Спосіб антикорозійного захисту внутрішньої поверхні металевої труби
Номер патенту: 17941
Опубліковано: 16.10.2006
Автори: Бідношея Марія Олександрівна, Бідношея Валентин Якович, Бідношея Марина Валентинівна, Пархоменко Ірина Валентинівна
Формула / Реферат
1. Спосіб антикорозійного захисту внутрішньої поверхні металевої труби, що включає футерування металевої труби скляною або пластмасовою трубами, який відрізняється тим, що металеву трубу встановлюють вертикально в круг-шаблон більшого діаметра, який жорстко закріплений на фундаменті з центральним отвором і ямою всередині фундаменту, але маючий можливість повертатись на 180° навколо горизонтальної осі; в зафіксовану металеву трубу вводять скляну або пластмасову труби і центрують в крузі-шаблоні; в утворений прошарок між внутрішньою поверхнею металевої труби і зовнішньою поверхнею скляної або пластмасової труб вводять і запресовують по довжині міжтрубного простору почерговий набір циліндричних блоків висотою 100-200 мм, складовими яких є прошиті між собою скляними, базальтовими або іншими нитками, круги, виготовлені із волокнистих неорганічних матеріалів у вигляді шнурів або джгутів з величиною перерізу, яка забезпечує щільний і рівномірний контакт із стінками металевої і скляної або пластмасової труб, до повного заповнення міжтрубного простору по висоті металевої труби з наступним ущільненням і фіксацією внутрішньою підтискувальною шайбою з двох кінців металевої труби.
2. Спосіб антикорозійного захисту по п. 1, який відрізняється тим, що як волокнисті неорганічні матеріали для виробництва шнурів або джгутів використовують скляне або базальтове волокно, мінеральну або скляну вату.
3. Спосіб антикорозійного захисту по пп. 1, 2, який відрізняється тим, що металеву трубу піддають знежирювальному відпалу і механічному очищенню, а зовнішню поверхню скляної або пластмасової труб обробляють хімічним розчинником.
4. Спосіб антикорозійного захисту по пп. 1-3, який відрізняється тим, що з обох кінців внутрішньої і зовнішньої поверхні металевої труби на глибину 150-200 мм нарізають зовнішню і внутрішні різьби.
5. Спосіб антикорозійного захисту по пп. 1-4, який відрізняється тим, що площу зовнішньої поверхні механічно очищеної металевої труби між ділянками нарізаної зовнішньої різьби з двох сторін труби ґрунтують.
6. Спосіб антикорозійного захисту по пп. 1-5 який відрізняється тим, що кінці скляної або пластмасової труб виступають на 50-60 мм із металевої труби.
7. Спосіб антикорозійного захисту по пп 1-6, який відрізняється тим, що заповнений міжтрубний простір набором циліндричних блоків із волокнистих неорганічних кругів ущільнюють підтискувальною металевою шайбою із зовнішньою різьбою і центральним отвором, діаметр якого на 1-1,5 мм більший зовнішнього діаметра скляної або пластмасової труб, кінці яких виступають за краї металевої труби.
