Спосіб розділення прокату
Номер патенту: 116199
Опубліковано: 10.05.2017
Формула / Реферат
Спосіб розділення прокату, який полягає в нанесенні концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки в радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки, який відрізняється тим, що нанесення концентратора напружень та згин заготівки здійснюється за один робочий хід машини, при цьому енергія пружної деформації станини і привода машини використовується для виконання корисної роботи - нанесення концентратора напружень в площині розділення заготівки.
Текст
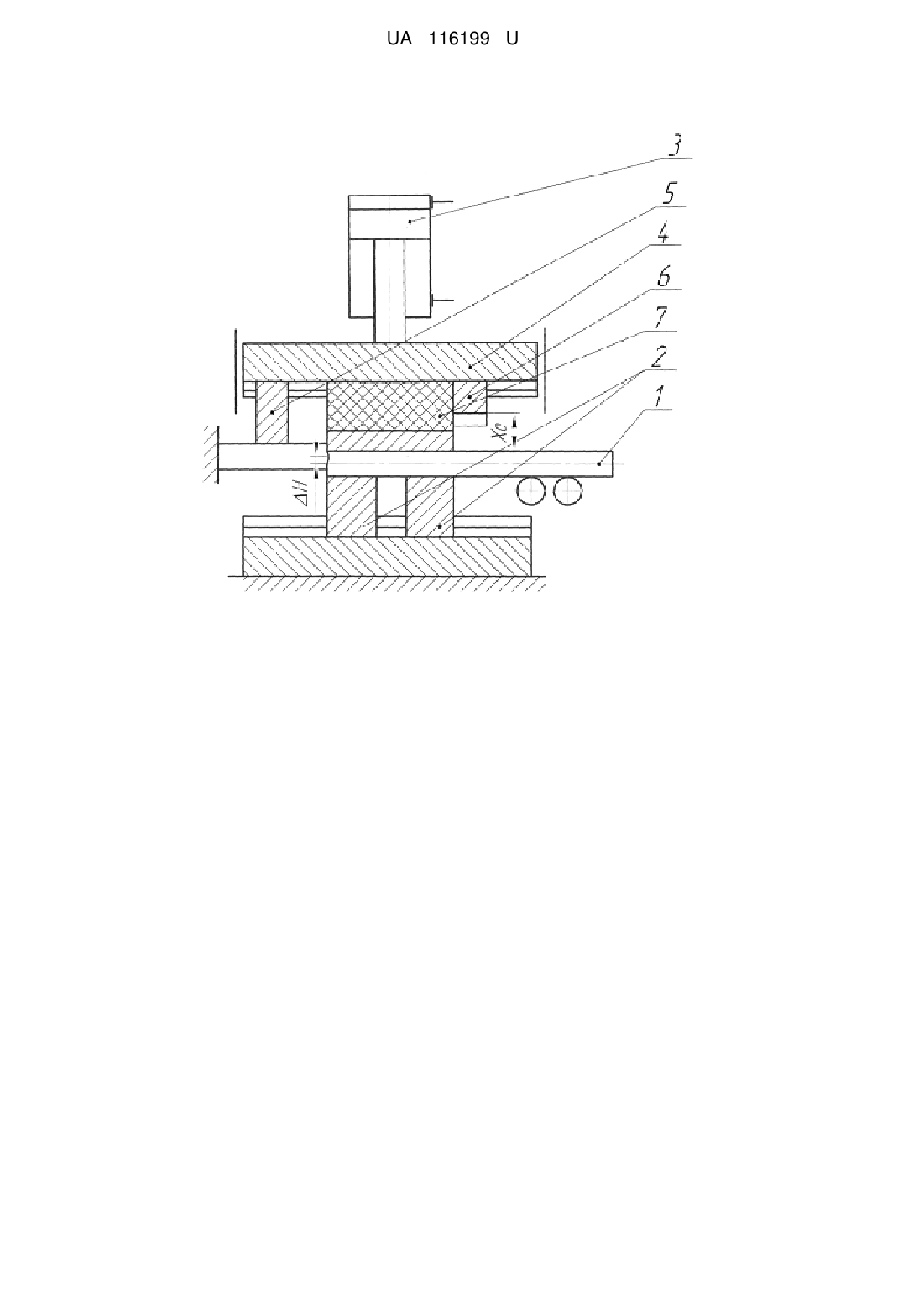
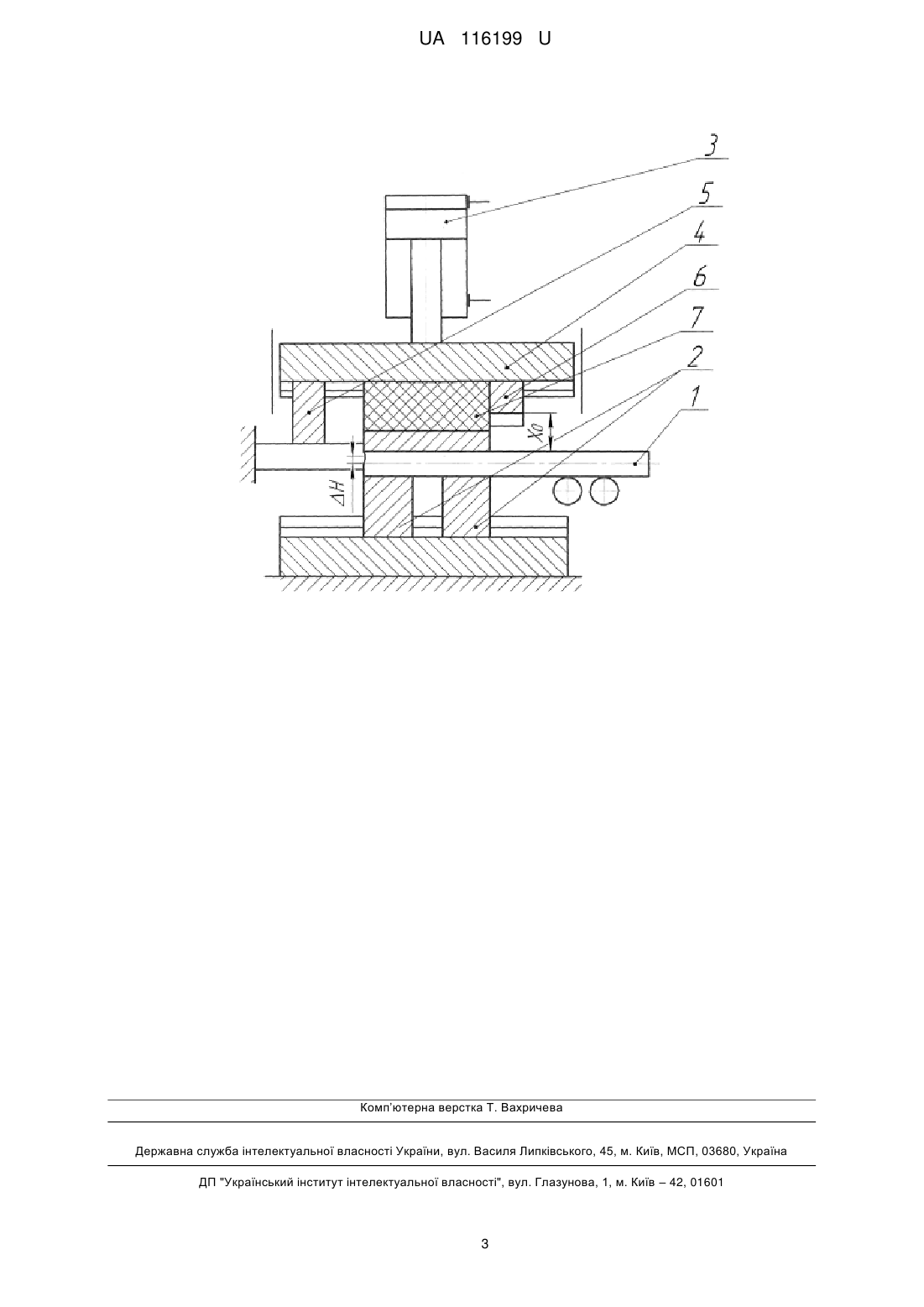
Реферат: Спосіб розділення прокату полягає в нанесенні концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки в радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки. Нанесення концентратора напружень та згин заготівки здійснюється за один робочий хід машини. Енергія пружної деформації станини і привода машини використовується для виконання корисної роботи - нанесення концентратора напружень в площині розділення заготівки. UA 116199 U (54) СПОСІБ РОЗДІЛЕННЯ ПРОКАТУ UA 116199 U UA 116199 U 5 10 15 20 25 30 35 40 45 50 55 Спосіб розділення прокату належить до галузі техніки, а саме до технології і обладнання заготівельного машинобудівного виробництва і може знайти застосування для виготовлення заготівок із сортового прокату для різних галузей промисловості. Відомий спосіб ломки прокату за схемою "консольної ломки", який полягає у нанесенні на сортовий прокат концентратора напружень і прикладенні консольного навантаження в площині надрізу до моменту ломки та відділення заготовки [Финкель В.М. Холодная ломка проката / В.М. Финкель, Ю.И. Головин, Г.Б. Родюков. - Μ.: Металлургия, 1982. - 192 с]. Найбільш близьким за технічною сутністю до технічного рішення, що заявляється, є спосіб розділення сортового прокату на заготівки, який здійснюється у два етапи. На першому етапі на прокат в площині розділення наносять концентратор напружень за рахунок зсуву заготівки у радіальному напрямі відносно прокату, а на другому етапі здійснюють згин заготівки зусиллям, яке прикладається за схемою "консольної ломки" до моменту відділення заготовки [А.с. 1159731 Α СССР, МКИ В23D 23/00. Способ разделения сортового проката на заготовки / В.А. Тимошенко, А.И. Эрлих, В.В. Ермилов, В.П. Томашенко (СССР). - № 3590428/25-27; заявлено 13.05.83; опубл. 