Електронно-променева установка для одержання литих заготовок
Номер патенту: 92801
Опубліковано: 10.09.2014
Автори: Ворон Михайло Михайлович, Ладохін Сергій Васильович, Дрозд Євген Олександрович, Левицький Микола Іванович, Лапшук Тамара Володимирівна
Формула / Реферат
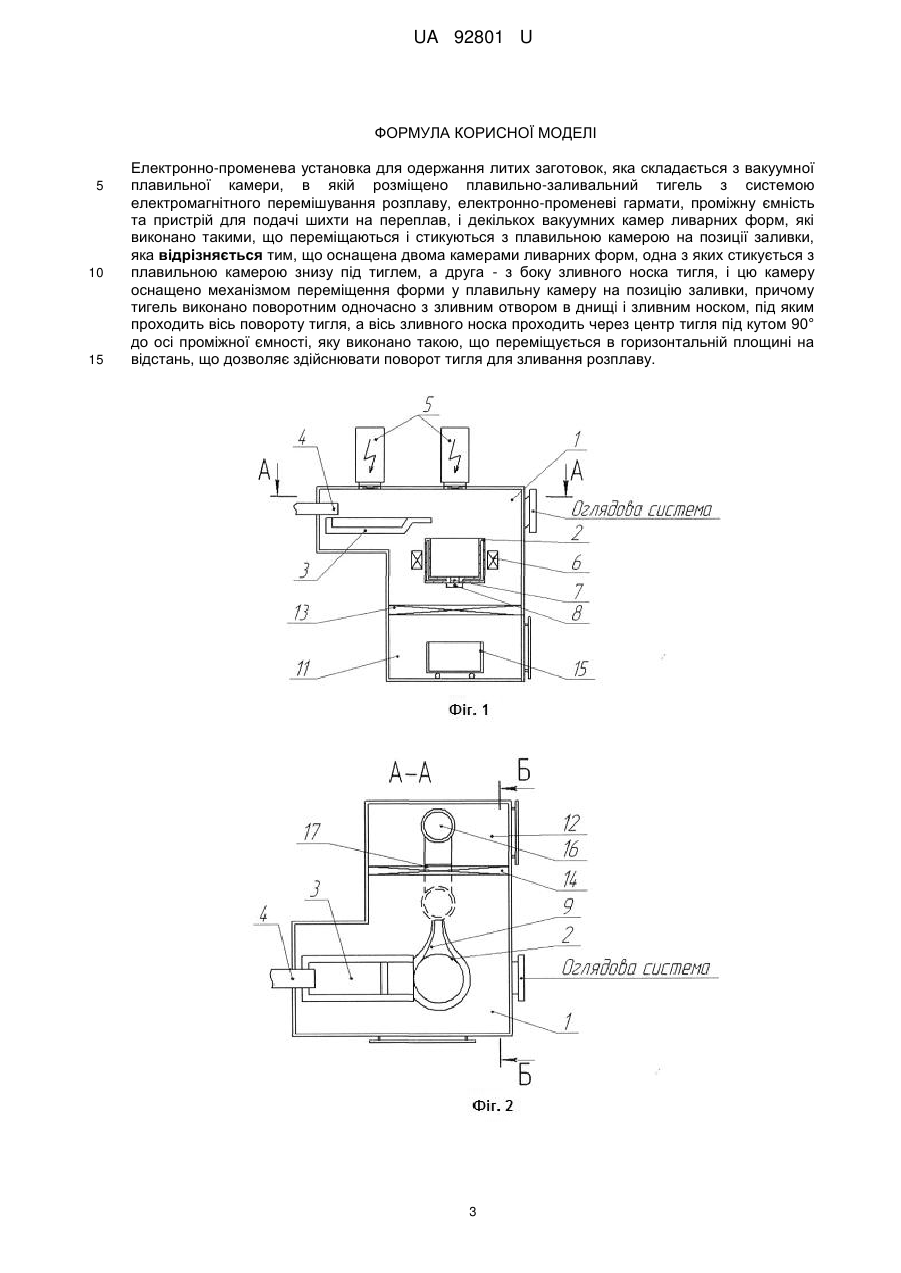
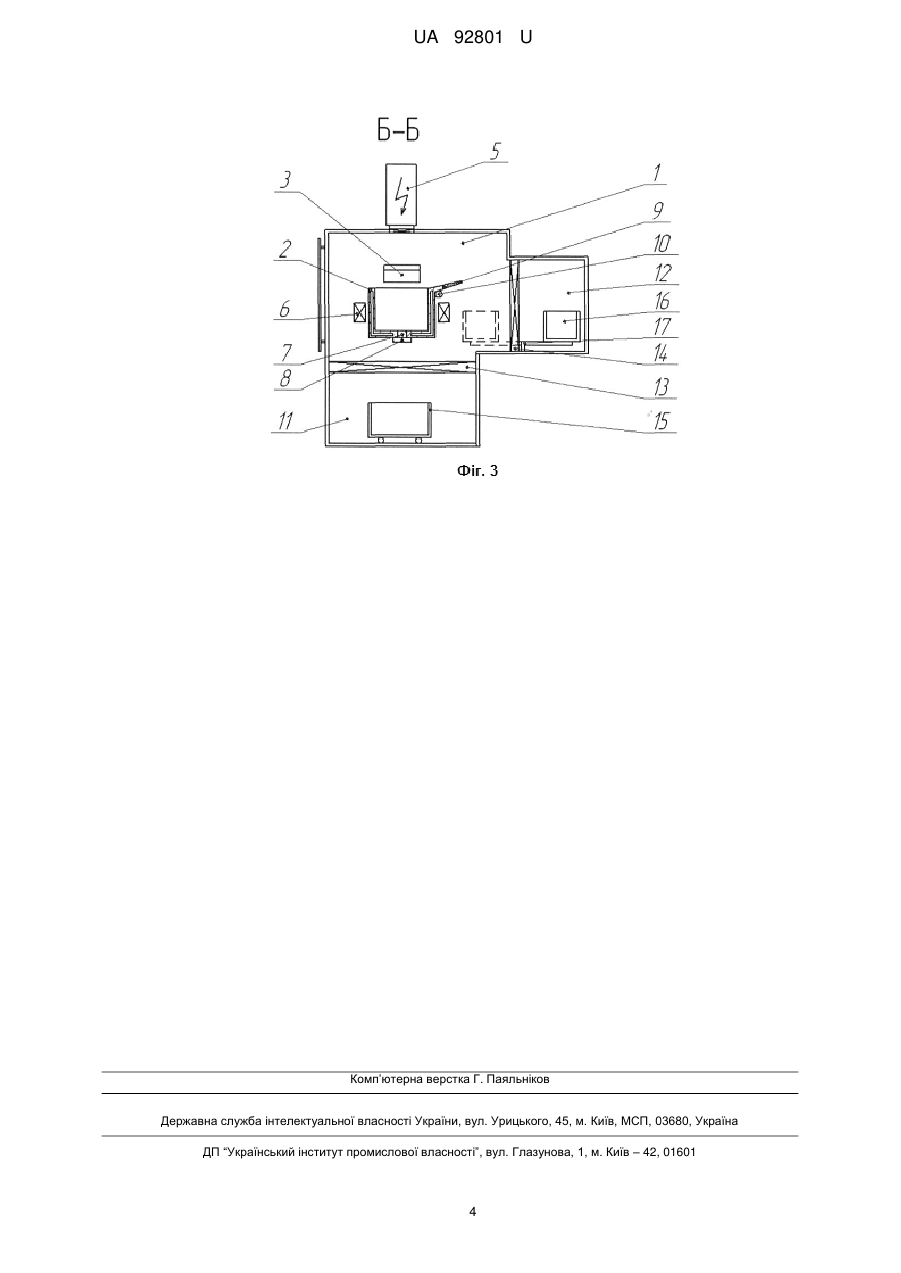
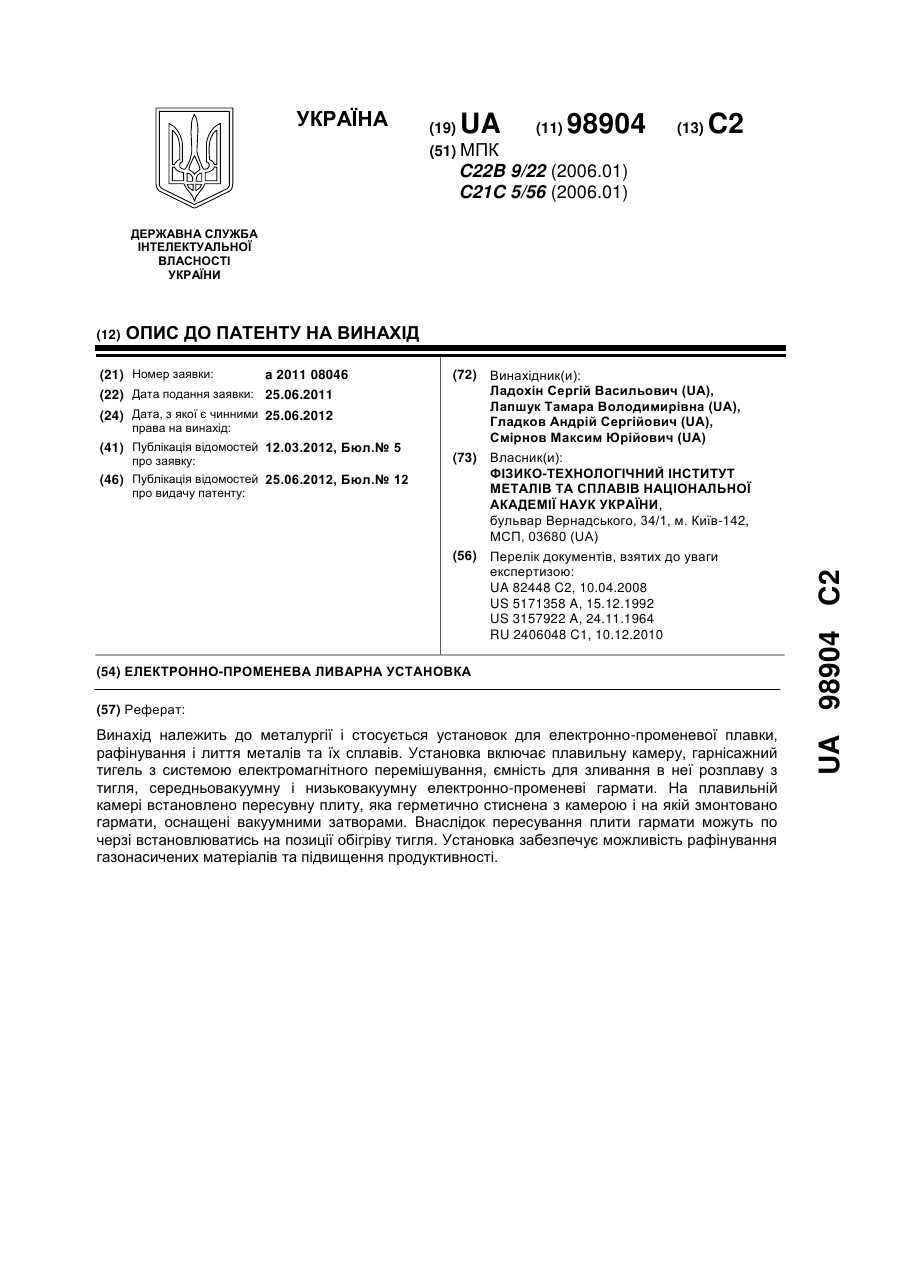
Електронно-променева установка для одержання литих заготовок, яка складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщаються і стикуються з плавильною камерою на позиції заливки, яка відрізняється тим, що оснащена двома камерами ливарних форм, одна з яких стикується з плавильною камерою знизу під тиглем, а друга - з боку зливного носка тигля, і цю камеру оснащено механізмом переміщення форми у плавильну камеру на позицію заливки, причому тигель виконано поворотним одночасно з зливним отвором в днищі і зливним носком, під яким проходить вісь повороту тигля, а вісь зливного носка проходить через центр тигля під кутом 90° до осі проміжної ємності, яку виконано такою, що переміщується в горизонтальній площині на відстань, що дозволяє здійснювати поворот тигля для зливання розплаву.
