Спосіб автоматизованого керування розплавом металу в дуговій сталеплавильній печі
Номер патенту: 120015
Опубліковано: 25.10.2017
Автори: Бакан Віктор Сергійович, Верешко Віктор Петрович, Фомін Віктор Володимирович, Горбенко Олексій Сергійович, Долгов Ігор Леонідович, Магда Андрій Миколайович, Омельчук Дмитро Володимирович, Єфременко Денис Миколайович, Цяпа Павло Григорович

Формула / Реферат
1. Спосіб автоматизованого керування розплавом металу в дуговій сталеплавильній печі, при якому виконують опускання електродів, утворення електричної дуги між електродами і металошихтою, а також безпосередньо розплав металу, який відрізняється тим, що при розплаві металу виконують автоматичне регулювання за заданим шаблоном технологічних параметрів підведення тепла в піч, одночасне перемикання технологічних параметрів, а також зміну періодів шаблону в залежності від витраченої питомої електроенергії з початку плавки, при цьому на кожному з етапів розплаву металу виконують розрахунок кількості використаних енергоресурсів.
2. Спосіб за п. 1, який відрізняється тим, що як технологічні параметри шаблону використовують довжину електричної дуги між електродами і металошихтою.
3. Спосіб за одним з пп. 1 або 2, який відрізняється тим, що при розплаві металу виконують автоматичне регулювання технологічних параметрів введення допоміжних енергоресурсів, при цьому в як технологічні параметри шаблону використовують витрату кисню та/або природного газу, та/або пиловугільної суміші, та/або аргону.
Текст
Реферат: Спосіб автоматизованого керування розплавом металу в дуговій сталеплавильній печі, при якому виконують опускання електродів, утворення електричної дуги між електродами і металошихтою, а також безпосередньо розплав металу. При розплаві металу виконують автоматичне регулювання за заданим шаблоном технологічних параметрів підведення тепла в піч, одночасне перемикання технологічних параметрів, а також зміну періодів шаблону в залежності від витраченої питомої електроенергії з початку плавки, при цьому на кожному з етапів розплаву металу виконують розрахунок кількості використаних енергоресурсів. UA 120015 U (12) UA 120015 U UA 120015 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до теплоенергетики і теплового впливу на матеріали, а саме автоматизованого керування електричними характеристиками дуги і допоміжних енергоносіїв відповідно до потреб технологічного процесу та призначена для застосування в дугових сталеплавильних печах (далі - ДСП) прямої дії, в яких електричні дуги горять між електродами і матеріалом (металошихтою), що нагрівається. Використовувані в даний час способи регулювання процесу підведення (утворення) тепла засновані, як правило, на принципі регулювання технологічними параметрами печі: керування ступенями трансформатора, ступенями реактора, витратою кисню (природного газу, аргону), вагою пиловугільної суміші. Дані операції виконуються при розплаві металошихти та отриманні металу з необхідними властивостями. Відомий спосіб керування електродуговою піччю, в якому для підтримки довжини дуги в автоматичному режимі здійснюється визначення струму і напруги дуг печі в залежності від різниці між фактичними і розрахованими значеннями цих параметрів [UA № 104508, Н05В 7/148, Бюл. № 3, 10.02.2014]. Недоліком даного способу є те, що визначення довжини дуги в печі в конкретний момент плавки відбувається