Текст
1. Спосіб антикорозійного захисту внутрішньої поверхні металевої труби, що включає футерування металевої труби скляною або пластмасовою трубами, який відрізняється тим, що металеву трубу встановлюють вертикально в круг-шаблон більшого діаметра, який жорстко закріплений на фундаменті з центральним отвором і ямою всередині фундаменту, але маючий можливість повертатись на 180° навколо горизонтальної осі; в зафіксовану металеву трубу вводять скляну або пластмасову труби і центрують в крузі-шаблоні; в утворений прошарок між внутрішньою поверхнею металевої труби і зовнішньою поверхнею скляної або пластмасової труб вводять і запресовують по довжині міжтрубного простору почерговий набір циліндричних блоків висотою 100-200 мм, складовими яких є прошиті між собою скляними, базальтовими або іншими нитками, круги, виготовлені із волокнистих неорганічних матеріалів у вигляді шнурів або джгутів з величиною перерізу, яка забезпечує щільний і рівномірний контакт із стінками металевої і скляної або пластмасової труб, до повного заповнення міжтрубного простору по висоті металевої труби з наступним ущільненням і фіксацією внутрішньою U 2 (11) 1 3 17941 4 труби, в результаті чого часто одержують неякісне рукава, і притискуванні його до внутрішньої покриття. поверхні металевої труби, шляхом створення Близькі по суті до цього аналогу інші патенти надлишкового тиску в порожнині заготовки, [2] мають практично ті ж недоліки, що приведені видалення повітря із міжтрубного простору вище, з яких узагальненими є – обладнання для поступовим нагріванням труби за допомогою футерування металевих труб скляними кільцевої печі, шляхом її переміщення. В малопродуктивне, енергоємне, складність результаті термопластичний матеріал переходить здійснення надійного і рівномірного контакту по у в'язкотікучий стан під дією надлишкового тиску площині зовнішньої поверхні скляної труби із повітря в полімерному рукаві і на внутрішній внутрішньою поверхнею металевої. поверхні труби формується захисне покриття. Взятий за прототип [3] - спосіб покриття склом Недоліки способу - енергоємність процесу і внутрішньої поверхні металевої труби включає вірогідність одержання неякісного покриття через розміщення полої скляної заготовки в трубі, складність керування процесом охолодження нагрівання труби і скляної заготовки при композиції «метал-полімер». одночасному створенні підвищеного тиску повітря Відомий спосіб захисту внутрішньої поверхні в її прошарку по відношенню до каналу між трубою трубопроводу [6], в якому для захисту внутрішньої і скляною заготовкою, нагрівання і створення поверхні трубопроводу шляхом футерування підвищеного тиску повітря в прошарку скляної використовують попередньо виготовлену оболонку заготовки, здійснюється шляхом продування трубчатої форми із зовнішнім діаметром, рівним гарячого повітря через полу скляну заготовку. внутрішньому діаметра трубопроводу, яку Одночасно із продувкою гарячого повітря через виготовлено шляхом намотки безперервного полу скляну заготовку, здійснюють відкачування волокнистого наповнювача на циліндричну повітря із каналу між трубою і скляною заготовкою. обертаючу оправку в два або три шари з кутом Декілька труб із розміщеними в них полими намотки 120-125 С. Волокнистий наповнювач скляними заготовками встановлюють послідовно, насичують епоксидами зв'язуючим з продувають через них гаряче повітря, а отверджуючем при співвідношенні маси відкачування повітря здійснюють індивідуально із наповнювача і зв'язуючого від 30:70 до 50:50% кожного каналу між трубою і скляною заготовкою. відповідно, з наступним термоотвердженням і Повітря із останньої скляної заготовки можна охолодженням готового виробу. Оболонку у скерувати на зовнішні поверхні труб. Труби із деформованому вигляді, що має поперечний розміщеною в ній полою скляною заготовкою переріз V-образної форми або трьохлистника, встановлюють з нахилом. вводять у захищувану частину трубопроводу і Але і в цьому, на перший погляд більш притискують до його внутрішньої поверхні вдосконаленому патенті, основні недоліки подачею теплоносія. В якості зв'язуючого практично ідентичні недолікам вище розглянутих. використовують склад, що вміщує, мас.