Установка безперервного розлиття чорнових профілів
Формула / Реферат
(57) 1. Установка непрерывной разливки черновых профилей для прокатки сортовой стали, содержащая кристаллизатор с расположенным за ним направляющим устройством в виде роликов, причем две боковые стенки кристаллизатора имеют перемычку, две переходные поверхности, расположенные под углом к перемычке, и две параллельные регулируемые поверхности, между которыми с возможностью регулировки установлены торцовые стенки, отличающаяся тем, что переходные поверхности наклонены под углом от 20 до 45° к перемычке, за перемычкой поверхностями перехода и регулируемыми поверхностями соответственно расположены секционные ролики для направления изделия, а за регулируемыми торцовыми стенками, оснащенными выступом, расположены регулируемые в одном направлении направляющие элементы.
2. Установка по п. 1,отличающаяся тем, что направляющие элементы торцовых стенок имеют поверхности скольжения для торцовых сторон чернового профиля.
3. Установка по п. 1, отличающаяся тем, что направляющие ролики, расположенные вслед за перемычкой, и концевые направляющие ролики расположены с вертикальным смещением по отношению к направляющим роликам, расположенным за переходными поверхностями.
Текст
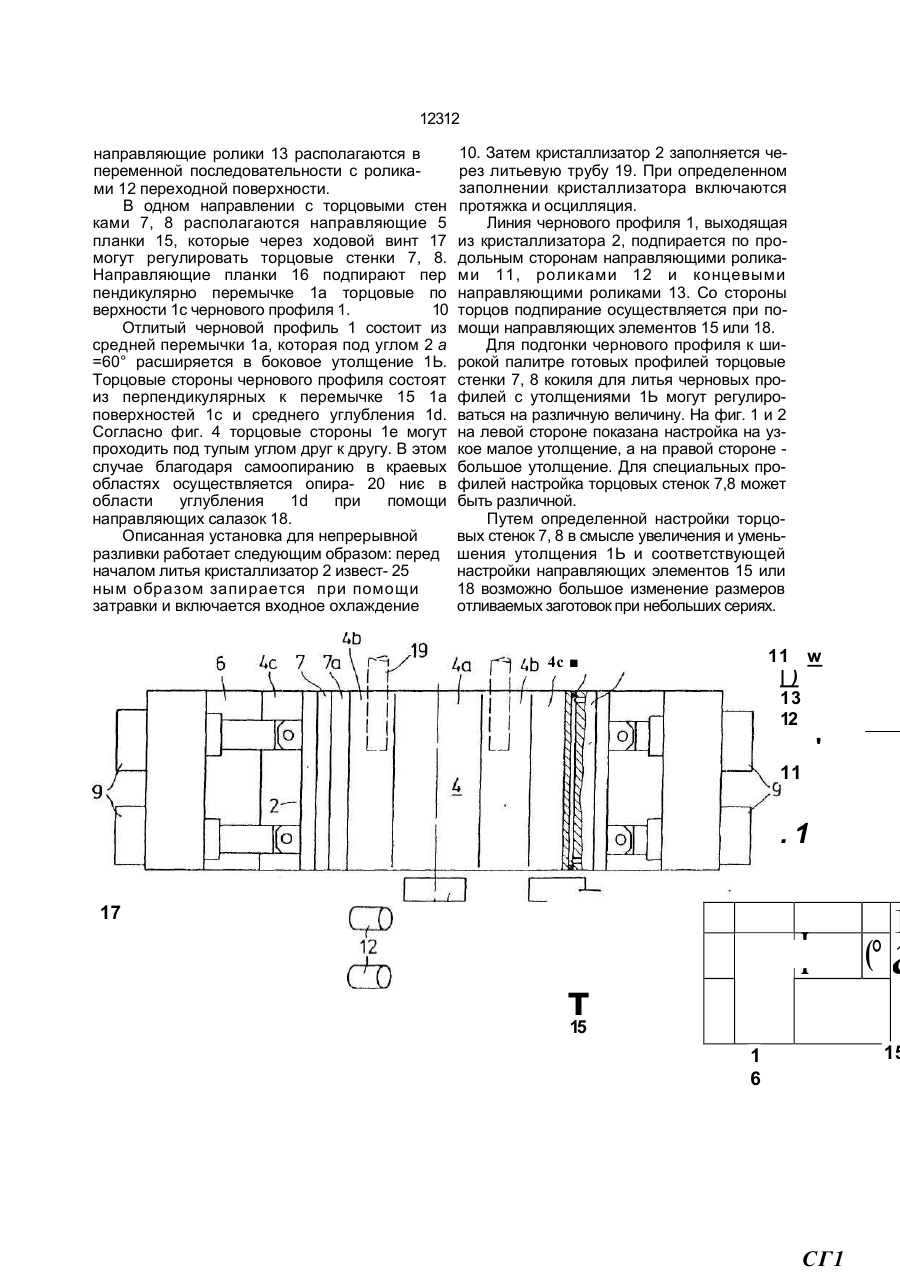
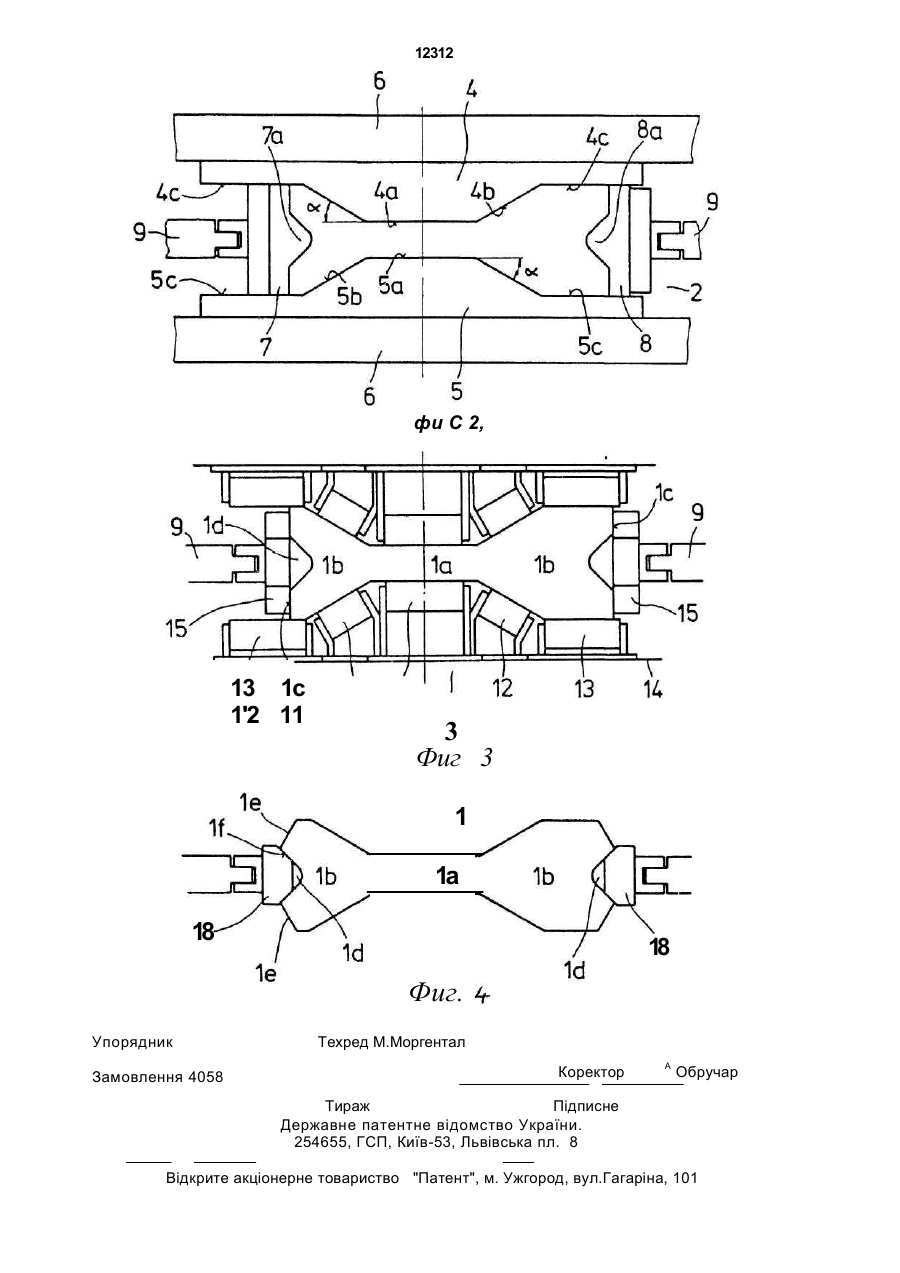
1. Установка непрерывной разливки чер новых профилей для прокатки сортовой стали, содержащая кристаллизатор с расположенным за ним направляющим уст ройством в виде роликов, причем две боко вые стенки кристаллизатора имеют перемычку, две переходные поверхности, расположенные под углом к перемычке, и две параллельные регулируемые поверхно сти, между которыми с возможностью регу Изобретение касается установка непрерывной разливки черновых профилей для прокатки сортовой стали. Известная установка такого рода состоит из охлаждаемого кристаллизатора с расположенным за ним направляющим устройством, причем каждая боковая стенка кристаллизатора имеет поверхность перемычки, соединенную с двух сторон с переходными поверхностями, расположенными под углом в сторону расширения поперечного сечения, и две параллельные друг другу поверхности, между которыми установлены с возможностью регулировки торцовые стенки. лировки установлены торцовые стенки, о т л и ч а ю щ а я с я тем, что переходные поверхности наклонены под углом от 20 до 45° к перемычке, за перемычкой поверхностями перехода и регулируемыми поверхностями соответственно расположены секционные ролики для направления изделия, а за регулируемыми торцовыми стенками, оснащенными выступом, расположены регулируемые в одном направлении направляющие элементы. 