Електронно-променева ливарна установка
Номер патенту: 112066
Опубліковано: 12.12.2016
Автори: Лапшук Тамара Володимирівна, Ладохін Сергій Васильович, Дрозд Євген Олександрович, Смашнюк Юрій Олександрович

Формула / Реферат
1. Електронно-променева ливарна установка, що складається з плавильної камери із змонтованими в ній плавильним тиглем з системою електромагнітного перемішування розплаву і пристроєм для завантаження шихти в тигель, а також із зістикованої з плавильною камерою камери ливарних форм з пристроєм для подачі форм в плавильну камеру на позицію заливання і назад, яка відрізняється тим, що вона виконана з двома плавильними камерами, з якими стикуються дві камери ливарних форм і які оснащені однією герметично встановленою на них пересувною плитою, оснащеною однією електронно-променевою гарматою високовольтного тліючого розряду і двома пристроями для подачі шихти в плавильні тиглі, які розташовані на вказаній плиті таким чином, що при розміщенні гармати на позиції завантаження шихти в тигель однієї камери інший пристрій для подачі шихти розміщується на позиції завантаження шихти в тигель другої камери, причому гармата, обидва пристрої для подачі шихти в тиглі і обидві позиції їх розміщення на плавильних камерах оснащено індивідуальними вакуумними затворами для запобігання розгерметизації відповідно гармати, пристроїв для подачі шихти в тиглі і плавильних камер.
2. Електронно-променева ливарна установка за п. 1, яка відрізняється тим, що плавильні тиглі можуть бути виконані керамічними з індукційним нагрівом, а в камерах ливарних форм встановлені пристрої для їх нагріву.
Текст
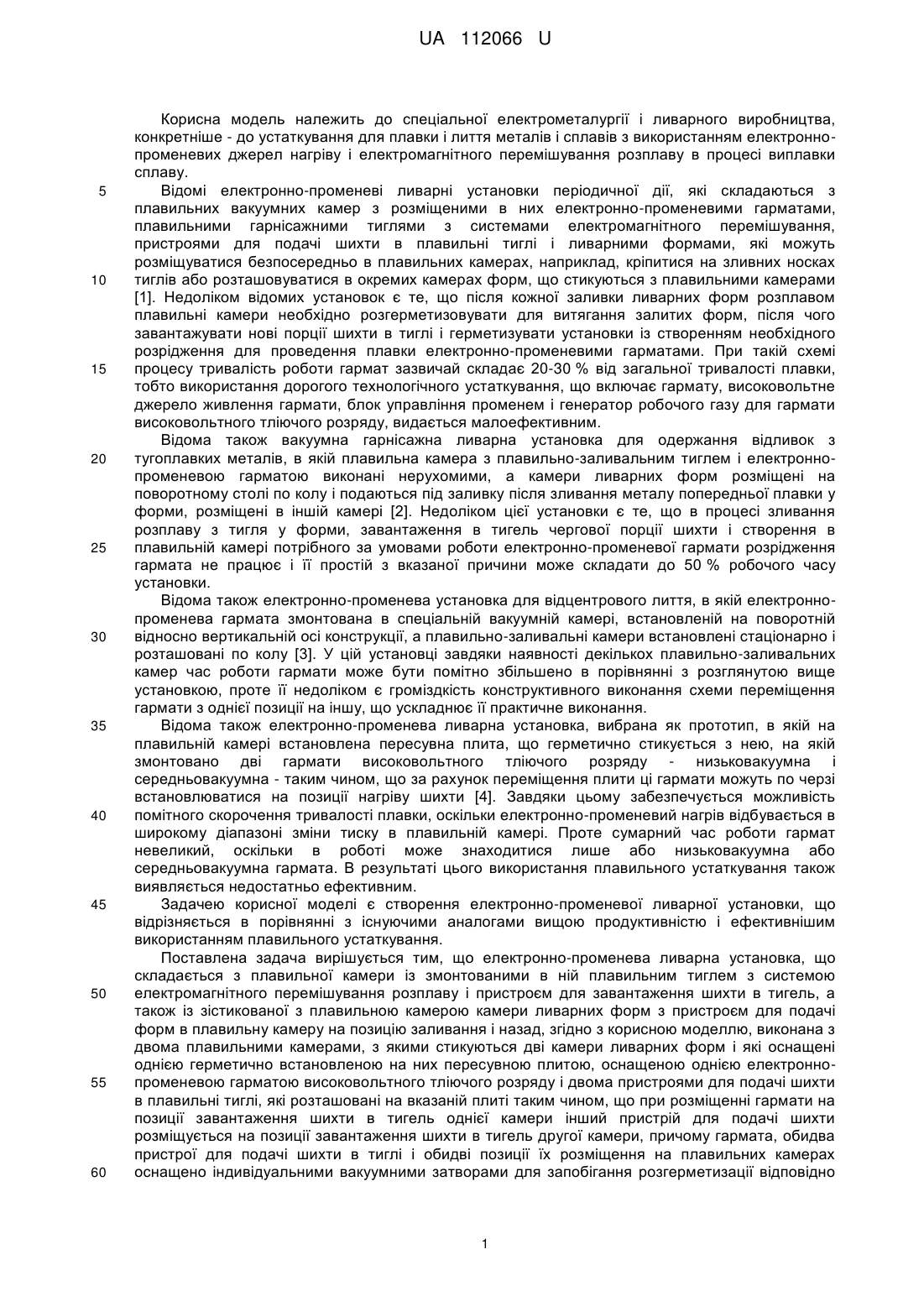
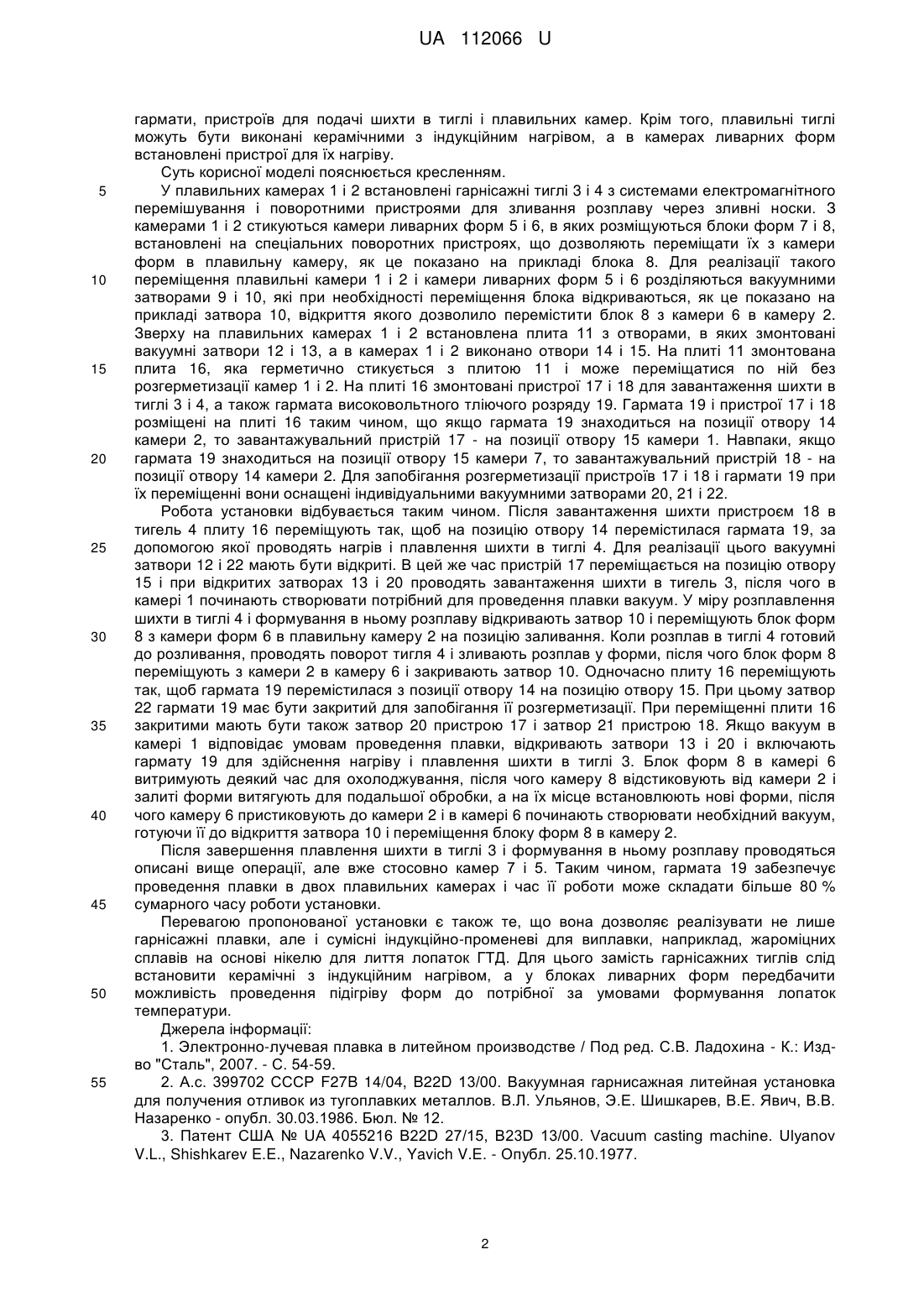
Реферат: Електронно-променева ливарна установка є агрегатом, складається з двох плавильних камер з розміщеними в них плавильними тиглями, плавка в яких здійснюється однією електроннопроменевою гарматою високовольтного тліючого розряду, яка переміщується за допомогою спеціальної пересувної плити з однієї камери на іншу у міру готовності цих камер до проведення плавки. На цій же плиті змонтовані пристрої для завантаження шихти в тиглі. UA 112066 U (12) UA 112066 U UA 112066 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до спеціальної електрометалургії і ливарного виробництва, конкретніше - до устаткування для плавки і лиття металів і сплавів з використанням електроннопроменевих джерел нагріву і електромагнітного перемішування розплаву в процесі виплавки сплаву. Відомі електронно-променеві ливарні установки періодичної дії, які складаються з плавильних вакуумних камер з розміщеними в них електронно-променевими гарматами, плавильними гарнісажними тиглями з системами електромагнітного перемішування, пристроями для подачі шихти в плавильні тиглі і ливарними формами, які можуть розміщуватися безпосередньо в плавильних камерах, наприклад, кріпитися на зливних носках тиглів або розташовуватися в