Спосіб механічної обробки з лазерним опроміненням для дроблення стружки
Номер патенту: 121432
Опубліковано: 11.12.2017
Автори: Котляров Валерій Павлович, Довбиш Віталій Леонідович

Формула / Реферат
1. Спосіб механічної обробки з лазерним опроміненням для дроблення стружки, за яким оброблювальну поверхню заготовки перед механічною обробкою лезвійним інструментом опромінюють лазерним променем в режимі нагрівання поверхневого шару заготовки, який відрізняється тим, що опромінення виконують за такою схемою, щоб його траєкторія багатократно пересікала траєкторію відносного переміщення ріжучого інструмента та заготовки при виконанні робочих переходів технологічної операції над однією поверхнею заготовки.
2. Спосіб за п. 1, який відрізняється тим, що для матеріалу заготовки, який не піддається термічній обробці з підвищенням його твердості у поверхневому шарі, одночасно з виконанням термічного впливу на поверхневий шар матеріалу виконують його пластичне деформування в межах зони опромінення.
Текст
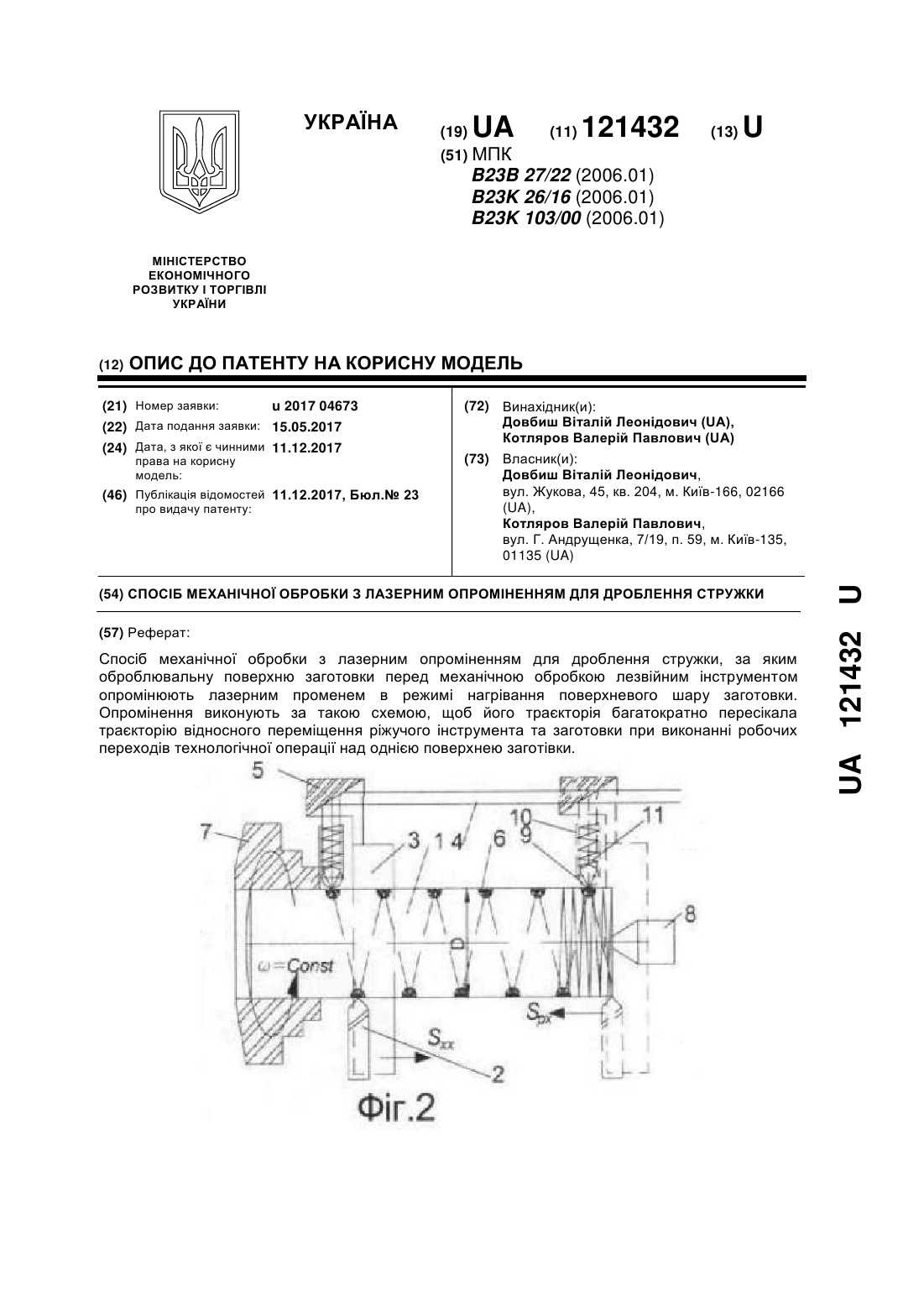
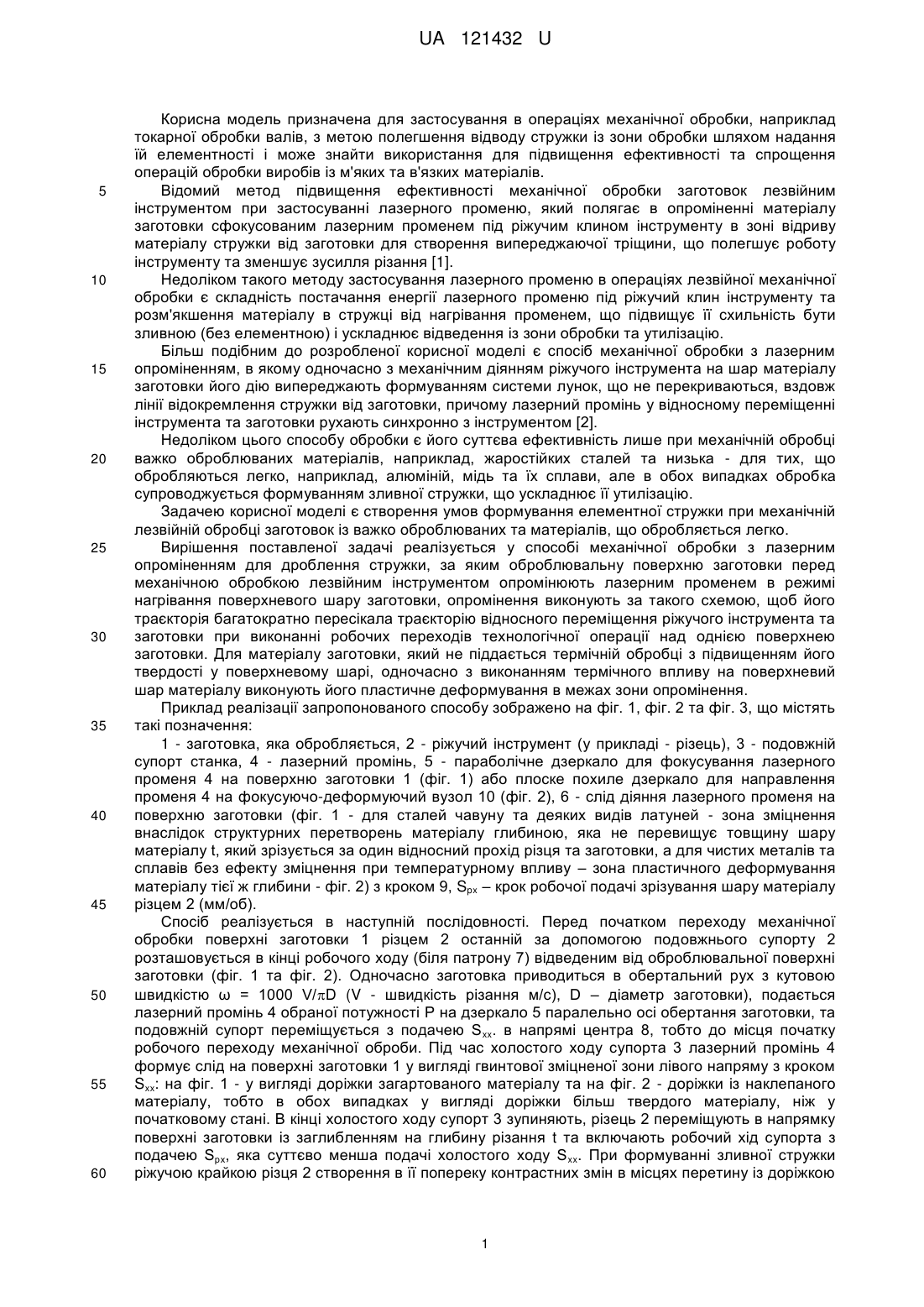
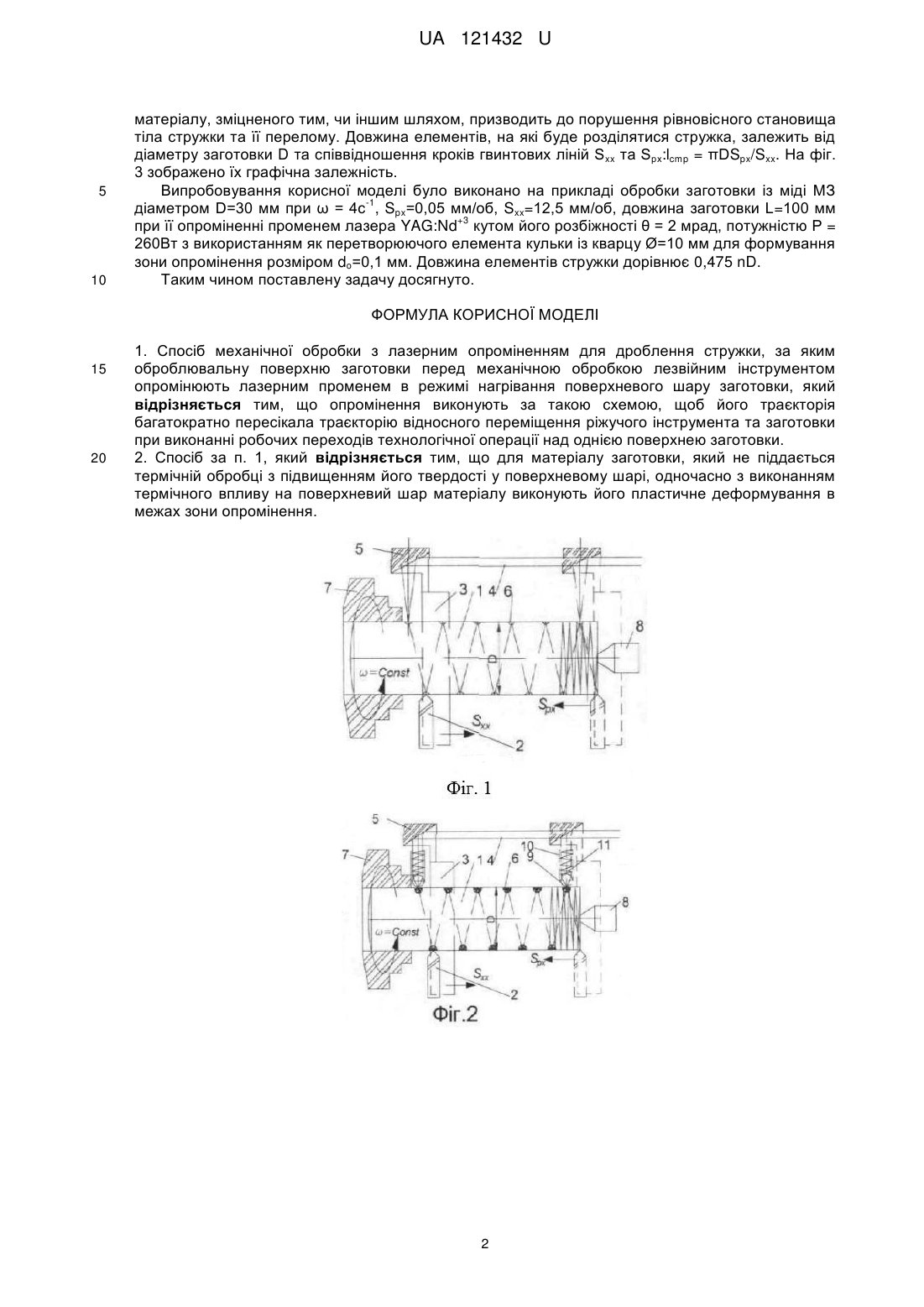
Реферат: Спосіб механічної обробки з лазерним опроміненням для дроблення стружки, за яким оброблювальну поверхню заготовки перед механічною обробкою лезвійним інструментом опромінюють лазерним променем в режимі нагрівання поверхневого шару заготовки. Опромінення виконують за такою схемою, щоб його траєкторія багатократно пересікала траєкторію відносного переміщення ріжучого інструмента та