Склад захисного покриття
Номер патенту: 112177
Опубліковано: 12.12.2016
Автори: Хорошилов Олег Миколайович, Кондратюк Олег Леонідович


Формула / Реферат
Склад покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить оксид бору при наступному співвідношенні компонентів, мас. %:
тальк
25-35
оксид хрому
2-5
оксид бору
1-5
рідке скло
8-15
вода
решта.
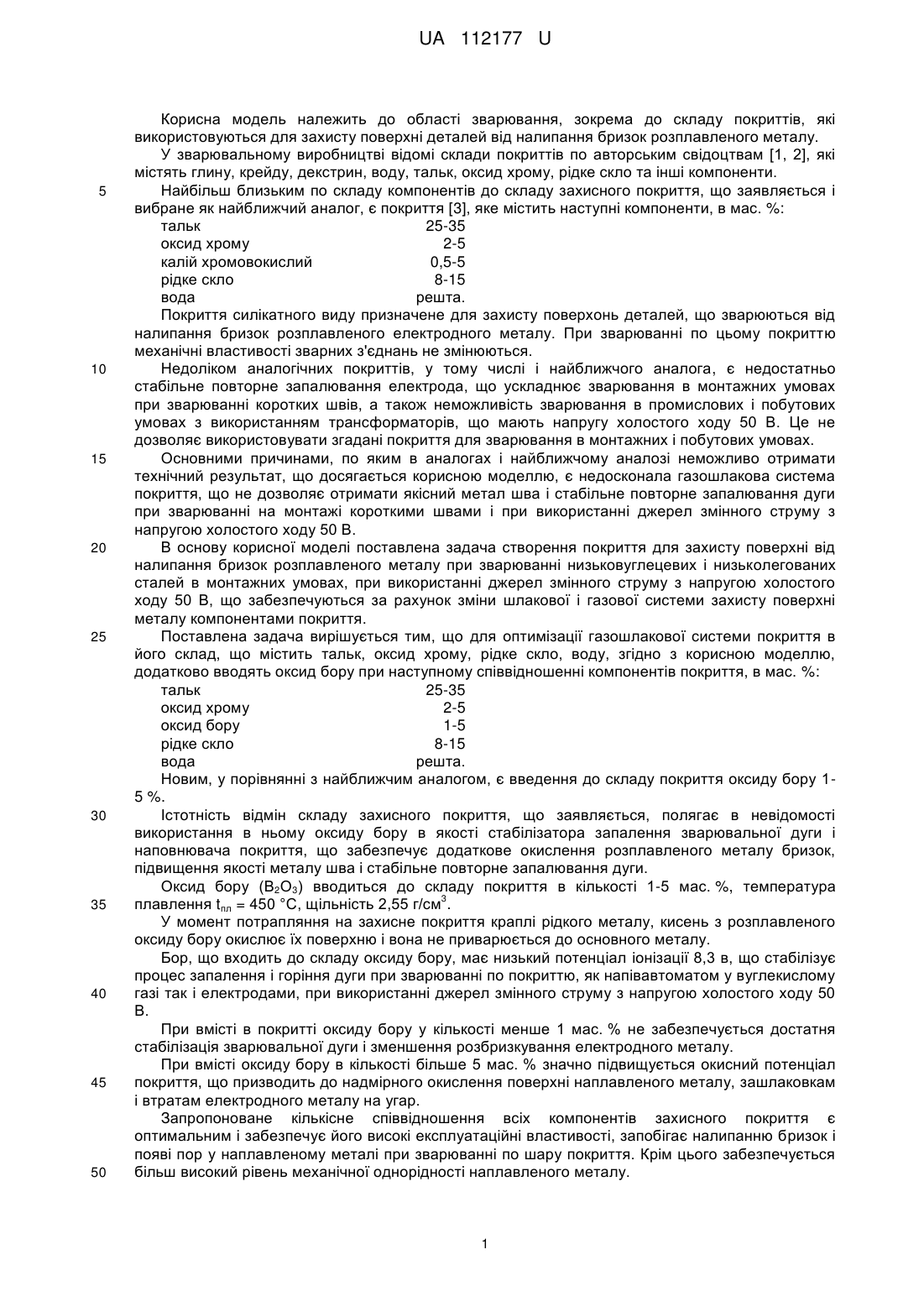
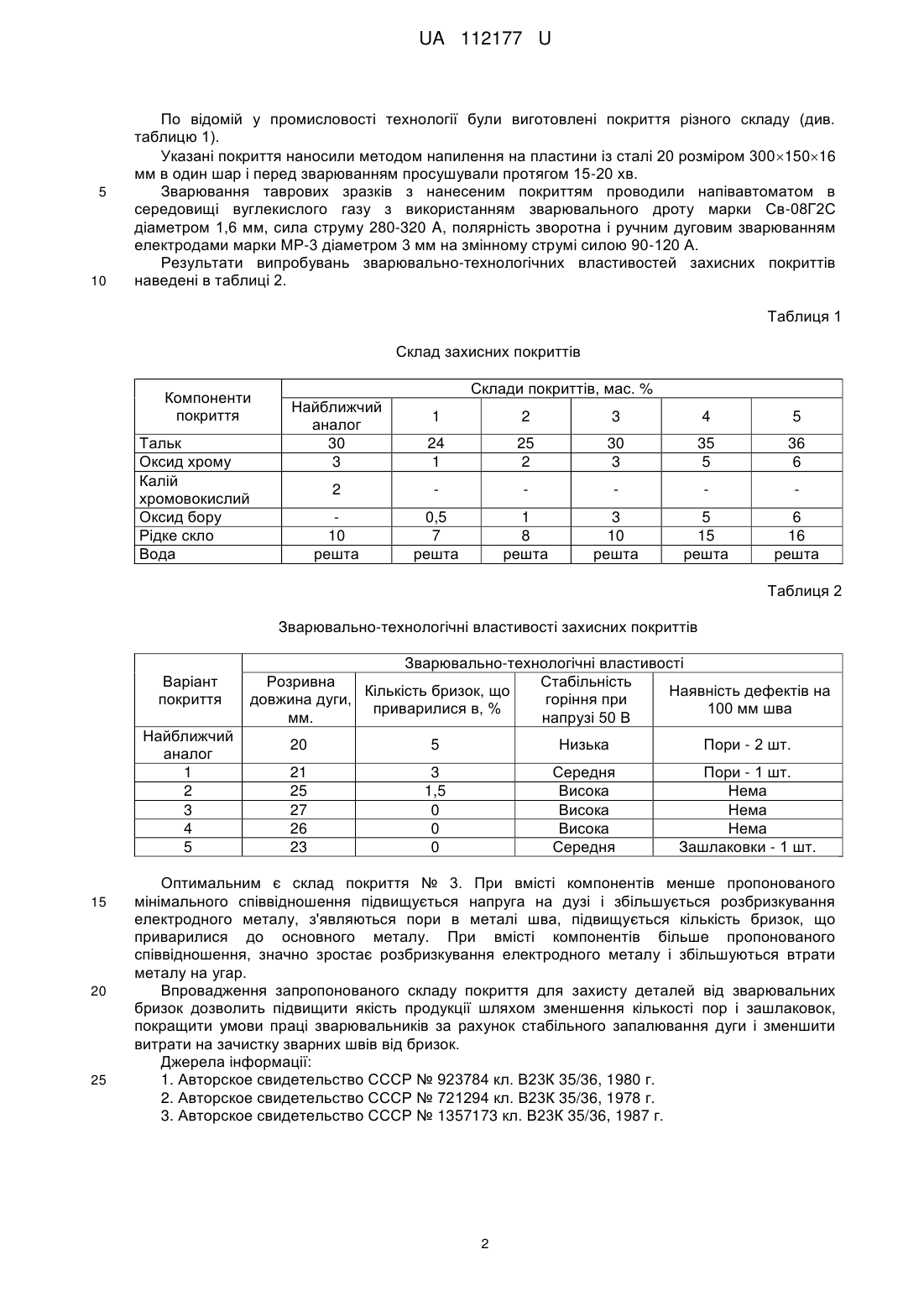
Текст
Реферат: Склад покриття містить тальк, оксид хрому, рідке скло, воду. Додатково містить оксид бору, при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 оксид бору 1-5 рідке скло 8-15 вода решта. UA 112177 U (54) СКЛАД ЗАХИСНОГО ПОКРИТТЯ UA 112177 U UA 112177 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до області зварювання, зокрема до складу покриттів, які використовуються для захисту поверхні деталей від налипання бризок розплавленого металу. У зварювальному виробництві відомі склади покриттів по авторським свідоцтвам [1, 2], які містять глину, крейду, декстрин, воду, тальк, оксид хрому, рідке скло та інші компоненти. Найбільш близьким по складу компонентів до складу захисного покриття, що заявляється і вибране як найближчий аналог, є покриття [3], яке містить наступні компоненти, в мас. %: тальк 25-35 оксид хрому 2-5 калій хромовокислий 0,5-5 рідке скло 8-15 вода решта. Покриття силікатного виду призначене для захисту поверхонь деталей, що зварюються від налипання бризок розплавленого електродного металу. При зварюванні по цьому покриттю механічні властивості зварних з'єднань не змінюються. Недоліком аналогічних покриттів, у тому числі і найближчого аналога, є недостатньо стабільне повторне запалювання електрода, що ускладнює зварювання в монтажних умовах при зварюванні коротких швів, а також неможливість зварювання в промислових і побутових умовах з використанням трансформаторів, що мають напругу холостого ходу 50 В. Це не дозволяє використовувати згадані покриття для зварювання в монтажних і побутових умовах. Основними причинами, по яким в аналогах і найближчому аналозі неможливо отримати технічний результат, що досягається корисною моделлю, є недосконала газошлакова система покриття, що не дозволяє отримати якісний метал шва і стабільне повторне запалювання дуги при зварюванні на монтажі короткими швами і при використанні джерел змінного струму з напругою холостого ходу 50 В. В основу корисної моделі поставлена задача створення покриття для захисту поверхні від налипання бризок