2. Установка поп. 1 , о т л и ч а ю щ а я с я тем, что направляющие элементы тор цовых стенок имеют поверхности скольже ния для торцовых сторон чернового профиля. 3. Установка по п. 1,о т л и ч а ю щ а я с я тем, что направляющие ролики, располо женные вслед за перемычкой, и концевые направляющие ролики расположены с вер тикальным смещением по отношению к на правляющим роликам, расположенным за переходными поверхностями. С целью подгонки чернового профиля к готовому профилю, торцовые стенки могут регулироваться между параллельными регулировочными поверхностями боковых стенок посредством ходов.ых винтов. В этом кристаллизаторе переходные поверхности проходят под углом 75° к перемычке. Кристаллизатор такого типа имеет тот недостаток, что могут отливаться черновые профили в малом диапазоне размеров балок. Еще один недостаток такого кристаллизатора состоит в том, что из-за усадки изделия в формовочной поло С> ю со ю О 12312 сти может происходить заклинивание изделия. Задачей изобретения является разра ботка установки для непрерывной разливки при изготовлении черновых профилей для 5 прокатки сортовой стали, простой по конст рукции и универсальной в использовании.В частности, заявленная установка непрерыв ной разливки позволяет отливать неболь ш им кол ичес тв ом крис тал л изат оро в 10 черновые профили, которые могут прокаты ваться с небольшим количеством проходов, калибров, экономя энергию, повышая про изводительность до большого числа чисто вых форм и окончательных размеров. 15 Согласно изобретению, поставленная задача решается тем, что переходные поверхности расположены под углом от 20 до 45° к перемычке, причем за перемычками, переходными поверхностями и регулируемыми 20 поверхностями последовательно расположены ролики направляющего устройства, а за регулируемыми торцовыми стенками, оснащенным выступом в формовочной полости, расположены одинаково направленные 25 регулируемые направляющие элементы. Созданная таким образом установка для непрерывной разливки позволяет неболь шим количеством кристаллизаторов отли вать нед орогие черновые профил и, 30 имеющие поверхность без трещин и с хоро шей структурой, которые за небольшое чис ло проходов могут прокатываться в балки, рельсы, шпунтовые стенки и