Прес-екструдер
Номер патенту: 116564
Опубліковано: 25.05.2017
Автори: Пономаренко Віталій Васильович, Перекрест Наталія Генадіївна, Пиячко Ігор Петрович, Копиленко Анатолій Васильович
Формула / Реферат
Прес-екструдер, у якого шнекова частина складається зі збірного корпусу, з однієї сторони якого приєднаний приймальний бункер, всередині корпусу розміщено шнек з сімома однотипними секціями та підпірні шайби, а з другої сторони корпусу розміщено вихідний пристрій, який відрізняється тим, що в корпусі прес-екструдера та приймального бункера виконані канали.
Текст
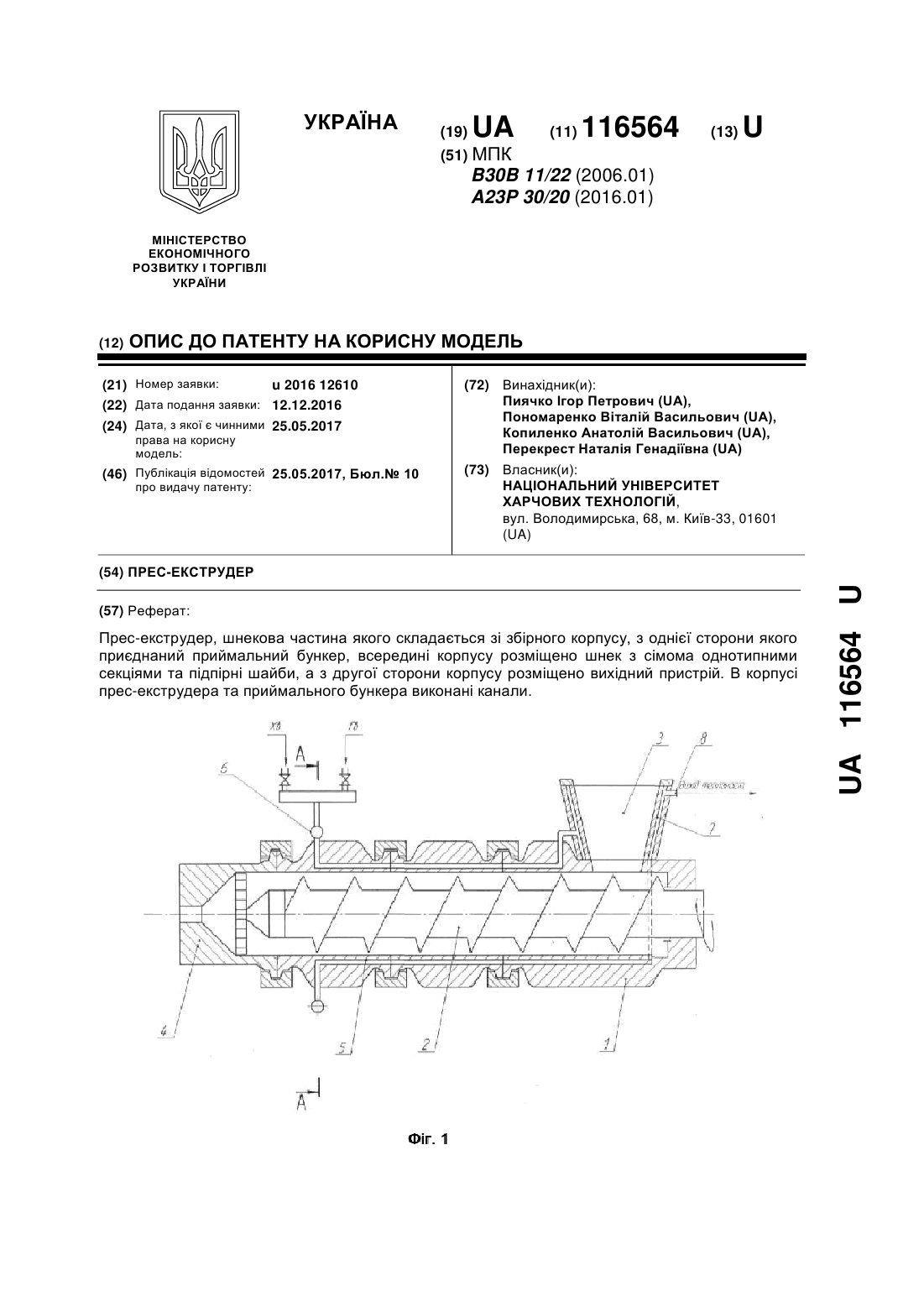
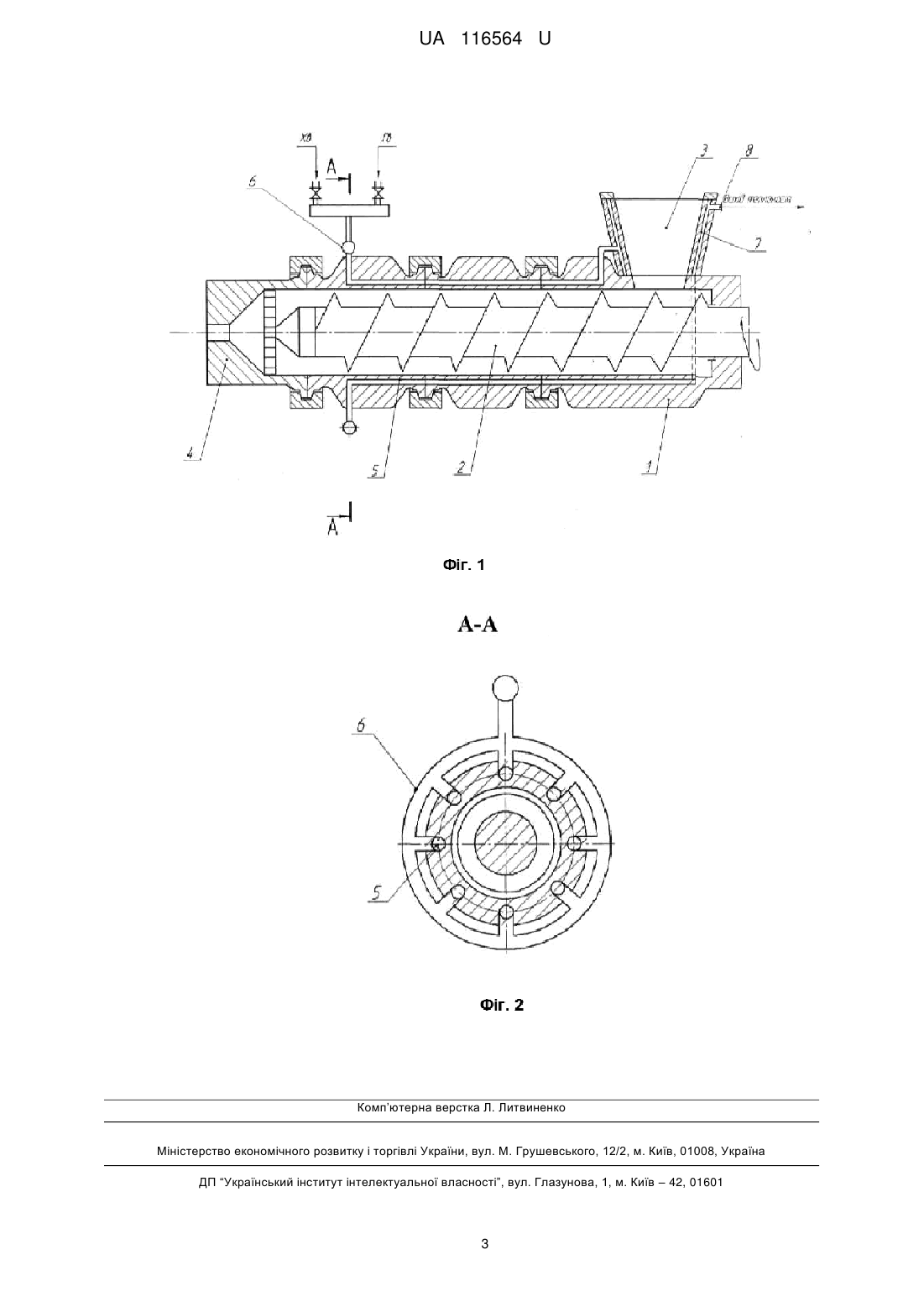
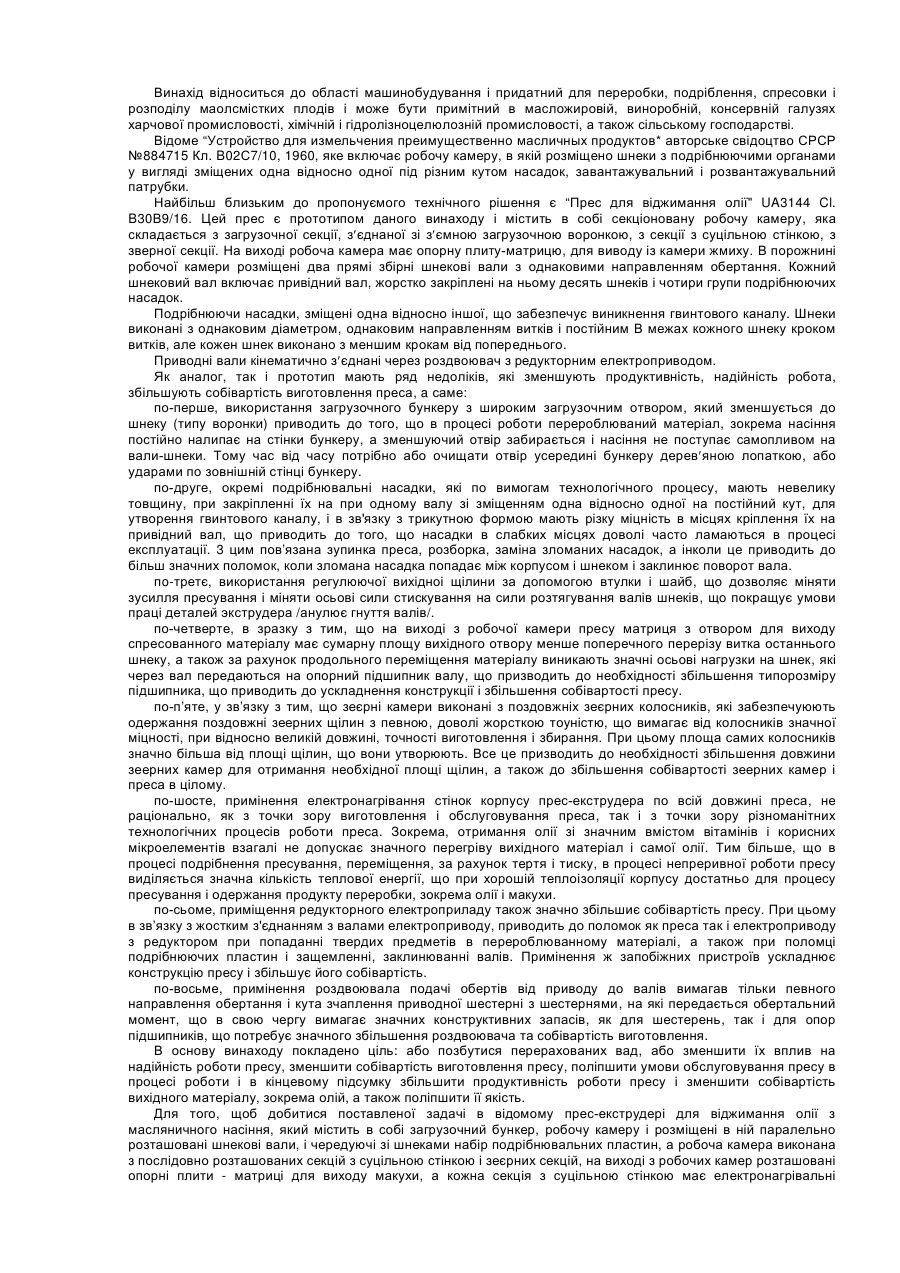
Реферат: Прес-екструдер, шнекова частина якого складається зі збірного корпусу, з однієї сторони якого приєднаний приймальний бункер, всередині корпусу розміщено шнек з сімома однотипними секціями та підпірні шайби, а з другої сторони корпусу розміщено вихідний пристрій. В корпусі прес-екструдера та приймального бункера виконані канали. UA 116564 U (54) ПРЕС-ЕКСТРУДЕР UA 116564 U UA 116564 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обладнання для отримання екструдованої продукції і може бути використана в комбікормовій, оліє-жировій, хлібопекарній та інших галузях промисловості. За прототип прийнятий прес-екструдер КМЗ-2У для приготування карбамідного концентрату, переробки масляничних культур на жмих та масло, який складається з збірного корпусу, всередині якого розміщений шнек з сімома однотипними секціями, підпірних шайб, вихідного пристрою з центральними та пусковими отворами, до якого приєднаний приймальний бункер, шнекова частина якого призначена для транспортування, переміщення, стискання, нагріву вхідної суміші та перетворення її в кінцевий продукт. Недоліком такого прес-екструдера є значний брак продукції, не можливість