окремих камерах форм, що стикуються з плавильними камерами [1]. Недоліком відомих установок є те, що після кожної заливки ливарних форм розплавом плавильні камери необхідно розгерметизовувати для витягання залитих форм, після чого завантажувати нові порції шихти в тиглі і герметизувати установки із створенням необхідного розрідження для проведення плавки електронно-променевими гарматами. При такій схемі процесу тривалість роботи гармат зазвичай складає 20-30 % від загальної тривалості плавки, тобто використання дорогого технологічного устаткування, що включає гармату, високовольтне джерело живлення гармати, блок управління променем і генератор робочого газу для гармати високовольтного тліючого розряду, видається малоефективним. Відома також вакуумна гарнісажна ливарна установка для одержання відливок з тугоплавких металів, в якій плавильна камера з плавильно-заливальним тиглем і електроннопроменевою гарматою виконані нерухомими, а камери ливарних форм розміщені на поворотному столі по колу і подаються під заливку після зливання металу попередньої плавки у форми, розміщені в іншій камері [2]. Недоліком цієї установки є те, що в процесі зливання розплаву з тигля у форми, завантаження в тигель чергової порції шихти і створення в плавильній камері потрібного за умовами роботи електронно-променевої гармати розрідження гармата не працює і її простій з вказаної причини може складати до 50 % робочого часу установки. Відома також електронно-променева установка для відцентрового лиття, в якій електроннопроменева гармата змонтована в спеціальній вакуумній камері, встановленій на поворотній відносно вертикальній осі конструкції, а плавильно-заливальні камери встановлені стаціонарно і розташовані по колу [3]. У цій установці завдяки наявності декількох плавильно-заливальних камер час роботи гармати може бути помітно збільшено в порівнянні з розглянутою вище установкою, проте її недоліком є громіздкість конструктивного виконання схеми переміщення гармати з однієї позиції на іншу, що ускладнює її практичне виконання. Відома також електронно-променева ливарна установка, вибрана як прототип, в якій на плавильній камері встановлена пересувна плита, що герметично стикується з нею, на якій змонтовано дві гармати високовольтного тліючого розряду - низьковакуумна і середньовакуумна - таким чином, що за рахунок переміщення плити ці гармати можуть по черзі встановлюватися на позиції нагріву шихти [4]. Завдяки цьому забезпечується можливість помітного скорочення тривалості плавки, оскільки електронно-променевий нагрів відбувається в широкому діапазоні зміни тиску в плавильній камері. Проте сумарний час роботи гармат невеликий, оскільки в роботі може знаходитися лише або низьковакуумна або середньовакуумна гармата. В результаті цього використання плавильного устаткування також виявляється недостатньо ефективним. Задачею корисної моделі є створення електронно-променевої ливарної