Спосіб ламання прокату (труб)
Номер патенту: 116200
Опубліковано: 10.05.2017
Формула / Реферат
Спосіб ламання прокату (труб), який полягає у нанесенні концентраторів напружень на прокат і подальше розділення заготівки згинальним моментом, який відрізняється тим, що нейтральну лінію згину перерізу прокату зміщують від осі прокату за рахунок переміщення осі прикладення сили згину відносно осі прокату на величину ексцентриситету "e".
Текст
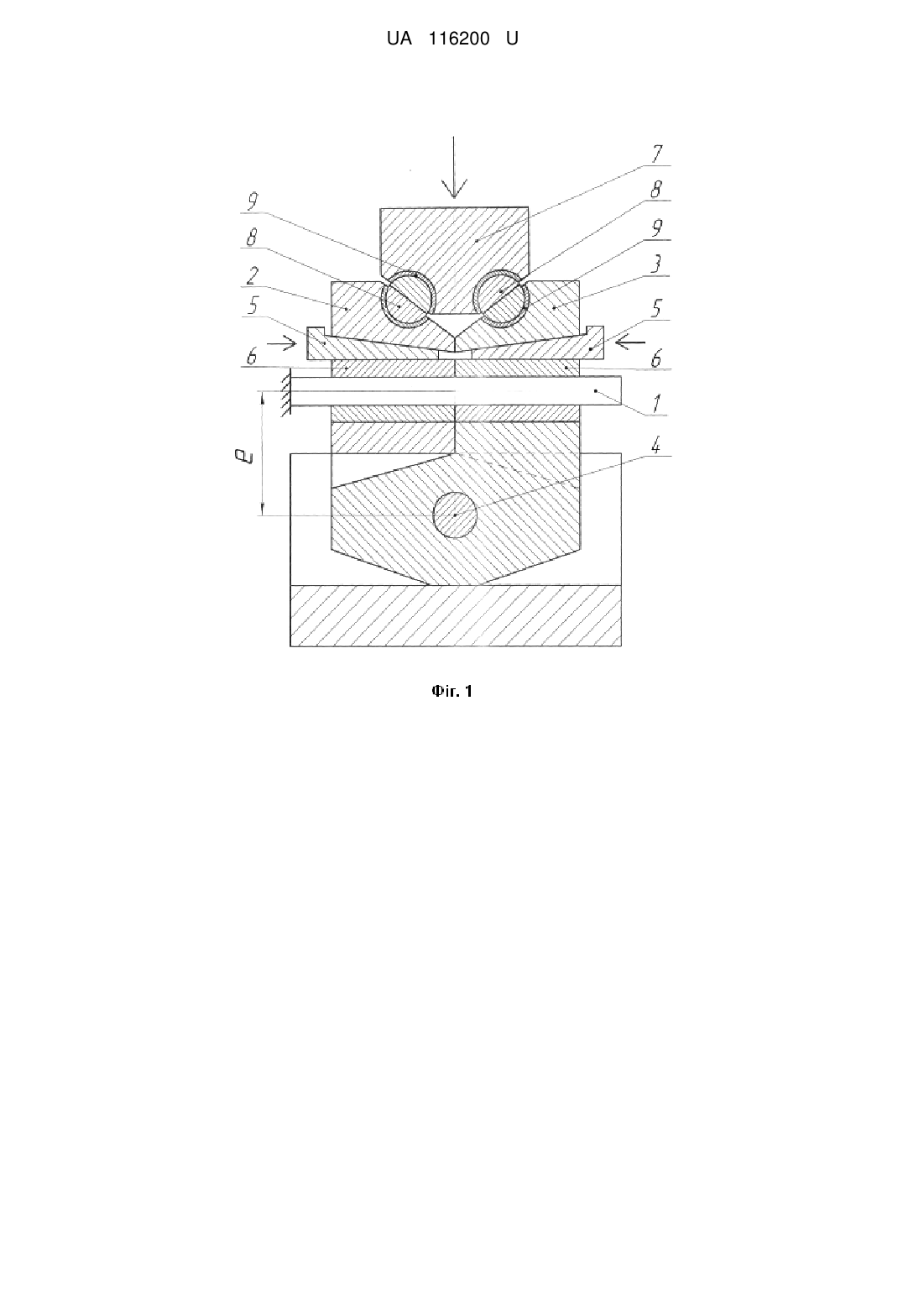
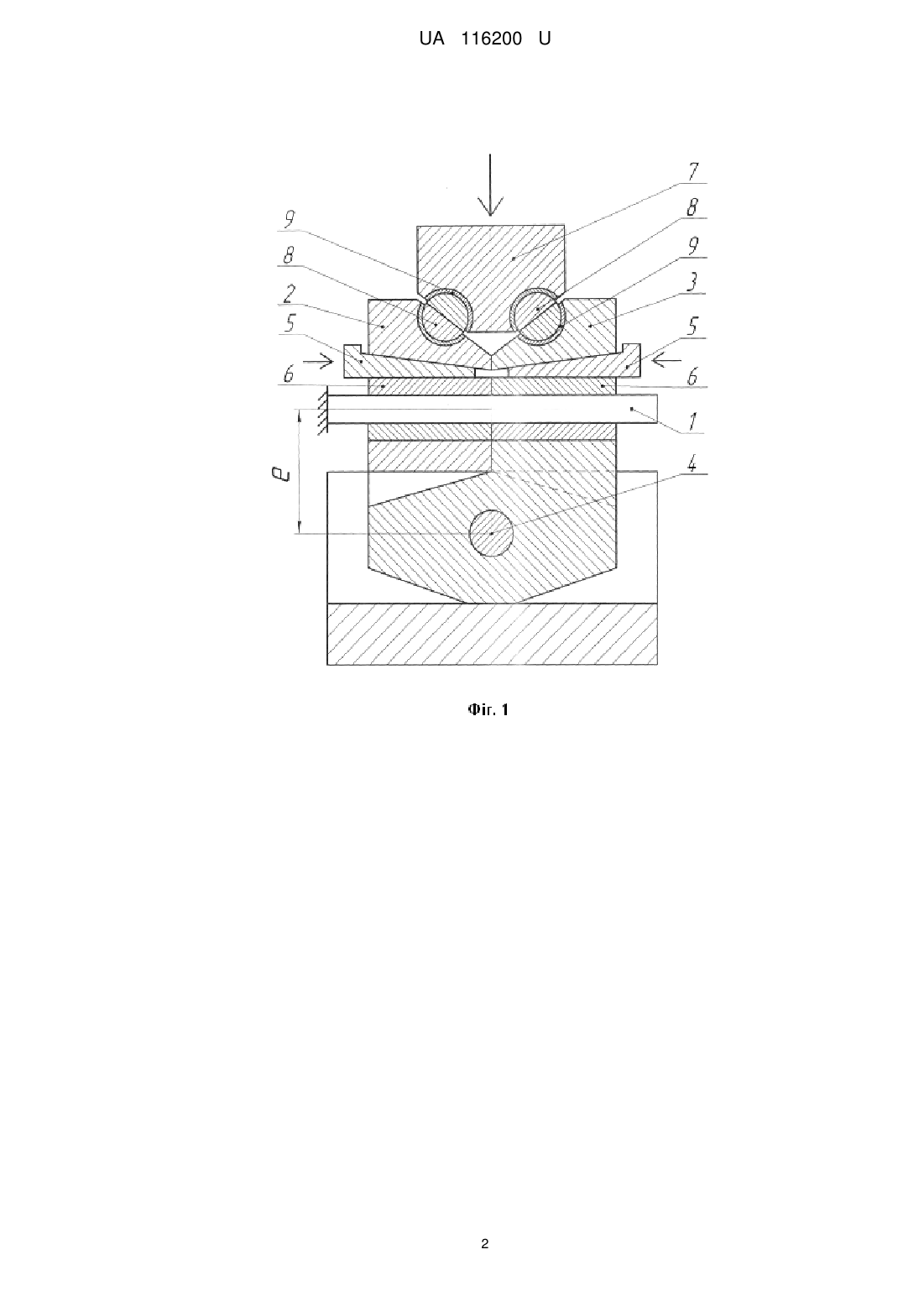
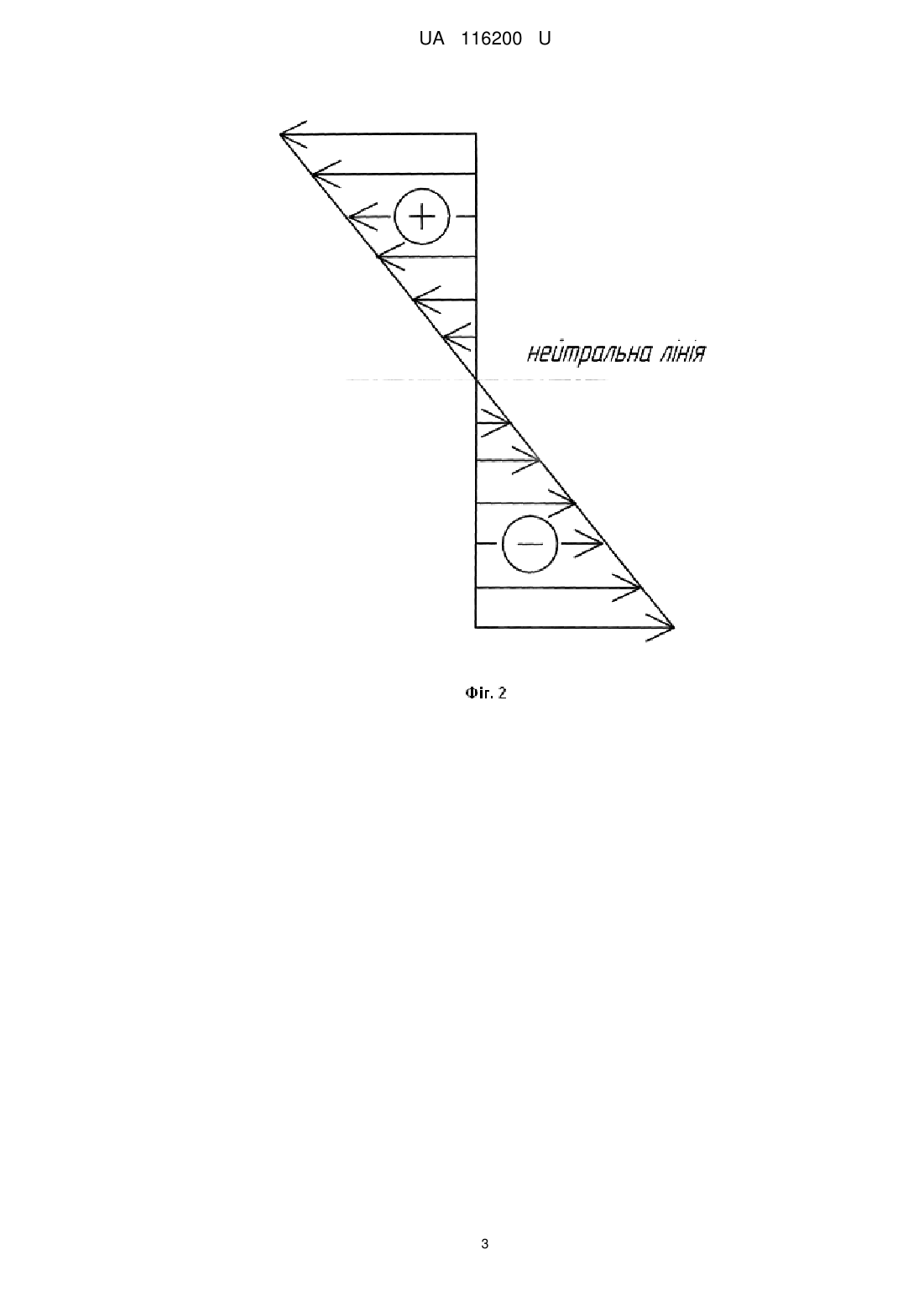
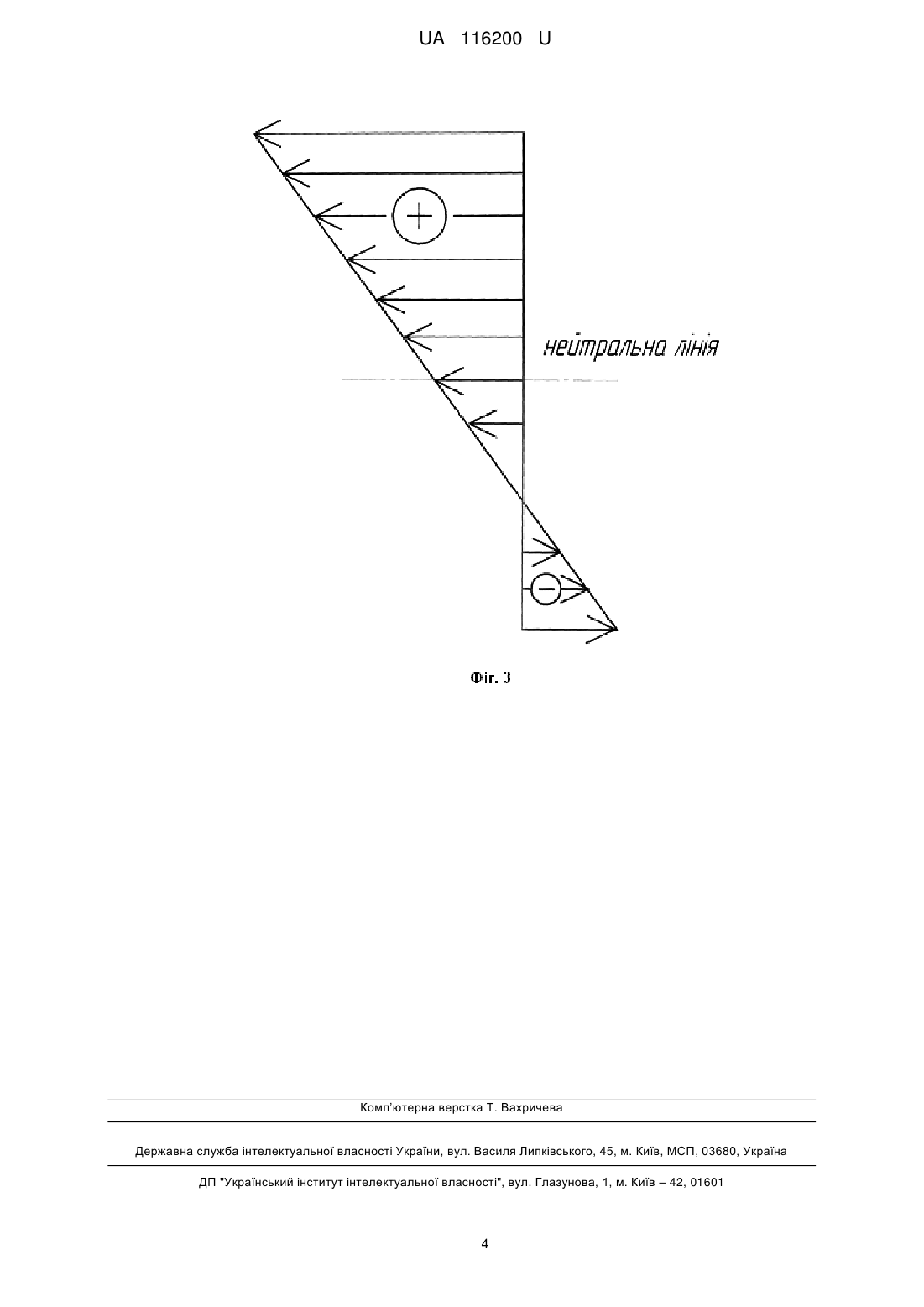
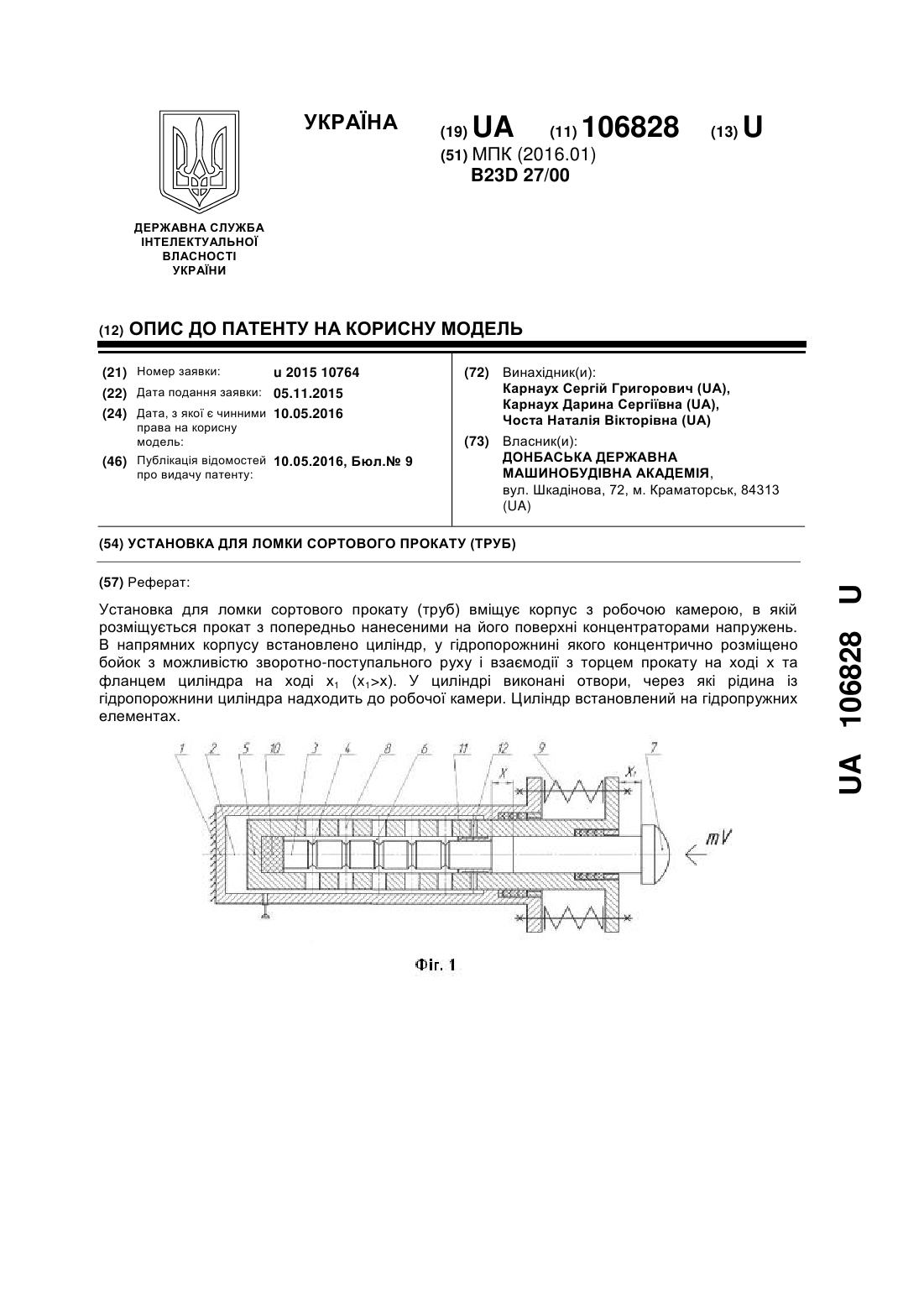
Реферат: UA 116200 U UA 116200 U 5 10 15 20 25 30 35 40 45 50 Спосіб ламання прокату (труб) належить до галузі техніки, а саме до технології і обладнання заготівельного машинобудівного виробництва, і може знайти застосування для виготовлення заготівок із сортового прокату (труб) для різних галузей промисловості. Відомий спосіб ламання прокату за схемою "консольної ломки", який