регулювання процесу екструдування для отримання якісного кінцевого продукту. В основу корисної моделі поставлена задача зниження браку продукції, можливість оперативного регулювання якості продукту, що отримується. Поставлена задача вирішується, тому що шнекова частина прес-екструдера складається зі збірного корпусу, з однієї сторони якого приєднаний приймальний бункер, всередині корпусу розміщений шнек з семи однотипними секціями, підпірними шайбами, а з другої сторони корпусу розміщено вихідний пристрій. Згідно з корисною моделлю, в корпусі прес-екструдера та приймального бункера виконані канали. Причинно-наслідковий зв'язок між сукупністю однак, що заявляються, та технічним результатом полягає в наступному. Робота прес-екструдера починається з завантаження компонентів в приймальний бункер. До виходу на робочий режим (досягнення робочої температури) при роботі на екструдері, що прийнятий за типовий, в вихідному пристрої додатково відкриті пускові отвори, але при цьому отримують браковану продукцію. Якщо температура процесу нижче заданої, екструдер зупиняють, замінюють вихідну втулку на необхідний діаметр. Це основний спосіб підтримання робочої температури. Якщо температура вихідного продукту висока і якість продукції відрізняється від ТУ, то регулювання температури ведуть при зниженій продуктивності. Тобто пуск прес-екструдера і його вихід на робочий режим супроводжується значною кількістю браку продукції, а при необхідності зміни температурного режиму додаються роботи по коригуванню діаметра вихідного отвору шляхом зміни насадки. В запропонованій конструкції прес-екструдера передбачається виконати в корпусі шнекової частини і приймального бункера канали. Вони з'єднані колекторами та трубопроводами і утворюють проточну систему для теплоносія. Перед початком роботи прес-екструдера в канали подається гарячий теплоносій