Стан для прокатки сортової сталі
Номер патенту: 12313
Опубліковано: 25.12.1996
Автори: Хуго Фельдманн, Георг Енгель, Дітмар Козак, Вольфганг Елінгхаус
Текст
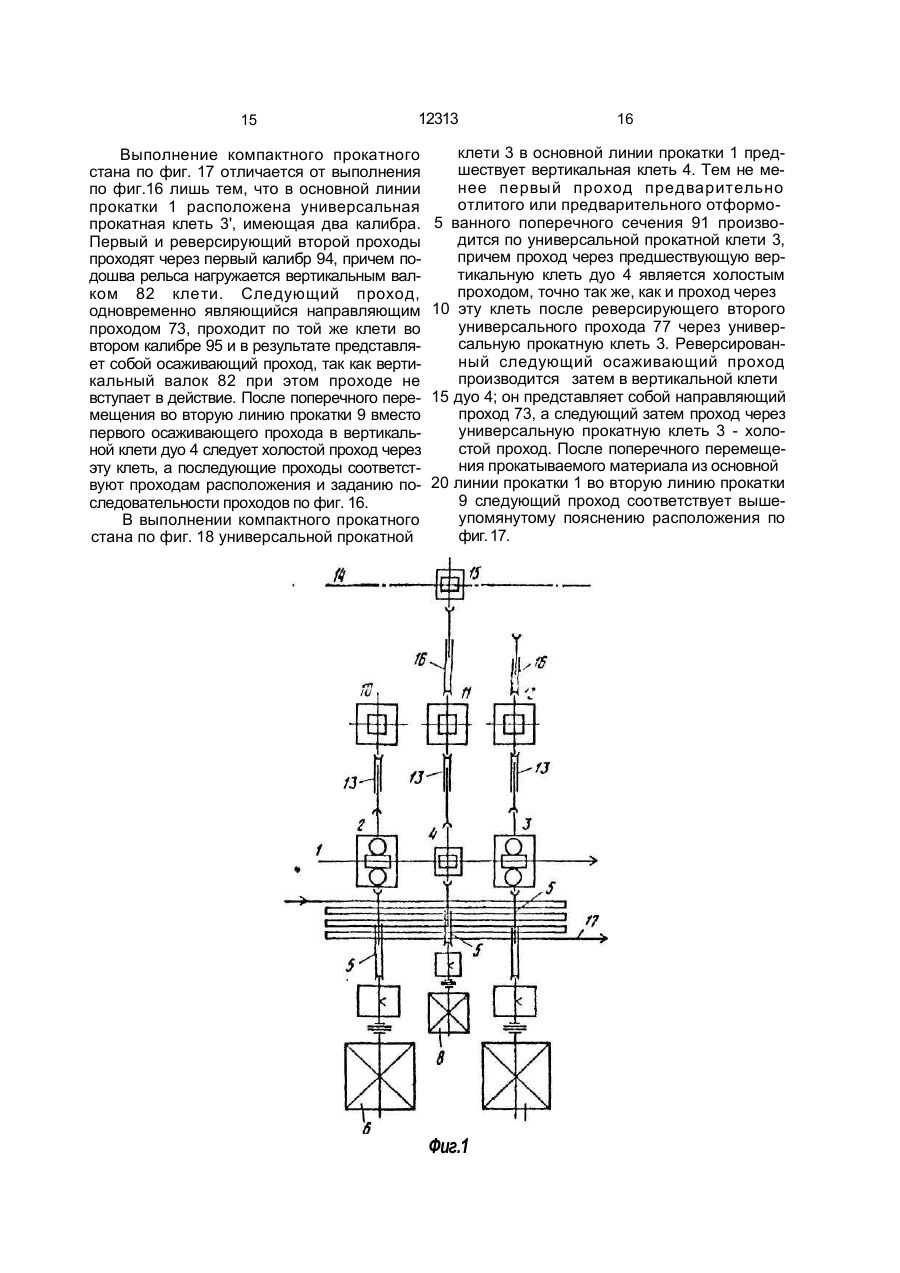
1. Стан для прокатки сортовой стали, содержащий несколько рабочих клетей, рас положенных в нескольких параллельных ли ниях прокатки и в нескольких линиях клетей, транспортные устройства для продольного и поперечного перемещения прокатываемого изделия вдоль линий прокатки и с одной линии прокатки на другую, при этом одна из рабочих клетей установлена с возможно стью перемещения из одной рабочей пози ции в другую рабочую позицию, расположенную в одной из других линий прокатки, привод каждой линии клетей, о т л и ч а ю щийся тем, что линии прокатки образованы группой компактных клетей тандем, состоящей по меньше мере из двух универсальных клетей и вертикальной клети дуо, и соответствующими этой группе другими группами универсальных клетей, клетей дуо и вертикальной клетью, при этом каждая из клетей групп установлена с возможностью перемещения в любую рабочую позицию любой линии прокатки и линии клетей и возможностью сцепления - расцепления с клетями соседней линии прокатки или иной линии прокатки посредством передаточных валов. 2. Стан по п. 1, от л и ч а ю щ и й с я тем, что основная линия прокатки образована группой из двух универсальных клетей и установленной между ними вертикальной клетью, вторая линия прокатки образована тремя клетями дуо, а третья линия прокатки образована вертикальной клетью дуо, при этом вертикальные клети основной и третьей линий прокатки установлены в одной линии клетей. с > ю 00 со Изобретение относится к компактному прокатному стану для прокатки сортовой стали на расположенных в нескольких линиях прокатки прокатных клетях, таких как универсальные прокатные клети и клети прокатного стана дуо с устройствами для продольного и поперечного перемещения, а также направляющими устройствами для прокатываемого материала вдоль линии прокатки, соответственно, с одной линии прокатки на другую. Цель изобретения - расширение технологических возможностей и обеспечение компактности стана. Известные выполнения прокатных станов, которые работают с универсальными клетями и при необходимости с вертикальными клетями дуо, при сравнительно боль О 12313 шой номенклатуре, которую можно прокаты вать с помощью универсальных прокатных станов, должны из-за крупных капиталовло жений и эксплуатационных расходов на про катку, которые влекут за собой 5 универсальные прокатные клети, давать большой объем производства балок или рельсов, которые несут эти издержки, чтобы сделать эффективной остальную номенкла туру. 10 Предложение прокатывать сортовую номенклатуру на универсальных комбинированных клетях дуо повлекло за собой ограниченное, но часто недостаточное увеличение числа имеющихся фасонных калиб- 15 ров, но потребовало соответственно больших длин бочек валков дуо, более широких рольгангов и более широких устройств для поперечного транспортирования. Большие длины бочек вследствие прогиба валков 20 снижают также жесткость клети. Чтобы противостоять этому недостатку, были предложены прокатные клети с изменяемым расстоянием между прокатными валками, т е с имеющими возможность перемещения 25 станинами прокатной клети, которые однако предполагали крупные капиталовложения, а для соответствующей наладки - крупные эксплуатационные расходы. Предложенная также установка допол- 30 нительных прокатных клетей дуо для расширения производственной программы в таких прокатных станах влечет за собой наряду с необходимостью мобилизации капиталовложений существенное увеличение допол- 35 нительной занимаемой площади и требует соответствующего увеличения производства продукции по меньшей мере определенных профилей, если вся сортовая номенклатура должна выпускаться эффек- 40 тивно. Беря за основу старые и частично новые предложения располагать прокатные клети или группы прокатных клетей друг возле друга и при известных условиях проводить в 45 действие вместе несколько прокатных клетей, расположенных в линиях клетей по одной осевой линии, и продолжать прокатывать материал сперва с прокатной клети или прокатных клетях одной линии 50 прокатки и после поперечного перемещения или отклонения в прокатных клетях параллельной линии прокатки, а также прокатные станы, у которых отдельно клети или несущие валки участки клетей располагаются с 55 возможностью перемещения поперек линии прокатки, в основу изобретения положена задача создания компактного прокатного