07.06.85, Бюл. № 21]. Загальними суттєвими ознаками відомого способу й того, що заявляється є нанесення концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки у радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки. Недоліком цього способу є низька продуктивність процесу поділу в результаті диференціації операцій нанесення концентратору напружень та ломки прокату згином. При цьому головною проблемою обладнання для реалізації цього способу, наприклад гідравлічного преса, є різке скидання зусилля в момент руйнування прокату. Якщо накопичену енергію, в результаті пружного деформування металевих частин конструкції і рідини, розміщеної в робочому циліндрі, вивільнити за малий проміжок часу - рівноважний стан мас порушується. В результаті силова рама преса починає переміщатися, імпульсно розтягуючи анкерні болти. При цьому можливе руйнування фундаменту і присаджування преса. Це явище є причиною ненадійної роботи обладнання тому, що елементи конструкції: перемикачі, розподільники, електромагніти і т. д. динамічно розвантажуються. Різке скидання сили може привести до руйнування станини преса і виведення з ладу фундаменту. Розглянуті явища супроводжуються виникненням в гідросистемі машини гідравлічного удару, пов'язаного з кавітацією. В результаті цих явищ потужність пресового обладнання використовується тільки частково, так як прес вибирають за номінальним зусиллям значно більшим ніж потрібне технологічне зусилля. В основу корисної моделі поставлено задачу вдосконалення відомого способу розділення прокату для підвищення продуктивності процесу розділення, коефіцієнта корисної дії обладнання та якості заготівок, що розділяються. Поставлена задача вирішується за рахунок нанесення концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки у радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки, нанесення концентратора напружень та згин заготівки здійснюється за один робочий хід машини, при цьому енергія пружної деформації станини і привода машини використовується для виконання корисної роботи - нанесення концентратора напружень в площині розділення заготівки. Сутність запропонованих рішень полягає в тому, що енергія пружної деформації станини і привода обладнання, яка накопичується і миттєво вивільнюється в обладнанні для реалізації розділових операцій, використовується для здійснення корисної роботи - нанесення концентратора напружень. Запропонований спосіб розділення дозволяє підвищити продуктивність процесу розділення сортового