і відбувається прогрів елементів екструдера до робочої температури. По досягненню заданої температури відбувається пуск прес-екструдера. Так як його елементи знаходяться при робочій температурі, то продукт з екструдера буде якісним без браку та задовольняти технічним умовам. При роботі екструдера внаслідок тертя продукту відбувається виділення теплоти і підвищення температури, що могло б привести до перегріву шнекової і формуючої частини екструдера. Тому в канали пресуючої частини прес-екструдера подається холодний теплоносій, який відбирає теплоту та нагрівається, стабілізуючи робочу температуру. По з'єднувальним трубопроводам теплоносій направляється в канали приймального бункера, де віддає тепло та нагріває компоненти сировини перед подачею в екструдер, що покращить процес теплової обробки сировини під тиском. У випадку, якщо температура вихідного продукту відхиляється від оптимальної, що приводить до зниження якості вихідного продукту від вимог технічних умов, то при подачі теплоносія відповідної температури оперативно коректується робоча температура роботи пресекструдера. Якість продукції буде гарантовано висока. Запропоноване рішення пояснюється кресленнями, де на фіг. 1 зображений поздовжній переріз пресу, на фіг. 2 - поперечний переріз. Прес являє собою збірний корпус 1, всередині якого розміщений шнек 2, що складається з семи однотипних секцій. До одного кінця корпусу приєднаний завантажувальний бункер 3, а з протилежного кінця розміщений вихідний пристрій 4. В корпусі 1 виконані поздовжні канали 5 для теплоносія з однієї сторони, які приєднані до вхідного кільцевого колектора 6, а кінці другої сторони з'єднані з каналами 7, що виконані в завантажувальному бункері 3. Вихід теплоносія відбувається через патрубок 8. Працює прес наступним чином. Перед початком роботи прес-екструдера в поздовжні канали 5 через