Спосіб роботи на гідравлічному штампувальному пресі

Формула / Реферат
Спосіб роботи на гідравлічному штампувальному пресі, що полягає у визначенні відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми α, на базі якого проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування, який відрізняється тим, що поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням половинок штампу закривають напірний клапан таким чином, щоб значення необхідного шляху гальмування рухомої поперечини після його закриття відповідало припустимій величині кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, матеріалу поковки та графіку технологічного навантаження, при цьому значення необхідного шляху гальмування ![]() рухомої поперечини після закриття напірного клапана визначають за залежністю
рухомої поперечини після закриття напірного клапана визначають за залежністю ![]() , де
, де ![]() - падіння тиску у замкнутому об'ємі робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа;
- падіння тиску у замкнутому об'ємі робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа; ![]() - приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м;
- приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м; ![]() - активна площа відповідного ступеня зусиль преса, м2.
- активна площа відповідного ступеня зусиль преса, м2.
Текст
Реферат: UA 116542 U UA 116542 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до гідроапаратури, і може знайти застосування при створенні систем керування машинами і механізмами з гідроприводом, у тому числі ковальсько-штампувальним обладнанням з гідравлічним приводом. Відомий спосіб визначення величини знеміцнення металу при високотемпературному пластичному деформуванні, згідно з яким використовують в'язко-пружну модель Максвелла та на базі монотонно зростаючої експоненціальної функції визначають напруги в поковці в залежності від швидкості деформації, модуля пружності Юнга та часу релаксації [1]. Відомий також, вибраний як прототип, спосіб роботи на гідравлічному штампувальному пресі, згідно з яким задаються значенням коефіцієнта якості гідросистеми α, теоретично за наближеними формулами із застосуванням креслень розводок трубопроводів визначають відповідні параметри гідравлічної системи при умові, що тиск в акумуляторі та величина відкриття дросельно-регулювальних клапанів постійні. На базі визначених параметрів проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування [2]. Загальними суттєвими ознаками відомого і способу, що заявляється, є: визначення відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми α, на базі якого проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування. Недоліком цього процесу є неврахування на етапі проектування гідравлічного приводу інерційного вибігу рухомої поперечини під час процесу знеміцнення метала поковки при високотемпературному пластичному деформуванні наприкінці робочого ходу. Це призводить до необхідності перебудування вже виготовленої системи керування для досягнення її необхідних параметрів. В основу корисної моделі поставлена задача: підвищення ефективності штампування та надійності керування штампувальним пресом за рахунок технічного