установки, що відрізняється в порівнянні з існуючими аналогами вищою продуктивністю і ефективнішим використанням плавильного устаткування. Поставлена задача вирішується тим, що електронно-променева ливарна установка, що складається з плавильної камери із змонтованими в ній плавильним тиглем з системою електромагнітного перемішування розплаву і пристроєм для завантаження шихти в тигель, а також із зістикованої з плавильною камерою камери ливарних форм з пристроєм для подачі форм в плавильну камеру на позицію заливання і назад, згідно з корисною моделлю, виконана з двома плавильними камерами, з якими стикуються дві камери ливарних форм і які оснащені однією герметично встановленою на них пересувною плитою, оснащеною однією електроннопроменевою гарматою високовольтного тліючого розряду і двома пристроями для подачі шихти в плавильні тиглі, які розташовані на вказаній плиті таким чином, що при розміщенні гармати на позиції завантаження шихти в тигель однієї камери інший пристрій для подачі шихти розміщується на позиції завантаження шихти в тигель другої камери, причому гармата, обидва пристрої для подачі шихти в тиглі і обидві позиції їх розміщення на плавильних камерах оснащено індивідуальними вакуумними затворами для запобігання розгерметизації відповідно 1 UA 112066 U 5 10 15 20 25 30 35 40 45 50 55 гармати, пристроїв для подачі шихти в тиглі і плавильних камер. Крім того, плавильні тиглі можуть бути виконані керамічними з індукційним нагрівом, а в камерах ливарних форм встановлені пристрої для їх нагріву. Суть корисної моделі пояснюється кресленням. У плавильних камерах 1 і 2 встановлені гарнісажні тиглі 3 і 4 з системами електромагнітного перемішування і поворотними пристроями для зливання розплаву через зливні носки. З камерами 1 і 2 стикуються камери ливарних форм 5 і 6, в яких розміщуються блоки форм 7 і 8, встановлені на спеціальних поворотних пристроях, що дозволяють переміщати їх з камери форм в плавильну камеру, як це показано на прикладі блока 8. Для реалізації такого переміщення плавильні камери 1 і 2 і камери ливарних форм 5 і 6 розділяються вакуумними затворами 9 і 10, які при необхідності переміщення блока відкриваються, як це показано на прикладі затвора 10, відкриття якого дозволило перемістити блок 8 з камери 6 в камеру 2. Зверху на плавильних камерах 1 і 2 встановлена плита 11 з отворами, в яких змонтовані вакуумні затвори 12 і 13, а в камерах 1 і 2 виконано отвори 14 і 15. На плиті 11 змонтована плита 16, яка герметично стикується з плитою 11 і може переміщатися по ній без розгерметизації камер 1 і 2. На плиті 16 змонтовані пристрої 17 і 18 для завантаження шихти в тиглі 3 і 4, а також гармата високовольтного тліючого розряду 19. Гармата 19 і пристрої 17 і 18 розміщені на плиті 16 таким чином, що якщо гармата 19 знаходиться на позиції отвору 14 камери 2, то завантажувальний пристрій 17 - на позиції отвору 15 камери 1. Навпаки, якщо гармата 