%: 50-70 В літературі описано декілька способів епоксидіанової смоли, 30-50 покриття внутрішньої поверхні металевих труб олігоефіруретандіепоксиду і стехіометричну полімерними матеріалами [4]. По одному із них кількість затверджувача амінного або ангідридного трубу із пластмаси розігрівають до еластичного типу. стану і потім проштовхують в нагріту до 110-120 С Даючи позитивну оцінку використання в металеву трубу, внутрішній діаметр якої менше запропонованому способі захисту від корозії зовнішнього діаметра пластмасової труби на 1внутрішньої поверхні трубопроводів, шляхом 1,5мм. Так можливо футерувати невеликі відрізки використання композиції із наповнювача труб, приблизно до 1м. Футерувати труби волокнистого хімічного стійкого матеріалу стандартної величини тонкостінними скловолокна або базальтового волокна, або пластмасовими трубами практично неможливо, вуглеволокна та хімічно стійкого епоксидного тому що розігріті пластмасові труби при зв'язуючого з отверджувачем для створення проштовхуванні зминаються. трубчастої оболонки, внутрішня поверхня якої По другому способу пластмасову трубу несе безпосередню протидію корозійній вкладають в металеву з більшим зазором, який агресивності транспортуючих рідин, слід заповнюють бетоном. Для кращого з'єднання визначити складність створення трубчатої пластмасову трубу попередньо вкривають лаком, оболонки (триразова почергова термічна обробка і обсипають піском і просушують. Спосіб цей обтискування трубчатої оболонки з тимчасовою її працеємний, збільшує масу і зовнішній діаметр фіксацією для отримання кінцевої форми), а також труб, а можливість футерування середніх і малих забезпечення якісного (без зминання) введення її діаметрів труб при цьому обмежена. в захищувану трубу, що робить запропонований Третій спосіб - пневматичний - заключається у спосіб достатньо енергоємним, малопродуктивним суміщенні пластмасової і металевої труб до із значними працевтратами. Але механічна температур розм'якшення пластмаси. Потім міцність використовуваної композиції при пластмасову грубу роздувають стиснутим повітрям розтягуванні має достатньо високий показник (800до щільного зближення її із внутрішньою стінкою 1000МПа), що свідчить про перспективність металевої труби і все охолоджують. використання на її основі матеріалу, успішно Відомий спосіб захисту внутрішньої поверхні протидіючого механічному навантаженню. металевих труб полімерними [5], що полягає в Найбільш близький спосіб покриття розміщенні в захищуваній трубі, наповненого внутрішньої поверхні трубопроводу [7], взятий за повітрям герметично закритого полімерного прототип, полягає в попередньому виготовленні 5 17941 6 облицювальної оболонки із внутрішнім і зовнішнім в тих випадках, коли хімічна стійкість футеруючого плівковим рукавами з розташованим між ними шару це дозволяє. Футеровані труби не бояться армуючим, насиченим термореактивним випадкових ударів, більш сприятливо реагують на зв'язуючим волокнистим рукавом-наповнювачем, різкі зміни температур і тиску. герметизації оболонки і встановленні тривалості Найбільше використання мають пластмасові тимчасової витримки від 1 до 30 діб, при цьому труби із фторопласту - 4, що володіють такими вибирають співвідношення наповнювач:зв'язуюче фізико-хімічними властивостями [4]: густина – 2,2від 30:50 до 50:50%. Після тимчасової витримки 2,3г/см3 максимальна робоча температура оболонку вводять в трубопровід, притискують до експлуатації 269 С, межа міцності при внутрішньої поверхні трубопроводу подачею розтягуванні 140-200кг/см2, межа міцності при робочого агенту і затверджують оболонку шляхом розриві – 250-500%, межа міцності при згинанні полімеризації зв'язуючого. 110-140кг/см2, твердість по Брінелю - 3-4кг/см2, Приведений спосіб – прототип може бути температура розкладання - 415 С. використаний для захисту від корозії Фторопласт – 4 є полімером споруджуваних трубопроводів, проте він має ряд тетрафторетилену. Це найбільш хімічно стійкий недоліків: 1) насичення армуючого склотрикотажу матеріал із всіх відомих пластмас. В цьому або склотканини здійснюють в об'ємі між двома відношенні він перевищує золото, платину, поліетиленовими рукавами з наступною спеціальні нержавіючі сталі, фарфор та інші витримкою не менше доби без стискування матеріали, що використовуються в агресивних армуючої тканини. Отже, тканина насичується за середовищах. рахунок капілярного