Текст
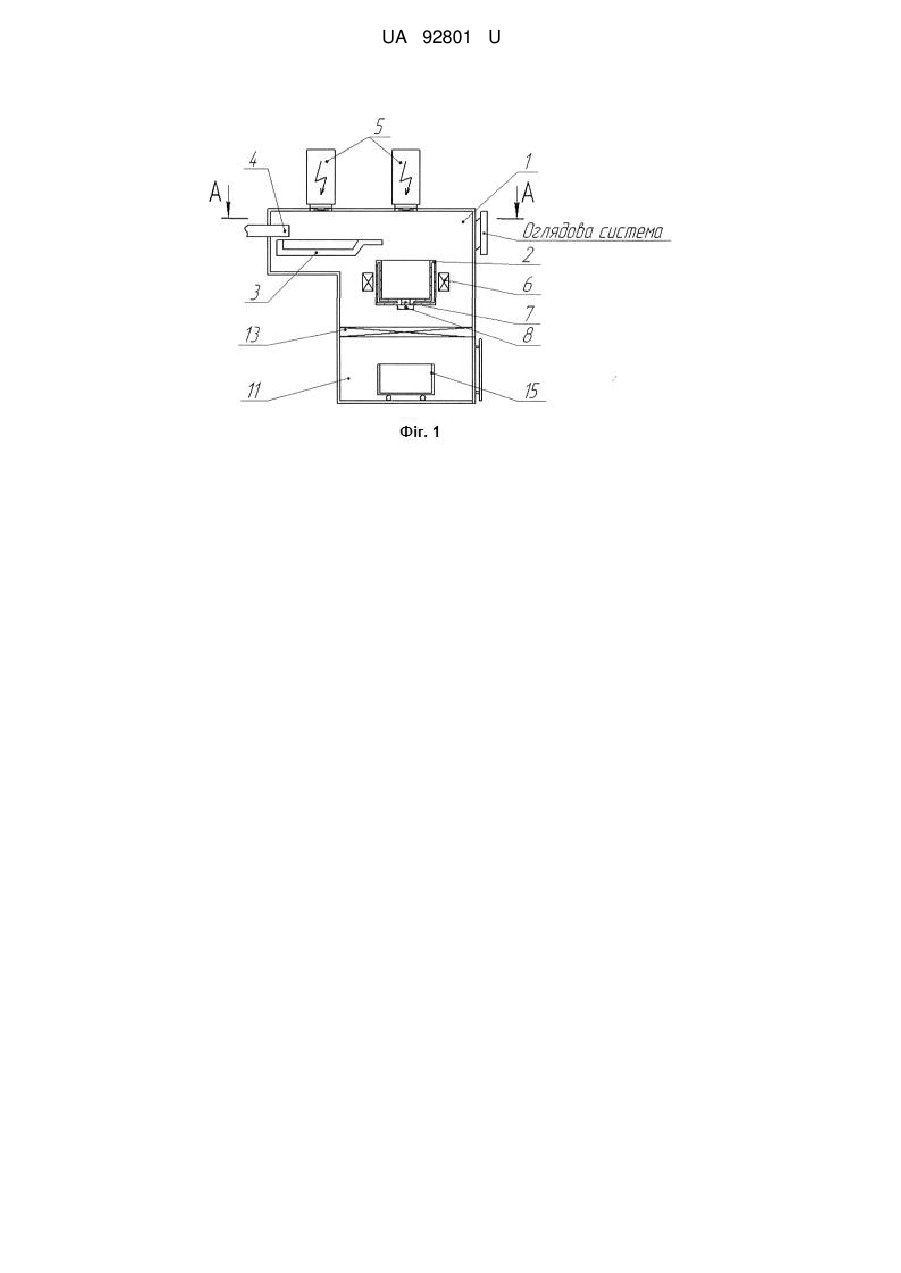
Реферат: Електронно-променева установка для одержання литих заготовок складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщаються і стикуються з плавильною камерою на позиції заливки. Установка оснащена двома камерами ливарних форм, одна з яких стикується з плавильною камерою знизу під тиглем, а друга - з боку зливного носка тигля, і цю камеру оснащено механізмом переміщення форми у плавильну камеру на позицію заливки. При цьому тигель виконано поворотним одночасно з зливним отвором в днищі і зливним носком, під яким проходить вісь повороту тигля, а вісь зливного носка проходить через центр тигля під кутом 90° до осі проміжної ємності, яку виконано такою, що переміщується в горизонтальній площині на відстань, що дозволяє здійснювати поворот тигля для зливання розплаву. UA 92801 U (54) ЕЛЕКТРОННО-ПРОМЕНЕВА УСТАНОВКА ДЛЯ ОДЕРЖАННЯ ЛИТИХ ЗАГОТОВОК UA 92801 U UA 92801 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонована корисна модель належить до галузі спеціальної металургії, зокрема одержання литих заготовок із різних металів, переважно тугоплавких, і сплавів на їх основі, з використанням електронно-променевих джерел нагріву. Відомі електронно-променеві плавильні установки [1], де плавка вихідної шихти проводиться у мідних водоохолоджуваних тиглях, а зливання розплаву у ливарну форму здійснюється через отвір у дні тигля, що дозволяє проводити обігрів верхньої частини литої заготовки (надлив) з метою виведення усадкової раковини. Недоліком таких установок є те, що зливання розплаву здійснюється шляхом проплавлення спеціальної пробки за рахунок витримки ванни при достатньо концентрованому електронно-променевому нагріві. Оскільки час такої витримки важко піддається точному визначенню, це утруднює, а часом і унеможливлює одержання сплавів, які містять більш леткі по відношенню до основи сплаву елементи, введення яких доцільно проводити на заключній стадії плавки. Відома також установка для лиття заготовок [2], в якій плавка проводиться у керамічному тиглі, оснащеному індуктором і механізмом для донного зливання розплаву. Наявність індуктора забезпечує можливість підігріву розплаву в зоні отвору у дні тигля, завдяки чому його зливання проходить під контролем і може бути проведено у заданий момент. Недоліком цієї установки є взаємодія розплаву з футерівкою тигля, тобто керамікою, яка суттєво інтенсифікується в умовах електронно-променевого нагріву з локальним перегрівом розплаву, що не дозволяє проводити плавку таких хімічно активних металів як титан, цирконій, ванадій і інших тугоплавких металів і сплавів на їх основі. Відомі також електронно-променеві ливарні установки з так званими поворотними водоохолоджуваними тиглями [3], які оснащені системами електромагнітного перемішування (СЕМП) і дозволяють проводити як плавку, так і електронно-променеву обробку розплаву протягом будь-якого часу. У певний, чітко визначений момент здійснюється зливання розплаву у форму шляхом повороту тигля, швидкість якого піддається управлінню, що обумовлює можливість керованого заповнення ливарних форм розплавом. Недоліком цих установок і способу заливки з поворотом тигля є складдність контролю товщини