Спосіб роботи на кривошипному гарячештампувальному пресі

Формула / Реферат
Спосіб роботи на кривошипному гарячештампувальному пресі, що полягає у контролюванні під час деформування поковки припустимих зусиль на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму, який відрізняється тим, що при роботі преса в межах головного робочого кута у відповідності до вимог технологічного процесу системою керування автоматично змінюють відповідні криві припустимих зусиль в залежності від кута повороту головного вала, який фіксують датчиком положення, програмно пов'язаним з приводом запобіжної системи цифровим елементом керування.
Текст
Реферат: UA 116543 U UA 116543 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів тиском, і може знайти застосування при створенні ковальсько-штампувального обладнання з кривошипним виконавчим механізмом. Відомий спосіб роботи на кривошипному пресі, при якому забезпечення необхідної міцності базових деталей здійснюється шляхом попередньо при їх проектуванні, виходячи із загальних рекомендацій із урахуванням виробничого досвіду розрахунку та експлуатації машин із кривошипним виконавчим механізмом, а також аналітичних залежностей визначення відповідних параметрів пресів [1]. Відомий також, вибраний як прототип, спосіб роботи на кривошипному пресі, у відповідності до якого під час деформування поковки забезпечення необхідної міцності базових деталей кривошипних машин здійснюється шляхом контролю припустимих зусиль на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму [2]. Загальними суттєвими ознаками відомого і способу, що заявляється, є: контролювання під час деформування поковки припустимих зусиль на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму. Недоліком цього процесу є обмеженість використанні діаграми міцності тільки для правильного підбору технологічного процесу. Це суттєво скорочує технологічні можливості обладнання з кривошипним виконавчим механізмом. В основу корисної моделі поставлена задача: розширення технологічних можливостей кривошипних гарячештампувальних пресів, підвищення ефективності їх проектування та експлуатації за рахунок технічного результату, що полягає в розширенні об'єму використання діаграм міцності шляхом забезпечення автоматичної зміни відповідних кривих припустимих зусиль в залежності від кута повороту головного вала. Поставлена задача вирішується тим, що при роботі преса в межах головного робочого кута у відповідності до вимог технологічного процесу системою керування автоматично змінюють відповідні криві припустимих зусиль в залежності від кута повороту головного вала, який фіксують датчиком положення, програмно пов'язаним з приводом запобіжної системи цифровим елементом керування. За рахунок автоматичної зміни відповідних кривих припустимих зусиль в залежності від кута повороту головного вала розширюється об'єм використання діаграм міцності. Як результат цього - розширюються технологічні можливості кривошипних гарячештампувальних пресів, підвищується ефективність їх проектування та експлуатації. Запропонований спосіб здійснюється таким чином. Контролюють під час деформування поковки припустимі зусилля на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму. При роботі