стана для прокатки сортовой стали, у которого устраняются, соответственно, предотв ращаются недостатки и трудности, и становится возможной прокатка очень широкой номенклатуры при небольшой занимаемой площади для прокатного стана и незначительных капиталовложениях. Эта задача решается посредством того, что по меньшей мере две универсальные прокатные клети с вертикальной клетью дуо объединены в одну универсальную компактную группу клетей тандем, и эти и другие универсальные клети и клети прокатного стана дуо посредством перемещения или перестановки из одной позиции прокатки в подготовленные другие позиции прокатки перемещаются или переставляются в той же или в другой линии прокатки и в этих позициях при необходимости соединены поперек других линий прокатки непосредственно или косвенно через одну или несколько прокатных клетей с приводными агрегатами, расположенными на наружной линии прокатки (основная линия прокатки) или также на другой наружной линии прокатки. Прокатные клети, приводные устройства передачи, а также устройства для продольного и поперечного перемещения и при необходимости также центрирующие устройства могут при этом быть расположены отдельно или группами на особых устройствах перемещения. Далее универсальным прокатным клетям или универсальным группам прокатных клетей, как универсальным компактным группам клетей тандем придаются отдельные краны или группы кранов, перемещающиеся поперек линий прокатки. Кроме того, согласно изобретению между прокатными клетями, установленными в другую линию прокатки в качестве основной линии прокатки, и приводными агрегатами на этой основной линии прокатки могут располагаться устанавливаемые также в одной, а в случае необходимости в других линиях прокатки несущие элементы передаточного вала. При этом приводные валы прокатных клетей могут иметь со стороны валков перемещающиеся по оси трефовые муфты и/или шарнирные головки. С помощью этого заявленного выполнения компактных прокатных станов число возможных профилирующих калибров может увеличиваться в желаемом количестве или же могут предусматриваться дополнительные чистовые калибры дуо для прокатки сортового металла. При прокатке рельсов способом универсальной прокатки может выполняться дополнительный проход чернового профиля или могут дополнительно проводиться один или несколько осаживающих проходов Далее без использования об 12313 жимной клети дуо заготовки с небольшим поперечным сечением после непрерывной разливки или с помощью приданной вертикальной клети дуо заготовки после непрерывной разливки могут сперва пригоняться, 5 а затем подаваться непосредственно на универсальную прокатку. За счет перестановки клетей, в частности универсальных клетей, с одной позиции на другую, а также для смены комплектов прокатных валков годятся пре- 10 имущественно клети, позволяющие поднимать комплекты прокатных валков. Кроме того, заявленное выполнение прокатного стана позволяет периодически переналаживать и заменять существующие 15 валки на заданную установку и, таким образом, делать возможной прокатку значительно более широкой сортовой номенклатуры. При заявленном варианте выполнения одного из прокатных станов, например, в 20 основной линии прокатки может располагаться одна универсальная компактная группа клетей тандем, во второй линии прокатки - три прокатных клети дуо, а в третьей линии прокатки - одна вертикальная клеть 25 дуо, причем клети прокатного стана дуо через прокатные клети универсальной компактной группы клетей тандем, а вертикальная клеть дуо через одну из клетей прокатного стана дуо и прокатную клеть универсальной 30 компактной группы клетей тандем соединяются с соответствующим приводным агрегатом прокатных клетей универсальной компактной группы клетей тандем, соответственно, отсоединяются от них. На таком 35 прокатном стане могут прокатываться балки таким образом, что все проходы, включая направляющий проход при отключении привода всех остальных прокатных клетей, проводятся по универсальной компактной 40 группе клетей тандем в основной линии прокатки. Если расположение прокатных клетей в компактном прокатном стане изменяется, например за счет перестановки и позиционирования одной из универсальных прокат- 45 ных клетей из основной линии прокатки в третью линию прокатки и установки несущего элемента передаточного вала в прежнюю позицию этой универсальной прокатной клети, то в данном варианте выполнения 50 компактного прокатного стана для прокатки сортового металла, в частности, шунтов, отдельные стадии прокатки могут заключаться в том, что первые проходы проводятся ре~ версированно по остающейся в основной 55 линии прокатки универсальной прокатной клети и вертикальной клети дуо, следующие проходы по переставленной в третью линию прокатки универсальной клети находящейся там вертикальной клети дуо, а чистовые проходы, непрерывно следуя друг за другом, - по трем жестко калиброванным прокатным клетям дуо во второй линии прокатки. Компактный прокатный стан согласно изобретению может выполняться и применяться также для термомеханической прокатки, т.