полягає у нанесенні на сортовий прокат концентратора напружень і прикладенні консольного навантаження в площині надрізу до моменту ломки та відділення заготівки [Финкель В.М. Холодная ломка проката / В.Μ. Финкель, Ю.И. Головин, Г.Б. Родюков. - Μ.: Металлургия, 1982. - 192 с.]. Найбільш близьким за технічною суттю до технічного рішення, що заявляється, є спосіб ламання прокату, який полягає у нанесенні на сортовий прокат концентратора напружень і прикладенні згинального моменту, у площині концентратора напружень за схемою "триточкового ламання " до моменту ламання та відділення заготівки [Взаимосвязь соотношений длин разделяемых частей проката с качеством поверхностей / Ε.Η. Высоцкий // Физика и техника высоких давлений. - 2005. - № 10, том 15. - С. 59-64]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є нанесення концентраторів напружень на прокат і подальше розділення заготівки згинальним моментом. Недоліком цього способу є невисока якість отриманих заготівок. Аналіз картини розподілу напружень стиску під зосередженою силою показує, що лінії рівного значення відносно площини симетрії утворюють своєрідний кутовий коридор, в який як в пастку і потрапляє тріщина. Тоді подальше її просування визначається картиною поля напружень стиску під зосередженою силою і умовами їх релаксації в часі. При великих швидкостях тріщина може огинати поле напружень стиску, розгалужуючись при цьому в двох напрямках, що і визначає високий відсоток браку при ламанні прокату на заготовки мірної довжини. В основу корисної моделі поставлено задачу вдосконалення відомого способу ламання прокату для стабілізації траєкторії тріщини і підвищення якості отриманих заготівок. Поставлена задача вирішується за рахунок того, що нейтральну лінію згину перерізу прокату зміщують від осі прокату за рахунок переміщення осі прикладення сили згину відносно осі прокату на величину ексцентриситету "е". Суть пропонованого рішення пояснюється кресленнями, на яких зображено: - фіг. 1 - конструктивна схема пристрою для ламання прокату (труб); - фіг. 