ефекту, що залежить, як Поставлене завдання досягається тим, що відомо, від в'язкості рідини і наявності пор, металеву трубу встановлюють вертикально в величина яких не контролюється, що обов'язково більшого діаметра круг-шаблон, жорстко погіршить якість насичення і, тим самим, знизить закріплений на фундаменті з центральним фізико-хімічні і експлуатаційні властивості отвором, але має можливість повертатись на 180 одержуваних оболонок; 2) зборка облицювальної навколо горизонтальної вісі, і ямою в середині або ремонтної оболонки здійснюються фундаменту. В зафіксовану металеву трубу безпосередньо перед її установкою в трубу без вводять скляну або пластмасову труби і використання пристосувань, гарантуючих якість центрують в крузі-шаблоні, в утворений прошарок оболонок; 3) використання виготовленої раніше між внутрішньою поверхнею скляної або відомим способом оболонки із зовнішнім пластмасової труб вводять і запресовують по діаметром близьким до внутрішнього діаметра довжині міжтрубного простору почерговий набір труби, що облицьовується, має значні складнощі циліндричних блоків висотою 100-200мм, через механічні труднощі введення такої оболонки складовими яких є прошиті між собою скляними, всередину трубопроводу. базальтовими або іншими нитками, круги, Слід відмітити схожість основних виготовлені із волокнистих неорганічних технологічних прийомів виконання футерування матеріалів у вигляді шнурів або джгутів з скляною або пластмасовою трубами в більшості величиною перерізу, яка забезпечує щільний і розглянутих патентів. рівномірний контакт із стінами металевої і скляної Загальними ознаками з обома прототипами є або пластмасової труб, до повного заповнення між спосіб антикорозійного захисту внутрішньо грубного простору по висоті металевої труби з поверхні металевої труби шляхом футерування її наступним ущільненням і фіксацією блоків скляною або пластмасовою трубами. внутрішньою підтискувальною шайбою з двох В основу корисної моделі поставлено кінців металевої труби. завдання по створенню в умовах підприємстваЗгідно з корисною моделлю, як волокнисті виготувача надійної, якісної і продуктивної неорганічні матеріали для виробництва шнурів або технології антикорозійного захисту внутрішньої джгутів, використовують скляне або базальтове поверхні металевої труби, шляхом футерування волокно, мінеральну або скляну вату. склом - екологічно безпечним і біологічно Згідно з корисною моделлю, металеву трубу нейтральним матеріалом з низьким коефіцієнтом піддають знежирювальному відпалу і механічному тертя при русі по ньому рідини, і володіючим очищенню, а зовнішню поверхню скляної або високою корозійною стійкістю в широкому спектрі пластмасової труб обробляють хімічним агресивних середовищ, навіть при підвищених розчинником. температурах, або пластмасовими трубами. Згідно з корисною моделлю, з обох кінців Останні характеризуються меншим гідравлічним зовнішньої і внутрішньої поверхні металевої труби опором [8] в порівнянні з чавунними або на глибину 150-200мм нарізають зовнішню і сталевими. Маса пластмасових труб приблизно в внутрішню різьби. 5 разів менша. ніж сталевих, проте міцність їх Згідно з корисною моделлю, площу зовнішньої невисока. Пропускна здатність під час експлуатації поверхні механічно очищеної металевої труби, між залишається практично незмінною, а у металевих ділянками нарізаної зовнішньої різьби з двох труб знижується внаслідок корозії і відкладання сторін труби, ґрунтують. осадів. Згідно з корисною моделлю, кінці скляної або Футеровані пластмасовими металеві труби пластмасової труб виступають на 50-60мм із можуть працювати в умовах агресивних металевої труби. середовищ в значно більш широкому діапазоні Згідно з корисною моделлю, заповнений температур і тиску. ніж незахищені металеві труби міжтрубний простір набором циліндричних блоків 7 17941 8 волокнистих неорганічних кругів, ущільнюють знаходяться у вертикальному положенні вводять і підтискувальною металевою шайбою із запресовують спеціальним пристроєм почергово зовнішньою різьбою і центральним отвором , блоки кругів, забезпечуючи рівномірність без діаметр якого на 1-1,5мм більший зовнішнього перекосів по горизонталі розташування блоків. діаметра скляної або пластмасової труб, кінці яких Досягнувши рівня заповнення блоками