заготовки при виконанні робочих переходів технологічної операції над однією поверхнею заготівки. UA 121432 U (12) UA 121432 U UA 121432 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель призначена для застосування в операціях механічної обробки, наприклад токарної обробки валів, з метою полегшення відводу стружки із зони обробки шляхом надання їй елементності і може знайти використання для підвищення ефективності та спрощення операцій обробки виробів із м'яких та в'язких матеріалів. Відомий метод підвищення ефективності механічної обробки заготовок лезвійним інструментом при застосуванні лазерного променю, який полягає в опроміненні матеріалу заготовки сфокусованим лазерним променем під ріжучим клином інструменту в зоні відриву матеріалу стружки від заготовки для створення випереджаючої тріщини, що полегшує роботу інструменту та зменшує зусилля різання [1]. Недоліком такого методу застосування лазерного променю в операціях лезвійної механічної обробки є складність постачання енергії лазерного променю під ріжучий клин інструменту та розм'якшення матеріалу в стружці від нагрівання променем, що підвищує її схильність бути зливною (без елементною) і ускладнює відведення із зони обробки та утилізацію. Більш подібним до розробленої корисної моделі є спосіб механічної обробки з лазерним опроміненням, в якому одночасно з механічним діянням ріжучого інструмента на шар матеріалу заготовки його дію випереджають формуванням системи лунок, що не перекриваються, вздовж лінії відокремлення стружки від заготовки, причому