е. предварительной прокатки при нормальных температурах около 11001000°С и конечной деформации с обжатиями 30-40% при температуре 800°С и менее для достижения определенных структурных свойств. Соответствующим образом предварительно деформированная заготовка прокатываемого материала при этом во время предварительной деформации следующей заготовки прокатываемого материала подается к устройству для поперечного перемещения, выкладывается на него, подвергается естественному и дополнительному воздушному и/или водяному охлаждению и охлаждается до заданного значения, например, при прокатке балок таким образом, что предварительно прокатанная балка перед чистовым проходом снимается поперечным транспортером с продольного транспортера, приданного универсальной компактной группе клетей тандем, и выкладывается на этот поперечный транспортер до чистовой прокатки следующей балки, охлаждается, и со снятием следующей балки поперечным транспортером передается с него на продольный транспортер второй линии прокатки и транспортируется назад вторым поперечным транспортером на продольный транспортер основной линии прокатки, чтобы ее можно было прокатать начисто по универсальной компактной группе клетей тандем. Другие формы выполнения заявленного компактного прокатного стана рассмотрены в зависимых пунктах формулы и подобрано пояснены в нижеследующем описании с помощью чертежа. На фиг.1 и 2 показывают расположения валков, приводов и вспомогательных устройств компактных прокатных станов, план; на фиг.З - программу проходов технологического процесса, осуществляемого с помощью компактного прокатного стана; на фиг.4 - 7 другие схемы расположения соответственно фиг.1 и 2; на фиг. 8-18- другие схемы расположения соответственно фиг.1 и 2, частично с направлением проходов. Описываемый прокатный стан показан на фиг. 1 с тремя линиями прокатки. В основной линии прокатки 1 расположены две универсальные клети 2 и 3, а между ними вертикальная клеть дуо 4. Обе универсальные клети 2 и 3 через муфты 5 приводятся в 12313 действие приводными агрегатами 6 соответственно 7, а вертикальная клеть дуо 4 - приводным агрегатом 8. В параллельной второй линии прокатки 9 расположены на одинаковом расстоянии 5 между собой вертикальные клети дуо 10,11,12, которые соединены через муфты 13 с соответствующими универсальными прокатными клетями 2,3, соответственно, вертикальной клетью дуо 4. Эти муфты 13 10 находятся здесь в расцепленном состоянии. В третьей линии прокатки 14 в осевой линии в средней из прокатных клетей дуо 11 во второй линии прокатки 9 расположена вертикальная клеть дуо 15, которая через муфту 15 16 соединена со средней прокатной клетью дуо 11. В показанном расположении компактный прокатный стан используется для прокатки балок, когда все проходы до чистового прохода 17 в основной линии прокатки 20 1 реверсированно проводятся по универсальным прокатным клетям 2,3 и по находящейся между ними вертикальной клети дуо 4, причем остальные из расположенных прокатных клетей 10, 11, 12 и 15 остаются в 25 расцепленном состоянии с приводными агрегатами 6,8 и 7. На фиг.2 показан вариант расположения прокатных клетей по фиг.1, здесь универсальная прокатная клеть 3 с помощью 30 крана из своей позиции в основной линии прокатки была установлена в позицию в той же осевой линии в третьей линии прокатки 14, а в прежнюю позицию универсальной прокатной клети 3 в основной линии прокат- 35 ки был установлен несущий элемент передаточного вала 18. Все находящиеся между отдельными прокатными клетями муфты 5, 13 и 16 находятся при этом расположении в соединенном состоянии, так что приводные 40 усилия трех приводных агрегатов 6, 7, 8 на основной линии прокатки 1 передаются на отдельные клети в трех линиях прокатки 1, 9 и 14, Это расположение прокатных клетей в компактной прокатной группе клетей пред- 45 назначено для прокатки шпунтов. При этом прежде всего (см.фиг.