Електрод для підводного зварювання
Номер патенту: 17108
Опубліковано: 15.09.2006
Автори: Ляхова Інна Василівна, Оверко Олександр Федорович, Бут Віктор Степанович, Радзієвська Ала Адонівна, Педько Борис Іванович, Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович





Формула / Реферат
Електрод для підводного зварювання, який містить стрижень із сталі Св.-08 та покриття, що включає рутиловий концентрат, польовий шпат та феросиліцій, який відрізняється тим, що покриття додатково включає флюорит, окис заліза, магнезит металургійний, марганець металічний, нікелевий порошок та карбоксиметилцелюлозу при такому співвідношенні компонентів, мас. %:
флюорит
19,5-28,0
рутиловий концентрат
18,0-33,5
окис заліза
13,0-28,0
польовий шпат
8,0-12,0
магнезит металургійний
4,0-8,0
марганець металічний
5,0-10,0
феросиліцій
0,5-2,0
нікелевий порошок
0,5-3,5
карбоксиметилцелюлоза
1,5-2,0,
коефіцієнт маси покриття складає 22...25 %.
Текст
Електрод для підводного зварювання, який містить стрижень із сталі Св.-08 та покриття, що включає рутиловий концентрат, польовий шпат та 3 В якості прототипу нами обрано електрод ЕПС-АН1 [Авторське свідоцтво СРСР №1706821 МПК В23К 35/365], який дозволяє виконувати мокре підводне зварювання в усіх просторових положеннях, і покриття якого містить: польовий шпат 6...11 мармур 3...7 феромарганець 5...20 целюлоза 1,5...2,5 рутиновий концентрат решта. Але зазначений електрод не забезпечує якісне формування багатопрохідних стикових швів. Покриття електроду-прототипу суто рутилового типу і створює короткі шлаки з високою температурою твердіння, що спричиняє утворення наплавлених валиків з підвищеним коефіцієнтом форми - валики майже трикутні, досить високі, не мають плавного переходу до поверхні попередньо наплавлених швів. При наплавленні наступних швів це призводить до виникнення дефектів у вигляді несплавлень, зашлаковувань, підрізів тощо. Крім того, зазначені електроди не забезпечують достатній рівень механічних властивостей металу шва. Задачею корисної моделі є забезпечення при зварюванні в усіх просторових положеннях якісного формування металу шва та показників механічних властивостей металу шва у відповідності до вимог "Специфікації з підводного зварювання" ANSI/AWS D3.6. Поставлена задача вирішується тим, що електрод складається зі стрижня із дроту Св.-08 та покриття, що містить рутиловий концентрат, польовий шпат та феросіліцій, в яке додатково введено флюорит, окис заліза, магнезит металургійний, марганець металічній, нікелевий порошок та карбоксиметилцелюлозу при такому співвідношенні компонентів(мас.%): флюорит 19,5-28,0 рутиловий концентрат 18,0-33,5 окис заліза 13,5-28,0 польовий шпат 8,0-12,0 магнезит металургійний 4,0-8,0 марганець металічний 5,0-10,0 феросиліцій 0,5-2,0 нікелевий порошок 0,5-3,5 карбоксиметилцелюлоза 1,5-2,0 Коефіцієнт маси покриття складає 22...25%. Зниження температури твердіння шлаку, його подовження, а також збільшення кута змочування основного метала розплавленим досягнуто шляхом введення в покриття збалансованої кількості флюориту та окису