прокату на мірні заготовки тому, що нанесення концентратора напружень і остаточне розділення здійснюється за один робочий хід машини. При цьому обладнання статичної дії при нанесенні концентратора напружень працює в ударному режимі, що підвищує якість заготовок. При нанесенні концентратора напружень в площині розділення виникають та розвиваються субмікро- і мікротріщини, які накопичуються, що зумовлює напрямок майбутньої макротріщини. При цьому в обсязі металу, що примикає до площини руйнування, при відрізку зрушенням розвивається зміцнення, що супроводжується зміною механічних характеристик макро- і мікроструктури металу. Підвищується тимчасовий опір, межа текучості, твердість, знижуються характеристики пластичності. Зароджується макротріщина на лінії, що з'єднує западини надрізів, які виникають при зсуві заготовки відносно прокату. Макротріщина може мати гранично великі розміри, що відповідає оптимальним вимогам, які висуваються до процесу холодної ломки згином. При цьому вздовж всієї траси руху наведеної тріщини створюються додаткові 1 UA 116199 U 5 10 15 20 напруження стиску, які орієнтовані уздовж необхідного напрямку розкрою, що забезпечує стабілізацію траєкторії тріщини. Спосіб розділення сортового прокату реалізується за допомогою пристрою, сутність якого пояснюється кресленням, на якому зображена конструктивна схема пристрою для реалізації способу розділення прокату. Спосіб реалізується таким чином. Прокат 1 з попередньо нанесеним концентратором напружень розміщується на опорах 2 і подається до упору. Під дією сили з боку робочого гідроциліндра 3 рухома траверса 4, на якій закріплено ломатель 5 і ніж 6, рухається вниз, здійснюючи затиск, за допомогою пружного елемента 7, і холодну ломку прокату 1 в площині попередньо нанесеного концентратора напружень. У момент руйнування прокату в площині концентратору напружень відбувається різке скидання сили розділення. Система "гідравлічний циліндр 3 - рухома траверса 4 ломатель 5 - ніж 6" стає динамічно неврівноваженою. Тому рухома траверса 4 разом з ножем 6 розганяється на ході х0 і наносить на прокат концентратор напружень за рахунок радіального зсуву частини прокату відносно осі заготовки на величину ΔН. При цьому енергія, накопичена в пристрої за рахунок пружної деформації станини і приводу, витрачається на здійснення корисної роботи - нанесення концентратора напружень. Таким чином, в одному циклі роботи установки поєднуються дві операції: холодна ломка