених для ла виготовлена із труб типу ΡΕ-Xb, а зовнішня зварювання труб зі структурованого (зшитого) поз'єднувальна деталь - із труб типу РЕ-Ха. ліетилену. При збиранні згаданих частин в зафік4. Шайби і кільцева прокладка були виготовсованому положенні внутрішня поверхня бандажу лені за стандартом ДСТУ Б В.2.7-73-98 із труб з являє собою кругову циліндричну порожнину. Внукомпозицією поліетилену з різними мінімальними 11 77212 12 довготривалими міцностями MRS 8,0МПа (ПЕ 80) тобто внутрішній діаметр кільцевої ділянки розтабо MRS 10,0МПа (ПЕ 100). Для одних експерируба складає 33,6мм. Потім здійснюють збирання ментів шайби були виготовлені із композиції поліекомплекту з'єднувальних деталей і при зусиллі тилену ПЕ 80, а кільцева прокладка - із ПЕ 100, 200Η притиснули і жорстко зафіксували труби зі для інших експериментів шайби були виготовлені структурованого (зшитого) поліетилену. із композиції поліетилену ПЕ 100, а кільцева проЕксперименти по зварюванню проводили при кладка - із ПЕ 80. температурі нагрівального інструменту від 260 до 5. Номінальний діаметр труб, з яких були виго280°С, вибраному часі зварювання від 240 до товлені шайби, дорівнює 40 мм, а номінальна то360°С та охолодженні комплекту з'єднувальних вщина стінки згаданих труб дорівнює 3,7мм. деталей (під бандажем із поліпропілена) у про6. Номінальний діаметр труб, із яких була видовж від 40 до 60хв. готовлена кільцева прокладка, дорівнює 50мм, а У зв'язку з тим, що відповідно ДСТУ Б В.2.5номінальна товщина стінки згаданих труб дорів17-2001 труби зі структурованого (зшитого) поліенює 4,6мм (з граничним допускним відхиленням тилену мають допускні відхилення (наприклад, для +0,3мм), тобто реальна товщина стінки труб склатруб типу (40 5,5)мм допускні відхилення по діадає - 4,9мм. метру складає плюс 0,4мм, а по товщині стінки Оптимальна конструкція комплекту з'єднуваплюс 0,7мм), то проводили експерименти по звальних деталей для зварювання труб зі структурорюванню, де зовнішню з'єднувальну деталь, вигованого (зшитого) поліетилену типорозміру товлену із труб РЕ-Ха та ΡΕ-Xb типорозміру (40 5,5)мм має наступні розміри. (50 5,6)мм розрізали в двох місцях. Відстань між 1. Внутрішня з'єднувальна деталь: розрізними частинами в кожному місці складає 1.1. Довжина кожної кільцевої ділянки дорів1,2мм. Крім того, розрізали кільцеву прокладку і нює 8,3мм. встановлювали її під 90° до площини розрізаної 1.2. Товщина стінки кожної кільцевої кінцевої зовнішньої з'єднувальної деталі. Відстань між ділянки дорівнює 2,2мм, тобто зовнішній діаметр двома частинами прокладки складає 1,1мм. Також кільцевої кінцевої ділянки складає 33,4мм. були проведені експерименти по зварюванню, де 1.3. Довжина центральної ділянки дорівнює зовнішню з'єднувальну деталь виготовляли із двох 11мм. ділянок труб типорозміру (40 5,5)мм. 2. Довжина зовнішньої з'єднувальної деталі Структурні випробування зварних з'єднань подорівнює 49,5мм. казали, що кільцева прокладка і шайби, що виго3. Шайби: товлені з поліетиленових неструктурованих труб, 3.1. Довжина дорівнює 1,9мм. були переведені у в'язкотекучий стан і в зварному 3.2. Товщина стінки дорівнює 3,3мм. шві виникло змішування розплавів згаданих еле4. Кільцева прокладка. ментів. Також розплави кільцевої прокладки та 4.1. Довжина дорівнює 49,5мм. шайб взаємодіяли з внутрішньою та зовнішньою 4.2. Товщина стінки дорівнює: 0,6; 1,1; 1,6мм з'єднувальними деталями і зварюваними частина(експерименти по зварюванню були проведені для ми труб зі структурованого (зшитого) поліетилену. трьох товщин стінки). Всі зварні з'єднання, з прилеглими до них труДля здійснення запропонованого способу звабами зі структурованого (зшитого) поліетилену, рювання, за допомогою фрези, встановленої в отримані при оптимальній конструкції комплекту устаткування для обробки різанням (устаткування з'єднувальної деталі і при згаданих режимах звавиготовлено на базі електричної машини типу ИЭрювання витримали [відповідно пп. 1 та 2 таблиці 1036) на внутрішній поверхні кожної труби зі струк7 ДСТУ Б В.2.5-17-2001] випробування