другие профи ли. 35 При этом особым преимуществом является то, что направляющие элементы торцовые стенок имеют поверхности скольжения для торцовых сторон черновых профилей. Согласно другому признаку изобрете- 40 ния, направляющие ролики перемычки и концевые направляющие ролики располага ются в попеременной последовательности с направляющими роликами переходной по верхности. 45 В процессе эксплуатации установки для непрерывной разливки торцовые стенки кристаллизатора и направляющие изделие элементы, принадлежащие торцовым стенкам, могут регулироваться в процессе разливки с 50 целью изменения профиля утолщений. Благодаря этому можно последовательно отливать несколько различных заказов. В отлитом профиле для проката сортовой стали перемычка переходит под углом от 55 40 до 90° в боковые утолщения. Торцовые стороны утолщений имеют углубление. Существенное преимущество такого профиляв том, что центрирование задается уже в первом проходе. С целью использования тепла разливки отлитый черновой профиль может сразу же поступать в прокатный стан для получения двутавровых балок с параллельными полками, U-образных профилей, профилей шпунтовых стенок и т.п., Другие признаки и преимущества изобретения описаны в приведенном примере исполнения со ссылкой на чертежи, на которых: на фиг. 1 - показан продольный разрез установки непрерывной разливки, состоящей из кристаллизатора с расположенным за ним направляющим устройством, фиг. 2 - вид сверху на кристаллизатор, фиг. 3 - вид сверху на направляющее устройство, фиг. 4 - альтернативная направляющая торцовых сторон. Согласно фиг. 1 установка непрерывной разливки черновых профилей 1 для проката сортовой стали состоит из кристаллизатора 2 с расположенным за ним направляющим устройством 3 для изделия. Как видно из фиг. 2, две боковые стенки 4, 5 установлены на опорных рамах 6. Каждая боковая стенка 4, 5 имеет среднюю перемы чку 4а, 5а, д в е пе рех од ны е поверхности 4b, 5b и две регулировочные поверхности 4с, 5с. Переходные поверхности 4b, 5b в приведенном примере проходят под углом а =30° к плоскости перемычки 4а, 5а. В качестве бокового завершения кристаллизатора между параллельными друг другу регулировочными поверхностями 4с, 5с расположены торцовые стенки 7, 8, которые для изменения профиля могут регулироваться при помощи ходового винта 9. Каждая торцовая стенка 7, 8 имеет выступ 7а, 8а в полость формования, который образует в черновом профиле 1 углубление Id. Боковые