Процес обробки надпровідника
Номер патенту: 18672
Опубліковано: 15.11.2006
Автори: Чишко В'ячеслав Валерійович, Матросов Микола Іванович, Білошенко Віктор Олександрович, Медведська Ельвіда Олександрівна
Формула / Реферат
1. Процес обробки надпровідника, переважно сплаву ніобій-титан, що включає комбіновану обробку накопиченням немонотонної деформації пресуванням через багатокутову систему пересічних каналів із трьома і більше осередками деформації без зміни перерізу заготовки з дробовим, е менше 1, за цикл режимом деформування, з односпрямованою зміною в кожному наступному циклі положення площини зсуву в просторі на 90°, а також напрямку деформування на протилежний, зміною орієнтації заготовки і наступної монотонної формозміни зі зменшенням перерізу заготовки гідроекструзією і волочінням, який відрізняється тим, що обробку ведуть з багаторазовим, від трьох і більше, повторенням комбінацій немонотонного пластичного деформування і монотонної формозміни, причому на стадії обробки пруткової заготовки багатоциклову деформацію без зміни перерізу здійснюють зсувом при рівноканальному багатокутовому пресуванні, а на стадії обробки дротової заготовки - зосередженим згинанням при протягуванні через багатокутову деформуючу систему, при цьому в кожному наступному циклі фіксовану, кратну 90°, зміну положення площини згинання в просторі виконують поворотом багатокутової деформуючої системи, а напрямок деформування змінюють на протилежний за рахунок зміни напрямку протягування дротової заготовки.
2. Процес обробки надпровідника, переважно сплаву ніобій-титан за п. 1, який відрізняється тим, що немонотонне деформування здійснюють із сумарно накопиченою деформацією е ![]() 9,84, а монотонну формозміну виконують з обтисненням величиною е =3-7,8.
9,84, а монотонну формозміну виконують з обтисненням величиною е =3-7,8.
3. Процес обробки надпровідника, переважно сплаву ніобій-титан, за пп. 1, 2, який відрізняється тим, що кількість комбінацій у комбінованій обробці вибирають, виходячи з багатонитяної конструкції надпровідника й умов забезпечення у виробі сприятливого для струмонесучої здатності високодисперсного субмікрокристалічного і наноструктурного станів.
Текст
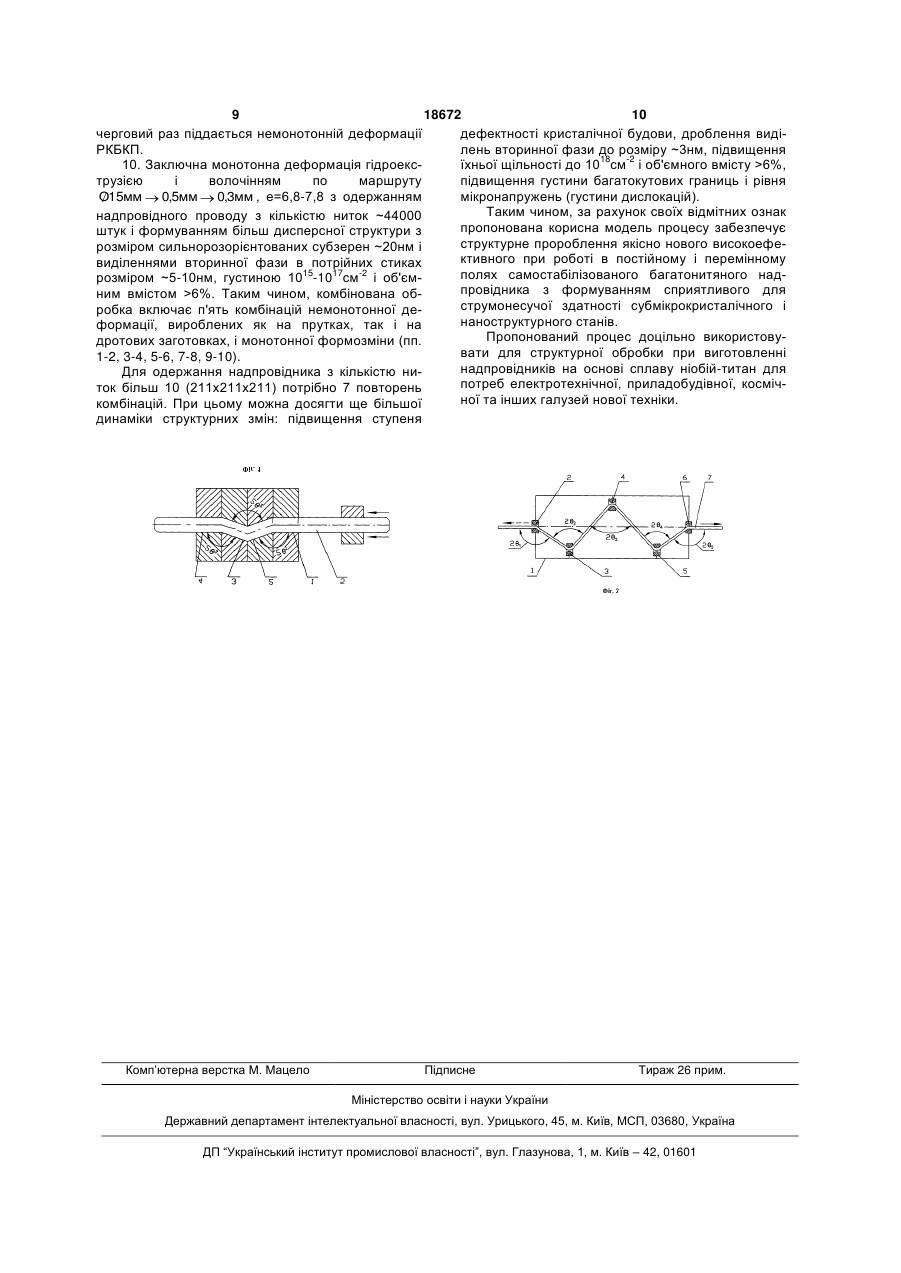
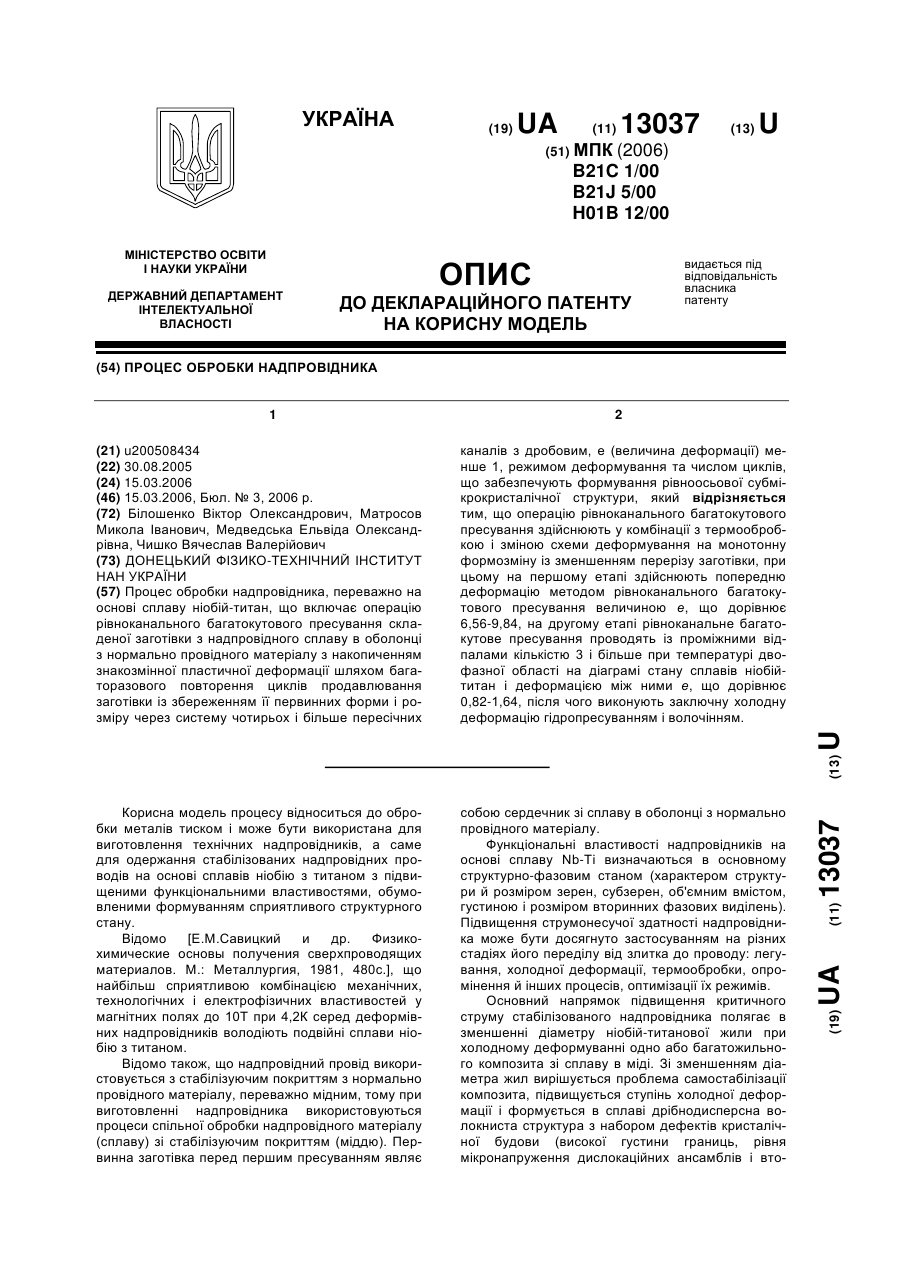
1. Процес обробки надпровідника, переважно сплаву ніобій-титан, що включає комбіновану обробку накопиченням немонотонної деформації пресуванням через багатокутову систему пересічних каналів із трьома і більше осередками деформації без зміни перерізу заготовки з дробовим, е менше 1, за цикл режимом деформування, з односпрямованою зміною в кожному наступному циклі положення площини зсуву в просторі на 90°, а також напрямку деформування на протилежний, зміною орієнтації заготовки і наступної монотонної формозміни зі зменшенням перерізу заготовки гідроекструзією і волочінням, який відрізняється тим, що обробку ведуть з багаторазовим, від трьох і більше, повторенням комбінацій немонотонного пластичного деформування і монотонної формозміни, причому на стадії обробки пруткової загото U 2 18672 1 3 18672 4 Різні способи деформації по різному впливанше 1, за цикл режимом деформування. Для цілеють на ступінь дефектності матеріалу, змінюють спрямованого формування однорідної рівноосної умови формування піннінг-центрів, їхню ефективструктури в кожному наступному циклі пресування ність. роблять ортогональну зміну орієнтації заготовки. Відомий спосіб виготовлення надпровідного Реалізація прототипу забезпечує можливість одепроводу [А.