19 знаходиться на позиції отвору 15 камери 7, то завантажувальний пристрій 18 - на позиції отвору 14 камери 2. Для запобігання розгерметизації пристроїв 17 і 18 і гармати 19 при їх переміщенні вони оснащені індивідуальними вакуумними затворами 20, 21 і 22. Робота установки відбувається таким чином. Після завантаження шихти пристроєм 18 в тигель 4 плиту 16 переміщують так, щоб на позицію отвору 14 перемістилася гармата 19, за допомогою якої проводять нагрів і плавлення шихти в тиглі 4. Для реалізації цього вакуумні затвори 12 і 22 мають бути відкриті. В цей же час пристрій 17 переміщається на позицію отвору 15 і при відкритих затворах 13 і 20 проводять завантаження шихти в тигель 3, після чого в камері 1 починають створювати потрібний для проведення плавки вакуум. У міру розплавлення шихти в тиглі 4 і формування в ньому розплаву відкривають затвор 10 і переміщують блок форм 8 з камери форм 6 в плавильну камеру 2 на позицію заливання. Коли розплав в тиглі 4 готовий до розливання, проводять поворот тигля 4 і зливають розплав у форми, після чого блок форм 8 переміщують з камери 2 в камеру 6 і закривають затвор 10. Одночасно плиту 16 переміщують так, щоб гармата 19 перемістилася з позиції отвору 14 на позицію отвору 15. При цьому затвор 22 гармати 19 має бути закритий для запобігання її розгерметизації. При переміщенні плити 16 закритими мають бути також затвор 20 пристрою 17 і затвор 21 пристрою 18. Якщо вакуум в камері 1 відповідає умовам проведення плавки, відкривають затвори 13 і 20 і включають гармату 19 для здійснення нагріву і плавлення шихти в тиглі 3. Блок форм 8 в камері 6 витримують деякий час для охолоджування, після чого камеру 8 відстиковують від камери 2 і залиті форми витягують для подальшої обробки, а на їх місце встановлюють нові форми, після чого камеру 6 пристиковують до камери 2 і в камері 6 починають створювати необхідний вакуум, готуючи її до відкриття затвора 10 і переміщення блоку форм 8 в камеру 2. Після завершення плавлення шихти в тиглі 3 і формування в ньому розплаву проводяться описані вище операції, але вже стосовно камер 7 і 5. Таким чином, гармата 19 забезпечує проведення плавки в двох плавильних камерах і час її роботи може складати більше 80 % сумарного часу роботи установки. Перевагою пропонованої установки є також те, що вона дозволяє реалізувати не лише гарнісажні плавки, але і сумісні індукційно-променеві для виплавки, наприклад, жароміцних сплавів на основі нікелю для лиття лопаток ГТД. Для цього замість гарнісажних тиглів слід встановити керамічні з індукційним нагрівом, а у блоках ливарних форм передбачити можливість проведення підігріву форм до потрібної за умовами формування лопаток температури. Джерела інформації: 1. Электронно-лучевая плавка в литейном производстве / Под ред. С.В. Ладохина - К.: Издво "Сталь", 2007. - С. 54-59. 2. А.с. 399702 СССР F27B 14/04, B22D 13/00. Вакуумная гарнисажная литейная установка для получения отливок из тугоплавких металлов. В.