донного і бокового гарнісажу, що спричиняє відхилення від заданої маси розплаву, який потрібно злити у форму. Найближчим технічним рішенням, яке вибрано як найближчий аналог (прототип), є установка [4], в якій плавлення шихти і обробка розплаву проводиться у тиглі з СЕМП, а зливання розплаву проводиться шляхом повороту тигля у форму, яка розміщена у камері форми, що стикується з плавильною камерою під тиглем і оснащена спеціальним зливним лотком, через який розплав поступає у форму, причому установку оснащено декількома камерами форм, які послідовно переміщуються на позицію заливки. Недоліком установки залишається складність контролю товщини бокового і донного гарнісажу у тиглі, а також утворення гарнісажу на зливному лотку, що обумовлює додаткове обмеження маси розплаву, який зливається у форму. В основу корисної моделі поставлено задачу розробки установки, в якій використовуються обидва розглянуті вище способи зливання розплаву, тобто через отвір у дні тигля і через зливний носок шляхом повороту тигля. Така установка дозволяє забезпечити максимальне використання переваг кожного із способів зливання розплаву у відповідності з номенклатурою литих заготовок та хімічним складом сплавів. Забезпечується також підвищення ефективності роботи установки та розширення її функціональних можливостей. Поставлена задача вирішується тим, що відома установка для одержання литих заготовок, яка складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщуються і стикуються з плавильною камерою на позиції заливки, згідно з корисною моделлю оснащена двома камерами ливарних форм, одна з яких стикується з плавильною камерою знизу під тиглем, а друга - з боку зливного носка тигля, і цю камеру оснащено механізмом переміщення форми у плавильну камеру на позицію заливки, причому тигель виконано поворотним одночасно з зливним отвором в днищі і зливним носком, під яким проходить вісь повороту тигля, а вісь зливного носка проходить через центр тигля під кутом 90° до осі проміжної ємності, яку виконано такою, що переміщується в горизонтальній площині на відстань, що дозволяє здійснювати поворот тигля для зливання розплаву. Пропонована корисна модель пояснюється кресленням, де на Фіг. 1 представлена схема установки (поздовжній розріз), на Фіг. 2 - схема установки в плані по перерізу А-А, на Фіг. 3 схема установки в поперечному розрізі по перерізу Б-Б. Установка складається з плавильної камери 1 (Фіг. 1-3)), в якій змонтовані плавильнозаливальний тигель 2, проміжна ємність 3, пристрій 4 (Фіг. 1 і Фіг. 2) для подачі в ємність З на 1 UA 92801 U 5 10 15 20 25 30 35 40 45 50 55 переплав шихтових матеріалів і дві електронно-променеві гармати високовольтного тліючого розряду (ВТР) 5 (Фіг.1 і Фіг. 3), одна з яких обігріває проміжну ємність 3, а інша - тигель 2. Особливістю тигля 2 є те, що він оснащений системою електромагнітного перемішування 6 і має зливний отвір у дні 7, який закривається пробкою 8 (Фіг. 1 і Фіг. 3), і зливний носок 9 (Фіг. 1 і Фіг. 2), під яким змонтована вісь 10 (Фіг. 3), довкола якої здійснюється поворот тигля 2 при зливанні з нього розплаву. З плавильною камерою 1 стикуються дві камери ливарних форм, одна з яких 11 (Фіг. 1 і Фіг. 3) розташована знизу