С. 1297645 СССР Кл. Н01В12/00, ржання біметалічного надпровідного дроту на осопубл.20.12.83], при якому стрижні зі сплаву Nb-Ti нові сплаву Nb-Ті з підвищеним комплексом функу мідних оболонках деформують зі зменшенням ціональних властивостей за рахунок формування їхнього діаметра шляхом 4-х кратного повторення сприятливого структурного стану. послідовних операцій зборки пакета - гідропресуНедолік прототипу полягає в тому, що він не вання і волочіння із сумарною величиною дефоррегламентує режими монотонної деформації гідмації е=InR=32, де R - витяжка. Отриманий багаропресуванням і волочінням у комбінованій обротонитяний провід з кількістю ниток ~9,4.106 з бці, не містить конкретних режимів і умов застосунанорозмірними структурними елементами хараквання немонотонної деформації в теризується істотним підвищенням струмонесучої багатоопераційній схемі виробництва багатонитяздатності і подовжньої міцності. ного надпровідного проводу, не містить знань про Недолік способу полягає в тому, що структурприйоми здійснення немонотонної деформації без ний стан і відповідні йому властивості формуються зміни перерізу дротової заготовки діаметром менза рахунок монотонної обробки винятково при ше 5мм. зменшенні перерізу вихідної заготовки. У плані Загальними ознаками прототипу і корисної досягнення більш високого ступеня дефектності моделі процесу, що заявляється, є комбінована будови матеріалу при холодній обробці способу обробка сплаву ніобій-титан накопиченням немовластиві обмеження в силу зазначених вище принотонної деформації через багатокутову систему чин. пересічних каналів із трьома і більше осередками Одним із процесів обробки, що дозволяє зняти деформації без зміни перерізу заготовки з дробозазначені обмеження і досягти великих однорідних вим, е менше 1, за цикл режимом деформування з деформацій з формуванням субмікрокристалічної односпрямованою зміною в кожному наступному (СМК) структури без зміни перерізу заготовки є циклі положення площини зсуву в просторі на 90°, рівноканальне кутове пресування. а також зміною напрямку деформування на протиПроцес рівноканального багатокутового прележне, зміною орієнтації заготовки і наступної мосування [патент Украины 62615А В21С1/00 нотонної формозміни зі зменшенням перерізу заопубл.15.12.2003 Бюл. №12 2003] заснований на готовки методами гідроекструзії і волочіння. деформації заготовки простим зсувом з її накопиВ основу корисної моделі поставлена задача ченням шляхом багаторазового повторення циклів удосконалення процесу обробки надпровідників за продавлювання заготовки зі збереженням її первірахунок розширення галузі застосування немоносних форми і розміру через систему чотирьох і тонного деформування без зміни перерізу, можлибільш пересічних каналів у дробовому (е>>100) ниток з більш істотною зміною густини бирають з умови формування в матеріалі рівноосі стану дефектів їхньої структури, створення досної СМК-структури. коналої субмікрокристалічної і нанокристалічної Недолік відомого способу в тому, що він не міструктур, що