згином і нанесення концентратора напружень в площині поділу наступної заготовки. Установка статичного дії працює в динамічному режимі, що забезпечує підвищену швидкість нанесення концентратора напружень і високу якість отриманих заготовок. Цикл роботи пристрою поновлюється. Застосування пропонованого способу дозволяє підвищити продуктивність процесу розділення сортового прокату на мірні заготовки, коефіцієнту корисної дії обладнання та якість отриманих заготівок. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб розділення прокату, який полягає в нанесенні концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки в радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки, який відрізняється тим, що нанесення концентратора напружень та згин заготівки здійснюється за один робочий хід машини, при цьому енергія пружної деформації станини і привода машини використовується для виконання корисної роботи - нанесення концентратора напружень в площині розділення заготівки. 2 UA 116199 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 23/00, B21B 1/02
Мітки: розділення, спосіб, прокату
Код посилання
<a href="https://ua.patents.su/5-116199-sposib-rozdilennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розділення прокату</a>
Пристрій для ломки прокату згином
Номер патенту: 112669
Опубліковано: 26.12.2016
Автори: Карнаух Дарина Сергіївна, Карнаух Сергій Григорович
МПК: B23D 31/00, B23D 23/00
Мітки: згином, пристрій, прокату, ломки
Формула / Реферат:
Пристрій для ломки прокату згином, який містить станину, ломатель, опору, механізм затиску прокату, який відрізняється тим, що ломатель виконано у формі циліндра з отвором для розміщення прокату і встановлено з можливістю обертального руху відносно осі, яка зміщена від осі прокату на величину ексцентриситету е, при цьому привід ломателя виконано у вигляді клиношарнірного механізму, що складається із клину, шарніра, який встановлено з...
Спосіб розділення сортового прокату на заготовки
Номер патенту: 32102
Опубліковано: 12.05.2008
Автори: Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Косенко Максим Вікторович
МПК: B21K 21/00
Мітки: сортового, розділення, заготовки, прокату, спосіб
Формула / Реферат:
Спосіб розділення сортового прокату на заготовки шляхом зсуву заготовки відносно прутка, який відрізняється тим, що поділ прутка здійснюється після радіального видавлювання металу прутка з однобічною подачею в кругову порожнину та осадження заготовки.