під тиглем 2, а друга 12 (Фіг. 2 і Фіг. 3) розташована збоку з боку зливного носка 9 тигля 2. Обидві камери ливарних форм 11 і 12 стикуються з плавильною камерою 1 через вакуумні затвори 13 (Фіг. 1 і Фіг. 3) і 14 (Фіг.2 і Фіг. 3), а всередині містять ливарні форми 15 і 16, відповідно, які замінюються після кожної заливки. У камері ливарних форм 12 змонтований пристрій 17 (Фіг. 2 і Фіг. 3) для переміщення форми 16 на позицію заливки під носком 9 тигля 2, яке здійснюється після відкриття затвора 14. Камери 1, 11 і 12 мають двері (на схемах не показані), що герметично закриваються, які призначені для обслуговування, у тому числі для зміни тигля 2 і ливарних форм 15 і 16. Робота установки проходить таким чином. Після герметизації установки і створення в камері 1 необхідного розрідження включають гармату 5, яка розміщена над проміжною ємністю 3, і починають плавити шихту, що подається в зону плавлення пристроєм 4. Розплав, що утворюється, спочатку заповнює проміжну ємкість З, а потім починає переливатися в тигель 2, де він обігрівається другою гарматою 5, розміщеною над тиглем 2. У тиглі 2 в процесі накопичення розплаву він перемішується за рахунок включення системи електромагнітного перемішування 6, а також проводяться інші необхідні технологічні процеси (додаткове легування розплаву шляхом введення в нього необхідних компонентів, обдування поверхні розплаву рафінуючими газами, наведення рафінуючого шлаку тощо). Після накопичення в тиглі 2 необхідної кількості розплаву і завершення всіх необхідних технологічних операцій з його обробки проводять зливання розплаву в ливарні форми 15 і (або) 16, які розміщені в камерах 11 і 12, відповідно. Заливання форми 15 здійснюється таким чином. Відкривається затвор 13, в результаті чого відбувається вирівнювання тиску в камерах 1 і 11. Після цього відкривають пробку 8, одночасно забезпечуючи в тиглі 2 за допомогою системи електромагнітного перемішування 6 напрям перемішування розплаву від стінки до центру тигля. Завдяки цьому гарнісаж, який формується в зливному отворі 7, розплавляється і розплав зливається з тигля 2 у форму 15. Після закінчення зливання розплаву у форму 15 його при необхідності можна нагрівати у надливі форми 75 електронним променем гармати 5, розміщеної над тиглем 2. Такий нагрів може бути корисним з точки зору виведення усадкової раковини. Після цього закривають затвор 13 і витягують з камери 11 залиту форму. Заливку форми 16 здійснюють після відкриття затвора 14 і подачі форми 16 з камери 12 в камеру 1 за допомогою пристрою 17 так, щоб форма 16 виявилася розміщеною під зливним носком 9 тигля 2. Після цього тигель 2 повертають довкола осі 10, що забезпечує зливання розплаву з тигля 2 у форму 16. По завершенню зливання розплаву форму 16 за допомогою пристрою 17 переміщують назад з камери 1 в камеру 12, а після повного твердіння у формі 16 залитого виробу закривають затвор 14 і форму 16 витягують з камери 12. Переваги пропонованої установки перед існуючими ливарними електронно-променевими агрегатами полягають в тому, що вона дозволяє одержувати литі заготовки як з простих за хімічним складом сплавів, так і з складнолегованих сплавів, тобто її функціональні можливості значно більші, ніж у існуючих агрегатах. Установка може бути особливо корисна у науководослідних організаціях для проведення відповідних технологічних досліджень. Але її також доцільно використовувати на підприємствах, де необхідно одержувати заготовки різноманітного призначення з різних сплавів, особливо у разі, коли потреба в них обмежена за кількістю, але суттєва за номенклатурою. Джерела інформації: 1. Электронная плавка металлов / Г. Ф. Заборонок, Т.