колектор 6 подається гаряча вода для нагріву корпусу 1 та завантажувального бункера 3 до робочої температури, 1 UA 116564 U 5 10 15 20 25 після чого в бункер 3 подається сировина. В бункері сировина розігрівається та потрапляє у шнекову частину екструдера. Шнеком 2 суміш переміщається, подрібнюється, піддається тепловій обробці під тиском, перемішується і видавлюється з екструдера через вихідний пристрій 4. За рахунок тертя між частинками суміші, що переробляється, по деталям корпусу і ротора температура суміші підвищується. Тому в канали корпусу прес-екструдера подається холодний теплоносій, який знижує температуру, під якою відбувається приготування продукту. Протитечійний рух теплоносія дозволяє знизити температуру продукту на виході та одночасно підвищити температуру суміші на вході. Це сприяє тому, що вже на вході суміші в пресекструдер вона знаходиться в сприятливих умовах для отримання більш якісного продукту, а теплова обробка починається вже на вході. При перевищенні температури процесу приготування готового продукту, або при низькій температурі необхідно відкоригувати її значення до оптимальної. Це здійснюється шляхом збільшення подачі холодної або гарячої води через колектор 6, яка рухається по поздовжнім каналам 5 корпусу. Подача більш гарячої води приводить до збільшення температури обробки продукту і навпаки, подача холодної води приводить до зменшення температури обробки продукту. Готовий продукт виходить через центральний отвір вихідного пристрою 4 у виді нескінченного джгута. Таким чином, початок роботи прес-екструдера починається з його розігріву до оптимальної температури, що виключає отримання браку на початковій стадії роботи. При роботі установки оптимум температури теплової обробки сировини регулюється шляхом подачі теплоносія відповідної температури в поздовжні канали корпусу екструдера. На відміну