лазерний промінь у відносному переміщенні інструмента та заготовки рухають синхронно з інструментом [2]. Недоліком цього способу обробки є його суттєва ефективність лише при механічній обробці важко оброблюваних матеріалів, наприклад, жаростійких сталей та низька - для тих, що обробляються легко, наприклад, алюміній, мідь та їх сплави, але в обох випадках обробка супроводжується формуванням зливної стружки, що ускладнює її утилізацію. Задачею корисної моделі є створення умов формування елементної стружки при механічній лезвійній обробці заготовок із важко оброблюваних та матеріалів, що обробляється легко. Вирішення поставленої задачі реалізується у способі механічної обробки з лазерним опроміненням для дроблення стружки, за яким оброблювальну поверхню заготовки перед механічною обробкою лезвійним інструментом опромінюють лазерним променем в режимі нагрівання поверхневого шару заготовки, опромінення виконують за такого схемою, щоб його траєкторія багатократно пересікала траєкторію відносного переміщення ріжучого інструмента та заготовки при виконанні робочих переходів технологічної операції над однією поверхнею заготовки. Для матеріалу заготовки, який не піддається термічній обробці з підвищенням його твердості у поверхневому шарі, одночасно з виконанням термічного впливу на поверхневий шар матеріалу виконують його пластичне деформування в межах зони опромінення. Приклад реалізації запропонованого способу зображено на фіг. 1, фіг. 2 та фіг. 3, що містять такі позначення: 1 - заготовка, яка