Спосіб виготовлення порошкового електрода
Номер патенту: 112812
Опубліковано: 26.12.2016
Автори: Чигарьов Валерій Васильович, Чейлях Ян Олександрович, Білик Олександр Григорович, Єфріменко Богдан Васильович

Формула / Реферат
1. Спосіб виготовлення порошкового електрода, що містить наповнення профільованої металевої оболонки шихтою з ущільнюючим компонентом, формування обтисненням і остаточним ущільненням, який відрізняється тим, що як ущільнюючий компонент в шихту вводять фторопласт-4 кількістю 1-4 % від маси шихти.
2. Спосіб за п. 1, який відрізняється тим, що перед остаточним ущільненням здійснюють підігрів сформованої металевої оболонки з шихтою до температури плавлення фторопласту.
Текст
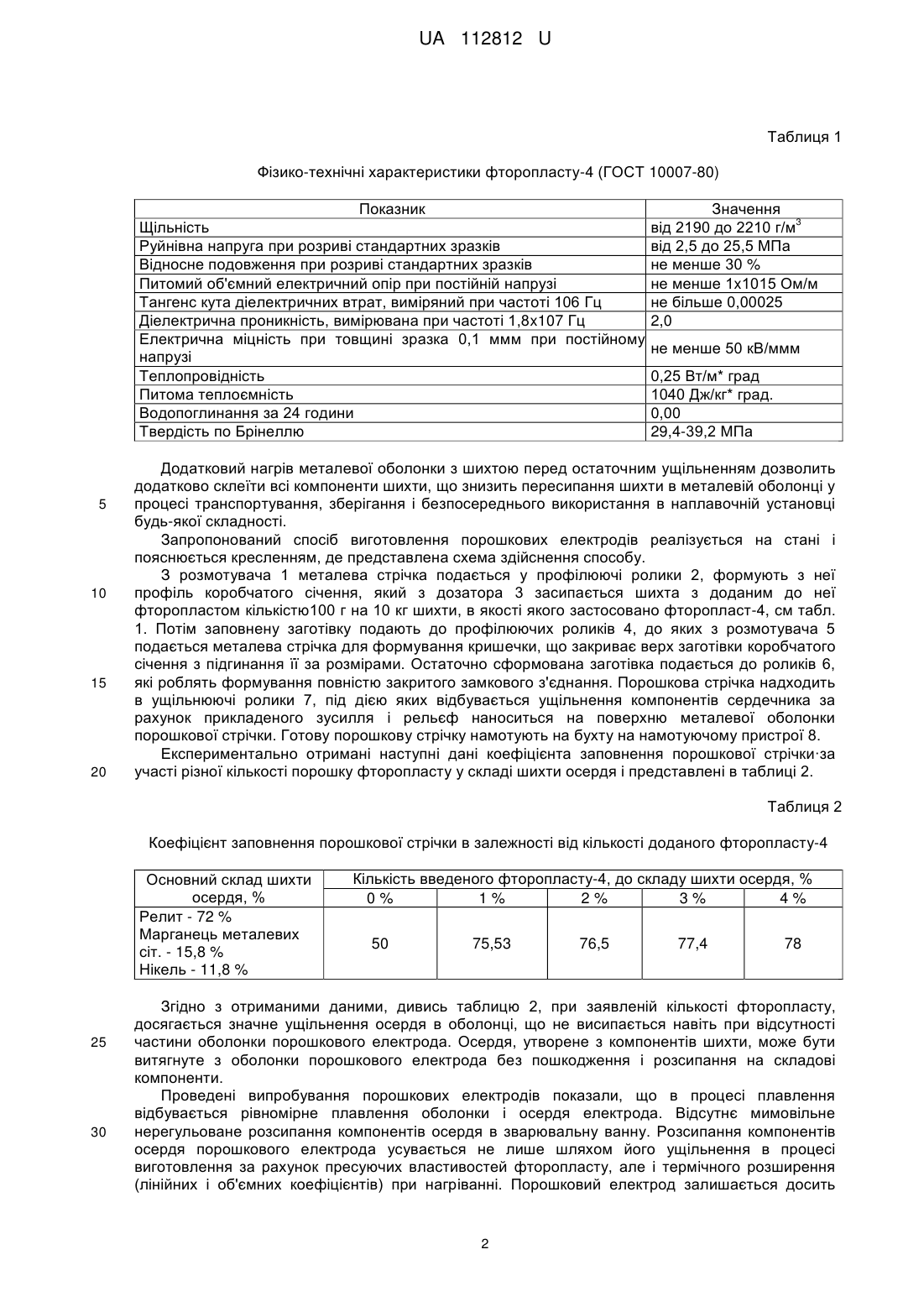
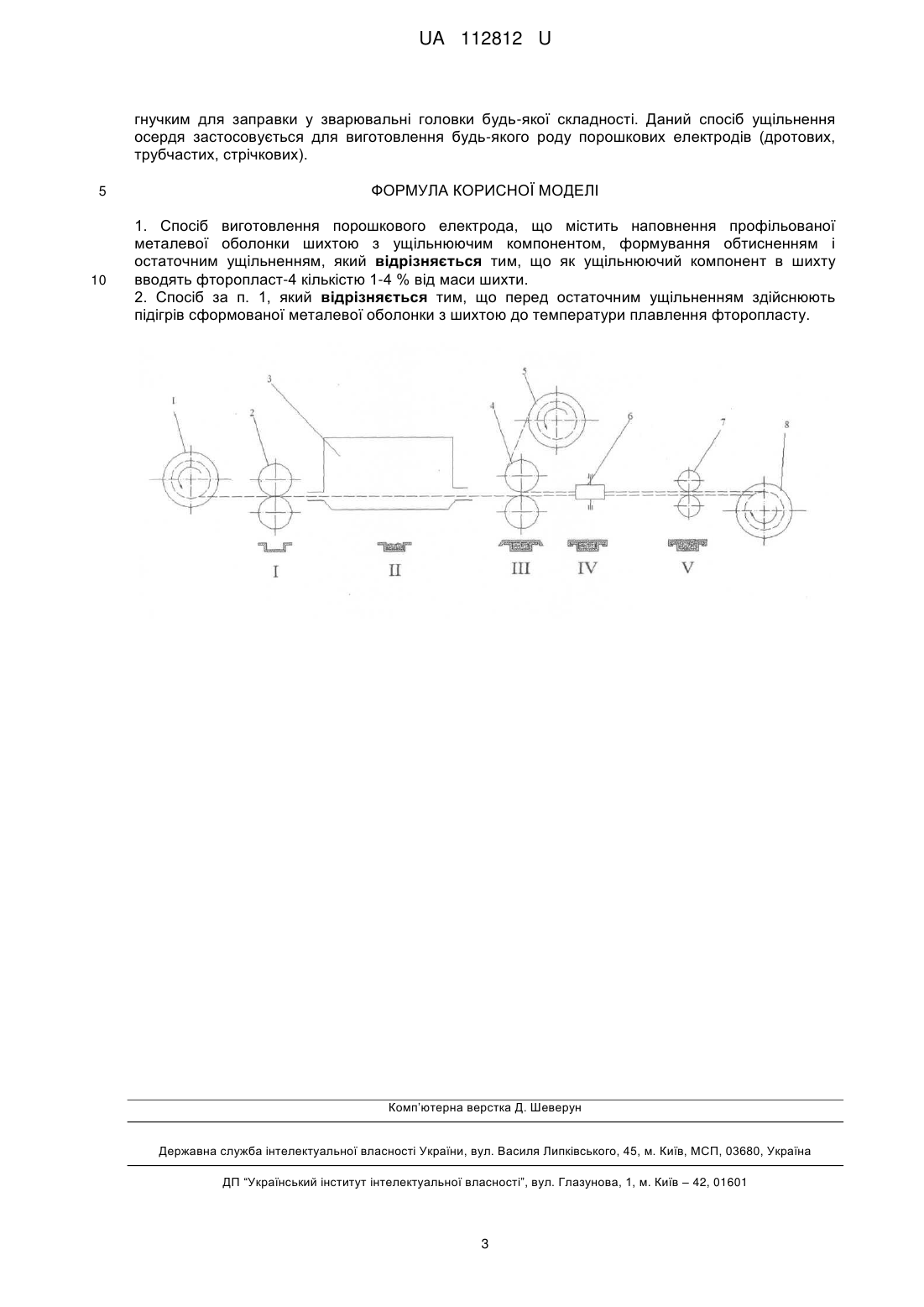
Реферат: Спосіб виготовлення порошкового електрода, що містить наповнення профільованої металевої оболонки шихтою з ущільнюючим компонентом, формування обтисненням і остаточним ущільненням. Як ущільнюючий компонент в шихту вводять фторопласт-4 кількістю 1-4 % від маси шихти. Перед остаточним ущільненням здійснюють підігрів сформованої металевої оболонки з шихтою до температури плавлення фторопласту. UA 112812 U (12) UA 112812 U UA 112812 U 5 Корисна модель належить до зварювального виробництва, а саме до виробництва порошкових електродів для зварювання і наплавлення. Відомі способи отримання порошкових електродів (трубчастих, дротяних, стрічкових), які складаються з металевої оболонки і осердя, необхідного набору порошкових компонентів різних розмірів (фракцій) і подальшого обтисненням металевої оболонки до потрібних розмірів. Кількість компонентів в осерді визначається коефіцієнтом заповнення: Kз mс , mп.e. Кз - коефіцієнт заповнення; m c - маса осердя порошкового електрода m п .е. - маса порошкового електрода. де 10 15 20 25 30 35 40 45 50 При наплавленні порошковим електродом, особливо при механізованій електродуговій наплавці, спостерігається відставання плавлення осердя від оболонки. Це пояснюється тим, що зварювальний струм проходить по металевій оболонці, а між оболонкою і осердям виникає великий електричний опір, так як осердя є слабким провідником струму. Для забезпечення рівномірного плавлення оболонки і осердя порошкового електрода в процесі їх виготовлення застосовують різні прийоми: опресовування, протяжка порошкового дроту через філь’єри меншого діаметра, прокатка порошкової стрічки в двовалковій кліті стана. Для кращого ущільнення на ущільнюючі валки наносять рифлення, які дзеркально їх відтворюють на оболонці порошкової стрічки. У деяких технологіях використовують прийом попередньої деформації металевої стрічки оболонки для отримання в ній осередків необхідної форми і розмірів. (стаття Ст.