З) по оставшейся в основной линии прокатки 1 универсальной прокатной клети 2 и вертикальной клети 4. исходя из поперечно- 50 го сечения заготовки, получаемой непрерывной разливкой, или требуемого поперечного сечения профиля после предварительной прокатки, реверсированно проводятся первые (четыре) проходы 19-22, затем прокаты- 55 ваемый материал устанавливается поперечным шлеппером (не изображен) в третью линию прокатки 14, там с помощью других (двух) 23,24 реверсирующих проходов доводятся до, в основном, готового по 8 перечного сечения шпунта, а затем после перемещения в поперечном направлении на вторую линию прокатки 9 прокатываются начисто в расположенных там, жестко калиброванных вертикальных клетях дуо 10, 11 и 12 с помощью так называемых чистовых проходов 25-27. Расположение прокатных клетей изображенного на фиг,4 компактного прокатного стана соответствует расположению по фиг.1 и также предназначено для прокатки балок. Балки могут прокатываться по этому расположению также по термомеханическому способу прокатки, как было сказано ранее. Поступающий из нагревательной печи 28 прокатываемый материал подается продольным транспортером 29 к универсальной компактной группе клетей тандем в основной линии прокатки 1, состоящей из двух универсальных прокатных клетей 2 и 3 с расположенной между ними вертикальной клетью 4. Конечно, можно подавать прокатываемый материал, поступающий непосредственно из устройства для непрерывной разливки, к этой группе, при необходимости после подготовительной предварительной деформации поперечного сечения в одной или нескольких обжимных клетях дуо, которые, например, могли бы быть расположены во второй линии прокатки 9. Показанная прерывистыми линиями балка 30 при этом, здесь за десять переходов 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, предварительно прокатывается в основной линии прокатки 1 и затем, находясь на продольном транспортере 41, принимается поперечным транспортером 42 и выкладывается на него, пока следующая, обозначенная штрихпунктиром балка 43 не будет предварительно прокатана и также принята поперечным транспортером 42, который при этом передает предыдущую балку 30 на продольный транспортер 44 во второй линии прокатки 9, передающий эту балку 30 на находящийся в той же линии прокатки продольный транспортер 45. С этого продольного транспортера балка с помощью поперечного шлеппера 46 вновь передается в основную линию прокатки 1 на продольный транспортер 29, который подает балку 30 для чистового прохода к группе клетей 2, 4, 3. После произведенного чистового прохода балка 30 покидает затем компактную прокатную группу клетей по продольному транспортеру 41. Выкладка соответствующей балки для охлаждения, соответственно, обработки охлаждением, может происходить также на поперечном транспортере 46 вместо поперечного транспортера 42, если это кажется целесообразным для 12313 последовательности проходов. Для таких промежуточных стадий наряду с обоими продольными транспортерами 44 и 45 может использоваться еще и поперечный транспортер 47, ведущий к третьей линии 5 прокатки 9. Для термомеханической прокатки шпун тов может использоваться расположение прокатных клетей, которое соответствует расположению по фиг.2 и изображено здесь 10 на фиг.5. Прокатываемый материал с пред варительно отлитым и предварительно от формованным поперечным сечением попадает по продольному транспортеру 29 в группу прокатных клетей, позициониро- 15 ванных в основной линии прокатки 1 и со стоящих из универсальной прокатной клети 2 и вертикальной клети 4, затем прокатыва ется здесь за четыре прохода 48-51 и вы кладывается с продольного транспортера 29 20 поперечным транспортером 46 в виде изо браженного непрерывной линией предвари тельно отформованного шпунта 52 на этот поперечный транспортер. Тогда как следую щий шпунт 52' прокатывается по той же 25 группе прокатных клетей и в заключение в виде изображенного непрерывной линией шпунта 52' принимается поперечным транс портером 46, который затем передает ох лажденный под контролем предварительно 30 отформованный шпунт 52 на поперечный транспортер 47, передающий со второй ли нии прокатки 9 на третью линию прокатки 14, который выкладывает его (шпунт 52) на находящийся в третьей линии прокатки 14 35 продольный транспортер 43, подающий шпунт 52 к состоящей из вертикальной клети 15 и универсальной прокатной клети 3 груп пе прокатных клетей в этой линии прокатки; он (шпунт 52) совершает там два других про- 40 хода 54, 55 с использованием продольных транспортеров 53, 56 и затем вновь снима ется поперечным транспортером 47 и при нимается продольным транспортером 53 во второй линии прокатки 9, который подает 45 шпунт 52 к находящейся в этой линии про катки группе прокатных клетей дуо 10, 11 и 12, где этот предварительно отформован ный шпунт 52 непрерывно в трех проходах 57, 58, 59 прокатывается начисто и отводит- 50 ся по продольному транспортеру 44. Охлаждение шпунтов происходит при. этом расположении на поперечном транспортере 42 между основной линией прокатки 1 и вто рой линией прокатки 9. 