стенки 4, 5 и торцовые стенки 7, 8 снабжены каналами 10 охлаждения. » В кристаллизатор 2 через одну или две разливочные трубы 19 заливается сталь. Разливочные трубы 19 целесообразно располагать в полости кристаллизатора 2, охватываемой переходными поверхностями 4Ь, 5Ь, регулировочными поверхностями 4с, 5с и торцовыми стенками 7, 8 и не требуют регулировки при изменении профиля. Согласно фиг. 1 и 3 направляющее устройство 2, расположенное за кристаллизатором в одном направлении с боковой стенкой 4, 5 кристаллизатора, состоит из направляющих роликов 11 перемычки, роликов 12 переходной поверхности и концевых направляющих роликов 13, опирающихся внутри рамы 14. Как видно из фиг. 1. направляющие ролики перемычки 11 и концевые 12312 направляющие ролики 13 располагаются в переменной последовательности с роликами 12 переходной поверхности. В одном направлении с торцовыми стен ками 7, 8 располагаются направляющие 5 планки 15, которые через ходовой винт 17 могут регулировать торцовые стенки 7, 8. Направляющие планки 16 подпирают пер пендикулярно перемычке 1а торцовые по верхности 1с чернового профиля 1. 10 Отлитый черновой профиль 1 состоит из средней перемычки 1а, которая под углом 2 а =60° расширяется в боковое утолщение 1Ь. Торцовые стороны чернового профиля состоят из перпендикулярных к перемычке 15 1а поверхностей 1с и среднего углубления 1d. Согласно фиг. 4 торцовые стороны 1е могут проходить под тупым углом друг к другу. В этом случае благодаря самоопиранию в краевых областях осуществляется опира- 20 ниє в области углубления 1d при помощи направляющих салазок 18. Описанная установка для непрерывной разливки работает следующим образом: перед началом литья кристаллизатор 2 извест- 25 ным образом запирается при помощи затравки и включается входное охлаждение 10. Затем кристаллизатор 2 заполняется через литьевую трубу 19. При определенном заполнении кристаллизатора включаются протяжка и осцилляция. Линия чернового профиля 1, выходящая из кристаллизатора 2, подпирается по продольным сторонам направляющими роликами 11, роликами 12 и концевыми направляющими роликами 13. Со стороны торцов подпирание осуществляется при помощи направляющих элементов 15 или 18. Для подгонки чернового профиля к широкой палитре готовых профилей торцовые стенки 7, 8 кокиля для литья черновых профилей с утолщениями 1Ь могут регулироваться на различную величину. На фиг. 1 и 2 на левой стороне показана настройка на узкое малое утолщение, а на правой стороне большое утолщение. Для специальных профилей настройка торцовых стенок 7,8 может быть различной. Путем определенной настройки торцовых стенок 7, 8 в смысле увеличения и уменьшения утолщения 1Ь и соответствующей настройки направляющих элементов 15 или 18 возможно большое изменение размеров отливаемых заготовок при небольших сериях. 