обробляється, 2 - ріжучий інструмент (у прикладі - різець), 3 - подовжній супорт станка, 4 - лазерний промінь, 5 - параболічне дзеркало для фокусування лазерного променя 4 на поверхню заготовки 1 (фіг. 1) або плоске похиле дзеркало для направлення променя 4 на фокусуючо-деформуючий вузол 10 (фіг. 2), 6 - слід діяння лазерного променя на поверхню заготовки (фіг. 1 - для сталей чавуну та деяких видів латуней - зона зміцнення внаслідок структурних перетворень матеріалу глибиною, яка не перевищує товщину шару матеріалу t, який зрізується за один відносний прохід різця та заготовки, а для чистих металів та сплавів без ефекту зміцнення при температурному впливу – зона пластичного деформування матеріалу тієї ж глибини - фіг. 2) з кроком 9, Spx – крок робочої подачі зрізування шару матеріалу різцем 2 (мм/об). Спосіб реалізується в наступній послідовності. Перед початком переходу механічної обробки поверхні заготовки 1 різцем 2 останній за допомогою подовжнього супорту 2 розташовується в кінці робочого ходу (біля патрону 7) відведеним від оброблювальної поверхні заготовки (фіг. 1 та фіг. 2). Одночасно заготовка приводиться в обертальний рух з кутовою швидкістю ω = 1000 V/D (V - швидкість різання м/с), D – діаметр заготовки), подається лазерний промінь 4 обраної потужності Р на дзеркало 5 паралельно осі обертання заготовки, та подовжній супорт переміщується з подачею S xx. в напрямі центра 8, тобто до місця початку робочого переходу механічної оброби. Під час холостого ходу супорта 3 лазерний промінь 4 формує слід на