Ст. Чигарьов, А.Р. Бєлік. - Порошкові стрічки для наплавлення. Автоматичне зварювання, 2011 №8, з 38-44) Відомий спосіб виготовлення порошкового дроту з використанням рідкого скла, яке подається в бункер з шихтою, де компоненти перемішуються. Отримана суміш у зволоженому вигляді надходить безпосередньо в дозуючий пристрій станка, а потім у профільовану оболонку, яку остаточно обтискають шляхом профілювання у волочильному станку, (авторське свідоцтво СРСР №312717 МПК В23К 35/36, 1971) - прототип. Недоліками існуючого способу є: складність рівномірного перемішування компонентів шихти з рідким склом (залишалися бульбашки повітря в суміші, що призводить до пористості металу шва), після затвердіння осердя порошковий електрод стає дуже жорстким і при заправці в наплавочну головку часто ламається, спостерігається окрихкування осердя порошкового електрода, яке призводить до розсипання осердя і нерівномірного плавлення сердечника і оболонки порошкового електрода, і як результат нерівномірність хімічного складу наплавленого металу і різнорідність технічних властивостей наплавленого шару. В основі корисної моделі лежить задача вдосконалити спосіб виготовлення порошкових електродів, в якому застосування нового матеріалу дозволить підвищити ступінь ущільнення осердя порошкового електрода за рахунок забезпечення рівномірного перемішування компонентів шихти, підвищити якість порошкового електрода, зварювально-технічні властивості наплавленого шару, а також розширити можливість використання електрода в наплавочних головках різної конфігурації. Поставлена задачі вирішується в способі виготовлення порошкового електрода, що містить наповнення профільованої металевої оболонки шихтою з ущільнюючим компонентом, формування обтисненням і остаточне ущільнення, згідно з корисною моделлю, як ущільнюючий компонент вводять порошок фторопласту кількістю1-4 % від маси шихти. При цьому перед остаточним ущільненням заготовки металевої оболонки з шихтою здійснюють підігрів сформованої оболонки з шихтою до температури плавлення фторопласту. При введенні фторопласту до складу шихти осердя кількістю менше 1 % об'ємне його розширення є недостатнім, що не впливає на ступінь ущільнення компонентів шихти. Введення до складу шихти фторопласту кількістю більше 5 % не доцільно, тому що даний компонент буде впливати на хімічний склад наплавленого металу, також підвищується концентрація газоподібного фтору, що є отрутою для людського організму. Фізико-технічні характеристики пропонованого фторопласту-4 приведені в таблиці 1. 