на стійкість турованого (зшитого) поліетилену механічною обдо дії постійного внутрішнього тиску води. робкою різанням виготовили кільцевий розтруб Таким чином доведена можливість зварювандовжиною, що дорівнює 6,6мм. Після обробки тоня труб зі структурованого (зшитого) поліетилену. вщина кільцевої ділянки розтруба складає 3,2мм, 13 Комп’ютерна верстка О. Гапоненко 77212 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSet of connecting parts for welding the pipes of structured (cross-linked) polyethylene and method of welding by heated tool of pipes of structured (cross-linked) polyethylene
Автори англійськоюKorab Mykola Heorhiiovych, Shestopal Anatolii Mykolaiovych, Hokhfeld Volodymyr Leonidovych, Hurskyi Oleksandr Feliksovych, Kostenko Andrii Volodymyrovych
Назва патенту російськоюКомплект соединительных деталей для сварки труб из структурированного (сшитого) полиэтилена и способ сварки нагретым инструментом труб из структурированного (сшитого) полиэтилена
Автори російськоюКораб Николай Георгиевич, Шестопал Анатолий Николаевич, Гохфельд Владимир Леонидович, Гурский Александр Феликсович, Костенко Андрей Владимирович
МПК / Мітки
МПК: B29C 65/18
Мітки: зшитого, інструментом, зварювання, нагрітим, поліетилену, спосіб, з'єднувальних, труб, комплект, структурованого, деталей
Код посилання
<a href="https://ua.patents.su/7-77212-komplekt-zehdnuvalnikh-detalejj-dlya-zvaryuvannya-trub-zi-strukturovanogo-zshitogo-polietilenu-ta-sposib-zvaryuvannya-nagritim-instrumentom-trub-zi-strukturovanogo-zshitogo-polieti.html" target="_blank" rel="follow" title="База патентів України">Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену та спосіб зварювання нагрітим інструментом труб зі структурованого (зшитого) поліетилену</a>
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович
МПК: B23K 20/12
Мітки: труб, м'який, зварювання, спосіб, прошарок
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: електродугового, труб, спосіб, автоматичного, обсадних, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Композиція на основі поліетилену, спосіб виготовлення зчленувань для труб та спосіб виготовлення труб

Номер патенту: 59355
Опубліковано: 15.09.2003
Автори: Шелан Андре, Коппан Вім
МПК: C08J 5/00, B29C 45/00, C08L 23/04, C08K 3/34, C08J 3/20, B29C 47/00
Мітки: виготовлення, спосіб, зчленувань, поліетилену, основі, композиція, труб
Формула / Реферат:
1. Композиція на основі поліетилену, яка відрізняється тим, що поліетилен має стандартну об'ємну масу, виміряну при 23 °С згідно з нормою ASTM D 972, більшу за 940 кг/м3 і тим, що вона містить тальк в кількості меншій за 1 мас. частину на 100 мас. частин поліетилену.2. Композиція на основі поліетилену за п. 1, яка відрізняється тим, що тальк має в основному пластинчату структуру.3. Композиція на основі поліетилену за п. 1 або 2,...
Спосіб зварювання труб з трубними ґратами
Номер патенту: 53059
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Паненко Роман Миколайович
МПК: B23K 31/00
Мітки: труб, трубними, ґратами, зварювання, спосіб
Формула / Реферат:
Спосіб зварювання труб з трубними ґратами, згідно з яким з'єднують труби з трубними ґратами, розвальцьовують труби, зсувають електрод пальника на деяку відстань від лінії з'єднання елементів та охолоджують за рахунок тепловідводів, виконаних у вигляді циліндричних Т-подібних елементів, горизонтальна частина яких контактує з поверхнею трубних ґрат, який відрізняється тим, що розвальцьовування труб здійснюють на величину (Z), що перевищує...
Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Куровська Тетяна Юріївна, Шульга Іван Федорович, Марчук Володимир Єфремович
Мітки: спосіб, деталей, шліфування, електродом-інструментом, обробки
Формула / Реферат:
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму,...
Попередній патент: Вміщений в раму поверхневий елемент-носій
Наступний патент: Спосіб багаторівневого багатошарового оптичного запису і зчитування інформації
Випадковий патент: Спосіб лазерної обробки матеріалу і пристрій для його здійснення