приводять до поліпшення фізикостить знань про конкретні режими й умови застомеханічних властивостей виробів. сування рівноканального багатокутового пресуПоставлена задача вирішується тим, що в вання (РКБКП) у багатоопераційній (злиток-прутокпроцесі обробки надпровідника, переважно на дріт) схемі виробництва надпровідного проводу, основі сплаву ніобій-титан, що включає комбіновапро режими комбінованої обробки при зміні схеми ну обробку накопиченням немонотонної деформадеформування. ції пресуванням через багато кутову систему пеАналіз існуючого рівня рішень в області оброресічних каналів із трьома і більше осередками бки матеріалів тиском і технічної надпровідності деформації без зміни перерізу з дробовим, е менсвідчить про актуальність задачі подальшого удоше 1, за цикл режимом деформування, з односпсконалення процесів структурної обробки надпрорямованою зміною в кожному наступному циклі відних матеріалів, розширення їхніх технологічних положення площини зсуву в просторі на 90°, а таможливостей з метою підвищення експлуатаційних кож зміною напрямку деформування на протилежвластивостей надпровідників. не, зміною орієнтації заготовки і наступної моноВ обраній за прототип корисній моделі [патент тонної формозміни зі зменшенням перерізу України 13037 U В21С1/00, опубл. 15.03.2006 Бюл. заготовки гідроекструзією і волочінням, відповідно №3 2006р.) процес обробки сплаву Nb-Ті здійснюдо корисної моделі, обробку ведуть з багаторазоють у комбінації рівноканального багатокутового вим, від трьох і більше, повторенням комбінацій пресування, термообробки і заключної монотонної немонотонного пластичного деформування і модеформації гідропресуванням і волочінням. Велинотонної формозміни, причому на стадії обробки чина попередньої деформації РКБКП е дорівнює пруткової заготовки багато циклову деформацію 6.56-9.84. Кількість проміжних відпалів 3 і більш, без зміни перерізу здійснюють зсувом при рівнокавеличина деформації РКБКП між ними е дорівнює нальному багато кутовому пресуванні, а на стадії 0.82-1,64. РКБКП проводять через деформуючу обробки дротової заготовки - зосередженим згибагатокутову систему пересічних каналів із трьома нанням при протягуванні через багато кутову деі більш осередками деформації з дробовим, е меформуючу систему, при цьому в кожному наступ 5 18672 6 ному циклі фіксовану, кратну 90°, зміну положення товок, а також можливостей існуючого пресового площини згинання в просторі роблять поворотом устаткування. багато кутової деформуючої системи, а напрямок Верхня границя величини монотонної формодеформування змінюють на протилежне за рахузміни (е=7,8) раціональна для заключних комбінанок зміни напрямку протягування дротової заготоцій з одержанням готового виробу - проводу вки. (3,5,7). Конкретна відмінність пропонованої корисної Обрані прийоми і режими дій процесу, їхня сумоделі процесу полягає в тому, що немонотонне купність забезпечують рішення поставленої задачі, деформування здійснюють із сумарно накопичеодержання якісно нового високоефективного виробу - багатонитяного, з великою кількістю тонких ною деформацією е 9,84, а монотонну формониток, самостабілізованого надпровідника з підзміну роблять з обтисненням е=3-7,8. вищеними критичними параметрами і характерисІнша відмінність полягає в тому, що кількість тиками пластичності. комбінацій вибирають, виходячи з багатонитяної Рішення, що заявляється, відрізняється від конструкції надпровідника й умов забезпечення у прототипу, його відмітні ознаки зв'язані єдиним виробі сприятливого для струмонесучої здатності змістом і забезпечують корисність, тобто воно відсубмікрокристалічного і наноструктурного станів. повідає критерієві «новизна». Виявлені в рамках Причинно-наслідковий зв'язок між відмітними науково-технічного і патентного пошуку ознаки ознаками і результатом, що досягається, корисної відомих рішень в області обробки матеріалів тисмоделі, а також обґрунтування режимів процесу ком і технічної надпровідності в повному обсязі не полягають у наступному. збігаються з ознаками, що заявляються. ПропоноБагаторазове повторення комбінацій, обране, ване рішення характеризується новою сукупністю виходячи з конструкції (кількості ниток) багатониознак, забезпечує інший позитивний ефект, що дає тяного надпровідника (3 комбінації - кількість ниток підставу вважати його відповідним критерієві «кобільш 100, 5 комбінацій - кількість ниток більш рисна модель». 10000, 7 комбінацій - кількість ниток більш На Фіг.1 схематично показаний пристрій, за 1000000), забезпечує одержання надпровідного допомогою якого реалізують немонотонну дефорпроводу з великою кількістю ниток при накопиченні мацію зсувом при пресуванні прутків; на Фіг.2 й удосконалюванні структурних змін. Умови пропристрій для реалізації немонотонної деформації ведення немонотонної деформації як для прутків, згином при протяганні дротової заготовки. так і для дротових заготовок (односпрямований Операція рівноканального багатокутового префіксований поворот на 90° деформуючої системи сування прутків реалізується з використанням дедля зміни положення площини зсуву - згину в проформуючого інструмента (Фіг.1), утвореного чотисторі, зміна напрямку деформування зміною нарма пересічними каналами поз.1-4 з кутами прямку протягання дротової заготовки, величина накопиченої деформації) є обов'язковими для фоперетинання 2 2 2 3 160 і 2 2 =140° однармування однорідної рівноосної субмікрокристалікового по розміру перетину. Обрані параметри чної структури. Зміна напрямку протягування в інструмента забезпечують деформацію заготовки кожному наступному циклі забезпечує однорідпоз.5 за один цикл - перехід е1=0,82. ність структурного пророблення в дротовій заготоВеличина деформації за цикл визначається по вці і можливість реалізації процесу обробки за 2(ctg 1 ctg 2 ctg 3 ) схемою «з котушки на котушку», знижує трудомістформулі e1 . 3 кість процесу накопичення деформації. Накопичення деформації здійснюється повтоЗдійснення немонотонної деформації на дроренням циклів. Величина накопиченої деформації тових зразках дозволяє продовжити реорганізацію визначається як добуток кількості циклів (N) на дислокаційної структури з дробленням волокнистої структури, створеної монотонною деформацією, N e1. величину деформації за цикл (е1), e зняти напруження II роду і тим частково відновити Для цілеспрямованого формування однорідної технологічну пластичність (деформуємість) дроторівноосної структури заготовку в кожному наступвих елементів перед пакетуванням і наступній гідному циклі пресування перевертають на 180° нароекструзії пакетної заготовки, що надзвичайно вколо осі поперечного напрямку і повертають на важливо при багато перехідній деформації при 90° в одну сторону відносно подовжньої осі. кімнатній температурі без операції термообробки. РКБКП здійснюють при кімнатній температурі. У Крім того, у новій якості відновлюється позитивний якості вихідних оброблюваних заготовок викорисвплив на структуру сплаву знакозмінної немонотані композитні прутки сплаву Nb+45-50ваг.% Ті у тонної деформації. Величина немонотонної дефомідній матриці діаметром 15-20мм. рмації е 9,84 у сполученні з наступною монотонПристрій для реалізації немонотонної дефорною формозміною е=7,8 забезпечують мації дротової заготовки (Фіг.2) включає рухливий максимальний ефект у формуванні сприятливої корпус деформуючої системи 1 з встановленими в для виробу волокнистої особливої структури із ньому з можливістю регулювання зміщення в насильнорозорієнтованими субзернами і виділенняпрямку, перпендикулярному вісі протягання, тверми нанорозмірного рівня. досплавними вкладишами - волоками 2-6. ПозиціНижня границя величини монотонної формоєю 7 позначена оброблювана заготовка. У зміни (е=3) рекомендується для реорганізації струконкретному випадку виконана багатокутова дектури на проміжних комбінаціях процесу (2, 4, 6) і формуюча система каналів (5 осередків деформаобрана з умов холодної деформації пакетних загоції), утворена п'ятьма волоками з половинними 7 кутами перетинання 87 , 2 81 , 3 72 . Обрані па1 5 4 раметри інструмента забезпечують аналогічну по величині деформацію (е1=0,86) за один циклпрохід. Накопичення деформації в дротовій заготовці (діаметром менш 5,0мм) здійснюють зворотно-поступальним протяганням, зі зміною напрямку протягання на протилежне і з фіксованим поворотом деформуючої системи на 90° в одну сторону при кожному наступному циклі протягування. Процес накопичення знакозмінної деформації згинанням у зазначених умовах сприяє формуванню однорідної дрібнодисперсної практично не текстурованої структури в матеріалі дротової заготовки. Для реалізації проміжної і заключної монотонної формозміни використовують технологічне оснащення й інструмент для гідроекструзії і волочіння традиційної конструкції. Гідроекструзію як проміжний етап обробки до РКБКП прутків здійснюють по маршруту O75 95мм 15 20мм при сумарній величині деформації е=lnR=3,0-3,6, де R -витяжка. Гідроекструзію + волочіння як проміжний етап обробки до РКБКП дротової заготовки і підготовки дротового елемента для повторного пакетування здійснюють по маршруту О15 20мм 3,0 3,6мм при е=lnR=3,0-3,5. Заключний етап гідроекструзії і волочіння з одержанням готового надпровідного проводу обраної конструкції (кількістю ниток) ведуть по маршруту О15 20мм 3,0 0,5мм при е=mR=6,87,8. Одиничний ступінь деформації при гідроекструзії 70%, максимальне зусилля пресування 1500т.с.; одиничний ступінь деформації при волочінні 20%. Особливості структури, зміцнення, електричних властивостей при різних режимах процесу обробки вивчалися методами оптичної й електронної мікроскопії, рентгеноструктурного аналізу, мікроіндентування й інших досліджень. Приклад 1. Одержання біметалічного надпровідного дроту. 1. Вихідний гарячепресований біметалічний пруток діаметром 15мм обробляється методом рівноканального багатокутового пресування (Фіг.1) з накопиченням деформації е=9,84 (12 циклів). У результаті обробки РКБКП у сплаві формується дрібнодисперсна практично нетекстурована структура з розміром зерен 150-200нм і об'ємними виділеннями вторинної -фази ~3%. 2. Потім заготовка піддається монотонній формозміні гідроекструзією і волочінням до діаметра 0,3мм із витяжкою з сумарною деформацією е=7,8. Одна комбінація немонотонної деформації без зміни перерізу (е=9,84) і монотонної деформації зі зменшенням перерізу (е=7,8) приводить до реорганізації дислокаційної структури і формуванню особливої волокнистої структури з розміром сильно розорієнтованих субзерен ~60нм і збільшеним до 5.0% об'ємним вмістом дисперсних (~10-15нм) виділень -фази густиною ~1010см-2. Спадковість ізотропної структури, сформованої 18672 8 при РКБКП, виявляється на готовому виробі підвищенням (-30%) подовжньої міцності і пластичності, твердості, до 2-х разів струмонесучої здатності. Приклад 2. Одержання багатонитяного надпровідника з кількістю ниток >100. 1. Гарячепресований біметалічний пруток діаметром 15мм деформують РКБКП без зміни перерізу з накопиченням деформації е=9,84. 2. Оброблений пруток піддають монотонній формозміні гідроекструзією і волочінням по маршруту О15мм 3,0мм , е=3,2 (проміжний етап). 3. Потім дротову заготовку О 3,0мм протягають через багатокутову деформуючу систему (Фіг.2), реалізуючи 12 циклів протягання з досягненням величини сумарної немонотонної, без зміни перерізу, деформації (е>9,84, при якій відновлюється на новому рівні ізотропність структури, знижується рівень мікронапружень, підвищується її технологічна пластичність (деформуємість) і в такий спосіб підготовляють до пакетування. Після структурної обробки дротова заготовка ріжеться на дротові елементи довжиною 200-400мм, із дротових елементів кількістю 211 штук збирається пакет, пакет розміщується в мідну гільзу зовнішнім діаметром 75мм. 4. Пакетна заготовка деформується по маршруту О75мм 15мм , е=3,2 (проміжний етап). 5. Композитний пруток з кількістю стрижнів 211 штук діаметром 15мм піддають знову немонотонній деформації РКБКП, е=9,84. У результаті відбувається подальше дроблення структури і її удосконалювання. 6. Подальша монотонна деформація гідроекструзією і волочінням по маршруту О15мм 0,5мм 0,3мм , е=6,8-7,8 формує в сплаві готового виробу-проводу з кількістю ниток 211 штук, сприятливу для струмонесучої здатності високодисперсну волокнисту структуру, ізотропну на рівні субзерен розміром ~50нм і з виділеннями вторинної фази ~10нм (заключний етап). Таким чином, для одержання надпровідного проводу з кількістю ниток 100 штук необхідно здійснити комбіновану обробку з трьома комбінаціями (пп. 1-2, 3-4, 5-6) немонотонної і монотонної деформацій. Приклад 3. Одержання багатонитяного надпровідника з кількістю ниток >10000. 1-5. Повторюють дії, зазначені в прикладі 2. 6. На переході монотонна деформація гідроекструзією і волочінням ведеться по маршруту О15мм 3,0мм , е=3,2 (проміжна стадія). 7. Дротову заготовку піддають немонотонній знакозмінній деформації зосередженим згинанням при протяганні через багатокутову деформуючу систему з е>9,84. Після структурної обробки дротова багатонитяна заготовка ріжеться на дротові елементи, з 211 таких багатонитяних дротових елементів набирають пакет, що розміщають у мідну гільзу зовнішнім діаметром 75мм. 8. Пакетна заготовка деформується по маршруту О75мм 15мм , е=3,2 (проміжна стадія). 9. Композитний пруток з кількістю надпровідних ниток 211х211=44521 штук діаметром 15мм у 9 18672 10 черговий раз піддається немонотонній деформації дефектності кристалічної будови, дроблення видіРКБКП. лень вторинної фази до розміру ~3нм, підвищення 10. Заключна монотонна деформація гідроексїхньої щільності до 1018см-2 і об'ємного вмісту >6%, трузією і волочінням по маршруту підвищення густини багатокутових границь і рівня мікронапружень (густини дислокацій). О15мм 0,5мм 0,3мм , е=6,8-7,8 з одержанням Таким чином, за рахунок своїх відмітних ознак надпровідного проводу з кількістю ниток ~44000 пропонована корисна модель процесу забезпечує штук і формуванням більш дисперсної структури з структурне пророблення якісно нового високоеферозміром сильнорозорієнтованих субзерен ~20нм і ктивного при роботі в постійному і перемінному виділеннями вторинної фази в потрійних стиках полях самостабілізованого багатонитяного надрозміром ~5-10нм, густиною 1015-1017см-2 і об'ємпровідника з формуванням сприятливого для ним вмістом >6%. Таким чином, комбінована обструмонесучої здатності субмікрокристалічного і робка включає п'ять комбінацій немонотонної денаноструктурного станів. формації, вироблених як на прутках, так і на Пропонований процес доцільно використовудротових заготовках, і монотонної формозміни (пп. вати для структурної обробки при виготовленні 1-2, 3-4, 5-6, 7-8, 9-10). надпровідників на основі сплаву ніобій-титан для Для одержання надпровідника з кількістю нипотреб електротехнічної, приладобудівної, космічток більш 10 (211х211х211) потрібно 7 повторень ної та інших галузей нової техніки. комбінацій. При цьому можна досягти ще більшої динаміки структурних змін: підвищення ступеня Комп’ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of superconductor working
Автори англійськоюBiloshenko Viktor Oleksandrovych, Matrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Chyshko Viacheslav Valeriiovych
Назва патенту російськоюПроцесс обработки сверхпроводника
Автори російськоюБилошенко Виктор Александрович, Матросов Николай Иванович, Медведская Эльвида Александровна, Чишко Вячеслав Валерьевич
МПК / Мітки
МПК: B21J 5/00, B21C 1/00, H01B 12/00
Мітки: процес, обробки, надпровідника
Код посилання
<a href="https://ua.patents.su/5-18672-proces-obrobki-nadprovidnika.html" target="_blank" rel="follow" title="База патентів України">Процес обробки надпровідника</a>
Процес обробки надпровідника
Номер патенту: 13037
Опубліковано: 15.03.2006
Автори: Чишко В'ячеслав Валерійович, Матросов Микола Іванович, Білошенко Віктор Олександрович, Медведська Ельвіда Олександрівна
МПК: H01B 12/00, B21J 5/00, B21C 1/00
Мітки: надпровідника, процес, обробки
Формула / Реферат:
Процес обробки надпровідника, переважно на основі сплаву ніобій-титан, що включає операцію рівноканального багатокутового пресування складеної заготівки з надпровідного сплаву в оболонці з нормально провідного матеріалу з накопиченням знакозмінної пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки із збереженням її первинних форми і розміру через систему чотирьох і більше пересічних каналів з дробовим,...
Спосіб виготовлення ніобій-титанового надпровідника
Номер патенту: 42487
Опубліковано: 15.07.2004
Автори: Чорний Олег Володимирович, Волчок Олег Йосипович, Стародубов Яків Дмитрович, Сторожилов Генадій Євгенович
МПК: H01B 12/00
Мітки: виготовлення, ніобій-титанового, спосіб, надпровідника
Формула / Реферат:
1. Спосіб виготовлення ніобій-титанового надпровідника, який включає плакування зливка ніобій-титанового сплаву міддю та утворення прутка, наступне волочіння заготовки, що складається принаймні з одного прутка, з проміжними термообробками, а також проведення заключної деформації волочінням до кінцевого діаметра, який відрізняється тим, що перед плакуванням зливок ніобій-титанового сплаву піддають принаймні одному циклу осаджування та...
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються
Номер патенту: 8795
Опубліковано: 15.08.2005
Автори: Білошенко Віктор Олександрович, Возняк Юрій Васильович
МПК: B29C 47/36, B29C 47/00, B29C 43/02
Мітки: кристалізуються, полімерів, виготовлення, виробів, процес, зміцнених, пруткових
Формула / Реферат:
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються, заснований на деформації заготовки простим зсувом із збереженням її первинної форми і розмірів шляхом продавлювання через суміжні канали, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що початкову заготовку продавлюють за один прохід через систему, що складається з чотирьох або більшого, переважно...
Процес кислотної обробки продуктивного пласта, розкритого свердловиною з горизонтальним стовбуром
Номер патенту: 8630
Опубліковано: 15.08.2005
Автори: Світлицький Віктор Михайлович, Рябов Юрій Геннадійович, Сенишин Ярослав Іванович, Синюк Борис Борисович
МПК: E21B 43/27
Мітки: кислотної, свердловиною, горизонтальним, стовбуром, обробки, пласта, розкритого, процес, продуктивного
Формула / Реферат:
Процес кислотної обробки продуктивного пласта, розкритого свердловиною з горизонтальним стовбуром, який включає спускання колони неперервної довгомірної труби до вибою, закачування по трубі активного кислотного розчину і продавлювання його в пласт, який відрізняється тим, що перед закачуванням активного кислотного розчину горизонтальну ділянку стовбура заповнюють інертною рідиною, яка не фільтрується в пласт, а продавлювання активного...
Процес обробки нагнітальних свердловин
Номер патенту: 14355
Опубліковано: 15.05.2006
Автори: Олійник Олег Олексійович, Шморгун Зиновій Михайлович, Мирошніченко Дмитро Тарасович, Зеленський Володимир Юрійович, Отрішко В'ячеслав Леонідович, Гальченко Олег Володимирович, Кичигін Сергій Миколайович, Хомин Іван Іванович, Світлицький Віктор Михайлович, Мірошниченко Тарас Іванович
МПК: E21B 43/22, E21B 43/00, C09K 8/58
Мітки: свердловин, обробки, нагнітальних, процес
Формула / Реферат:
1. Процес обробки нагнітальних свердловин, що включає послідовне нагнітання в привибійну зону пласта водних розчинів поверхнево-активних речовин, виклик припливу газу з витісненням розчинів на викид, який відрізняється тим, що першою порцією розчину відмивають насосно-компресорні труби з наступним витісненням розчину з свердловини, другу порцію розчину опускають на вибій, витримують з наступним витісненням розчину з свердловини, а третю...
Попередній патент: Пристрій для визначення механічних параметрів шкур худоби і свиней
Наступний патент: Спосіб комплексного лікування діастолічної серцевої недостатності при цукровому діабеті в поєднанні з ішемічною хворобою серця
Випадковий патент: Система та спосіб призначення швидкості споживання і носій зберігання даних