11 w |) 13 12 4с Ю 8 ' 11 .1 17 I т 15 (° ] г 15 1 6 СГ1 т 16 17 12312 фи С 2, 13 1с 1'2 11 3 Фиг 3 1 1а 18 18 Фиг. Упорядник Замовлення 4058 Техред М.Моргентал Коректор А Обручар Тираж Підписне Державне патентне відомство України. 254655, ГСП, Київ-53, Львівська пл. 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for continuous casting rough profiles
Назва патенту російськоюУстановка непрерывной разливки черновых профилей
МПК / Мітки
МПК: B22D 11/14
Мітки: безперервного, профілів, чорнових, розлиття, установка
Код посилання
<a href="https://ua.patents.su/5-12312-ustanovka-bezperervnogo-rozlittya-chornovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Установка безперервного розлиття чорнових профілів</a>
Устрій для піддержування і охолоджування злитка в установці безперервного розливу металів
Номер патенту: 8678
Опубліковано: 30.09.1996
Автори: Іванченко Іван Федорович, Склярський Григорій Михайлович, Шевченко Анатолій Іванович, Кравченко Геннадій Федорович, Плискановський Олександр Станіславович, Матюхін Олександр Васильович, Кузнецов Борис Григорович, Ніколаев Геннадій Андрійович, Лепіхов Леонід Сергійович
МПК: B22D 11/12
Мітки: розливу, злитка, піддержування, охолоджування, устрій, безперервного, установці, металів
Формула / Реферат:
Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов, содержащее металлический бандаж, размещенный в нем с зазором ролик и форсунки, расположенные со стороны торцов ролика с направлением их осей в зазор между бочкой ролика и бандажом, при этом продольные оси бандажа и ролик параллельны, отличающееся тем, что, с целью повышения качества отливаемых слитков и увеличения стойкости роликов, оно снабжено по...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Беседіна Елеонора Борисівна, Афонін Володимир Олексійович, Мартинов Валерій Васильович, Белкін Юхим Львович, Шишков Михайло Михайлович, Якунін Іван Олексійович, Глібов Євген Валеріанович
МПК: B22D 11/04
Мітки: кристалізатор, круглих, заготовок, безперервного, лиття
Формула / Реферат:
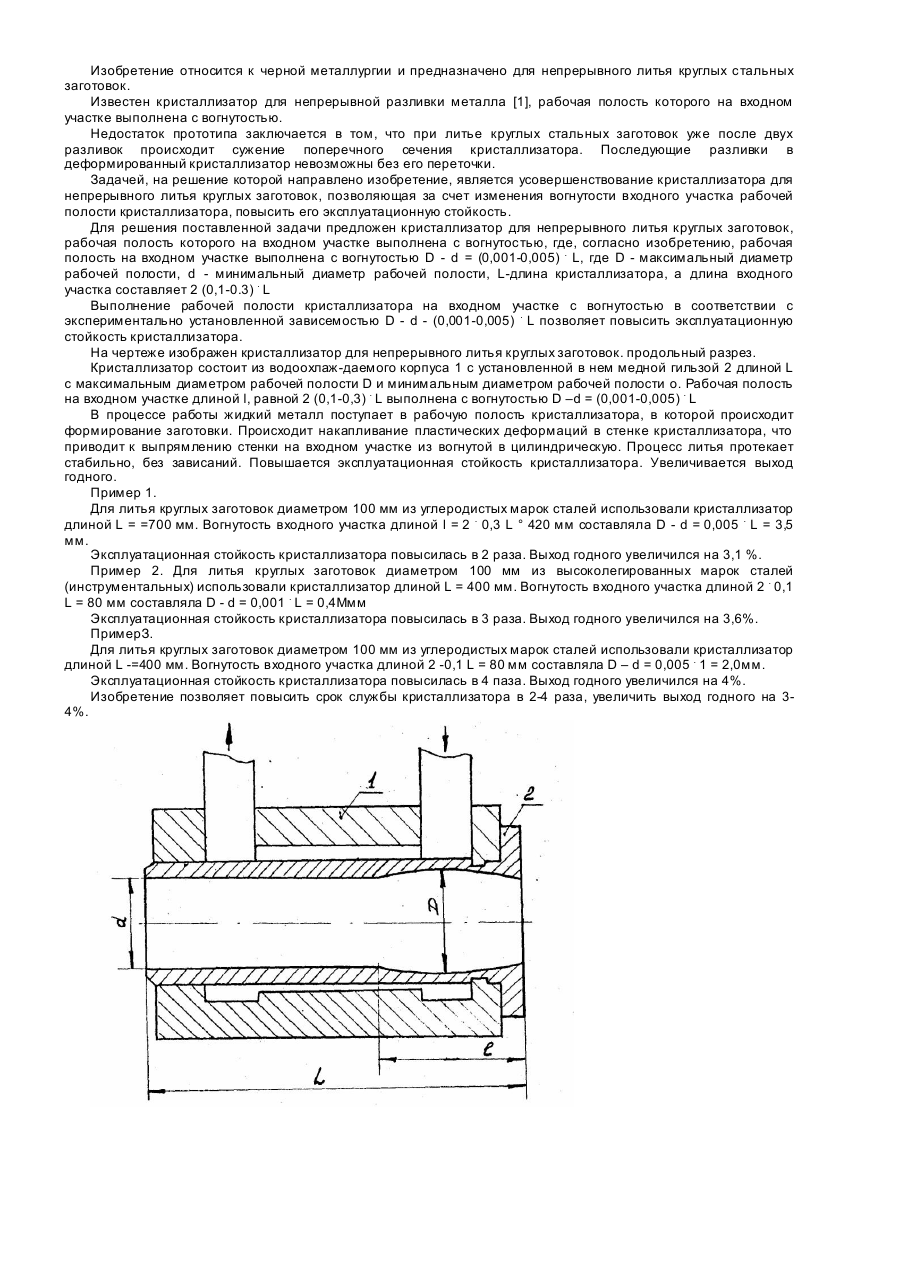