заліза. Введення значної кількості фторидів забезпечує зниження вмісту водню в металі шва, десульфацію розплавленого металу, високий ступінь засвоєння легкоокислюваних елементів і разом з польовим шпатом сприяє утворенню шлакової корки, яка надійно захищає шов від навколишнього середовища, та одержанню гарного формування. Це технічне рішення - результат ретельного дослідження впливу компонентів потрійної системи CaF2 - ТіO2 - FeO на зварювально-технологічні властивості електродів для підводного мокрого зварювання. Суть проведених дослідів ілюструє кресленням, де на концентраційному трикутнику якісно 17108 4 відтворено характер впливу співвідношення інгредієнтів системи CaF2-TiO2-FeO на зварювальнотехнологічні властивості електродів. Тут А - область оптимальних складів покриття електродів, які відповідають вимогам до виконання мокрого підводного зварювання в усіх просторових положеннях багатопрохідних стикових швів. Напрямок 1 - при такій зміні співвідношень інгредієнтів збільшується схильність до утворення зварних валиків трикутної форми, утворення твердої керамічної шлакової корки із схильністю до заклинювання при багатошаровому зварюванні стикових з'єднань, збільшення коефіцієнту посилення зварних валиків, погрублення лускатості, утворення дефектів у вигляді підрізів, шлакових включень при зварюванні багатопрохідних швів. Напрямок 2 - при такій зміні співвідношень інгредієнтів збільшується схильність до утворення твердої керамічної шлакової корки, високих нерівномірних груболускатих, а зрештою литих валиків округлої форми, погіршується відділення шлакової корки, з'являються великі краплі поряд зі швом, зростає напруга дуги, режим стає нестійким. Напрямок 3 - при такій зміні співвідношень інгредієнтів збільшується схильність до утворення валиків з малим коефіцієнтом посилення, дрібнолускатою поверхнею та плавним переходом до поверхні основного металу або попередньо наплавлених валиків, перенос розплавленого металу набуває дрібнокрапельного характеру, спостерігається утворення аморфноподібного шлакового покриття наплавлених валиків, яке легко видаляється щіткою, можливість якісного зварювання у просторових положеннях, відмінних від нижнього, обмежується. Таким чином межі вмісту флюориту, рутилового концентрату та окису заліза, а також їх співвідношення в покритті електроду, що пропонується в якості корисної моделі, визначено в ході дослідження шлакової системи CaF2-TiO2-FeO і відповідає значенням області А оптимальних складів системи. З метою поліпшення стабілізації дугового проміжку та забезпечення сталого горіння дуги, як прямої, так і зворотної полярності, а також певного збільшення коефіцієнта форми, в покриття введено магнезит (у вигляді магнезиту металургійного), що також практично припиняє розбризкування. Введення магнезиту в кількості, яке перевищує прийняту межу, призводить до огрубления лускатості валиків і нерівномірності їх по висоті. Окис заліза при введенні в шлакову систему CaF2-TiO2 знижує її температуру плавлення, а також коефіцієнт поверхневого натяжіння, що спричиняється