краю виступають за краї металевої труби. металевої труби, здійснюють ущільнення блоків Запропонований спосіб здійснюють таким шляхом нагвинчування по внутрішній різьбі чином - для знищення органічних речовин (в тому металевої труби підтиску вальної шайби із числі жирових і масляних плівок на поверхні) зовнішньою різьбою і центральним отвором для металеву трубу піддають знежирювальному виходу кінців скляної або пластмасової труб, з якими будуть з'єднуватись кінці суміжної скляної відпалу (отжиг) при температурі 500-550 С [9]. або пластмасової труб, що запресовані в Піскострумлять до класу чистоти 4-5 [10], аналогічній металевій трубі. обдувають стиснутим повітрям для видалення Виготовлені по запропонованому способу залишків пилу і окалини, з обох кінців зовнішньої і футеровані металеві труби можуть бути звільнені внутрішньої поверхні металевої труби на глибину із кругу-шаблону шляхом повороту останнього на 150-200мм, нарізають зовнішню і внутрішню певний кут нахилу. різьби, площу зовнішньої поверхні труби Враховуючи існуючу практичну ідентичність ґрунтують до межі з різьбою за допомогою бітуму розроблених технологічних прийомів футерування в бензині в пропорції 1:3 і сушать. Сушка не скляними або пластмасовими трубами металевої більше однієї доби. труби авторами при описуванні здійснення Паралельно здійснюють хімічне знежирення технологічних операцій для скляної або зовнішньої поверхні скляної або пластмасової пластмасової труб по запропонованому способу, труб. Для обробки поверхні труб в якості не зроблено розмежування, а приведена органічного розчинника використовують водний узагальнена схема його виконання. розчин відомого синтетичного миючого засобу Використання процесу запресування сульфанолу (5-15г/л) при температурі 30-50 С. волокнистого матеріалу у вигляді кругів блоками з Час струмного очищення складає 1-5хв., після чого наступним ущільненням і фіксацією у міжтрубному поверхню промивають водою, підігрітою до 30просторі за допомогою підтискувальної металевої 50 С. шайби, забезпечує надійні умови для створення Також в якості органічного розчинника можна рівномірного щільного контакту між внутрішньою використовувати бензин, гас, скипидар, поверхнею металевої і зовнішньої скляної або діхлоретан, трихлоретилен. Хлорвміщуючі пластмасової труб. розчинники не вибухонебезпечні і не спалахують, Впровадження, в запропонованому способі що дозволяє інтенсифікувати процес антикорозійного захисту внутрішньої поверхні знежирювання шляхом підігрівання цих металевої труби футерування скляною або розчинників [10]. пластмасовою трубами, технологічної операції Із скручених волокнистих скляних або запресування в прошарок між трубного простору базальтових джгутових тканин марок ТСЖ-0,7 і циліндричних блоків із волокнистих неорганічних ТБЖ-0,6. ТБЖ-0,7 відповідно [11, 12] або кругів з використанням для їх виготовлення шнурів мінеральної або скляної вати [13, 14] або джгутів із скляних або базальтових волокон, виготовляють шнури або джгути, з яких готують мінеральної або скляної вати, що круги внутрішній діаметр яких на 1-1,5мм більше використовується у виробництві [11-14], спрощує зовнішнього діаметра скляної або пластмасової процес здійснення і реалізації способу, робить труб, а зовнішній діаметр кругів мав таку величину, його менш енергоємним і з меншими яка б забезпечила мінімальне значення пружних працевтратами в порівнянні з існуючими деформацій від дії сил міжстінного прошарку і способами, створює можливість для надійної, фізичних зусиль зовнішнього тиску під час якісної, продуктивної, значно екологічної технології проштовхування блоків кругів. процесу. На підготовлений фундамент з отвором і ямою Нарізка різьби на внутрішній і зовнішній всередині фундаменту жорстко закріплюють кругповерхні металевої труби з глибиною 150-200мм з шаблон з діаметром більшим, ніж діаметр обох протилежних кінців труби обумовлена металевої труби для футерування, всередині його потребою в надійному ущільненні і фіксації блоків встановлюють металеву грубу і фіксують її у із волокнистими кругами в міжтрубному просторі вертикальному положенні. В циліндричний отвір за допомогою підтискувальної металевої шайби із металевої труби вставляють з проміжком скляну зовнішньою різьбою по внутрішній поверхні або пластмасову