від прототипу зупинка екструдера для заміни вихідного отвору не потрібна. Технічний результат від використання запропонованого технічного рішення полягає в тому, що зменшується кількість браку продукції, а його якість стає вищою за рахунок можливості регулювати температуру обробки сировини. Продуктивність прес-екструдера підвищується внаслідок зменшення часу допоміжних операцій на переналагодження прес-екструдера. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Прес-екструдер, у якого шнекова частина складається зі збірного корпусу, з однієї сторони якого приєднаний приймальний бункер, всередині корпусу розміщено шнек з сімома однотипними секціями та підпірні шайби, а з другої сторони корпусу розміщено вихідний пристрій, який відрізняється тим, що в корпусі прес-екструдера та приймального бункера виконані канали. 2 UA 116564 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 11/22, A23P 30/20
Мітки: прес-екструдер
Код посилання
<a href="https://ua.patents.su/5-116564-pres-ekstruder.html" target="_blank" rel="follow" title="База патентів України">Прес-екструдер</a>
Прес-екструдер для переробки, подрібнювання, спресовування і розподілу масловмісних плодів олійних культур
Номер патенту: 63029
Опубліковано: 15.01.2004
Автор: Гуназа Євгеній Іванович
Мітки: масловмісних, спресовування, прес-екструдер, переробки, плодів, подрібнювання, розподілу, культур, олійних
Формула / Реферат:
1. Прес-екструдер для переробки, подрібнення, спресовування і розподілу масловмісних плодів олійних культур, який містить корпус, що складається з камери переміщення, нагріву та подрібнення матеріалу з суцільними стінками, зеєрної камери, робочі вали, що розміщені усередині корпусу, перемішуючі, подрібнювальні, пресувальні елементи, закріплені на валах, завантажувальний пристрій із завантажувальним вікном, вихідну опорну плиту-матрицю,...