1 UA 112812 U Таблиця 1 Фізико-технічні характеристики фторопласту-4 (ГОСТ 10007-80) Показник Щільність Руйнівна напруга при розриві стандартних зразків Відносне подовження при розриві стандартних зразків Питомий об'ємний електричний опір при постійній напрузі Тангенс кута діелектричних втрат, виміряний при частоті 106 Гц Діелектрична проникність, вимірювана при частоті 1,8x107 Гц Електрична міцність при товщині зразка 0,1 ммм при постійному напрузі Теплопровідність Питома теплоємність Водопоглинання за 24 години Твердість по Брінеллю 5 10 15 20 Значення 3 від 2190 до 2210 г/м від 2,5 до 25,5 МПа не менше 30 % не менше 1x1015 Ом/м не більше 0,00025 2,0 не менше 50 кВ/ммм 0,25 Вт/м* град 1040 Дж/кг* град. 0,00 29,4-39,2 МПа Додатковий нагрів металевої оболонки з шихтою перед остаточним ущільненням дозволить додатково склеїти всі компоненти шихти, що знизить пересипання шихти в металевій оболонці у процесі транспортування, зберігання і безпосереднього використання в наплавочній установці будь-якої складності. Запропонований спосіб виготовлення порошкових електродів реалізується на стані і пояснюється кресленням, де представлена схема здійснення способу. З розмотувача 1 металева стрічка подається у профілюючі ролики 2, формують з неї профіль коробчатого січення, який з дозатора 3 засипається шихта з доданим до неї фторопластом кількістю100 г на 10 кг шихти, в якості якого застосовано фторопласт-4, см табл. 1. Потім заповнену заготівку подають до профілюючих роликів 4, до яких з розмотувача 5 подається металева стрічка для формування кришечки, що закриває верх заготівки коробчатого січення з підгинання її за розмірами. Остаточно сформована заготівка подається до роликів 6, які роблять формування повністю закритого замкового з'єднання. Порошкова стрічка надходить в ущільнюючі ролики 7, під дією яких відбувається ущільнення компонентів сердечника за рахунок прикладеного зусилля і рельєф наноситься на поверхню металевої оболонки порошкової стрічки. Готову порошкову стрічку намотують на бухту на намотуючому пристрої 8. Експериментально отримані наступні дані коефіцієнта заповнення порошкової стрічки·за участі різної кількості порошку фторопласту у складі шихти осердя і представлені в таблиці 2. Таблиця 2 Коефіцієнт заповнення порошкової стрічки