2 - епюра розподілу напружень згину по перерізу прокату за відомим способом ламання; - фіг. 3 - епюра розподілу напружень згину по перерізу прокату за новим способом ламання. Оскільки основною причиною нестабільності тріщини є близькість її вершини до нейтральної лінії, що рухається перед нею і за якою розташована зона напружень стиску, орієнтованих нормально до площини поділу, збільшення зони напружень розтягу за рахунок зміщення осі прикладення згинальної сили від осі прокату на величину ексцентриситету "е", дозволяє стабілізувати траєкторії тріщини та підвищити якість заготовок, що поділяються. Величина ексцентриситету "е" залежить від механічних властивостей прокату, що поділяється. Спосіб реалізується таким чином. Прокат 1 з попередньо нанесеним концентратором напружень вводять в отвори ламачів 2, 3, що встановлені з можливістю обертального руху відносно нерухомої осі 4, яка зміщена від осі прокату 1 на величину ексцентриситету "е", до упору. Потім прокат 1 затискають за допомогою механізму затиску за рахунок переміщення клинів 5, які розклинюють систему "клин 5 піввтулки 6 - прокат 1". Після цього під дією сили приводу бойок 7 рухається вниз і через шарніри 8 передає навантаження на ламачі 2, 3, що обертаються навколо осі 4, і створюють момент згину прокату. Це призводить до ламання прокату в площині концентратора напружень і відділення заготовки. Виконання шарнірів 8 у вигляді двох півшарнірів з поверхнею розділу по осі обертання, які встановлено з можливістю обертання навколо своєї осі у підшипниках 9 та поступального руху однієї частини шарніра відносно іншої, дозволяє адаптувати положення бойка 7 відносно ламачів 2, 3 і знизити величину контактних напружень. Цикл роботи пристрою поновлюється. Застосування пропонованого способу дозволяє підвищити якість отриманих заготівок за рахунок стабілізації траєкторії тріщини. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб ламання прокату (труб), який полягає у нанесенні концентраторів напружень на прокат і подальше розділення заготівки згинальним моментом, який відрізняється тим, що нейтральну лінію згину перерізу прокату зміщують від осі прокату за рахунок переміщення осі прикладення сили згину відносно осі прокату на величину ексцентриситету "e". 1 UA 116200 U 2 UA 116200 U 3 UA 116200 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 23/00
Мітки: прокату, спосіб, ламання, труб
Код посилання
<a href="https://ua.patents.su/6-116200-sposib-lamannya-prokatu-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб ламання прокату (труб)</a>
Установка для ломки сортового прокату (труб)
Номер патенту: 106828
Опубліковано: 10.05.2016
Автори: Чоста Наталія Вікторівна, Карнаух Дарина Сергіївна, Карнаух Сергій Григорович
МПК: B23D 27/00
Мітки: труб, прокату, ломки, сортового, установка
Формула / Реферат:
Установка для ломки сортового прокату (труб), що вміщує корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень, яка відрізняється тим, що в напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході х1 (x1)x), при цьому у циліндрі виконані...
Пристрій для ломки прокату згином
Номер патенту: 112669
Опубліковано: 26.12.2016
Автори: Карнаух Дарина Сергіївна, Карнаух Сергій Григорович
МПК: B23D 23/00, B23D 31/00
Мітки: пристрій, згином, ломки, прокату
Формула / Реферат:
Пристрій для ломки прокату згином, який містить станину, ломатель, опору, механізм затиску прокату, який відрізняється тим, що ломатель виконано у формі циліндра з отвором для розміщення прокату і встановлено з можливістю обертального руху відносно осі, яка зміщена від осі прокату на величину ексцентриситету е, при цьому привід ломателя виконано у вигляді клиношарнірного механізму, що складається із клину, шарніра, який встановлено з...
Спосіб розділення прокату
Номер патенту: 116199
Опубліковано: 10.05.2017
Автори: Карнаух Сергій Григорович, Карнаух Дарина Сергіївна
МПК: B21B 1/02, B23D 23/00
Мітки: спосіб, прокату, розділення
Формула / Реферат:
Спосіб розділення прокату, який полягає в нанесенні концентратору напружень на прокат в площині розділення за рахунок зсуву заготівки в радіальному напрямі відносно осі прокату та згин заготівки силою за схемою "консольної ломки" до моменту розділення заготівки, який відрізняється тим, що нанесення концентратора напружень та згин заготівки здійснюється за один робочий хід машини, при цьому енергія пружної деформації станини і...
Спосіб виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб
Номер патенту: 101908
Опубліковано: 13.05.2013
Автори: Іванова Тетяна Юріївна, Ордін Владімір Гєоргієвіч, Коновалов Гліб Миколайович, Фролов Сергій Петрович, Сагіров Руслан Іванович, Цкітішвілі Енвер Омарович, Орліченко Михайло Павлович, Погожев Алєксандр Владіміровіч, Очеретін Віктор Миколайович, Клюквін Міхаіл Борісовіч
МПК: C22C 38/00, C21D 8/00, C22C 38/26, C21D 9/46, C22C 38/04, C22C 38/12, C21D 8/02
Мітки: виготовлення, спосіб, нафтогазопровідних, прокату, електрозварних, труб, товстолистового, виробництва
Формула / Реферат:
Спосіб виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб, що містить багатопрохідну чорнову і чистову прокатку сталевої заготовки з регламентованою температурою початку і кінця прокатки, і подальше гартування з відпуском прокату, який відрізняється тим, що чистову прокатку здійснюють в інтервалі температур від (Аr3+20°)-(Аr3+80) °С до 700-800 °С, а після закінчення прокатки здійснюють нагрівання...
Спосіб виробництва товстолистового прокату зі сталі категорії міцності х80 для виготовлення труб для магістральних трубопроводів

Номер патенту: 101439
Опубліковано: 25.03.2013
Автори: Ордін Владімір Гєоргієвіч, Матросов Юрій Івановіч, Коновалов Гліб Миколайович, Кислиця Вячеслав Володимирович, Сагіров Руслан Іванович, Клюквін Міхаіл Борісовіч, Очеретін Віктор Миколайович, Цкітішвілі Енвер Омарович, Сітало Олександр Олексійович, Лоскутов Олександр Юрійович, Погожєв Алєксандр Владіміровіч, Левченко Валерій Іванович
МПК: C22C 38/00, C21D 1/00, C22C 38/44, C21D 9/46, C22C 38/04, C22C 38/42, C21D 8/02
Мітки: магістральних, спосіб, міцності, сталі, труб, прокату, виготовлення, категорії, виробництва, товстолистового, трубопроводів
Формула / Реферат:
1. Спосіб виробництва товстолистового прокату зі сталі категорії міцності Х80 для виготовлення труб для магістральних трубопроводів, який включає нагрівання слябів до температури аустенізації, багатопрохідну чорнову та чистову прокатку з регламентованою температурою кінця прокатки і подальше охолодження прокату водою, який відрізняється тим, що чистову прокатку ведуть з відносним обтисканням не менше 70 %, температуру кінця чистової прокатки...
Попередній патент: Спосіб розділення прокату
Наступний патент: Спосіб запобігання заклинюванню кривошипного гарячештампувального преса
Випадковий патент: Сталь