Установка для ломки сортового прокату (труб)
Номер патенту: 106828
Опубліковано: 10.05.2016
Автори: Карнаух Сергій Григорович, Карнаух Дарина Сергіївна, Чоста Наталія Вікторівна
МПК: B23D 27/00
Мітки: установка, сортового, прокату, ломки, труб
Формула / Реферат:
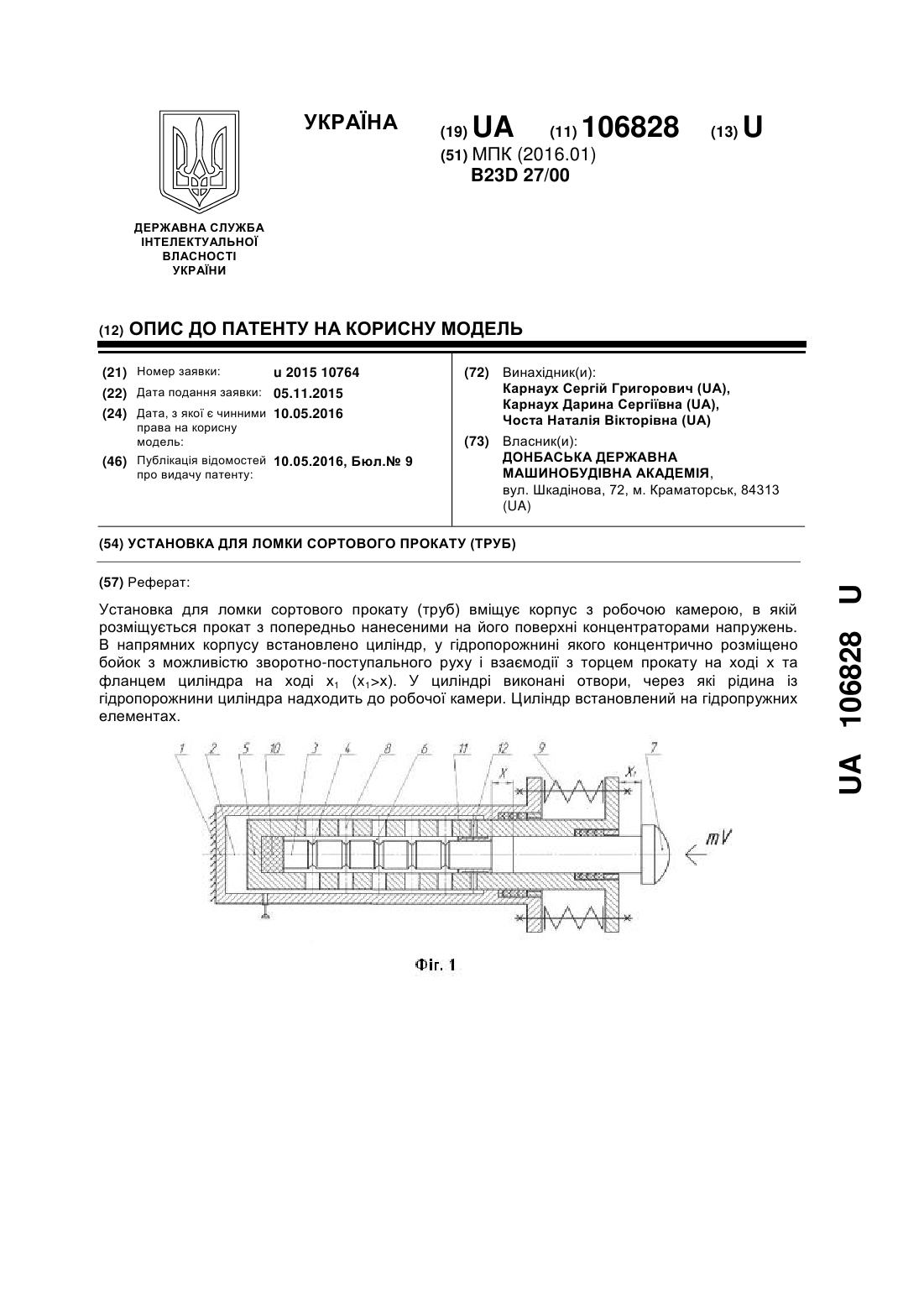
Установка для ломки сортового прокату (труб), що вміщує корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень, яка відрізняється тим, що в напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході х1 (x1)x), при цьому у циліндрі виконані...
Спосіб виготовлення обладнання для виробництва титанового прокату
Номер патенту: 26377
Опубліковано: 10.09.2007
Автор: Пономаренко Андрій Валентинович
МПК: B21B 1/46
Мітки: титанового, виробництва, виготовлення, прокату, спосіб, обладнання
Формула / Реферат:
Спосіб виготовлення обладнання для виробництва титанового прокату, що включає формування агрегату для виробництва титанового прокату з роторно-ливарної машини з дозувальним пристроєм, ножиців для різки, прокатного стану зі станиною та валками, штабелера, моталки та листоштампувального автомата, який відрізняється тим, що встановлюють дозувальний пристрій роторно-ливарної машини з змінною ділянкою безперервного розливання сировини по ширині в...
Спосіб визначення тріщиностійкості листового прокату
Номер патенту: 13208
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: прокату, спосіб, тріщиностійкості, листового, визначення
Формула / Реферат:
Спосіб визначення тріщиностійкості листового прокату, що включає заготовку зразків з випробувального листового прокату, який відрізняється тим, що для визначення зусилля старту тріщини використовують призматичні зразки прямокутного перерізу, вирізані із поперечного і радіального перерізів листового прокату, у зразках виконують надрізи різної глибини і визначають значення тріщиностійкості по всьому перерізу в горизонтальній і вертикальних...
Попередній патент: Контейнер для об’єктів біологічного походження
Наступний патент: Спосіб ламання прокату (труб)
Випадковий патент: Лікувальне ліжко в піраміді