55 Выполнение компактной прокатной группы клетей по фиг.6 отличается от описанного по фиг.5 дополнительно позиционированной во вторую линию прокатки 9 в одну осевую линию с одной из двух универ 10 сальных прокатных клетей в основной линии прокатки 1 прокатной клетью дуо 60, по которой выполняется (выполняются) чистовой проход (чистовые проходы) стенок. Предыдущие проходы первой прокатной балки 30, что изображено непрерывной линией, проводятся, как описано относительно фиг.4, по универсальной компактной группе клетей тандем 2, 4 и 3 в основной линии прокатки 1. Затем балка 30 снимается с продольного транспортера 41 поперечным транспортером 42 и остается на нем, пока следующая балка 43 не совершит соответствующее количество проходов, например, часть из проходов 61-70 или все проходы, и таким же образом принимается с поперечного транспортера 42 и при этом одновременно лежащая на поперечном транспортере 42, идущая впереди балка 30 передается на продольный транспортер 44 во второй линии прокатки 9, и в этой линии прокатки совершает чистовой проход (чистовые проходы) по прокатной клети дуо 60. Расположение позволяет выкладывать балки в зависимости от числа проходов либо на один, либо на другой из двух поперечных транспортеров 46, соответственно, 42, приданных продольным транспортерам 29 и 41 основной линии прокатки 1, и там охлаждать, а затем передавать эти балки на один или другой из двух продольных транспортеров 44, соответственно, 45 второй линии прокатки и с помощью чистового прохода из одного или другого направления прокатывать начисто; это происходит здесь у прокатной клети дуо 60, выполненной в виде горизонтальной клети дуо, с помощью которой формируется окончательный размер стенки балки, а у соответствующего выполнения этой прокатной клети дуо 71 по фиг. 7 в виде горизонтальной клети может формироваться окончательный размер по толщине фланца. Разумеется, вместо таких разных прокатных клетей дуо можно использовать одну универсальную прокатную клеть, если это позволяют производственные условия. Если на компактном прокатном стане должны прокатываться рельсы, то это может происходить, например, известным самим по себе способом, как видно из фиг.8, с помощью позиционированной в линии прокатки, предпочтительно, основной линии 1 универсальной компактной группы клетей тандем 2, 4 и 3, к которой предварительно позиционирована на небольшом расстоянии вертикальная клеть дуо 72. За направляющим проходом 73 в вертикальной обжимной клети дуо 72 следует универсальный проход 74 в универсальной 11 12313 прокатной клети 2 и затем по два холостых прохода 75, 76 через открытую вертикальную клеть дуо 4 и также открытую другую универсальную прокатную клеть 3 назад, а также другой универсальный проход 77 в 5 универсальной прокатной клети 2. После этих проходов следуют, повторно реверсируя, второй осаживающий проход 78 в вертикальной обжимной клети дуо 72 в том же калибре, что и при предыдущем проходе в 10 этой клети, универсальный проход 79 в универсальной прокатной клети 2, третий осаживающий проход 80 в вертикальной клети дуо 4 и чистовой проход в качестве универсального прохода 81 в универсальной про- 15 катной клети 3. Этот чистовой проход проводится, как обычно при прокатке рельсов, с помощью только одного вертикального валка 82 универсальной прокатной клети 3, который начисто обрабатывает фланец 20 рельса. Расположение прокатных клетей в выполнении по фиг.9 соответствует расположению по фиг.8 с оговоркой, что вертикальная клеть дуо 4, расположенная 25 между двумя универсальными прокатными клетями 2,3 и имеет два осаживающих калибра и для установки этих калибров в линии прокатки 1. Эта клеть расположена с возможностью поперечного перемещения. За 30 непоказанным направляющим проходом следуют универсальный проход 74 в универсальной прокатной клети 2, первый осаживащий проход 73 в вертикальной клети дуо 4, два реверсирующих холостых прохода, 35 один проход 75 - в универсальной прокат ной клети 3, другой холостой проход 76 в вертикальной клети дуо 4, и затем второй универсальный проход 77 в