И. Зеленков, А.С. Ронжин, Б.Г. Соколов. - М.: Металлургия, 1972.-348 с. (С. 76-77). 2. Патент України № 10845 А, МПК С21С 5/56, С22В 9/22. Бюл. № 4, 1996 р. 3. Электронно-лучевая плавка в литейном производстве / Под. ред. С.В. Ладохина. - Киев: Изд-во "Сталь", 2007.-626 с. (С. 54-59). 4. Патент США № 4055216. Опубл. 25.10.1977. 2 UA 92801 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Електронно-променева установка для одержання литих заготовок, яка складається з вакуумної плавильної камери, в якій розміщено плавильно-заливальний тигель з системою електромагнітного перемішування розплаву, електронно-променеві гармати, проміжну ємність та пристрій для подачі шихти на переплав, і декількох вакуумних камер ливарних форм, які виконано такими, що переміщаються і стикуються з плавильною камерою на позиції заливки, яка відрізняється тим, що оснащена двома камерами ливарних форм, одна з яких стикується з плавильною камерою знизу під тиглем, а друга - з боку зливного носка тигля, і цю камеру оснащено механізмом переміщення форми у плавильну камеру на позицію заливки, причому тигель виконано поворотним одночасно з зливним отвором в днищі і зливним носком, під яким проходить вісь повороту тигля, а вісь зливного носка проходить через центр тигля під кутом 90° до осі проміжної ємності, яку виконано такою, що переміщується в горизонтальній площині на відстань, що дозволяє здійснювати поворот тигля для зливання розплаву. 3 UA 92801 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLevystkyi Mykola Ivanovych, Ladokhin Serhii Vasyliovych, Lapshuk Tamara Volodymyrivna, Voron Mykhailo Mykhailovych
Автори російськоюЛевицкий Николай Иванович, Ладохин Сергей Васильевич, Лапшук Тамара Владимировна, Ворон Михаил Михайлович
МПК / Мітки
Мітки: електронно-променева, литих, установка, одержання, заготовок
Код посилання
<a href="https://ua.patents.su/6-92801-elektronno-promeneva-ustanovka-dlya-oderzhannya-litikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Електронно-променева установка для одержання литих заготовок</a>
Електронно-променева ливарна установка
Номер патенту: 98904
Опубліковано: 25.06.2012
Автори: Лапшук Тамара Володимирівна, Гладков Андрій Сергійович, Ладохін Сергій Васильович, Смірнов Максим Юрійович
Мітки: установка, електронно-променева, ливарна
Формула / Реферат:
Електронно-променева ливарна установка, що включає вакуумну плавильну камеру, гарнісажний тигель з системою електромагнітного перемішування, ємність для зливання в неї розплаву з тигля, середньовакуумну і низьковакуумну електронно-променеві гармати ВТР, пристрої для подавання вихідного матеріалу у тигель і при необхідності для обдування поверхні розплаву у тиглі рафінуючою газовою сумішшю, яка відрізняється тим, що на плавильній камері...