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Пристрій для складання рам з профілів
Номер патенту: 5641
Опубліковано: 28.12.1994
Автори: Єщенко Володимир Григорович, Куликов Сергій Костянтинович
МПК: B23P 19/02
Мітки: пристрій, профілів, складання, рам
Формула / Реферат:
(57) Устройство для сборки рам из профилей, содержащее базовую плиту с установленными на ней симметрично относительно ее диагонали прижимными элементами и прессующими пуансонами с приводами, отличающееся тем, что пуансоны выполнены в виде двух групп поворотных пуансонов со сферическими рабочими поверхностями, причем каждая группа содержит два наружных и один внутренний пуансон, а привод каждого прессующего пуансона выполнен в виде блока...
Спосіб безперервного виготовлення трубних заготівок з чавуну і установка для його здійснення
Номер патенту: 5948
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ріо Беллоччі, Клод Бак, Ів Гурмель
МПК: B22D 11/14, B22D 11/041, B22D 11/112, B22D 11/00, B22D 13/00, B22D 11/103
Мітки: безперервного, трубних, чавуну, спосіб, установка, заготівок, здійснення, виготовлення
Формула / Реферат:
1. Способ непрерывного изготовления трубных заготовок из чугуна, содержащего маc. %: углерод 2,5 - 4,0 кремний 2 - 4 марганец 0,1 - 0,6 молибден 0 - 0,5 никель 0 - 3,5 медь 0 - 2 магний 0 - 0,5 сера £...
Установка для безперервного одержання спірально навитих труб зі стрічок термопластів
Номер патенту: 8758
Опубліковано: 30.09.1996
Автори: Айвазав Анатолій Андрійович, Григор'єв Володимир Сергійович, Єршов Борис Леонідович, Чермянін Миколай Романович, Ємец Сергій Васильович, Куцин Зіновій Володимирович
МПК: B29D 24/00, B29C 53/00
Мітки: термопластів, стрічок, спірально, одержання, труб, безперервного, установка, навитих
Формула / Реферат:
Установка для непрерывного получения спирально навитых труб из лент термопластов по авт. св. № 211065, отличающаяся тем, что, с целью обеспечения изготовления труб различных типоразмеров из термопластичных лент с изменяющимися геометрическими размерами, концы съемных валов выполнены подпружиненными, причем один из концов съемного вала снабжен профильным кулачком, взаимодействующим с профильной плитой, установленной с возможностью...
Попередній патент: Привод прокатного стану
Наступний патент: Стан для прокатки сортової сталі
Випадковий патент: Карбоксизаміщені циклічні похідні карбоксаміду, спосіб їх одержання, фармацевтична композиція на їх основі та спосіб лікування кашлю, астми та бронхіту