результату, що полягає в використанні впливу знеміцнення наприкінці робочого ходу шляхом прогнозування вибігу рухомої поперечини в залежності від припустимої величини кінцевого тиску в робочих циліндрах при змиканні половинок штампу, матеріалу поковки та графіку технологічного навантаження. Поставлена задача вирішується тим, що поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням половинок штампу закривають напірний клапан таким чином, щоб значення необхідного шляху гальмування рухомої поперечини після його закриття відповідало припустимій величині кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, матеріалу поковки та графіку технологічного навантаження, при цьому значення необхідного шляху гальмування AS рухомої поперечини після закриття напірного клапана визначають за залежністю S p Fp , де p - падіння тиску у замкнутому об'ємі k робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа; k приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м; Fp - активна площа відповідного ступеня зусиль 2 преса, м . За рахунок прогнозування вибігу рухомої поперечини в залежності від припустимої величини кінцевого тиску в робочих циліндрах при змиканні половинок штампу, матеріалу поковки та графіку технологічного навантаження використовується вплив знеміцнення матеріалу при реалізації технологічного процесу наприкінці робочого ходу на процес гальмування. Як результат цього - підвищується ефективність штампування та надійність керування штампувальним пресом. Запропонований спосіб здійснюється таким чином. Задаються значенням коефіцієнта якості гідросистеми, визначають відповідні параметри гідравлічної системи, на базі яких проектують систему керування гідравлічним пресом, виготовляють її в металі, здійснюють монтаж та випробування. Поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням половинок штампу закривають напірний клапан таким чином, щоб значення необхідного шляху гальмування рухомої поперечини після його закриття відповідало припустимій величині кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, матеріалу поковки та графіку технологічного навантаження. Значення необхідного шляху гальмування S рухомої поперечини після закриття напірного клапана визначають за залежністю p S Fp , k 1 UA 116542 U 5 10 15 20 25 30 35 40 де p - падіння тиску у замкнутому об'ємі робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа; k - приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м; Fp - активна 2 площа відповідного ступеня зусиль преса, м . Приклад здійснення способу. Спосіб роботи на гідравлічному штампувальному пресі може бути реалізований наступним чином. 1. Задаються значення коефіцієнта якості гідросистеми. 2. Визначають відповідні параметри гідравлічної системи, на базі яких її проектують, здійснюють монтаж та випробування. 3. Поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням половинок штампу закривають напірний клапан таким чином, щоб значення необхідного шляху гальмування рухомої поперечини після його закриття відповідало припустимій величині кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, матеріалу поковки та графіку технологічного навантаження. Для цього: - розраховують припустиму величину кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, за формулою P pK max , Fp де pK - кінцевий тиск у робочих циліндрах при змиканні половинок штампу, МПа; Pmax - максимально припустиме зусилля пресу, при якому забезпечується розрахункова міцність штампу, МН; 2 Fp - активна площа відповідної ступені зусиль преса, м ; - визначають значення необхідного шляху гальмування AS рухомої поперечини після закриття напірного клапана наступним чином де p - падіння тиску у замкнутому об'ємі робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа; k - приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м. p pp pK , де pp - номінальний тиск робочої рідини у робочих циліндрах преса перед закриттям напірного клапана, МПа; - значення S співвідносять із матеріалом поковки, що обробляється, та графіком технологічного навантаження для конкретного процесу штампування. Наведений приклад підтверджує досягнення технічного результату - а саме: підвищення ефективності штампування та надійності керування штампувальним пресом. Джерела інформації: 1. Марков О.Е. Установление аналитической связи между напряжениями и скоростями деформаций для моделирования процессов горячего деформирования /О.М. Марков //КШП. ОМД. - М., 2012. - № 7. - С. 32-37. 2. Cold and hot forging: fundamentals and applications /Taylan Altan, Gracious Ngaile, Gangshu Shen. - ASM International, 2004. - 334 p. 2 UA 116542 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб роботи на гідравлічному штампувальному пресі, що полягає у визначенні відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми α, на базі якого проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування, який відрізняється тим, що поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням половинок штампу закривають напірний клапан таким чином, щоб значення необхідного шляху гальмування рухомої поперечини після його закриття відповідало припустимій величині кінцевого тиску в робочих циліндрах при змиканні половинок штампу, виходячи із умови його розрахункової міцності, матеріалу поковки та графіку технологічного навантаження, при цьому значення необхідного шляху гальмування S рухомої поперечини після закриття напірного p Fp , де p - падіння тиску у замкнутому об'ємі клапана визначають за залежністю S k робочих циліндрів преса після закриття напірного клапана, тобто під час вибігу, МПа; k приведена до поперечини лінійна жорсткість пружних елементів гідроприводу на ділянці "напірний клапан - робочий циліндр", МН/м; Fp - активна площа відповідного ступеня зусиль 2 преса, м . Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16K 17/00, B30B 15/00
Мітки: штампувальному, роботи, спосіб, гідравлічному, пресі
Код посилання
<a href="https://ua.patents.su/5-116542-sposib-roboti-na-gidravlichnomu-shtampuvalnomu-presi.html" target="_blank" rel="follow" title="База патентів України">Спосіб роботи на гідравлічному штампувальному пресі</a>
Спосіб роботи на потужному гідравлічному штампувальному пресі
Номер патенту: 108595
Опубліковано: 25.07.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: пресі, потужному, штампувальному, роботи, спосіб, гідравлічному