Л. Ульянов, Э.Е. Шишкарев, В.Е. Явич, В.В. Назаренко - опубл. 30.03.1986. Бюл. № 12. 3. Патент США № UA 4055216 B22D 27/15, B23D 13/00. Vacuum casting machine. Ulyanov V.L., Shishkarev E.E., Nazarenko V.V., Yavich V.E. - Опубл. 25.10.1977. 2 UA 112066 U 4. Патент України № 98904 C22B 9/22, C21C 5/56. Електронно-променева ливарна установка. С.В. Ладохін, Т.В. Лапшук, А.С. Гладков, М.Ю. Смірнов - Опубл. 25.06.2012. Бюл. № 12. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Електронно-променева ливарна установка, що складається з плавильної камери із змонтованими в ній плавильним тиглем з системою електромагнітного перемішування розплаву і пристроєм для завантаження шихти в тигель, а також із зістикованої з плавильною камерою камери ливарних форм з пристроєм для подачі форм в плавильну камеру на позицію заливання і назад, яка відрізняється тим, що вона виконана з двома плавильними камерами, з якими стикуються дві камери ливарних форм і які оснащені однією герметично встановленою на них пересувною плитою, оснащеною однією електронно-променевою гарматою високовольтного тліючого розряду і двома пристроями для подачі шихти в плавильні тиглі, які розташовані на вказаній плиті таким чином, що при розміщенні гармати на позиції завантаження шихти в тигель однієї камери інший пристрій для подачі шихти розміщується на позиції завантаження шихти в тигель другої камери, причому гармата, обидва пристрої для подачі шихти в тиглі і обидві позиції їх розміщення на плавильних камерах оснащено індивідуальними вакуумними затворами для запобігання розгерметизації відповідно гармати, пристроїв для подачі шихти в тиглі і плавильних камер. 2. Електронно-променева ливарна установка за п. 1, яка відрізняється тим, що плавильні тиглі можуть бути виконані керамічними з індукційним нагрівом, а в камерах ливарних форм встановлені пристрої для їх нагріву. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLadokhin Serhii Vasyliovych, Lapshuk Tamara Volodymyrivna
Автори російськоюЛадохин Сергей Васильевич, Лапшук Тамара Владимировна
МПК / Мітки
МПК: C22B 9/22, B22D 7/00, C21C 5/56
Мітки: ливарна, електронно-променева, установка
Код посилання
<a href="https://ua.patents.su/5-112066-elektronno-promeneva-livarna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Електронно-променева ливарна установка</a>
Електронно-променева ливарна установка
Номер патенту: 98904
Опубліковано: 25.06.2012
Автори: Смірнов Максим Юрійович, Гладков Андрій Сергійович, Ладохін Сергій Васильович, Лапшук Тамара Володимирівна
Мітки: установка, ливарна, електронно-променева
Формула / Реферат:
Електронно-променева ливарна установка, що включає вакуумну плавильну камеру, гарнісажний тигель з системою електромагнітного перемішування, ємність для зливання в неї розплаву з тигля, середньовакуумну і низьковакуумну електронно-променеві гармати ВТР, пристрої для подавання вихідного матеріалу у тигель і при необхідності для обдування поверхні розплаву у тиглі рафінуючою газовою сумішшю, яка відрізняється тим, що на плавильній камері...