розплавленого металу при зварюванні низьковуглецевих і низьколегованих сталей в монтажних умовах, при використанні джерел змінного струму з напругою холостого ходу 50 В, що забезпечуються за рахунок зміни шлакової і газової системи захисту поверхні металу компонентами покриття. Поставлена задача вирішується тим, що для оптимізації газошлакової системи покриття в його склад, що містить тальк, оксид хрому, рідке скло, воду, згідно з корисною моделлю, додатково вводять оксид бору при наступному співвідношенні компонентів покриття, в мас. %: тальк 25-35 оксид хрому 2-5 оксид бору 1-5 рідке скло 8-15 вода решта. Новим, у порівнянні з найближчим аналогом, є введення до складу покриття оксиду бору 15 %. Істотність відмін складу захисного покриття, що заявляється, полягає в невідомості використання в ньому оксиду бору в якості стабілізатора запалення зварювальної дуги і наповнювача покриття, що забезпечує додаткове окислення розплавленого металу бризок, підвищення якості металу шва і стабільне повторне запалювання дуги. Оксид бору (В2О3) вводиться до складу покриття в кількості 1-5 мас. %, температура 3 плавлення tпл = 450 °C, щільність 2,55 г/см . У момент потрапляння на захисне покриття краплі рідкого металу, кисень з розплавленого оксиду бору окислює їх поверхню і вона не приварюється до основного металу. Бор, що входить до складу оксиду бору, має низький потенціал іонізації 8,3 в, що стабілізує процес запалення і горіння дуги при зварюванні по покриттю, як напівавтоматом у вуглекислому газі так і електродами, при використанні джерел змінного струму з напругою холостого ходу 50 В. При вмісті в покритті оксиду бору у кількості менше 1 мас. % не забезпечується достатня стабілізація зварювальної дуги і зменшення розбризкування електродного металу. При вмісті оксиду бору в кількості більше 5 мас. % значно підвищується окисний потенціал покриття, що призводить до надмірного окислення поверхні наплавленого металу, зашлаковкам і втратам електродного металу на угар. Запропоноване кількісне співвідношення всіх компонентів захисного покриття є оптимальним і забезпечує його високі експлуатаційні властивості, запобігає налипанню бризок і появі пор у наплавленому металі при зварюванні по шару покриття. Крім цього забезпечується більш високий рівень механічної однорідності наплавленого металу. 