универсальной прокатной клети 2 и, реверсированно следу- 40 ет другой универсальный проход 79 в этой клети, а за ним - второй осаживающий про ход 83 по другому калибру соответственно перемещенной вертикальной клети дуо 4 и чистовой проход 84 в универсальной прокат- 45 ной клети 3. При этом предусмотренный в вертикальной клети дуо вертикальной вспо могательный валок 85 берет на себя высадку головок рельсов. Прокатка также может проводиться как 50 при расположении по фиг. 10, только одной универсальной группой клетей тандем с не имеющей здесь возможности поперечного перемещения вертикальной клетью дуо 4 и двумя универсальными прокатными клетя- 55 ми 2 и 3 в непрерывном проходе, при котором поступающий от обжимной клети дуо профиль прокатывается в основной линии прокатки за универсальный проход 74 в универсальной прокатной клети 2, осаживаю 12 щий проход 83 в вертикальной клети дуо 4 с высадкой головки рельса, как на фиг.9, и универсальный проход 84 в качестве чистового прохода в универсальной прокатной клети 3. При выполнении компактного прокатного стана по фиг.11 прокатные клети позиционированы в основной линии прокатки 1 и во второй линии прокатки 9, при этом одна из двух универсальных прокатных клетей 2 и 3 универсальной компактной группы клетей тандем позиционирована во второй линии прокатки 9 в осевой линии со своей первоначальной позицией (3) в основной линии прокатки 1, а в осевой линии с вертикальной клетью дуо 4 - вторая вертикальная клеть дуо 15 во второй линии прокатки 9 при передаче привода вращения описанным ранее способом. Поступающий от обжимной клети дуо профиль прежде всего на вертикальной клети дуо 4 подвергается осаживающему проходу в качестве направляющего прохода 73, за которым следуют первый универсальный проход 74 по универсальной прокатной клети 2 и реверсированно второй универсальный проход 77 по той же клети, холостой проход 75 по вертикальной клети дуо 4, реверсированно осаживащий проход 73 в этой клети и другой универсальный проход 79 по универсальной прокатной клети 2. Заготовка транспортируется затем поперечным транспортером во вторую линию прокатки 9 и подвергается в ней другому осаживающему проходу 86 в вертикальной клети дуо 15, за которым следует универсальный проход 81 в качестве чистового прохода по находящейся в той же линии прокатки универсальной прокатной клети 3. Транспортировка готовых рельсов может происходить против направления подачи во второй линии прокатки 9 или поперечным транспортером в направлении подачи третьей линии прокатки 14. Расположение прокатных клетей в компактном прокатном стане по фиг. 12 отличается от расположения по фиг.11 только тем, что вместе универсальной прокатной клети 3 из универсальной компактной группы клетей тандем в основной линии прокатки 1 позиционирована другая универсальная прокатная клеть 2 во второй линии прокатки 9. Последовательность проходов при обратном направлении та же, что и при расположении прокатных клетей по фиг.11. При расположении прокатных клетей в компактном прокатном стане по фиг. 13 в основной линии прокатки 1 одна из универсальных прокатных клетей 3 и вертикальная клеть дуо 15 универсальной компактной группы клетей тандем оснащены горизон 13 12313 тальными валками, имеющими сквозные участки 87 для холостых проходов, которые позволяют проводить эти холостые проходы без изменения установки валков. Во второй линии прокатки 9 в осевой линии с верти- 5 кальной клетью дуо 15 позиционирована другая вертикальная клеть дуо 4. Другая универсальная прокатная клеть 2 универсальной компактной группы клетей тандем путем поперечного перемещения 10 валков или прокатной клети подводится к холостому калибру или валковому калибру клетей 15-3. Осаживающий проход в качестве направляющего прохода 73 проводится в вертикальной клети дуо 4 во второй линии 15 прокатки 9, за которым после поперечных перемещений прокатываемого материала в основную линию прокатки 1 следуют холостые проходы 75,76 через универсальную прокатную клеть 3 вертикальную клеть дуо 20 15, а затем в той же линии прокатки - универсальный проход 74 в универсальной прокатной клети 2 и реверсированно другой универсальный проход 77 в этой клети, а также холостые проходы через вертикаль- 25 ную клеть дуо 15 и универсальную прокатную клеть 3 в той же линии прокатки. После перемещения прокатываемого материала назад во вторую линию прокатки 9 происходит другой осаживающий проход 30 73 по позиционированной в этой линии прокатки вертикальной клети 4, а после повторного поперечного перемещения