Електронно-променева установка
Номер патенту: 102535
Опубліковано: 10.11.2015
Автори: Ладохін Сергій Васильович, Лапшук Тамара Володимирівна, Дрозд Євген Олександрович
Мітки: установка, електронно-променева
Формула / Реферат:
Електронно-променева установка, що складається з плавильної вакуумної камери, в якій розміщені гарнісажний тигель з системою електромагнітного перемішування розплаву, пристрій подачі шихти або заготівки, що витрачається, на переплав, проміжна ємність, розміщена між вказаним тиглем і пристроєм, і електронні гармати високовольтного тліючого розряду (ВТР), що обігрівають тигель і проміжну ємність, і з вакуумної камери ливарних форм зі...
Електронно-променева установка для отримання зливків і литих виробів
Номер патенту: 108478
Опубліковано: 25.07.2016
Автори: Дрозд Євген Олександрович, Лапшук Тамара Володимирівна, Ладохін Сергій Васильович
Мітки: зливків, установка, литих, електронно-променева, отримання, виробів
Формула / Реферат:
Електронно-променева установка для отримання зливків і литих виробів, що складається з плавильної камери, в якій розміщені тигель з системою електромагнітного перемішування розплаву, проміжна ємність, пристрій подання шихтових матеріалів на переплав, ливарна форма і електронно-променеві гармати, що обігрівають тигель і проміжну ємність, і з двох камер ливарних форм, одна з який стикується з плавильною камерою знизу під тиглем, а інша - з...
Електронно-променева установка для одержання литих заготовок
Номер патенту: 92801
Опубліковано: 10.09.2014
Автори: Лапшук Тамара Володимирівна, Ворон Михайло Михайлович, Дрозд Євген Олександрович, Левицький Микола Іванович, Ладохін Сергій Васильович
Мітки: установка, одержання, заготовок, литих, електронно-променева
Формула / Реферат:
Електронно-променева установка для одержання литих заготовок, яка складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщаються і стикуються з плавильною камерою на позиції заливки, яка...
Електронно-променева установка
Номер патенту: 82781
Опубліковано: 12.08.2013
Автори: Кондратій Микола Петрович, Костенко Василь Іванович
МПК: C22B 9/04
Мітки: установка, електронно-променева
Формула / Реферат:
1. Електронно-променева установка, що включає вакуумну плавильну камеру з встановленими в ній проміжною ємністю і кристалізатором, і вакуумна плавильна камера обладнана основою з розміщеними на ній газорозрядними електронними гарматами для розплавлення витратних заготовок і обігріву рідкого металу у проміжній ємності та газорозрядними електронними гарматами для обігріву рідкого металу у кристалізаторі, при цьому газорозрядні електронні...
Попередній патент: Складаний масажний пристрій
Наступний патент: Спосіб реабілітації пацієнтів з патологіями колінних суглобів
Випадковий патент: Свердло