в залежності від заданого режиму роботи печі, що не дозволяє оптимально використовувати електроенергію. Крім цього в даному способі не реалізовано можливість зміни довжини дуги в залежності від тривалості плавки. Також із рівня техніки відомий спосіб керування ДСП, впроваджений на Новокраматорському машинобудівному заводі (далі - НКМЗ), при якому виконується опускання електродів і утворення електродуги між електродами і металошихтою, розплав металошихти до рідкого стану, а також отримання необхідних властивостей металу [АСУ ТП в черновой металлургии. Под ред. Г.М. Глинкова, В.А. Маковского. - 1999. - С. 210-246]. При розплаві в печі металу до рідкого стану оператором здійснюється регулювання технологічних параметрів: - зміна довжини дуги між електродами і металошихтою за допомогою зміни ступенів трансформатора, ступенів реактора; - зміна витрати кисню (природного газу, аргону) шляхом зміни кута відкриття заслінок; - зміна кількості введеної пиловугільної суміші. За сукупністю суттєвих ознак описаний спосіб керування ДСП є найбільш близьким аналогом (прототипом). Недоліками даного способу керування ДСП є: - ведення режиму розплаву відбувається за допомогою оператора, що не забезпечує точне й одночасне перемикання параметрів у процесі ведення режиму і, як наслідок, погіршує якість розплаву металу; - вплив людського чинника може привести до аварійних ситуацій (пошкодження електродів, футерівки), що спричинить додаткові витрати матеріально-технічних засобів і суттєво збільшить міжплавні перерви в роботі; - необхідність виконання трудомістких розрахунків із виявлення "проблемних" етапів, на яких відбувається перевитрата ресурсів, для подальшого налаштування ДСП, що не завжди є здійсненим. В основу корисної моделі поставлено задачу - створити спосіб автоматизованого керування розплавом металу в ДСП, що дозволяє підвищити якість розплаву металу з одночасним забезпеченням безпеки робіт, зниженням витрат на плавку і зменшенням міжплавних перерв у роботі. Поставлена задача вирішується в заявленому способі, де технічний результат полягає в регулюванні технологічних параметрів в автоматизованому режимі, а також більш точному веденні режиму розплаву металу. Для досягнення зазначеного результату при керуванні розплавом металу в ДСП за допомогою контролера виконується опускання електродів і утворення електричної дуги між електродами і металошихтою, а також безпосередньо розплав металу. При автоматизованому розплаві металу в печі регулювання технологічних параметрів проводиться за заздалегідь заданим шаблоном (зміна всіх параметрів відбувається одночасно, в задані моменти часу і в строго визначені значення технологічних параметрів): зміна довжини дуги між електродами і металошихтою відбувається шляхом зміни ступенів трансформатора, ступенів реактора. В залежності від конструкції ДСП може бути наявним чи наявним частково регулювання допоміжних систем: зміна витрати кисню, природного газу, аргону шляхом зміни кута відкриття заслінок, а також зміна кількості введеної пиловугільної суміші. 