назад в основную линию прокатки 1 - третий универсальный проход 79 в другом калибре уни- 35 версальной прокатной клети 2, после чего прокатываемый материал был перемещен на расстояние d, осаживающий проход 83 по вертикальной клети дуо 15 и универсальный проход 81 в качестве чистового прохода по 40 универсальной прокатной клети 3 этой линии прокатки. В выполнении компактного прокатного стана по фиг. 14 и 15 во всех трех линиях прокатки позиционировано по одной уни- 45 версальной прокатной клети 3 в основной линии прокатки 1, 88 во второй линии прокатки 9 и 2 в третьей линии прокатки 14. Каждая из этих универсальных прокатных клетей поставлена вне ряда, соответствен- 50 но, подформирована вертикальная клеть дуо 4, 15, соответственно 89. Расположение позволяет прокатывать предварительно профилированный профиль с основной линии прокатки 1 с помощью универсаль- 55 ного прохода 74 в универсальной прокатной клети 2 и следующего за ним осаживающего прохода 86 по вертикальной прокатной клети дуо 4 в той же линии прокатки, за которым реверсированно 14 следуют холостой проход 75 в той же клети и за ним - второй универсальный проход 77 по упомянутой универсальной прокатной клети 3, реверсируя, третий универсальный проход 79 по той же клети, а затем - холостой проход 76 по вертикальной клети дуо 4. После поперечного перемещения прокатываемого материала из основной линии прокатки 1 во вторую линию прокатки 9 друг за другом следует осаживающий проход 86 в вертикальной клети дуо 15 и универсальный проход 81 в универсальной прокатной клети 88, за которыми после повторного поперечного перемещения прокатываемого материала со второй линии прокатки 9 в третью линию прокатки 14 следуют другой осаживающий проход 80 в вертикальной клети дуо 89 и чистовой проход в качестве универсального прохода 90 в универсальной прокатной клети 2. Расположение клетей по фиг. 15 и последовательность проходов соответствуют зеркальному расположению клетей и проходов по фиг. 14. Расположение прокатных валков компактного прокатного стана по фиг. 16 подобно расположению по фиг.15 с той разницей, что в основной линии прокатки 1 позиционирована еще одна универсальная прокатная клеть 3. Поступающий из установки для непрерывной разливки предварительно отлитый или затем еще предварительно прокатанный профиль 91 в основной линии прокатки 1 по универсальной прокатной клети 3 предварительно прокатывается с помощью трех реверсирующих универсальных проходов (74, 77, 79), затем подается поперечным транспортером к второй линии прокатки 9 и там подвергается в вертикальной клети дуо 4 осаживающему проходу в качестве направляющего прохода 73, за которым следует другой универсальный проход 81 в универсальной прокатной клети 2 той же линии прокатки. За этим проходом, реверсируя, следует другой универсальный проход 90 по той же универсальной клети, холостой проход 75 через вертикальную клеть дуо 4 той же линии прокатки и, реверсируя, первый осаживающий проход 73 в этой универсальной клети дуо 4, за которым следует другой универсальный проход 92 в универсальной прокатной клети 2 этой линии прокатки. После поперечного перемещения прокатываемого материала на третью линию прокатки 14 он после осаживающего прохода 86 в вертикальной клети дуо 15 этой линии прокатки прокатывается начисто универсальной прокатной клетью 88 за один универсальный проход 93. 15 12313 Выполнение компактного прокатного стана по фиг. 17 отличается от выполнения по фиг.16 лишь тем, что в основной линии прокатки 1 расположена универсальная прокатная клеть 3', имеющая два калибра. Первый и реверсирующий второй проходы проходят через первый калибр 94, причем подошва рельса нагружается вертикальным валком 82 клети. Следующий проход, одновременно являющийся направляющим проходом 73, проходит по той же клети во втором калибре 95 и в результате представляет собой осаживающий проход, так как вертикальный валок 82 при этом проходе не вступает в действие. После поперечного перемещения во вторую линию прокатки 9 вместо первого осаживающего прохода в вертикальной клети дуо 4 следует холостой проход через эту клеть, а последующие проходы соответствуют проходам расположения и заданию последовательности проходов по фиг. 16. В выполнении компактного прокатного стана по фиг. 18 универсальной прокатной 16 клети 3 в основной линии прокатки 1 предшествует вертикальная клеть 4. Тем не менее первый проход предварительно отлитого или предварительного отформо5 ванного поперечного сечения 91 производится по универсальной прокатной