до дрібнокрапельного переносу розплавленого металу і утворенню валиків з дрібнолускатою поверхнею і плавними переходами до основного металу, або металу попередньо наплавлених валиків. Введення в покриття пропонованого електроду FeO в кількості меншій від заявленої, призводить до утворення "горбатих" валиків. Перебільшення кількості FeO за пропоновану межу сприяє утворенню легкоплавких шлаків, які унеможливлюють якісне формування вертикальних і стельових швів. Введення FeO в пропоно 5 17108 ваній кількості в присутності фториду кальцію спричиняє утворення фторидів заліза, що також забезпечує додаткове зниження дифузійного водню в наплавленому металі. Введення польового шпату в зазначених межах спричиняє утворення достатньо щільної шлакової корки і сприяє поряд з магнезитом стабілізації дугового проміжку. Збільшення вмісту польового шпату над вказану межу призводить до утворення більш рідкоплинних шлаків великої маси, що утруднює зварювання в просторових положеннях. Введення марганцю і нікелю у прийнятих межах забезпечує одержання наплавленого металу, міцностні властивості якого не нижче за такі зварюваного металу. Феросиліцій забезпечує перехід необхідної кількості марганцю в наплавлений метал. Але перебільшення його вмісту вище пропонованої межі призводить до зменшених значень пластичності 6 наплавленого металу, що обумовлено твердорозчинним зміцненням феритної матриці силіцієм. Для експериментальної перевірки технічного рішення, що пропонується, були виготовлені 5 партій електродів із стрижнями зі сталі Св.-08 діаметром 4мм, склад покриття яких приведено у Таблиці 1. Для оцінки зварювально-технологічних властивостей водолазом-зварником у лабораторному басейні на глибині 2м в усіх просторових положеннях зварювалися стикові зразки зі сталі Ст3 товщиною 14мм. Формування наплавленого металу оцінювалось за трибальною системою. Таблиця 2, з урахуванням зовнішнього вигляду, віддільності шлаку, характеру шлакової корки, розбризкування, стабільності горіння тощо. Аналіз отриманих результатів дозволяє зробити висновок, що електроди з покриттям запропонованого складу забезпечують задовільне формування багатошарових швів в усіх просторових положеннях. Таблиця 1 Склад покриття електродів, мас.% Покриття Компоненти флюорит рутиловий концентрат окис заліза магнезит польовий шпат марганець металічний нікелевий порошок феросиліцій карбоксиметилцелюлоза 1 2 3 4 5 17 35 10 10 14 8 2 2 2 19,5 33,5 13 8 12 8 2 2 2 23 26 20 7 10 8 2 2 2 28 18 28 4 8 8 2 2 2 30 16 30 3 7 8 2 2 2 Таблиця 2 Зварювально-технологічні властивості електродів Покриття Зварювально-технол. властивості Можливість зварювання в нижньому (н), вертикальному (в) та стельовому (с) положеннях Формування металу швів, бали (трибальна система): нижнє вертикальне стельове Для визначення механічних властивостей металу шва при зварюванні сталі Ст3 були виготовлені електроди зі стрижнями із дроту Св.-08 на 1 2 3 4 5 нвс нвс нвс нвс нв 3 2 1 3 3 2 3 3 3 3 3 2 3 2 базі покриття №3, таблиця 1, в якому легуючі елементи змінювались в межах, представлених у Таблиці 3. 