1 UA 120015 U 5 10 15 20 25 30 35 40 45 50 55 60 Зміна параметрів шаблону відбувається в залежності від витраченої питомої електроенергії з початку плавки. Для кожного активного етапу в шаблоні задається розрахунковий ресурс електроенергії (питоме значення). Кожен із цих етапів ділиться на n+1 періодів - з "Період 1" по "Період n" і "Перевитрата" (n - кількість етапів підбирається для конкретного комплексу ДСП), перехід між якими відбувається за кількістю введеної в металошихту (металозавалку) електроенергії (як основного енергоносія) у відсотках (від 0 до 100 %) від заданого для даного етапу ресурсу електроенергії (після вичерпання "ресурсу" на поточний етап настає період "Перевитрата"). При цьому облік часу роботи ДСП і витрати енергоресурсів ведеться на всю плавку. Саме для цих періодів задаються технологічні параметри: ступінь трансформатора, реактора, витрата коксу, кисню, газу, аргону, вага пиловугільної суміші. Все це дозволяє створити шаблон, заздалегідь розрахований (і вивірений) для певного комплексу ДСП або отриманий на основі попередніх досліджень, що дозволяє найбільш ефективно вести процес розплаву металозавалки і подальшого плавлення металу в печі. Відомий і заявлений способи керування розплавом металу в ДСП мають такі подібні ознаки: виконують опускання електродів, утворення електричної дуги між електродами і шихтою, а також безпосередньо розплав металу. Заявлений спосіб має наступні відмітні ознаки. При розплаві металу виконують автоматичне регулювання за заданим шаблоном технологічних параметрів підведення тепла в піч, одночасне перемикання технологічних параметрів, а також зміну періодів шаблону в залежності від витраченої питомої електроенергії з початку плавки, при цьому на кожному з етапів розплаву металу виконують розрахунок кількості використаних енергоресурсів. Крім цього як технологічні параметри шаблону використовують довжину електричної дуги між електродами і металошихтою. Також при розплаві металу виконують автоматичне регулювання технологічних параметрів введення допоміжних енергоресурсів, при цьому як технологічні параметри шаблону використовують витрату кисню та/або природного газу, та/або пиловугільної суміші, та/або аргону. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом, що досягається, є. Завдяки керуванню підведенням енергоносіїв у піч за шаблоном залежно від витраченої електричної енергії з початку плавки, досягається підвищення точності регулювання процесу підведення тепла. Більш точне регулювання процесу підведення тепла підвищує точність ведення температурного режиму і, в підсумку, якість розплаву металу з отриманням заданих властивостей. Завдяки одночасному переключенню параметрів регулювання підведення тепла в піч (довжина дуги між електродами і шихтою) та параметрів введення допоміжних енергоресурсів (витрата кисню, природного газу, пиловугільної суміші, аргону), а також здійснення перемикання цих параметрів в строго певні стани матеріалу, що оброблюється, протягом плавки незалежно від дій оператора здійснюється більш стабільний розплав металу, а також підвищується безпека робіт. Ведення обліку часу і витрачених енергоресурсів для кожного етапу дає змогу визначити "проблемні" етапи перевитрати ресурсів і часу, виконати подальше коригування шаблону печі, що призведе до зниження витрат енергоресурсів на розплав металу. За рахунок того, що регулювання основними параметрами розплаву металу здійснюється в автоматизованому режимі в залежності від витраченої електричної енергії на розплав досягається зниження витрати енергоресурсів на розплав, збільшення тривалості служби футерівки стін печі, що веде до зменшення простоїв на час робіт по відновленню характеристик установки. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення зазначеного технічного результату. Дане технічне рішення не відоме з рівня техніки, тому є новим. Заявлена корисна модель є промислово застосовною - вона впроваджується в ДСП сталеплавильного цеху НКМЗ. На НКМЗ були проведені експериментальні дослідження з вимірюванням витрат енергоресурсів на розплав металу в залежності від різних шаблонів, в результаті чого був побудований оптимальний шаблон і знижена витрата дугового піччю електроенергії до 10 % на 1 тонну металу. В підсумку, за рахунок регулювання основними параметрами розплаву металу в автоматизованому режимі в залежності від витраченої електричної енергії на розплав досягається збільшення якості розплаву матеріалу з отриманням заданих властивостей, 2 UA 120015 U підвищення безпеки робіт, зменшення часу робіт по відновленню характеристик установки, а також оптимізація процесу визначення етапів, на яких відбувається перевитрата енергоресурсів. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб автоматизованого керування розплавом металу в дуговій сталеплавильній печі, при якому виконують опускання електродів, утворення електричної дуги між електродами і металошихтою, а також безпосередньо розплав металу, який відрізняється тим, що при розплаві металу виконують автоматичне регулювання за заданим шаблоном технологічних параметрів підведення тепла в піч, одночасне перемикання технологічних параметрів, а також зміну періодів шаблону в залежності від витраченої питомої електроенергії з початку плавки, при цьому на кожному з етапів розплаву металу виконують розрахунок кількості використаних енергоресурсів. 2. Спосіб за п. 1, який відрізняється тим, що як технологічні параметри шаблону використовують довжину електричної дуги між електродами і металошихтою. 3. Спосіб за одним з пп. 1 або 2, який відрізняється тим, що при розплаві металу виконують автоматичне регулювання технологічних параметрів введення допоміжних енергоресурсів, при цьому в як технологічні параметри шаблону використовують витрату кисню та/або природного газу, та/або пиловугільної суміші, та/або аргону. Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H05B 7/156, G05F 1/02, H05B 7/18, G05F 1/08, H05B 7/11, H05B 7/148, G05F 1/66
Мітки: металу, автоматизованого, розплавом, сталеплавильний, дуговій, печі, керування, спосіб
Код посилання
<a href="https://ua.patents.su/5-120015-sposib-avtomatizovanogo-keruvannya-rozplavom-metalu-v-dugovijj-staleplavilnijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматизованого керування розплавом металу в дуговій сталеплавильній печі</a>
Спосіб плавки в дуговій сталеплавильній печі
Номер патенту: 24098
Опубліковано: 31.08.1998
Автори: Дудко Георгій Федорович, Кубрак Олександр Васильович, Тіщенко Петро Ілліч
МПК: C21C 5/52
Мітки: дуговій, сталеплавильний, печі, плавки, спосіб
Текст:
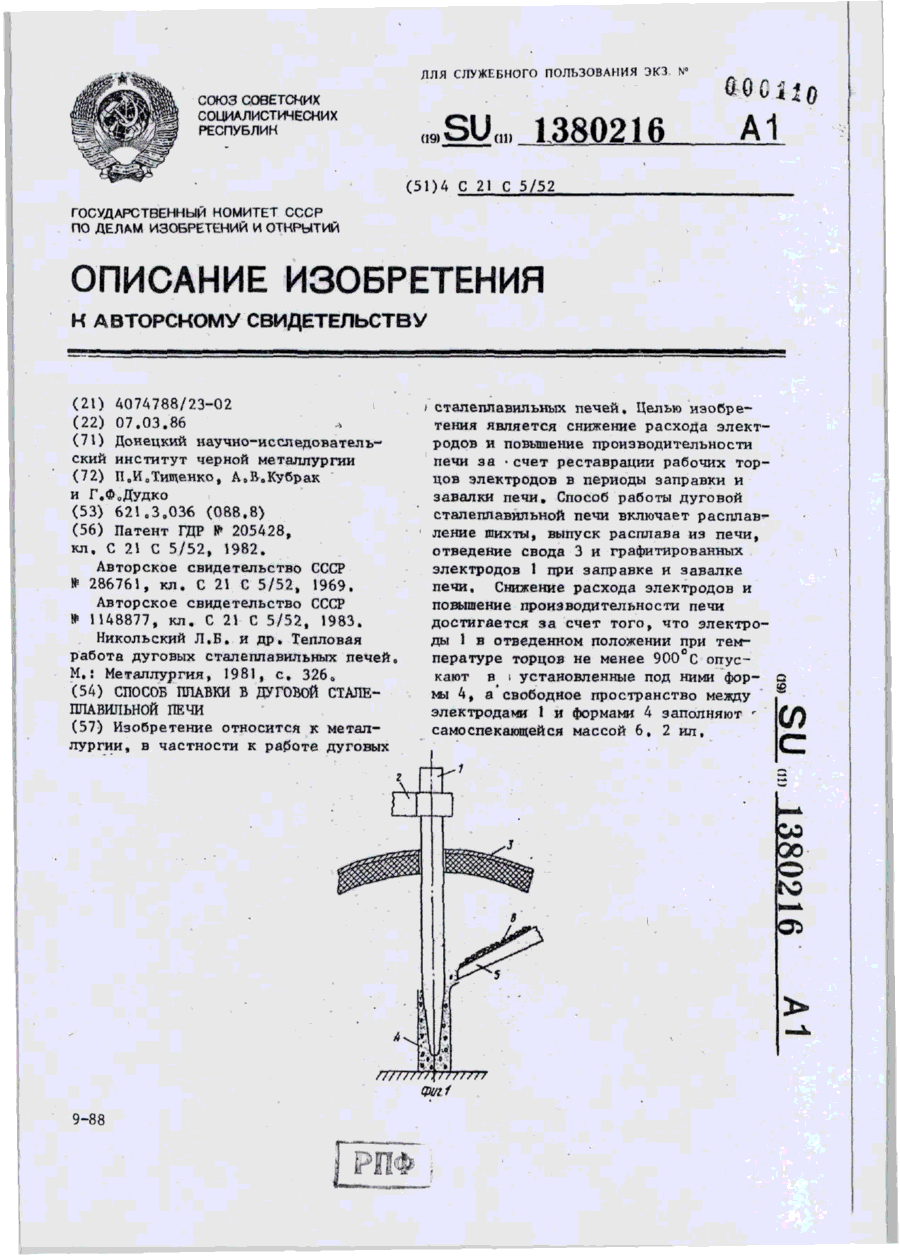
...порошковая известь 3» пущен через отверстие свода 3 печи. Установлено, что при температуре торСоосно электроду 1 установлена цицов электродов менее 900 С процесс линдрическая форма 4, над которой •ус спекания огнеупорной массы резко наклонно установлен желоб 5, по кото- * * ухудшается в связи с недостатком • рому подают самоспекающуюся массу 6, тепла для коксования самоспекающейСпособ осуществляют следующим обся массы. Продолжительность...