клети 3, причем проход через предшествующую вертикальную клеть дуо 4 является холостым проходом, точно так же, как и проход через 10 эту клеть после реверсирующего второго универсального прохода 77 через универсальную прокатную клеть 3. Реверсированный следующий осаживающий проход производится затем в вертикальной клети 15 дуо 4; он представляет собой направляющий проход 73, а следующий затем проход через универсальную прокатную клеть 3 - холостой проход. После поперечного перемещения прокатываемого материала из основной 20 линии прокатки 1 во вторую линию прокатки 9 следующий проход соответствует вышеупомянутому пояснению расположения по фиг. 17. Фиг.1 12313 / •№ -/5 a Tb ft to п a tB' \7 S I •t —> —і Г /oQo /A 19 ^t j n П LJ ї QP к. I -і > h К» л •її Ж nrn t \ т-г "Ч. I t LI Г UP ——. 0 = «Sj из: ЄІШ 12313 фиг 9 п 6 і си ,9 ClEZt 12313 9 J». v - ПІ Ж ....... ^ . . . v -| 12313 —П-------- О ФигЛ 12313 (putJ6 ЕІШ 12313 фи г. 18 Г t4 Упорядник Замовлення 4058 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України 254655, ГСП, Київ-53, Львівська пл 8 Відкрите акціонерне товариство "Патент" м Ужгород вул І агаром П)1
ДивитисяДодаткова інформація
Назва патенту англійськоюMill for rolling of section steel
Назва патенту російськоюСтан для прокатки сортовой стали
МПК / Мітки
Мітки: сталі, сортової, стан, прокатки
Код посилання
<a href="https://ua.patents.su/20-12313-stan-dlya-prokatki-sortovo-stali.html" target="_blank" rel="follow" title="База патентів України">Стан для прокатки сортової сталі</a>
Стан для поперечно-клинової прокатки

Номер патенту: 7122
Опубліковано: 30.06.1995
Автори: Щукін Валерій Якович, Єрмолович Вячеслав Йосипович, Клушин Валерій Олександрович, Садко Володимир Іванович
МПК: B21H 1/00
Мітки: прокатки, поперечно-клинової, стан
Формула / Реферат:
1. Стан для поперечно-клиновой прокатки, содержащий расположенные в корпусе плоские подвижные плиты с закрепленными на них клиновыми инструментами, отличающийся тем, что, с целью повышения жесткости и улучшения эксплуатационных характеристик, корпус выполнен составным из верхней и нижней частей, связанных между собой замковым соединением. 2. Стан по п. 1, отличающийся тем, что замковое соединение выполнено в виде чередующихся пазов...
Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Абалешев Валерій Олександрович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Столба Володимір Анатольйович, Корінь Андрій Олександрович, Шум Валентин Борисович, Левицький Анатолій Петрович, Волошин Валентин Авксеньтійович, Крикунов Борис Петрович
Мітки: прокатки, спосіб, спокійних, сталі, злитків, марок
Формула / Реферат:
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче...
Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Лабецький Андрій Володимирович, Нікітенко Євген Миколайович, Байков Євген Вікторович, Савіцкий Сергій Георгійович, Закарлюка Сергій Володимирович, Маншилін Олександр Гейнійович, Ємченко Андрій Валентинович
МПК: B21B 37/78
Формула / Реферат:
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза...
Спосіб багатострумкової прокатки
Номер патенту: 8082
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: спосіб, багатострумкової, прокатки
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из слитка в калибрах одновременно нескольких заготовок, связанных между собой перемычками, с последующим их продольным разделением, отличающийся тем, что, с целью повышения стойкости валков и качества поверхности заготовок, совмещенные заготовки перед деформацией размещают ниже линии прокатки и задают в калибры под углом к горизонтали, равным arcsin V2/30R £ j...
Спосіб прокатки
Номер патенту: 12153
Опубліковано: 25.12.1996
Автори: Нечепоренко Володимир Андрійович, Філонов Олег Васильйович, Гладуш Віктор Дмитрович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий двухкратное последовательное повторение этапов центрирования заготовок и формирования из них в двухручьевых калибрах раската, состоящего из двух соединенных перемычкой заготовок, с последующим его продольным разделением, отличающийся тем, что, с целью интенсификации технологического процесса и повышения точности прокатываемых заготовок путем улучшения центрирующей способности двухручьевых калибров, в конце...
Попередній патент: Установка безперервного розлиття чорнових профілів
Наступний патент: Пристрій для осьового зміщення прокатних валків станів для холодної та гарячої прокатки
Випадковий патент: Спосіб лікування загрози переривання вагітності з кровотечею в і триместрі гестації