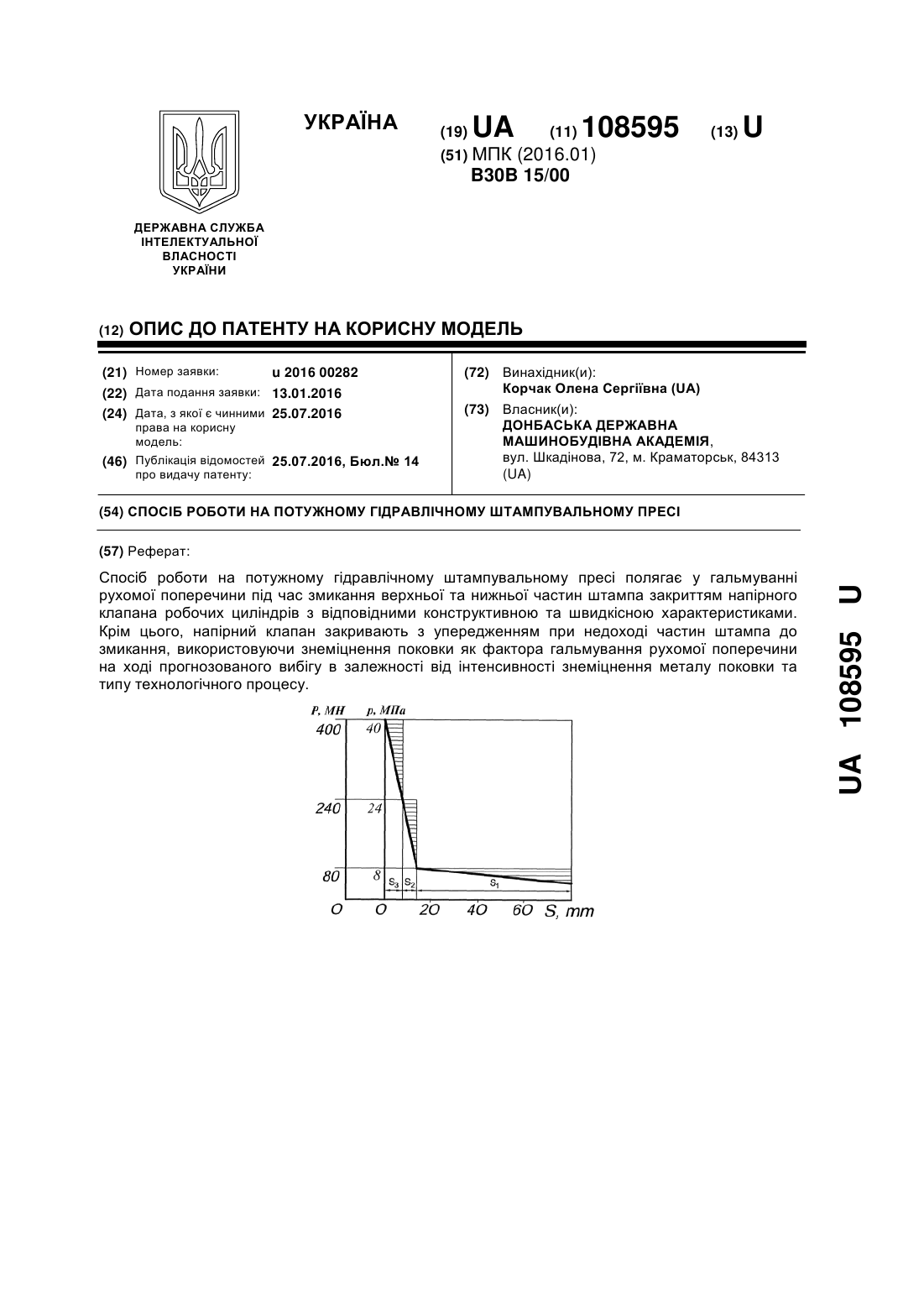
Формула / Реферат:
Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої...
Спосіб визначення робочих параметрів гідравлічних штампувальних пресів
Номер патенту: 111156
Опубліковано: 10.11.2016
Автор: Корчак Олена Сергіївна
МПК: F16K 17/00, B30B 15/00
Мітки: визначення, параметрів, робочих, пресів, штампувальних, спосіб, гідравлічних
Формула / Реферат:
Спосіб визначення робочих параметрів гідравлічних штампувальних пресів, що полягає у визначенні відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми a, на базі якого проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування, який відрізняється тим, що поковку обробляють відповідно до графіку технологічного навантаження для конкретного процесу штампування, перед...
Обладнання для автоматичної подачі стрічкового матеріалу в штампувальному пресі
Номер патенту: 15958
Опубліковано: 29.08.1997
Автори: Нечуйвітер Микола Федорович, Бокарев Олександр Степанович, Болібрук Святослав Григорович, Мітін Олександр Пилипович
МПК: B21D 43/04
Мітки: пресі, автоматичної, штампувальному, стрічкового, матеріалу, подачі, обладнання
Формула / Реферат:
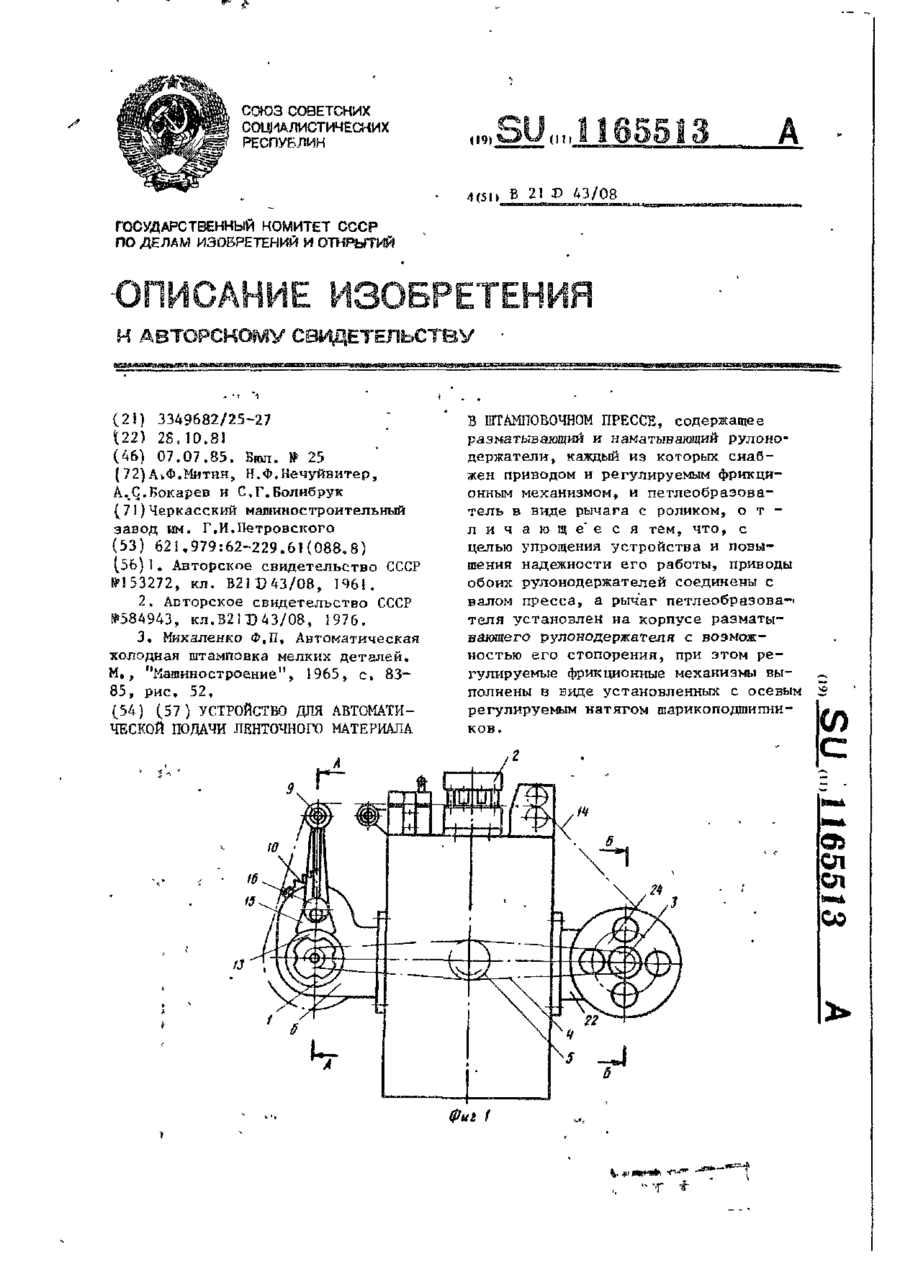
Устройство для автоматической подачи лей-точного материала в штамповочном прессе, содержащее разматывающий и наматывающий рулонодержатели, каждый из которых снабжен приводом и регулируемым фрикционным механизмом, и петлеобразователь в виде рычага с роликом, отличающееся тем, что, с целью упрощения устройства и повышения надежности его работы, приводы обоих рулонодержателей соединены с валом пресса, а рычаг петлеобразователя установлен на...
Пристрій для різання автомобільних покришок, що використовується у гідравлічному пресі
Номер патенту: 13393
Опубліковано: 15.03.2006
Автори: Данилюк Мирослав Васильович, Круць Микола Федорович, Заяць Богдан Йосипович
МПК: B23D 51/00, B30B 7/00
Мітки: пресі, різання, пристрій, використовується, покришок, гідравлічному, автомобільних
Формула / Реферат:
Пристрій для різання автомобільних покришок, що використовується у гідравлічному пресі, який містить шток і опору, який відрізняється тим, що прес виготовлений у вигляді рухомої і нерухомої плит, на кожній із яких жорстко закріплено щонайменше чотири оправи з ножами, крім того рухома плита оснащена спрямовуючим елементом, оправи на нерухомій плиті виконані під кутом 10°-15° відносно оправ, розміщених на рухомій плиті, при цьому рухома плита,...
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу
Номер патенту: 31399
Опубліковано: 10.04.2008
Автор: Корчак Олена Сергіївна
МПК: B30B 1/00
Мітки: пресі, штампування, двоопераційному, штампувальному, ходу, спосіб, гвинтовому, фрикційному, зворотного
Формула / Реферат:
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу шляхом виконання операцій штампування послідовно, який відрізняється тим, що операції штампування виконуються на ходу донизу та при переміщенні повзуна уверх за один хід повзуна.
Попередній патент: Ложка для зняття стоматологічних відбитків нижньої щелепи
Наступний патент: Спосіб роботи на кривошипному гарячештампувальному пресі
Випадковий патент: Кумулятивний заряд для знешкодження боєприпасів