в залежності від кількості доданого фторопласту-4 Основний склад шихти осердя, % Релит - 72 % Марганець металевих сіт. - 15,8 % Нікель - 11,8 % 25 30 Кількість введеного фторопласту-4, до складу шихти осердя, % 0% 1% 2% 3% 4% 50 75,53 76,5 77,4 78 Згідно з отриманими даними, дивись таблицю 2, при заявленій кількості фторопласту, досягається значне ущільнення осердя в оболонці, що не висипається навіть при відсутності частини оболонки порошкового електрода. Осердя, утворене з компонентів шихти, може бути витягнуте з оболонки порошкового електрода без пошкодження і розсипання на складові компоненти. Проведені випробування порошкових електродів показали, що в процесі плавлення відбувається рівномірне плавлення оболонки і осердя електрода. Відсутнє мимовільне нерегульоване розсипання компонентів осердя в зварювальну ванну. Розсипання компонентів осердя порошкового електрода усувається не лише шляхом його ущільнення в процесі виготовлення за рахунок пресуючих властивостей фторопласту, але і термічного розширення (лінійних і об'ємних коефіцієнтів) при нагріванні. Порошковий електрод залишається досить 2 UA 112812 U гнучким для заправки у зварювальні головки будь-якої складності. Даний спосіб ущільнення осердя застосовується для виготовлення будь-якого роду порошкових електродів (дротових, трубчастих, стрічкових). 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення порошкового електрода, що містить наповнення профільованої металевої оболонки шихтою з ущільнюючим компонентом, формування обтисненням і остаточним ущільненням, який відрізняється тим, що як ущільнюючий компонент в шихту вводять фторопласт-4 кількістю 1-4 % від маси шихти. 2. Спосіб за п. 1, який відрізняється тим, що перед остаточним ущільненням здійснюють підігрів сформованої металевої оболонки з шихтою до температури плавлення фторопласту. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 35/36
Мітки: порошкового, спосіб, виготовлення, електрода
Код посилання
<a href="https://ua.patents.su/5-112812-sposib-vigotovlennya-poroshkovogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового електрода</a>
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення
Номер патенту: 70305
Опубліковано: 11.06.2012
Автори: Чигарьов Валерій Васильович, Зареченський Деніс Олександрович
МПК: B23K 35/40
Мітки: порошкового, виготовлення, зносостійкого, наплавлення, електрода, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем, який відрізняється тим, що встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г.