поверхні заготовки 1 у вигляді гвинтової зміцненої зони лівого напряму з кроком Sxx: на фіг. 1 - у вигляді доріжки загартованого матеріалу та на фіг. 2 - доріжки із наклепаного матеріалу, тобто в обох випадках у вигляді доріжки більш твердого матеріалу, ніж у початковому стані. В кінці холостого ходу супорт 3 зупиняють, різець 2 переміщують в напрямку поверхні заготовки із заглибленням на глибину різання t та включають робочий хід супорта з подачею Sрх, яка суттєво менша подачі холостого ходу S xx. При формуванні зливної стружки ріжучою крайкою різця 2 створення в її попереку контрастних змін в місцях перетину із доріжкою 1 UA 121432 U 5 10 матеріалу, зміцненого тим, чи іншим шляхом, призводить до порушення рівновісного становища тіла стружки та її перелому. Довжина елементів, на які буде розділятися стружка, залежить від діаметру заготовки D та співвідношення кроків гвинтових ліній Sxx та Sрх:lcmp = πDSpx/Sxx. На фіг. 3 зображено їх графічна залежність. Випробовування корисної моделі було виконано на прикладі обробки заготовки із міді МЗ -1 діаметром D=30 мм при ω = 4с , Spx=0,05 мм/об, Sxx=12,5 мм/об, довжина заготовки L=100 мм +3 при її опроміненні променем лазера YAG:Nd кутом його розбіжності θ = 2 мрад, потужністю Р = 260Вт з використанням як перетворюючого елемента кульки із кварцу Ø=10 мм для формування зони опромінення розміром do=0,1 мм. Довжина елементів стружки дорівнює 0,475 nD. Таким чином поставлену задачу досягнуто. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб механічної обробки з лазерним опроміненням для дроблення стружки, за яким оброблювальну поверхню заготовки перед механічною обробкою лезвійним інструментом опромінюють лазерним променем в режимі нагрівання поверхневого шару заготовки, який відрізняється тим, що опромінення виконують за такою схемою, щоб його траєкторія багатократно пересікала траєкторію відносного переміщення ріжучого інструмента та заготовки при виконанні робочих переходів технологічної операції над однією поверхнею заготовки. 2. Спосіб за п. 1, який відрізняється тим, що для матеріалу заготовки, який не піддається термічній обробці з підвищенням його твердості у поверхневому шарі, одночасно з виконанням термічного впливу на поверхневий шар матеріалу виконують його пластичне деформування в межах зони опромінення. 2 UA 121432 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 103/00, B23K 26/16, B23B 27/22
Мітки: стружки, лазерним, опроміненням, механічної, спосіб, обробки, дроблення
Код посилання
<a href="https://ua.patents.su/5-121432-sposib-mekhanichno-obrobki-z-lazernim-oprominennyam-dlya-droblennya-struzhki.html" target="_blank" rel="follow" title="База патентів України">Спосіб механічної обробки з лазерним опроміненням для дроблення стружки</a>
Спосіб передпосівної стимуляції насіння лазерним опроміненням
Номер патенту: 63403
Опубліковано: 15.01.2004
Автори: Василішин Роман Вікторович, Діордієв Володимир Трифонович, Сабо Андрій Георгійович
МПК: A01C 1/00
Мітки: опроміненням, лазерним, стимуляції, спосіб, передпосівної, насіння