Спосіб одержання високоякісної сталі в дуговій сталеплавильній печі
Номер патенту: 19365
Опубліковано: 25.12.1997
Автори: Пономарьов Лев Львович, Іванов Анатолій Йосипович, Іванов Сергій Анатолійович
МПК: C21C 5/52
Мітки: високоякісної, дуговій, одержання, спосіб, печі, сталеплавильний, сталі
Формула / Реферат:
Способ получения высококачественной стали в дуговой сталеплавильной печи, включающий завалку шихты, углеродсодержащих и шлакообразующих материалов, расплавление шихты, скачивание первичного шлака, наведение вторичного шлака и его скачивание, выпуск в ковш, отличающийся тем, что по расплавлении берут пробу на С, Сu и Ni, после скачивания первичного шлака проводят окислительную продувку и наводят вторичный шлак следующего состава,...
Спосіб плавки вуглецевої сталі в дуговій печі
Номер патенту: 84707
Опубліковано: 25.10.2013
Автори: Олешко Віктор Михайлович, Цівковський Олександр Григорович
МПК: C21C 5/52
Мітки: спосіб, дуговій, печі, плавки, вуглецевої, сталі
Формула / Реферат:
Спосіб плавки вуглецевої сталі в дуговій печі, при якому піч завантажують шихтою у вигляді брухту з внесенням необхідних добавок, після чого здійснюють розплавлювання шихти електричною дугою прямої дії з наступним випуском розплаву, який відрізняється тим, що брухт після завантаження в піч зрошують суспензією, що являє собою зважені в рідині дрібні (порошкоподібні) частки графіту.
Спосіб регулювання висоти утворюваного спіненого шлаку розплаву нержавіючого сплаву у електричній дуговій печі
Номер патенту: 97766
Опубліковано: 12.03.2012
Автор: Райхель Йоханн
МПК: C21C 5/52, F27B 3/28, F27B 3/08, F27D 19/00
Мітки: регулювання, дуговій, розплаву, електричний, нержавіючого, спосіб, спіненого, печі, утворюваного, сплаву, висоті, шлаку
Формула / Реферат:
1. Спосіб регулювання висоти утворюваного спіненого шлаку нержавіючого розплаву сплаву в електричній дуговій печі, який відрізняється тим, що висоту утворюваного спіненого шлаку в електричній дуговій печі безперервно реєструють термографічно як функцію часу його утворення і температури в ньому і що залежно від температури і температурного градієнта утворюваного спіненого шлаку регулюють подавання пінотворного матеріалу, причому температуру...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Тонеллі Ріккардо, Хохенбіхлер Геральд, Капотості Ромео, Пелліссетті Стефано
МПК: B22D 11/06
Мітки: запобігання, металу, безперервного, кисню, спосіб, здійснення, контакту, розплавом, пристрій, процесі, лиття
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Попередній патент: Вихідний картридж установки для очищення питної води
Наступний патент: Спосіб інтраопераційної нейропротекції при нейрохірургічних оперативних втручаннях
Випадковий патент: Тверда проміжна прокладка з відкритою пористістю для ядерного керуючого стрижня