Електронно-променева установка для відцентрового лиття
Номер патенту: 48686
Опубліковано: 15.08.2002
Автори: Матвієць Євген Олександрович, Левицький Микола Іванович, Мірошниченко Володимир Іванович, Аникін Юрій Пилипович
МПК: B22D 13/04
Мітки: лиття, відцентрового, електронно-променева, установка
Формула / Реферат:
1. Електронно-променева установка для відцентрового лиття, що містить плавильний тигель, розміщений в плавильній камері, та відцентровий пристрій із змонтованою ливарною формою, яка відрізняється тим, що форма розміщена горизонтально.2. Установка за п. 1, яка відрізняється тим, що відцентровий пристрій монтується безпосередньо в плавильній камері, де форма нагрівається до температури 180-200°С, що сприяє кращому її заповненню розплавом...
Електронно-променева установка для переплаву металевого матеріалу
Номер патенту: 43029
Опубліковано: 27.07.2009
Автор: Кондратій Микола Петрович
МПК: C22B 9/22
Мітки: металевого, переплаву, електронно-променева, матеріалу, установка
Формула / Реферат:
Електронно-променева установка для переплаву металевого матеріалу, що включає вакуумну плавильну камеру з розміщеними в ній проміжною ємністю і кристалізатором, при цьому плавильна камера обладнана кришкою, з встановленим в ній блоком електронних гармат, і зв'язана з камерою горизонтальної подачі та з камерою витягування злитка, яка відрізняється тим, що додатково містить візок, виконаний у вигляді рамної конструкції, всередині якого...
Електронно-променева установка
Номер патенту: 46059
Опубліковано: 15.05.2002
Автори: Пап Петро Аркадійович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович, Цибань Ігор Володимирович, Васюра Віктор Миколайович
МПК: C21C 5/56, H01J 37/305, B22D 9/00, C22B 9/04
Мітки: електронно-променева, установка
Формула / Реферат:
1. Електронно-променева установка, яка містить камери заготівки, плавки, формування зливка та електронно-променевого нагрівача, проміжну ємність, кристалізатор, стіл з розташованими на ньому елементами утримання зливка, піддон та механізм його переміщення, механізм подачі заготівки, яка відрізняється тим, що стіл розташований в камері формування зливка та має щонайменш два прохідних отвори, де встановлені кристалізатори, які мають в нижній...
Електронно-променева установка для переплаву металевого матеріалу
Номер патенту: 76645
Опубліковано: 10.01.2013
Автор: Кондратій Микола Петрович
МПК: C22B 9/16
Мітки: установка, переплаву, металевого, матеріалу, електронно-променева
Формула / Реферат:
1. Електронно-променева установка для переплаву металевого матеріалу, що включає камеру подачі шихти з механізмом горизонтальної подачі шихти, вакуумну плавильну камеру, в якій встановлені проміжна ємність, виконана у вигляді корпуса, що має в основі прямокутну форму, а також кристалізатор, зливний носок, що має вільний край та встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних...
Попередній патент: Антимікробний засіб асперсепт плюс
Наступний патент: Вимірювач енергії та потужності лазерного випромінювання
Випадковий патент: Спосіб зведення литої смуги