Спосіб виготовлення порошкового електрода
Номер патенту: 76181
Опубліковано: 25.12.2012
Автори: Грибков Едуард Петрович, Лавришко Сергій Олександрович, Данилюк Вікторія Олександрівна
МПК: B22F 3/18
Мітки: електрода, порошкового, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового електрода, який полягає у створенні закритого профілю за допомогою профілезгинального агрегату з двох стрічок внапусток, у який подають порошкову шихту, який відрізняється тим, що перед попаданням до формуючої труби на внутрішню стрічку наносять зв'язуючу речовину за допомогою промаслювальних роликів, на зовнішній стрічці виконані отвори пробивними роликами, металеві стрічки з розмотувачів подаються в формуючу...
Спосіб виготовлення порошкового електрода
Номер патенту: 10233
Опубліковано: 15.11.2005
Автори: Чигарьов Валерій Васильович, Сєров Ігор Васильович, Гавриш Павло Анатолійович
МПК: B23K 35/40
Мітки: виготовлення, електрода, спосіб, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового електрода, у якому металеву стрічку формують у жолоб, потім заповнюють його наготовленою порошкоподібною сумішшю, який відрізняється тим, що готують суміш з терморозширеного вермикулярного графіту та шаруватого з'єднання графітотерморозширення з низькою температурою деструкції та низьким коефіцієнтом, з цієї суміші виготовляють (штампують жолоб, товщиною 1/8-1/6 діаметра металевого жолоба), та закладають його в...
Склад порошкового електрода

Номер патенту: 41190
Опубліковано: 12.05.2009
Автори: Лисак Віктор Карпович, Донченко Євген Іванович, Шевченко Олександр Валерійович
МПК: B23K 35/30
Мітки: склад, електрода, порошкового
Формула / Реферат:
Склад порошкового електрода, що містить рутиловий концентрат, сидерит, вуглець, ванадій, молібден, вольфрам, феротитан, який відрізняється тим, що додатково містить фтористий магній, гранулят ґрунтової емалі, лігатуру Ca-Mn-Si-Al-Fe, хромобор при наступному співвідношенні компонентів складу шихти, мас. %: рутиловий концентрат 5-8 сидерит 3-5 фтористий магній...
Спосіб виготовлення порошкового дроту
Номер патенту: 102252
Опубліковано: 26.10.2015
Автори: Жаріков Сергій Володимирович, Гринь Олександр Григорович, Рубан Віталій Олегович
МПК: B23K 35/40, B23K 35/02
Мітки: спосіб, дроту, виготовлення, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає у формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що після заповнення жолобчатого профілю оболонки шихтою виконується ущільнення цієї шихти прокатуванням, покриття її шаром гідрофобізатора і замикання оболонки.
Попередній патент: Спосіб медико-психологічного супроводу жінок, які страждають на дифузну алопецію
Наступний патент: Спосіб отримання тезіографічного портрета біорідини
Випадковий патент: Структурно-вантове склепіння