Прес-екструдер
Номер патенту: 61141
Опубліковано: 11.07.2011
Автори: Пасічник Юрій Леонідович, Шаблій Микола Євдокимович
МПК: B30B 9/02
Мітки: прес-екструдер
Формула / Реферат:
1. Прес-екструдер, який містить робочу камеру, що має розширення і регульований роз'єм, а шнековий вал, що розташований в робочій камері, має протилежну навивку витків і розширення в середній частині, який відрізняється тим, що біля останнього витка основного шнека виконано вікно, в якому встановлено ніж, а в осьовому отворі шнекового вала закріплено порожнистий шнековий вал дожимання макухи, в осьовому отворі якого встановлено очисний...
Прес-екструдер-гранулятор

Номер патенту: 42548
Опубліковано: 15.10.2001
Автори: Деркач Вадим Вікторович, Баранов Валентин Арсенійович, Зверлін Валерій Григорович
МПК: A23N 17/00
Мітки: прес-екструдер-гранулятор
Формула / Реферат:
1. Прес-екструдер-гранулятор, що містить корпус із розташованим у ньому шнеком, який має гвинтовий виток і осердя, із змонтованим на ньому дорном, по периметру якого виконані поздовжні пази, і гранулюючий вузол із матрицею, який відрізняється тим, що на вихідній частині матриці виконані крізні пази із різальними лезами і поздовжні канали, що розташовані на її внутрішній поверхні в одній січній площині із крізними пазами, що разом із пазами...
Двогвинтовий прес-екструдер
Номер патенту: 103231
Опубліковано: 25.09.2013
Автори: Сухенко Владислав Юрійович, Дубровін Валерій Олександрович, Гудзенко Максим Миколайович, Мельничук Максим Дмитрович
Мітки: прес-екструдер, двогвинтовий
Формула / Реферат:
Двогвинтовий прес-екструдер, що містить робочу камеру, утворену з послідовно з'єднаних завантажувальної секції, секцій з непроникними стінками корпусів, що обігріваються зовнішніми електронагрівними елементами, зеєрних секцій і матриці з отвором для відведення макухи, причому в робочій камері розташовані паралельно два вали з насадженими на них, поперемінно по всій довжині камери, взаємно сполученими гвинтовими насадками та групами трикутних...
Двогвинтовий прес-екструдер
Номер патенту: 68763
Опубліковано: 10.04.2012
Автори: Мельничук Максим Дмитрович, Гудзенко Максим Миколайович, Дубровін Валерій Олександрович, Сухенко Владислав Юрійович
МПК: B30B 9/16
Мітки: прес-екструдер, двогвинтовий
Формула / Реферат:
Двогвинтовий прес-екструдер містить робочу камеру, утворену з послідовно з'єднаних: завантажувальної секції, секцій з непроникними стінками корпусів, що обігріваються зовнішніми електронагрівними елементами, зеєрними секціями, і матриці з отвором для відведення макухи, а також в робочій камері розташовані паралельно два вали з насадженими на них, поперемінно, взаємно сполученими гвинтовими насадками та групами трикутних кулачкових насадок по...
Попередній патент: Хліб з підвищеним вмістом рослинного білка
Наступний патент: Ректифікаційна колона з керованими циклами
Випадковий патент: Спосіб діагностики лігатурних нориць