1 UA 112177 U 5 10 По відомій у промисловості технології були виготовлені покриття різного складу (див. таблицю 1). Указані покриття наносили методом напилення на пластини із сталі 20 розміром 30015016 мм в один шар і перед зварюванням просушували протягом 15-20 хв. Зварювання таврових зразків з нанесеним покриттям проводили напівавтоматом в середовищі вуглекислого газу з використанням зварювального дроту марки Св-08Г2С діаметром 1,6 мм, сила струму 280-320 A, полярність зворотна і ручним дуговим зварюванням електродами марки МР-3 діаметром 3 мм на змінному струмі силою 90-120 А. Результати випробувань зварювально-технологічних властивостей захисних покриттів наведені в таблиці 2. Таблиця 1 Склад захисних покриттів Компоненти покриття Тальк Оксид хрому Калій хромовокислий Оксид бору Рідке скло Вода Склади покриттів, мас. % Найближчий аналог 30 3 1 2 3 4 5 24 1 25 2 30 3 35 5 36 6 2 10 решта 0,5 7 решта 1 8 решта 3 10 решта 5 15 решта 6 16 решта Таблиця 2 Зварювально-технологічні властивості захисних покриттів Варіант покриття Найближчий аналог 1 2 3 4 5 15 20 25 Зварювально-технологічні властивості Розривна Стабільність Кількість бризок, що Наявність дефектів на довжина дуги, горіння при приварилися в, % 100 мм шва мм. напрузі 50 В 20 5 Низька Пори - 2 шт. 21 25 27 26 23 3 1,5 0 0 0 Середня Висока Висока Висока Середня Пори - 1 шт. Нема Нема Нема Зашлаковки - 1 шт. Оптимальним є склад покриття № 3. При вмісті компонентів менше пропонованого мінімального співвідношення підвищується напруга на дузі і збільшується розбризкування електродного металу, з'являються пори в металі шва, підвищується кількість бризок, що приварилися до основного металу. При вмісті компонентів більше пропонованого співвідношення, значно зростає розбризкування електродного металу і збільшуються втрати металу на угар. Впровадження запропонованого складу покриття для захисту деталей від зварювальних бризок дозволить підвищити якість продукції шляхом зменшення кількості пор і зашлаковок, покращити умови праці зварювальників за рахунок стабільного запалювання дуги і зменшити витрати на зачистку зварних швів від бризок. Джерела інформації: 1. Авторское свидетельство СССР № 923784 кл. В23К 35/36, 1980 г. 2. Авторское свидетельство СССР № 721294 кл. В23К 35/36, 1978 г. 3. Авторское свидетельство СССР № 1357173 кл. В23К 35/36, 1987 г. 2 UA 112177 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Склад покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить оксид бору, при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 оксид бору 1-5 рідке скло 8-15 вода решта. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 35/36