преса в межах головного робочого кута у відповідності до вимог технологічного процесу системою керування автоматично змінюють відповідні криві припустимих зусиль в залежності від кута повороту головного вала, який фіксують датчиком положення, програмно пов'язаним з приводом запобіжної системи цифровим елементом керування. Приклад здійснення способу. Здійснення способу роботи на кривошипному гарячештампувальному пресі розглянемо на прикладі преса зусиллям 63 МН. Визначають припустимі зусилля на повзуні преса, виходячи із міцності його базових деталей, а саме: - головного вала ексцентрикового типу; - зубчастої передачі; - пневмофрикційної муфти з накладками. Будують діаграму міцності, на базі якої оцінюють працездатність та раціональність проектування зазначених деталей. Контролюють під час деформування поковки припустимі зусилля на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму. 1 UA 116543 U 5 10 15 20 25 При роботі преса в межах головного робочого кута у відповідності до вимог технологічного процесу системою керування автоматично змінюють відповідні криві припустимих зусиль в залежності від кута повороту головного вала, який фіксують датчиком положення, програмно пов'язаним з приводом запобіжної системи цифровим елементом керування. Наведений приклад підтверджує досягнення технічного результату - а саме: розширення технологічних можливостей кривошипних гарячештампувальних пресів, підвищення ефективності їх проектування та експлуатації. Джерела інформації: 1. Бочаров Ю.А. Кузнечно-штамповочное оборудование: учебник. - М.: Академия, 2008. 480 с. 2. Медведев И.П. Выбор оборудования для изготовления крупногабаритных поковок /И.П. Медведев, А.Т. Крук //Заготовительные производства в машиностроении. - 2010. - № 11. - С. 2530. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб роботи на кривошипному гарячештампувальному пресі, що полягає у контролюванні під час деформування поковки припустимих зусиль на повзуні, виходячи із міцності базових деталей преса, при цьому системою автоматичного керування преса постійно порівнюють діаграми міцності, закладені у алгоритм керування технологічним процесом, з поточним значенням технологічного навантаження головного виконавчого механізму, який відрізняється тим, що при роботі преса в межах головного робочого кута у відповідності до вимог технологічного процесу системою керування автоматично змінюють відповідні криві припустимих зусиль в залежності від кута повороту головного вала, який фіксують датчиком положення, програмно пов'язаним з приводом запобіжної системи цифровим елементом керування. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 1/26
Мітки: пресі, спосіб, роботи, гарячештампувальному, кривошипному
Код посилання
<a href="https://ua.patents.su/4-116543-sposib-roboti-na-krivoshipnomu-garyacheshtampuvalnomu-presi.html" target="_blank" rel="follow" title="База патентів України">Спосіб роботи на кривошипному гарячештампувальному пресі</a>
Спосіб роботи на гідравлічному штампувальному пресі
Номер патенту: 116542
Опубліковано: 25.05.2017
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00, F16K 17/00
Мітки: пресі, роботи, гідравлічному, штампувальному, спосіб
Формула / Реферат:
Спосіб роботи на гідравлічному штампувальному пресі, що полягає у визначенні відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми α, на базі якого проектують систему керування гідравлічним пресом, здійснюють її монтаж та випробування, який відрізняється тим, що поковку обробляють, відповідно до графіку технологічного навантаження, для конкретного процесу штампування, перед змиканням...
Спосіб роботи на потужному гідравлічному штампувальному пресі
Номер патенту: 108595
Опубліковано: 25.07.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: роботи, штампувальному, спосіб, гідравлічному, потужному, пресі
Формула / Реферат:
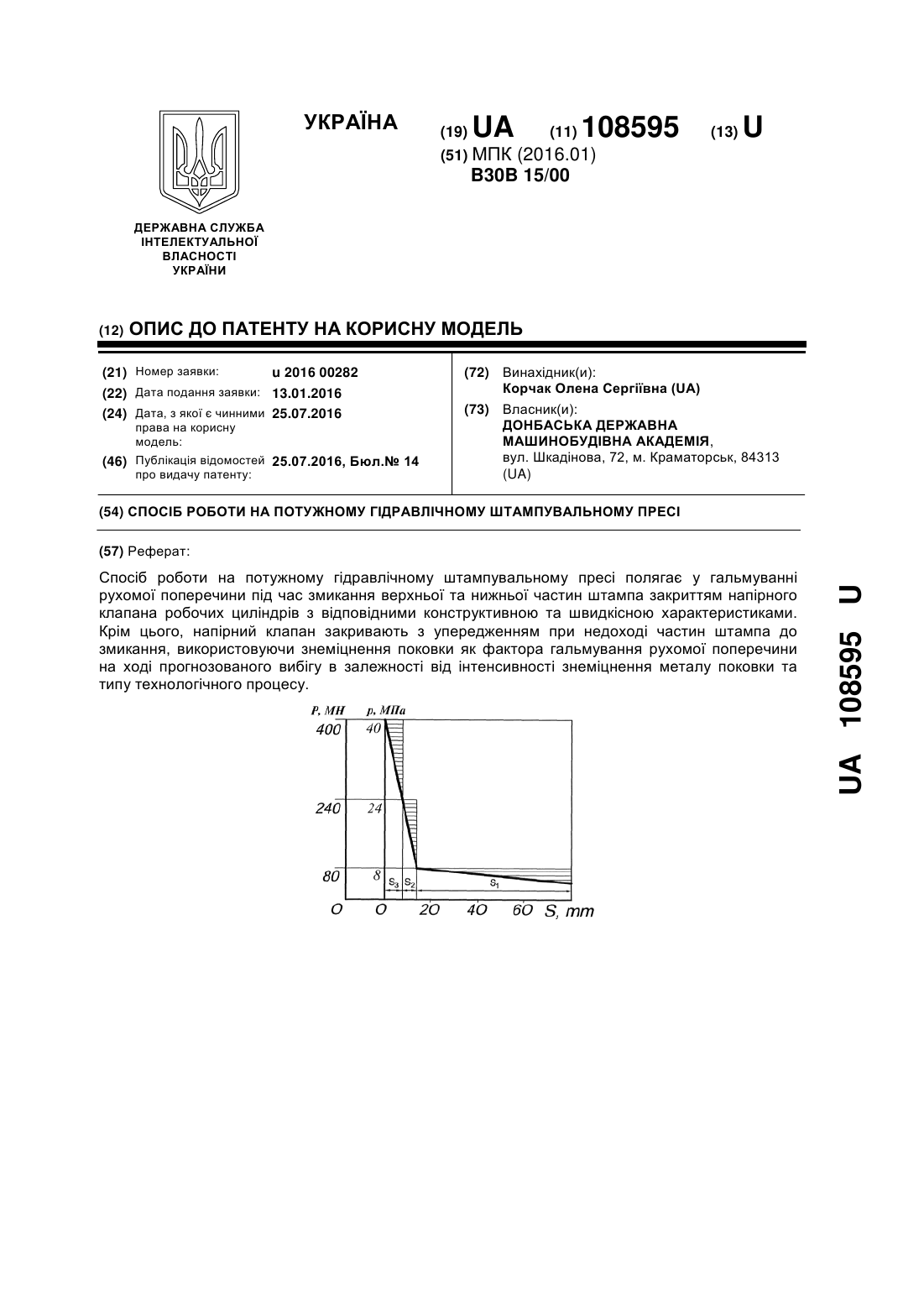
Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої...
Спосіб визначення роботи робочого ходу кривошипного гарячештампувального преса
Номер патенту: 39028
Опубліковано: 26.01.2009
Автори: Шинкаренко Олег Михайлович, Корчак Олена Сергіївна
МПК: B30B 1/26
Мітки: преса, гарячештампувального, роботи, кривошипного, ходу, робочого, визначення, спосіб
Формула / Реферат:
Спосіб визначення роботи робочого ходу кривошипного гарячештампувального преса, що включає визначення залежності технологічного зусилля на повзуні преса від кута повороту кривошипа при здійсненні деформування заготовки з подальшим виявленням впливу кута повороту кривошипа на крутний момент на головному валу преса з урахуванням тертя та визначенням за крутним моментом роботи робочого ходу як множення площі графіка цього моменту на масштабні...
Спосіб автоматичного керування процесом гранулювання комбікормової маси у пресі-грануляторі
Номер патенту: 50838
Опубліковано: 25.06.2010
Автори: Старічков Віктор Ісакович, Діденко Денис Валерійович
МПК: A23K 1/18
Мітки: гранулювання, пресі-грануляторі, маси, автоматичного, керування, комбікормової, спосіб, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом гранулювання комбікормової маси у пресі-грануляторі, що включає вимірювання температури комбікормової маси та контроль ступеня завантаження преса гранулятора сировиною, який відрізняється тим, що підтримують температуру комбікормової маси на заданих значеннях за допомогою зміни витрат пари, забезпечують автономність контурів регулювання багатомірної САР, чим підвищують динамічну точність системи...
Спосіб роботи системи наповнення потужного гідравлічного преса
Номер патенту: 59107
Опубліковано: 10.05.2011
Автор: Корчак Олена Сергіївна
МПК: B30B 15/16
Мітки: потужного, гідравлічного, роботи, наповнення, системі, спосіб, преса
Формула / Реферат:
Спосіб роботи системи наповнення потужного гідравлічного преса шляхом заповнення робочих циліндрів рідиною низького тиску, що підводиться від проміжних накопичувачів, зв'язаних з наповнювальним баком, під дією різниці тисків між робочим циліндром і наповнювальним баком внаслідок переміщення рухомої поперечини вниз, який відрізняється тим, що наповнення робочих циліндрів здійснюється від проміжних накопичувачів, що живляться від відцентрового...
Попередній патент: Спосіб роботи на гідравлічному штампувальному пресі
Наступний патент: Станина потужного гідравлічного преса
Випадковий патент: Спосіб одержання фармацевтичної композиції ранозагоюючої та регенеруючої дії на основі пептидних біорегуляторів