труби і фіксують її з металевої труби, а присутність зовнішньої різьби центруванням в крузі-шаблоні таким чином, щоб на металевій трубі обумовлена необхідністю кінці однієї із таких труб виступали на 50-60мм за з'єднання через муфту на зовнішній різьбі суміжної край металевої труби з двох сторін. труби. Готують блоки із волокнистих кругів висотою Ґрунтування на самому початку технологічного від 100 до 200мм. накладаючи один на одного і, процесу, попередньо піскострумної зовнішньої зшиваючи їх, міцно, без перекосів, скляними або поверхні металевої труби, обумовлена одночасно базальтовими, або капроновими або іншими необхідністю захисту від попадання жирових і нитками. масляних плівок та інших забруднень на поверхню В простір між внутрішніми стінками металевої і труби під час процесу футерування, і подальшого зовнішньої скляної або пластмасової труб, що 9 17941 10 захисту від корозії під час експлуатації вже можливості експорту унікальної продукції, при футерованих труб. умові якщо держава буде піонером цього способу. Виступаючи на 50-60мм кінці скляної або ЛІТЕРАТУРА. пластмасової труб із металевої труби, обумовлені 1. Стеблецов А.Г., Максутов Ф.А., Ахунов A.M., необхідністю подальшого з'єднання кінцями Способ облцовки стеклом металлических труб. скляної або пластмасової труб іншої суміжної Авт. св. СССР №487033, кл. С0З С27/02, опубл. металевої труби. 12.01.76. Здійснення футерування металевих труб 2. Редько В.В., Логовикова Л.С., Лолетева С.В. запропонованим способом в стаціонарних умовах Производство труб со стеклоэмалевым покрытием підприємства-виготовача дозволить більш якісно – Обзорная информация. М.: Ин-т., контролювати технологію процесу і забезпечить "Черметинформация", сер. 'Трубное стабільність якості кожної із них і якості производство", 1984 вып. 3, 11с. одержуваної продукції в цілому. 3. Аюков А.А., Пландовский А.Е., Помпеев А.А. Отже, технічний результат, що виникає при Способ покрытия стеклом внутренней реалізації запропонованого способу, забезпечений поверхности трубы. R.U №2109701, С03 С27/02.. більш високими екологічними умовами його F16L58/14, опубл. 27.04.1998. виконання, підвищенням якості футерування труб, 4. Самсонов В.Г., Харахаш В.Г. и др. зниження енерго- і працевтрат. Противокоррозионные пластмассовые покрытия. Використання металевих труб футерованих К.: Техника, 1965, 90с., с.39-42, 16-17. скляними або пластмасовими трубами, дозволить 5. Авт. св.СССР №1350442, кл. F16L58/10, збільшити термін експлуатації в декілька разів в 1987, бюл. №41. середовищах різного ступеня агресивності і, як 6. Крыжановский В.К., Бурлов В.В., наслідок, знизить витрати металу, зменшить Паниматченко А.Д. Способ защиты внутренней простої обладнання і витрати на їх відновлення, поверхности трубопровода. RU №2248496, кл. вирішить, в певній мірі, розв'язання екологічних F16L58/10. опубл. 20.03.2005. проблем в таких містах як Алчевськ, вилучить 7. Патент РФ №2037733, кл. F16L58/10, опубл. відкладання осадів на стінках труб, збереже 19.06.95. чистоту транспортуючих продуктів, зокрема питної 8. Генель С.В., Баконов С.В. Трубы из води, скоротить гідравлічні витрати. пластичесних масс в продовольственном Враховуючи зростаючу актуальність в машиностроении М.: Машгиз, 1963, 32с. забезпеченні захисту трубопроводів від корозії в 9. Петцольд А., Пешман П.Г. Эмаль и різних галузях промисловості, то доцільність эмалирование металлов. Справочник. Перевод с запропонованого способу захисту по немецкого Бурхмана Е.К. М.: Металлургия, 1990, впровадженню у виробництво не викликає 576с.. с. 293. сумнівів. 10. Красноярский В.В., Цикерман П.Я. Реалізація запропонованого технічного Коррозия и защита подземнык металлургических рішення має також соціальне значення для сооружений. М: Высшая школа, 1968, 296с., с.72спеціалізації вітчизняних підприємств по 73,85-87. здійсненню технології реалізації даного способу, і 11. Энциклопедия неорганических материалов дає можливість створенню додаткових робочих под редакцей Федорченко И.М. К.: Главн. ред. місць та виконанню зобов'язань держави по Украин. Сов. энциклопедии, т.2, 1977, с.453, 454. скороченню числа безробітних на Україні. 12. Энциклопедия неорганических материалов Таким чином, вказані технічні ознаки дають под редакцией Федорченко И.