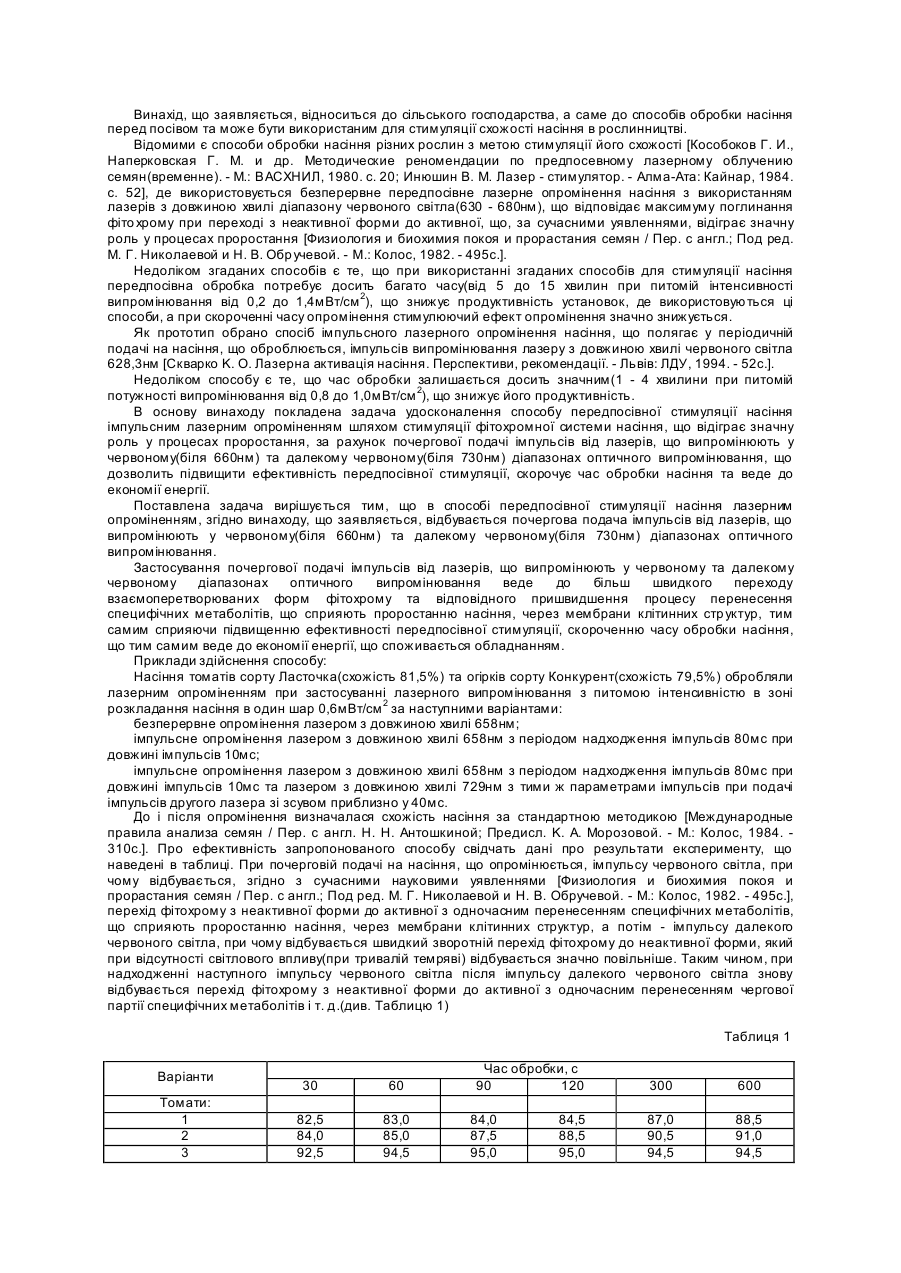
Формула / Реферат:
Спосіб передпосівної стимуляції насіння, що включає імпульсне лазерне опромінення насіння червоним світлом, який відрізняється тим, що на насіння, що опромінюється, почергово подають імпульси від лазерів, що випромінюють у червоному та далекому червоному діапазонах оптичного випромінювання.
Спіральне свердло для обробки глибоких отворів з випуклою передньою поверхнею та елементами дроблення стружки
Номер патенту: 50025
Опубліковано: 25.05.2010
Автори: Чернякова Ольга В'ячеславівна, Маршуба Вячеслав Павлович
МПК: B23B 51/02
Мітки: отворів, випуклою, стружки, глибоких, спіральне, елементами, дроблення, обробки, передньою, свердло, поверхнею
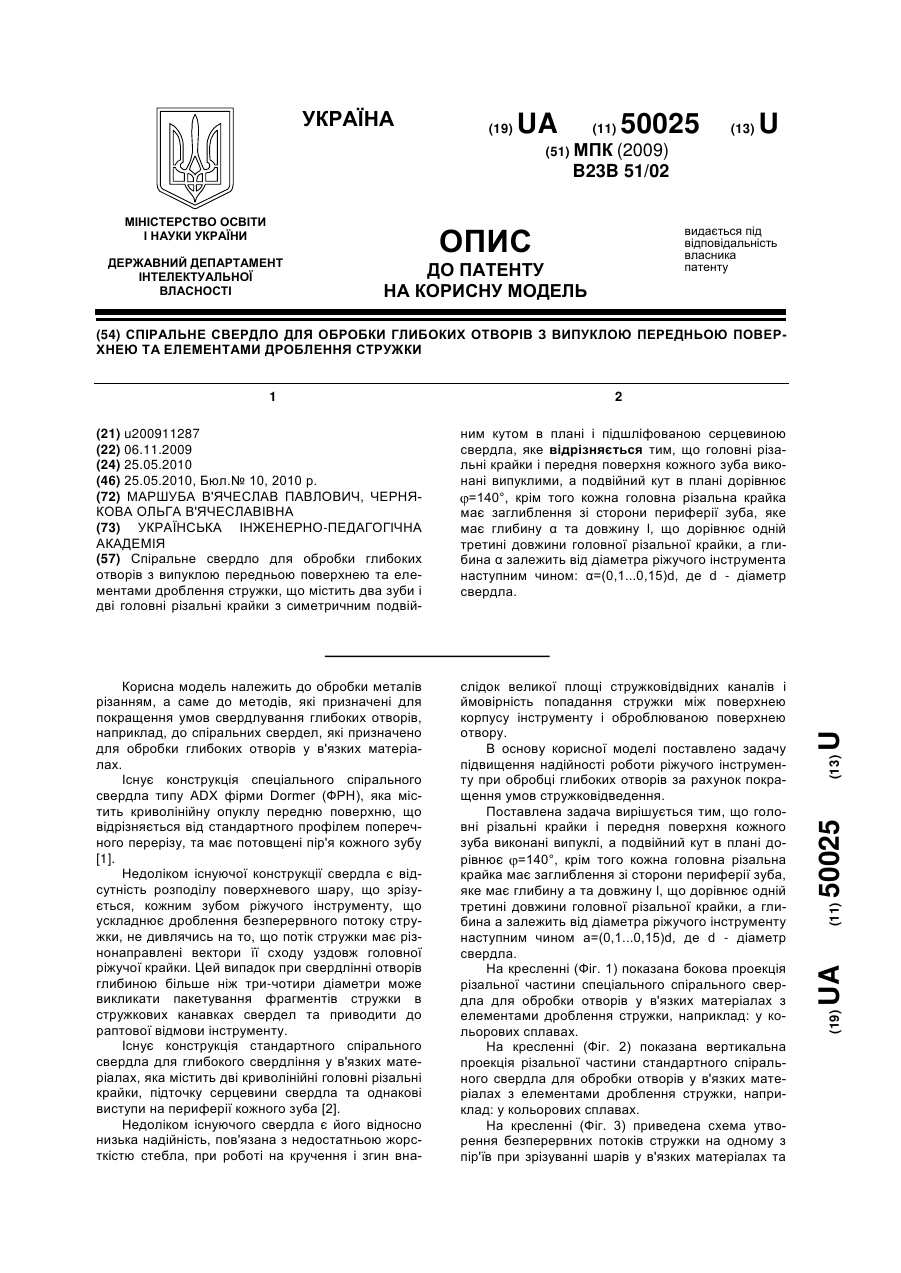
Формула / Реферат:
Спіральне свердло для обробки глибоких отворів з випуклою передньою поверхнею та елементами дроблення стружки, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба виконані випуклими, а подвійний кут в плані дорівнює j=140°, крім того кожна головна різальна крайка має заглиблення зі сторони...
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: газотермічних, визначення, поверхні, допомогою, покриттів, відновлення, обробки, зняттям, спосіб, механічної, деталі, напилення, техніки, стружки, попередньо, підготовки, глибини, спрацьованої
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Спосіб модифікації потужним лазерним опроміненням нанопористого вуглецю
Номер патенту: 37278
Опубліковано: 25.11.2008