Мітки: покриття, захисного, склад
Код посилання
<a href="https://ua.patents.su/5-112177-sklad-zakhisnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Склад захисного покриття</a>
Склад захисного покриття

Номер патенту: 106964
Опубліковано: 10.05.2016
Автори: Хорошилов Олег Миколайович, Калін Микола Андрійович
МПК: B23K 35/36
Мітки: склад, покриття, захисного
Формула / Реферат:
Склад захисного покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить карбонат натрію при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 карбонат натрію 1-5 рідке скло 8-15 вода решта. ...
Склад покриття

Номер патенту: 82820
Опубліковано: 12.08.2013
Автори: Барташ Світлана Миколаївна, Багров Валерій Анатолійович, Калін Микола Андрійович
МПК: B23K 35/36
Формула / Реферат:
Склад покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить калій вуглекислий при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 калій вуглекислий 1-5 рідке скло 8-15 вода решта.
Склад покриття

Номер патенту: 101327
Опубліковано: 10.09.2015
Автори: Багров Валерій Анатолійович, Калін Микола Андрійович
МПК: B23K 35/36
Формула / Реферат:
Склад покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить гематит при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 гематит 1-5 рідке скло 8-15 вода решта.
Склад покриття
Номер патенту: 106313
Опубліковано: 25.04.2016
Автор: Ізотова Катерина Олександрівна
МПК: B23K 35/36
Формула / Реферат:
Склад покриття, що містить тальк, оксид хрому, рідке скло, воду, який відрізняється тим, що додатково містить фторид калію при наступному співвідношенні компонентів, мас. %: тальк 25-35 оксид хрому 2-5 фторид калію 1-5 рідке скло 8-15 вода решта.
Склад для атмосферостійкого захисного покриття
Номер патенту: 86439
Опубліковано: 25.12.2013
Автори: Гивлюд Микола Миколайович, Найвер Ірина Леонідівна
МПК: C09B 3/00
Мітки: атмосферостійкого, захисного, покриття, склад
Формула / Реферат:
Атмосферостійке захисне покриття, що містить полісилоксановий компонент, наповнювач та додаток, яке відрізняється тим, що як полісилоксановий компонент використовують поліметилфенілсилоксановий лак, як наповнювач - алюмінію оксид, а як додаток - заліза або хрому оксид при наступному співвідношенні компонентів, мас. %: поліметилфенілсилоксановий лак 30-40 алюмінію оксид ...
Попередній патент: Ударна насадка-молот для перфоратора
Наступний патент: Саморегульоване дискове гальмо нормально замкненого типу
Випадковий патент: Спосіб грануляції доменного шлаку