7 17108 8 Таблиця 3 Склад покриття електродів із стрижнями зі сталі Св.-08 для випробування механічних властивостей металу шва Покриття Компоненти 1 3 4 5 86 12 0 0 2 Базова шихта марганець металічний нікелевий порошок феросиліцій карбоксиметилцелюлоза 2 87 10 0,5 0,5 2 86,5 8 2 1,5 2 87,5 5 3,5 2 2 88 3 4 3 2 Із зварних з'єднань у відповідності до вимог "Специфікації з підводного зварювання" ANSI/AWS D3.6 виготовлялись зразки типу Мі12, ГОСТ 699666. Результати випробувань приведені в таблиці 4. Їхній аналіз свідчить, що електроди з покриттями №2-4 забезпечують високі показники пластичних та міцностних властивостей металу зварного з'єднання і задовольняють вимогам "Специфікації з підводного зварювання" ANSI/AWS D3.6 ( 12%, границя міцності металу шва більша за границю міцності основного металу). Таблиця 4 Механічні властивості зварних з'єднань, виконаних електродами зі стрижнями із сталі Св.-08 Покриття Мех. властив. металу шва Границя міцності, b, МПа Границя текучесті, t, МПа Відносне подовження, , % 1 3 4 5 420 340 8 Для визначення механічних властивостей металу шва при зварюванні в усіх просторових положеннях використовували електроди з покриттям 2 425 355 12 445 370 14 460 410 13 475 445 9 №3, таблиця 3. Отримані результати наведені у таблиці 5. Таблиця 5 Механічні властивості металу швів при зварюванні в усіх просторових положеннях Просторове положення Нижнє Вертикальне стельове t, MПa 370 360 365 Таким чином, запропонований електрод дозволяє одержати в усіх просторових положеннях якісне зварне з'єднання з необхідним рівнем механічних властивостей при зварюванні під водою Механічні властивості b, МПа 445 430 425 ,% 14 12 12 маловуглецевих та низьколегованих сталей і може бути рекомендований для застосування при ремонті підводних трубопроводів. 9 Комп’ютерна верстка А. Крулевський 17108 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode for underwater welding
Автори англійськоюLiakhova Inna Vasylivna, Maksymov Serhii Yuriiovych, But Viktor Stepanovych, Radziievska Ala Adonivna, Drohomyretskyi Mykhailo Mykolaiovych, Ped'ko Borys Ivanovych, Overko Oleksandr Fedorovych
Назва патенту російськоюЭлектрод для подводной сварки
Автори російськоюЛяхова Инна Васильевна, Максимов Сергей Юрьевич, Бут Виктор Степанович, Радзиевская Алла Адоновна, Дрогомирецкий Михаил Николаевич, Педько Борис Иванович, Оверко Александр Федорович
МПК / Мітки
МПК: B23K 35/365
Мітки: електрод, підводного, зварювання
Код посилання
<a href="https://ua.patents.su/5-17108-elektrod-dlya-pidvodnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Електрод для підводного зварювання</a>
Електрод для підводного зварювання

Номер патенту: 17107
Опубліковано: 15.09.2006
Автори: Педько Борис Іванович, Радзієвська Ала Адонівна, Максимов Сергій Юрійович, Оверко Олександр Федорович, Дрогомирецький Михайло Миколайович, Ляхова Інна Василівна, Бут Віктор Степанович
МПК: B23K 35/36
Мітки: електрод, підводного, зварювання
Формула / Реферат:
Електрод для підводного зварювання, який містить стрижень із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас. %: Niекв. 19... 32 Сrекв. 21... 33, а в...
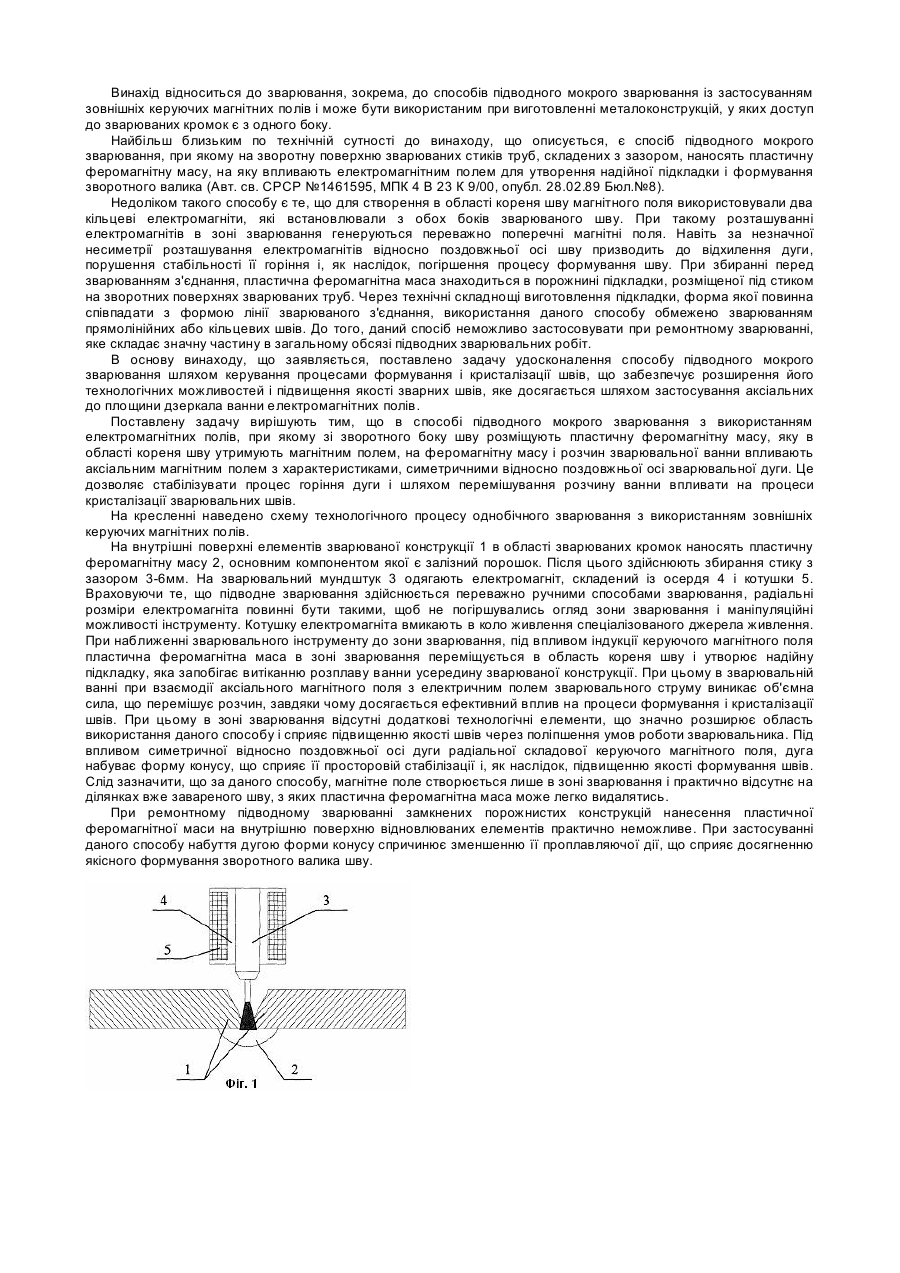
Спосіб підводного мокрого зварювання з використанням електромагнітних полів
Номер патенту: 67511
Опубліковано: 15.06.2004
Автори: Рижов Роман Миколайович, Прилипко Олена Олександрівна, Максимов Сергій Юрійович, Кожухар Володимир Андрійович
МПК: B23K 9/08
Мітки: полів, спосіб, підводного, електромагнітних, зварювання, використанням, мокрого
Формула / Реферат:
Спосіб підводного мокрого зварювання з використанням електромагнітних полів, при якому зі зворотного боку шва розміщують пластичну феромагнітну масу, яку в області кореня шва утримують магнітним полем, який відрізняється тим, що на феромагнітну масу і розчин зварювальної ванни впливають аксіальним магнітним полем з характеристиками, симетричними відносно поздовжньої осі зварювальної дуги.
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей
Номер патенту: 7914
Опубліковано: 15.07.2005
Автори: Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Беккер Михайло Вікторович, Бут Віктор Степанович, Максимов Сергій Юрійович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: порошковий, дріт, маловуглецевих, підводного, сталей, зварювання, низьколегованих
Формула / Реферат:
1. Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей, що включає металеву оболонку і порошкоподібну шихту, яка містить рутиловий концентрат, гематит, феромарганець, нікель, біхромат калію та залізний порошок, який відрізняється тим, що осердя додатково містить феротитан та феробор при наступному співвідношенні компонентів (мас.%): рутиловий концентрат 25-35 ...
Порошковий дріт для підводного зварювання сталі 17г1с
Номер патенту: 75174
Опубліковано: 15.03.2006
Автори: Пірогов Асегнєй Гєоргієвіч, Радзієвська Алла Адольївна, Максимов Сергій Юрійович
МПК: B23K 35/368
Мітки: зварювання, 17г1с, дріт, порошковий, сталі, підводного
Формула / Реферат:
Порошковий дріт для підводного зварювання сталі 17Г1C, який складається з металевої оболонки і порошкоподібної шихти, що містить фториди лужних і лужноземельних металів і розкиснювач, який відрізняється тим, що оболонка виконана з технічно чистого нікелю, а осердя додатково містить фторид кальцію, фторцирконат калію, польовий шпат і алюміній при наступному співвідношенні компонентів (мас. %): фторцирконат калію ...
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах
Номер патенту: 10980
Опубліковано: 15.12.2005
Автори: Бут Віктор Степанович, Беккер Михайло Вікторович, Максимов Сергій Юрійович, Педько Борис Іванович, Дрогомирецький Михайло Миколайович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: низьколегованих, сталей, порошковий, маловуглецевих, підвищених, глибинах, дріт, підводного, зварювання
Формула / Реферат:
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. %): рутиловий концентрат 25-35 ...
Попередній патент: Електрод для підводного зварювання
Наступний патент: Буровий верстат
Випадковий патент: Спосіб визначення ступеня злоякісності пухлин у хворих на рак молочної залози