Автори: Соловко Ярослав Тарасович, Будзуляк Іван Іванович, Рачій Богдан Іванович, Попович Дмитро Іванович, Беркещук Михайло Васильович
МПК: B82B 3/00
Мітки: потужним, вуглецю, опроміненням, лазерним, нанопористого, модифікації, спосіб
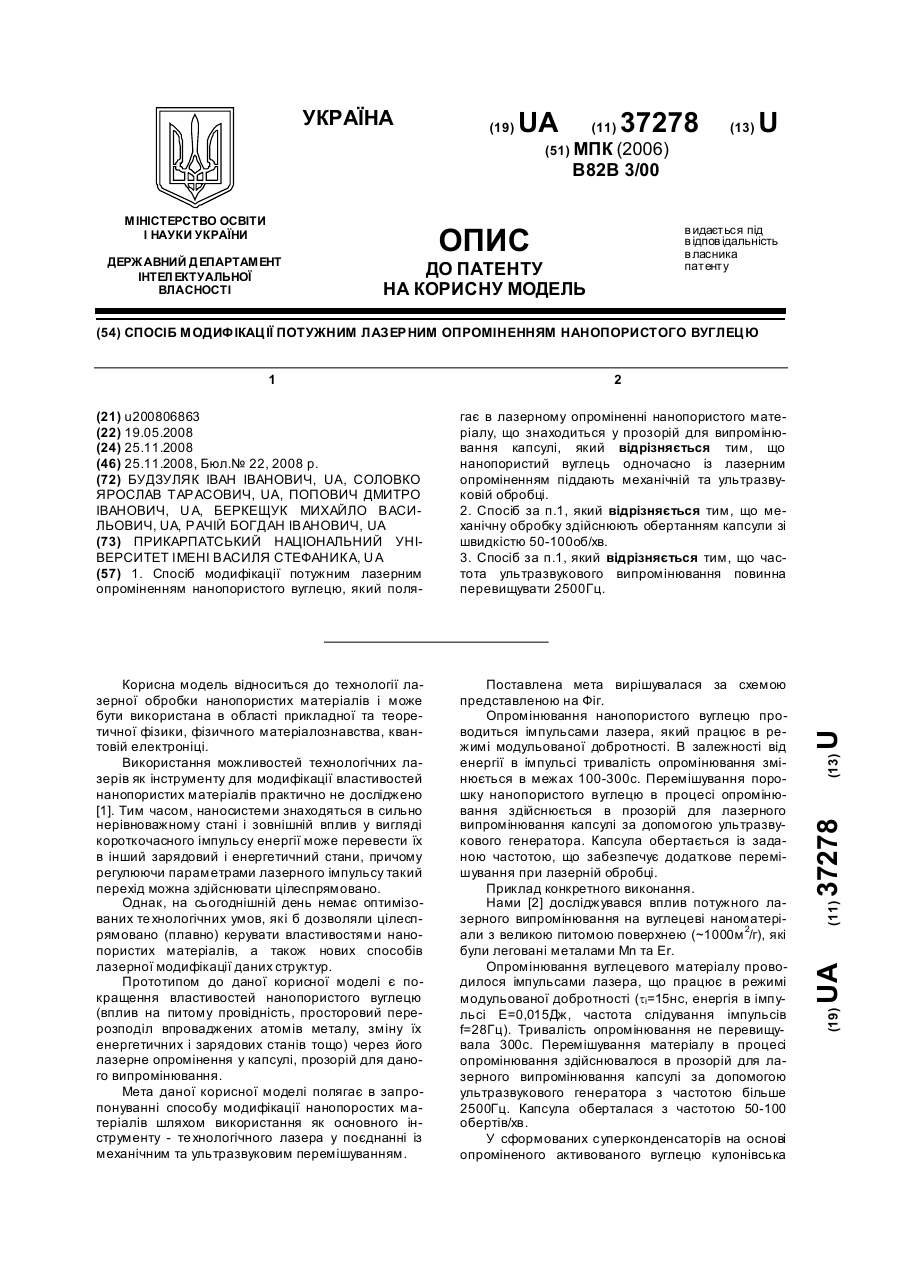
Формула / Реферат:
1. Спосіб модифікації потужним лазерним опроміненням нанопористого вуглецю, який полягає в лазерному опроміненні нанопористого матеріалу, що знаходиться у прозорій для випромінювання капсулі, який відрізняється тим, що нанопористий вуглець одночасно із лазерним опроміненням піддають механічній та ультразвуковій обробці.2. Спосіб за п. 1, який відрізняється тим, що механічну обробку здійснюють обертанням капсули зі швидкістю...
Пристрій для обробки отворів лазерним променем
Номер патенту: 111049
Опубліковано: 25.10.2016
Автори: Котляров Валерій Павлович, Кривко Тетяна Володимирівна
МПК: B23K 26/00
Мітки: променем, отворів, лазерним, пристрій, обробки
Формула / Реферат:
Пристрій для обробки отворів лазерним променем, що має лазер, фокусуючу систему, механізм повороту фокусуючої системи відносно осі, що проходить через її центр перпендикулярно її оптичній осі, який відрізняється тим, що пристрій оснащено блоком управління і лічильником лазерних імпульсів, причому до виходу блока управління підключений механізм повороту фокусуючої системи, а до входу - вихід лічильника лазерних імпульсів.
Попередній патент: Спосіб отримання електричної енергії
Наступний патент: Насадка для витяжної труби
Випадковий патент: Спосіб виготовлення дезінфектанту із наночастинками металевого срібла