М. К.: Главн. ред. можливість використання запропонованого Украин. Сов. энциклопедии, т.1, 1977, с. 115, 133. технічного рішення в промислових умовах і 13. Кропотов В.Н., Зайцев А.Г., Скавронский забезпечують йому відповідність критерію Б.И. Строительные материалы. М.: Высшая школа «Промислова придатність». 1973, с.312-314. Організація на державному рівні серійного 14. Сысоев Б.В., Щербаков А.С., Голованова виробництва металевих труб з антикорозійним Л.В. Строительные материалы. М.: Лесная покриттям по запропонованій технології створює промышленность, 1980, с. 146, 147. Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for anti-corrosion protection of inner surface of metal pipe
Автори англійськоюBidnosheia Valentyn Yakovych, Bidnosheya Valentyn Yakovych, Bidnosheia Maryna Valentynivna, Parkhomenko Iryna Valentynivna
Назва патенту російськоюСпособ антикоррозионной защиты внутренней поверхности металлической трубы
Автори російськоюБидношея Валентин Яковлевич, Бидношея Марина Валентиновна, Пархоменко Ирина Валентиновна
МПК / Мітки
МПК: F16L 58/02
Мітки: поверхні, металевої, антикорозійного, внутрішньої, захисту, спосіб, трубі
Код посилання
<a href="https://ua.patents.su/5-17941-sposib-antikorozijjnogo-zakhistu-vnutrishno-poverkhni-metalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб антикорозійного захисту внутрішньої поверхні металевої труби</a>
Спосіб захисту внутрішньої поверхні металевої труби від корозії
Номер патенту: 17305
Опубліковано: 15.09.2006
Автори: Бідношея Валентин Якович, Бідношея Марина Валентинівна, Бідношея Марія Олександрівна, Наливайко Олександр Іванович
МПК: F16L 58/02
Мітки: металевої, внутрішньої, захисту, корозії, спосіб, поверхні, трубі
Формула / Реферат:
1. Спосіб захисту внутрішньої поверхні металевої труби від корозії, що включає футерування металевої труби скляною або пластмасовою трубою, нагрівання композиції, який відрізняється тим, що металева труба складається із двох однакових повздовжніх половин, а скляна або пластмасова труба має зовнішню облицювальну волокнисту оболонку, насичену епоксидним зв'язуючим з отверджувачем, забезпечуючи одночасно щільний зв'язок із внутрішньою поверхнею...
Спосіб захисту внутрішньої поверхні ствола димової труби
Номер патенту: 10304
Опубліковано: 15.11.2005
Автор: Аврамков Леонід Леонідович
МПК: E04H 12/28
Мітки: спосіб, ствола, захисту, трубі, димової, поверхні, внутрішньої
Формула / Реферат:
1. Спосіб захисту внутрішньої поверхні ствола димової труби, за яким на внутрішній поверхні ствола димової труби формують шар футерівки, при цьому виконують футерівку рядами послідовно зсунутими по вертикалі по всій висоті ствола димової труби, який відрізняється тим, що на внутрішню поверхню ствола димової труби наносять гідрофобну полімерну речовину і приклеюють теплоізоляційні елементи, які попередньо обклеєні склотканиною, стики між...
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб
Номер патенту: 29726
Опубліковано: 15.04.2002
Автори: Мертвяченко Петро Ксенофонтович, Шипко Іван Іванович, Гарник Володимир Кирилович
МПК: F16L 58/02
Мітки: зовнішньої, труб, чавунних, захисту, спосіб, сталевих, поверхні, антикорозійного
Формула / Реферат:
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб, що включає нанесення на зовнішню поверхню труби антикорозійного шару цементно-піщаного розчину, поверхня якого зміцнена гідроізоляційним шаром, який відрізняється тим, що нанесення шару цементно-піщаного розчину виконують розрахунковою товщиною цементно-піщаним розчином, який забезпечує утворення лужного середовища рН-12 та повну гідратацію цементу, а...
Спосіб ремонту внутрішньої поверхні ствола димової труби
Номер патенту: 10303
Опубліковано: 15.11.2005
Автор: Аврамков Леонід Леонідович
МПК: E04H 12/28
Мітки: внутрішньої, ствола, поверхні, ремонту, димової, спосіб, трубі
Формула / Реферат:
Спосіб ремонту внутрішньої поверхні ствола димової труби, за яким очищують пошкоджені ділянки футерівки внутрішньої поверхні ствола димової труби і замінюють пошкоджену цеглу, який відрізняється тим, що внутрішню поверхню ствола димової труби, після її очищення і заміни пошкодженої цегли, поновлюють термостійкою кислотостійкою речовиною, після чого на згадану поверхню наносять гідрофобний зміцнюючий просмоктувач і за допомогою термостійкої...
