Спосіб виготовлення порошкового електрода
Номер патенту: 76181
Опубліковано: 25.12.2012
Автори: Данилюк Вікторія Олександрівна, Лавришко Сергій Олександрович, Грибков Едуард Петрович

Формула / Реферат
Спосіб виготовлення порошкового електрода, який полягає у створенні закритого профілю за допомогою профілезгинального агрегату з двох стрічок внапусток, у який подають порошкову шихту, який відрізняється тим, що перед попаданням до формуючої труби на внутрішню стрічку наносять зв'язуючу речовину за допомогою промаслювальних роликів, на зовнішній стрічці виконані отвори пробивними роликами, металеві стрічки з розмотувачів подаються в формуючу трубу, де формування відбувається внапусток, між розмотувачами знаходиться бунт армованого елемента, з якого подається армований елемент та задається в трубу разом із стрічками, в отвір у верхній частині труби з дозатора подають порошкові матеріали, при виході з труби оболонку з сердечником подають до прокатної кліті, у якій відбувається плющення порошкового дроту.
Текст
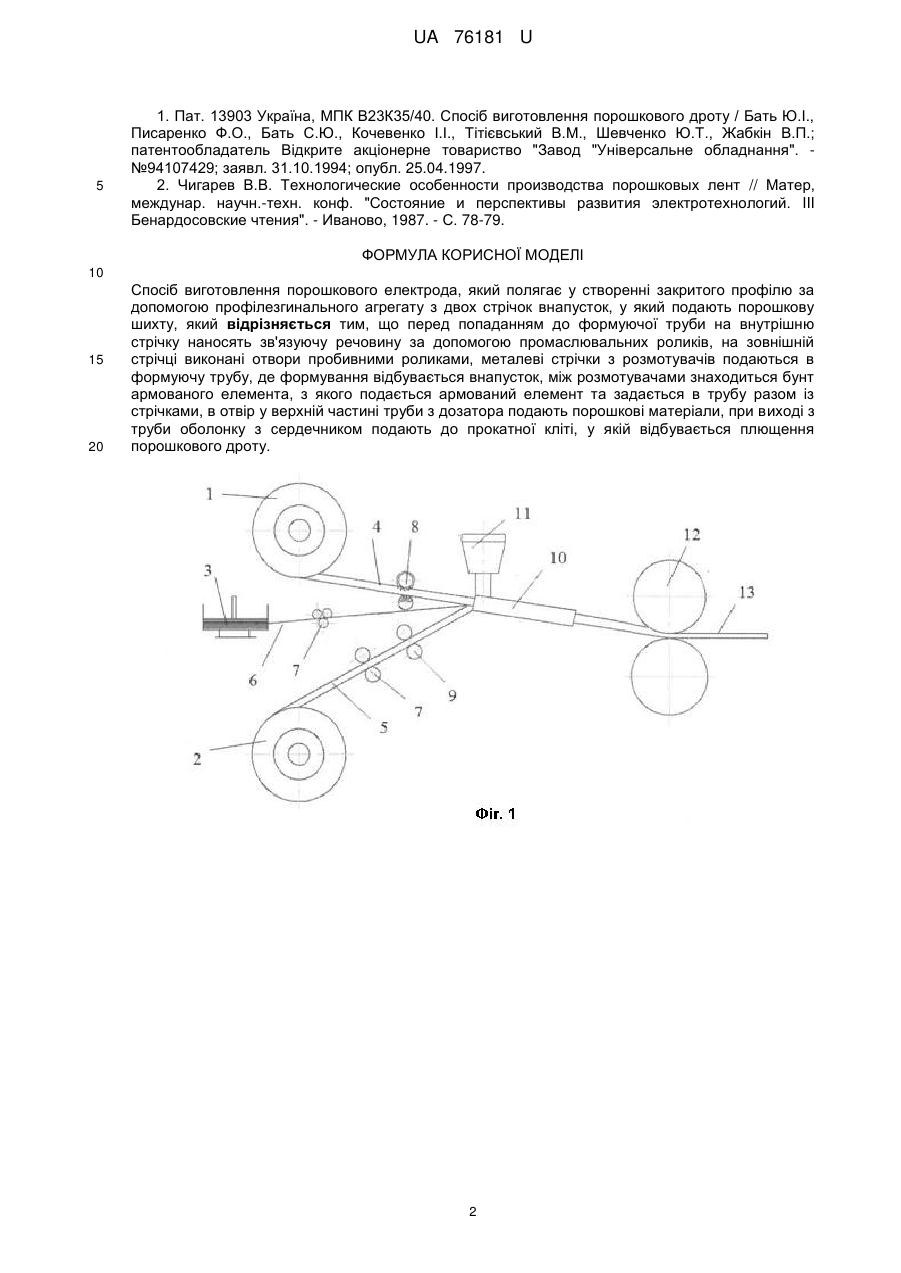
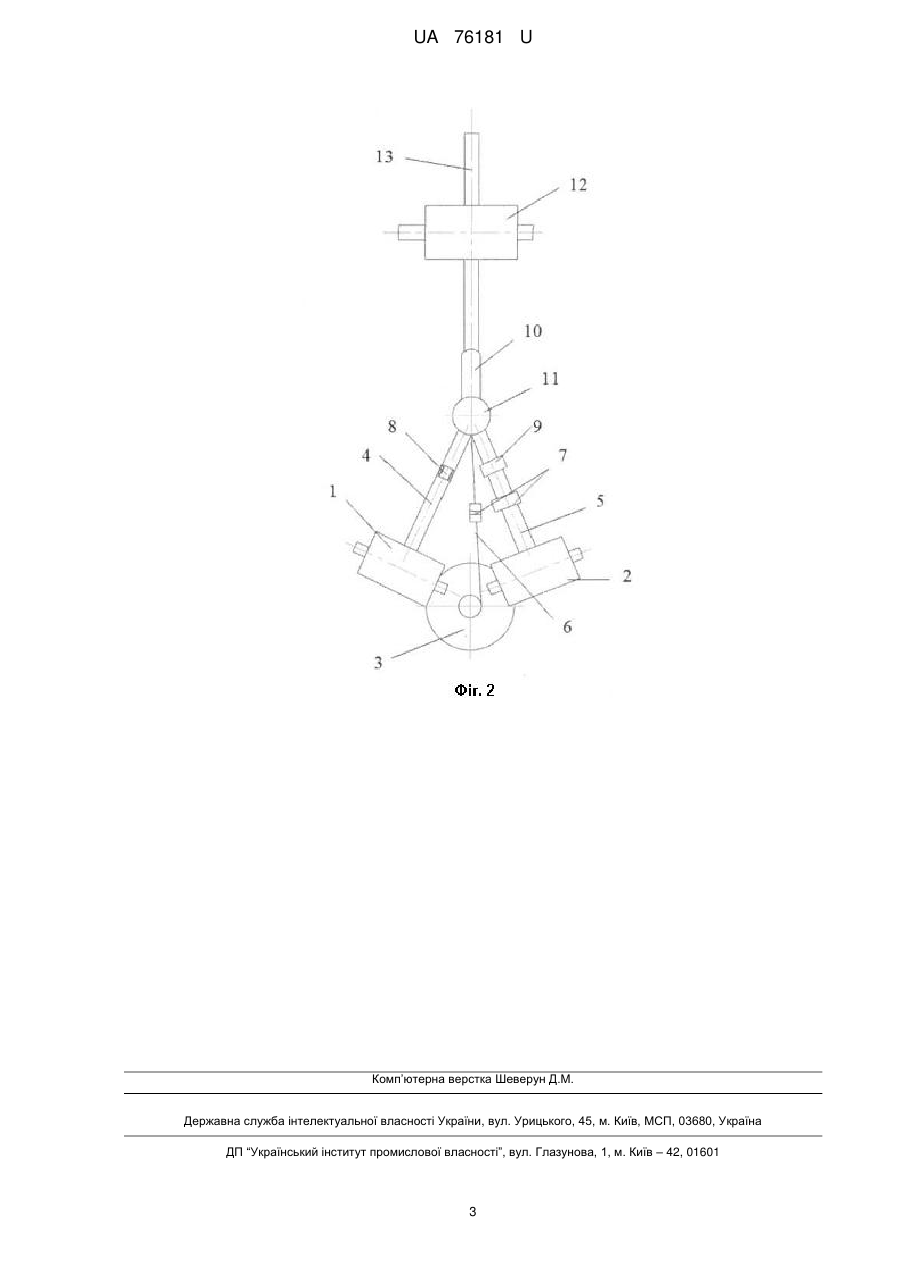
Реферат: UA 76181 U UA 76181 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до порошкової металургії та може бути використана для виготовлення порошкового електрода. Відомий спосіб виготовлення порошкового електрода методом прокатки, який полягає в формуванні з металевої стрічки жолобчатого профілю з рівновеликою в поперечному перерізі висотою стінок профілю, заповнення цього профілю порошкоподібним матеріалом, замикання профілю з подальшим обтиском його до отримання порошкового дроту круглого перерізу заданого типорозміру [1]. Найближчим аналогом корисної моделі є спосіб виготовлення електродної стрічки шляхом створення закритого профілю з двох стрічок з порошковим сердечником, що включає в себе профілезгинальний агрегат, обладнаний дозатором із порошковим матеріалом і двома розмотувачами [2]. Недоліками цього способу є те, що при виготовленні порошкових електродів неможливо досягти надійного ущільнення складових сердечника, що в свою чергу при транспортуванні та при відрізанні приводить до просипання порошкової шихти. Також при виготовленні такого електрода має місце присутність великої кількості формуючих клітей у профілезгинальному агрегаті для формування оболонки, також можна відзначити трудомісткість подавання порошкової шихти в оболонку, тобто складність виготовлення електрода, зокрема засипки порошкового матеріалу в профіль. Загальними суттєвими ознаками відомих способів є виготовлення електрода за допомогою профілезгинального агрегату з двох стрічок внапусток, що створює закритий профіль, у який подається порошкова шихта. В основу корисної моделі поставлено задачу підвищення продуктивності, зменшення кількості необхідного обладнання, утворення стрічкового електрода, а також поліпшення умов його транспортування та використання. Поставлена задача вирішується за рахунок того, що металеві стрічки з розмотувачів подаються в формуючу трубу, де формування відбувається внапусток, а перед попаданням до формуючої труби на внутрішню стрічку наноситься зв'язуюча речовина за допомогою промаслюючих роликів, на зовнішній стрічці виконані отвори пробивними роликами, також під розмотувачем знаходиться бунт армованого елемента, з якого подається армований елемент та задається в трубу разом із стрічками, в отвір у верхній частині труби з дозатора подаються порошкові матеріали, при виході з труби оболонка з сердечником подається до прокатної кліті, у якій відбувається плющення порошковогодроту. Суть запропонованого способу пояснюється кресленнями: фіг. 1 - загальний вид технологічної схеми виготовлення порошкового електрода, фіг. 2 - спосіб виготовлення порошкового електрода (вид зверху). Приклад реалізації. Металеві стрічки 4 та 5 з розмотувачів 1 та 2 подаються в формуючу трубу 10 з внутрішнім діаметром D, розташовану під кутом , який більше за кут природного укосу, в вертикальній площинні та під кутом α=D/b для формування оболонки, де b - відстань між отворами на зовнішній стрічці 4, які виконані пробивними роликами 8, встановлених після розмотувача 1. Зовнішня стрічка 5 проходить між тягнучими роликами 7, а потім, щоб отримати зчеплення порошкового матеріалу зі стрічкою більш міцним, перед попаданням до формуючої труби 10 на внутрішню стрічку 5 наноситься зв'язуюча речовина (наприклад, натрієвокалієве рідке скло з 3 модулем 2,8, щільністю 1,42…1,44 г/см та в'язкістю 400…800 МПа) за допомогою промаслюючих роликів 9. Також під розмотувачем 1 знаходиться бунт армованого елемента 3, з якого подається армований елемент 6, що задається в трубу разом із стрічками 4 та 5. Армований елемент в подальшому забезпечує захист від просипання сипучого сердечника при транспортуванні та відрізання на частини порошкового електрода. В отвір у верхній частині труби з дозатора 11 подаються порошкові матеріали. Формування в трубі відбувається внапусток, що дозволяє зробити електрод більш міцним та цільним. При виході з труби 10 оболонка з сердечником подається до прокатної кліті 12. У робочій кліті відбувається плющення порошкового електрода 13 та набуття його необхідних геометричних розмірів та необхідної щільності сердечника. Застосування пропонованого способу виготовлення порошкового електрода дозволяє зменшити експлуатаційні витрати при виготовленні та кількості необхідного обладнання, яке використовується при його формуванні. Також за рахунок нанесення на стрічку зв'язуючої речовини та введення армуючих елементів підвищується міцність зчеплення часток порошкового сердечника. Джерела інформації: 1 UA 76181 U 5 1. Пат. 13903 Україна, МПК В23К35/40. Спосіб виготовлення порошкового дроту / Бать Ю.І., Писаренко Ф.О., Бать С.Ю., Кочевенко І.І., Тітієвський В.М., Шевченко Ю.Т., Жабкін В.П.; патентообладатель Відкрите акціонерне товариство "Завод "Універсальне обладнання". №94107429; заявл. 31.10.1994; опубл. 25.04.1997. 2. Чигарев В.В. Технологические особенности производства порошковых лент // Матер, междунар. научн.-техн. конф. "Состояние и перспективы развития электротехнологий. III Бенардосовские чтения". - Иваново, 1987. - С. 78-79. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 Спосіб виготовлення порошкового електрода, який полягає у створенні закритого профілю за допомогою профілезгинального агрегату з двох стрічок внапусток, у який подають порошкову шихту, який відрізняється тим, що перед попаданням до формуючої труби на внутрішню стрічку наносять зв'язуючу речовину за допомогою промаслювальних роликів, на зовнішній стрічці виконані отвори пробивними роликами, металеві стрічки з розмотувачів подаються в формуючу трубу, де формування відбувається внапусток, між розмотувачами знаходиться бунт армованого елемента, з якого подається армований елемент та задається в трубу разом із стрічками, в отвір у верхній частині труби з дозатора подають порошкові матеріали, при виході з труби оболонку з сердечником подають до прокатної кліті, у якій відбувається плющення порошкового дроту. 2 UA 76181 U Комп’ютерна верстка Шеверун Д.М. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing flux cored electrode
Автори англійськоюHrybkov Eduard Petrovych, Danyliuk Viktoria Oleksandrivna, Lavryshko Serhii Oleksandrovych
Назва патенту російськоюСпособ изготовления порошкового электрода
Автори російськоюГрибков Эдуард Петрович, Данилюк Виктория Александровна, Лавришко Сергей Александрович
МПК / Мітки
МПК: B22F 3/18
Мітки: виготовлення, спосіб, порошкового, електрода
Код посилання
<a href="https://ua.patents.su/5-76181-sposib-vigotovlennya-poroshkovogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового електрода</a>
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення
Номер патенту: 70305
Опубліковано: 11.06.2012
Автори: Чигарьов Валерій Васильович, Зареченський Деніс Олександрович
МПК: B23K 35/40
Мітки: порошкового, зносостійкого, електрода, виготовлення, наплавлення, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем, який відрізняється тим, що встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г.
Пристрій для виготовлення порошкового електрода
Номер патенту: 35049
Опубліковано: 26.08.2008
Автори: Касова Олена Валеріївна, Дворжак Артем Іванович, Грибков Едуард Петрович, Іванов Олександр Олександрович
МПК: B22F 3/00
Мітки: виготовлення, пристрій, електрода, порошкового
Формула / Реферат:
Пристрій для виготовлення порошкового електрода, що включає робочу кліть і розмотувач, який відрізняється тим, що проміж робочою кліттю та розмотувачем встановлена формуюча труба під кутом, більшим за кут самогальмування, в вертикальній площині та під кутом α=πD/b в горизонтальній площині, з отвором у верхній частині, через який з'єднується з бункером, в якому знаходяться металеві порошкові матеріали.
Спосіб виготовлення порошкового електрода
Номер патенту: 10233
Опубліковано: 15.11.2005
Автори: Гавриш Павло Анатолійович, Чигарьов Валерій Васильович, Сєров Ігор Васильович
МПК: B23K 35/40
Мітки: порошкового, виготовлення, електрода, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового електрода, у якому металеву стрічку формують у жолоб, потім заповнюють його наготовленою порошкоподібною сумішшю, який відрізняється тим, що готують суміш з терморозширеного вермикулярного графіту та шаруватого з'єднання графітотерморозширення з низькою температурою деструкції та низьким коефіцієнтом, з цієї суміші виготовляють (штампують жолоб, товщиною 1/8-1/6 діаметра металевого жолоба), та закладають його в...
Склад порошкового електрода

Номер патенту: 60984
Опубліковано: 11.07.2011
Автори: Чигарьов Валерій Васильович, Бережна Олена Валеріївна
МПК: B23K 35/30
Мітки: порошкового, склад, електрода
Формула / Реферат:
Склад порошкового електрода, який вміщує сталеву оболонку, нікель та борний ангідрид, який відрізняється тим, що склад додатково містить карбіди вольфраму, мідь та марганець при наступному співвідношенні компонентів складу шихти, мас. %: карбіди вольфраму 45...65 мідь 13,8...25,8 нікель 4,6...8,6 марганець ...
Склад порошкового електрода

Номер патенту: 54295
Опубліковано: 10.11.2010
Автори: Пресняков Віктор Анатолійович, Лисак Віталій Карпович, Бережна Олена Валеріївна
МПК: B23K 35/30
Мітки: порошкового, склад, електрода
Формула / Реферат:
Склад порошкового електрода, який вміщує ферохром, залізо, нікель, кобальт та борний ангідрид, який відрізняється тим, що склад додатково містить шаруваті з'єднання графіту при наступному співвідношенні компонентів складу шихти, мас. %: ферохром 50...60 залізо 10...12 нікель 19...24 кобальт 10...12 ...
Попередній патент: Кульовий електромагнітний клапан
Наступний патент: Броньований причіп
Випадковий патент: Спосіб прогнозування перебігу гострого інфаркту міокарда