Полімерний ніпель для захисту внутрішньої нарізки труби
Номер патенту: 67059
Опубліковано: 15.06.2004
Автор: Гельштейн Анатолій Григорович
МПК: B65D 59/00
Мітки: внутрішньої, захисту, трубі, ніпель, полімерний, нарізки
Формула / Реферат:
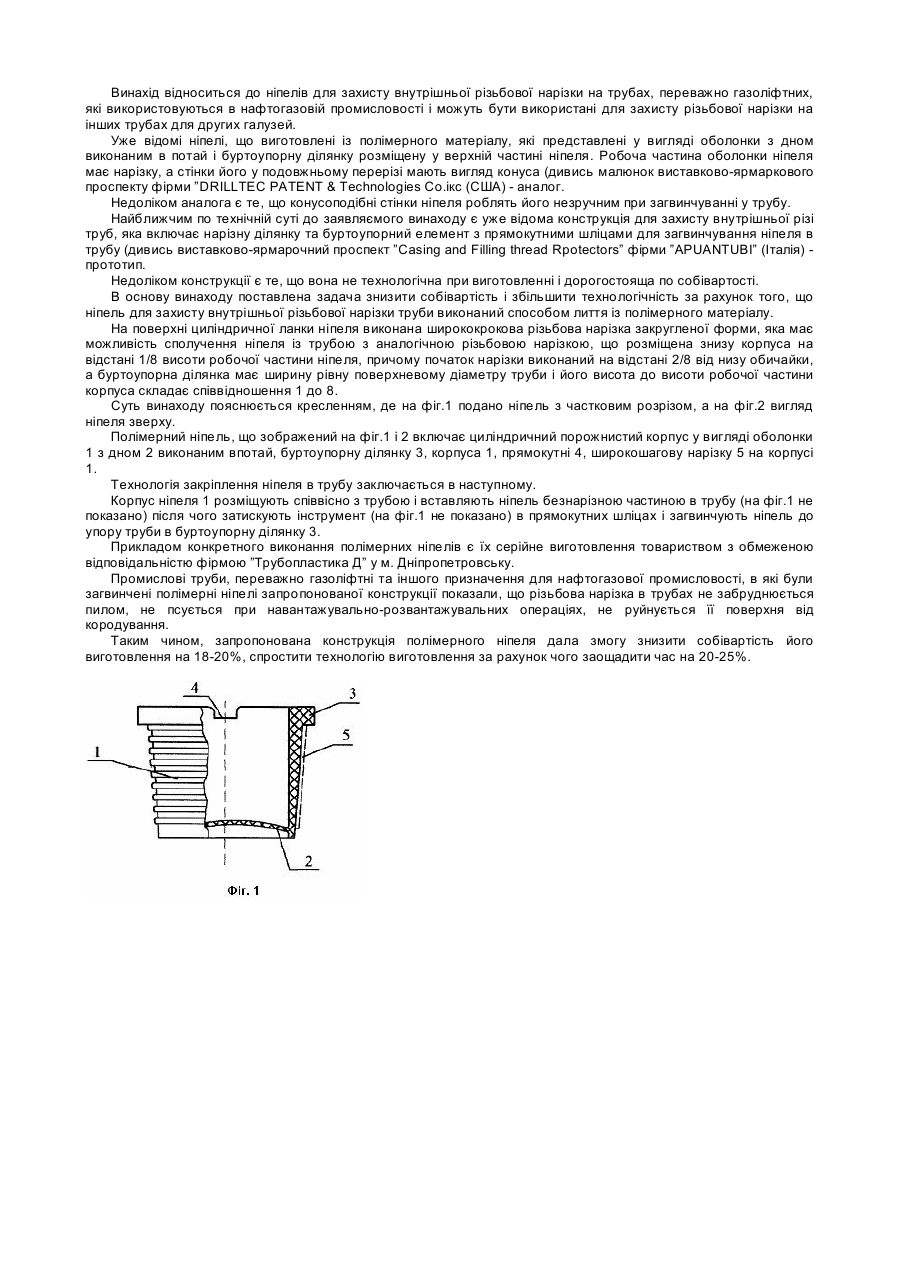
Полімерний ніпель для захисту внутрішньої нарізки труби, переважно газліфтної труби, який включає циліндричний порожнистий корпус у вигляді оболонки з дном, виконаним впотай, і буртоупорну ділянку, розміщену у верхній частині ніпеля, який відрізняється тим, що на буртоупорній ділянці виконано принаймні два прямокутні шліци для загвинчування ніпеля в трубу, а на ланці поверхневої сторони ніпеля виконана ширококрокова нарізка закругленої форми,...
Попередній патент: Вітроустановка для аерації води
Наступний патент: Спосіб витягнення лінійних та суперспіральних молекул днк
Випадковий патент: Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей